博 士 論 文
醸造用酵母 の リンゴ酸生成 に関す る研究
平 成 25年 9月
石川県立大学大学院 生物資源環境学研究科 松 田 章
目次 略語 緒言
第1章 酸味に特徴 を有す る酵母の選抜 と試験醸造
11 緒言
12 実験方法
121 供試菌株及び使用培地
122 多酸性酵母の予備選抜
123 YM 10培地による1次選抜
124 麹エキス培地による2次選抜
125 小仕込試験 (総米500g)
126 試験醸造 (総米3kg)
127 分析方法
128 官能評価
129 ジメチル コハ ク酸感受性
13 実験結果お よび考察
131 酵母の選抜
132 ジメチル コハ ク酸(llllS)感受性
133 小仕込試験 (総米500g) 1‑3‑4 ヨと襲策百員χ讐 (泰a)K3k8)
(1)発酵曲線 (2)一般成分 (3)有機酸 (4)香気成分 (5)官能評価
135 清酒のタイプ分類 要約
参考文献
第2章 清酒の小仕込み試験 における酒質、
21 緒言 22 実験方法
221 原材料 222 仕込み方法
223 仕込み容器及び条件 224 分析方法
特に有機酸生成に及ぼす影響因子
l
2
3 3 3 3 4 4 4 4 5 5 5 5 5 6 7 7 7 8 9 10 11 12 14 15
16 16 16 16 17 19
23 結果お よび考察
231 小仕込試験 1 2‑3‑2 /1ヽ仕込試験2
233 小仕込試験3
234 小仕込試験4
要約 参考文献
:容器形状の影響 :も ろみ表面積の影響 :容器 空間の違い
:も ろみ表面積及び もろみ高 さの影響
19 19 21 23 25 30 31
第3章 醸造用酵母の リンゴ酸生成に関連する酵素に及ぼす培養法の影響
31 緒言
3‑2 実験方法
321 供試菌株 と使用培地
322 培養方法
323 ミ トコン ドリア画分及び細胞質画分の調製
① ミ トコン ドリア画分の調製
② 細胞質画分の調製
324 酵素活性測定
① チ トクロームCオキシダーゼ(CCOx)活性
② リンゴ酸デ ヒ ドログナーゼ(MllH)活性
③ イ ンクエン酸デ ヒ ドログナーゼ(ICDH)活性
④ ピル ビン酸デ ヒ ドログナーゼ(PDH)活性
⑤ コハク酸デ ヒ ドログナーゼ(SDH)活性
⑥ イ ンクエン酸 リアーゼ (ICL)活性
325 タンパク質の定量
326 培養液の有機酸分析
実験結果
331 ミ トコン ドリア画分及び細胞質画分の酵素活性
① CCOx活性
② (701の酵素活性
③ K901の酵素活性
④ M■K1401‐8の酵素活性
⑤ FKVA245の酵素活性
⑥ その他の特徴
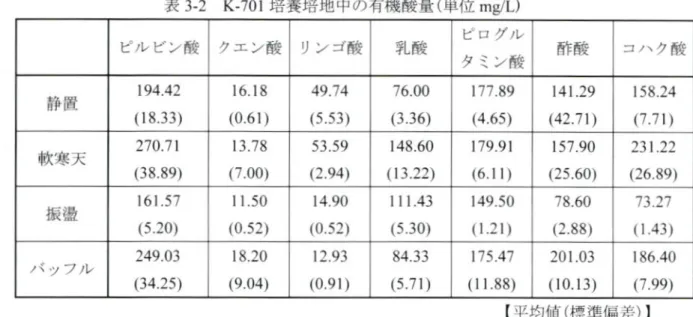
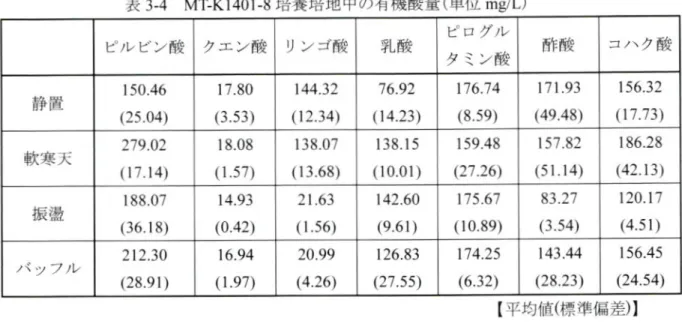
332 培養液中の有機酸濃度
333 各種培養法における培地中の溶存酸素
32 33 33 33 34 34 34 34 35 35 35 35 35 35 36 36
37 37 37 37 38 38 39 39 44 49
3‑4 考察
341 好気的条件における各 リ
342 嫌気的条件における各 リ
343 リンゴ酸高生成酵母の リ (D MT― K1401‑8
C) FKW― A245
ンゴ酸生成経路の推察 ンゴ酸生成経路の推察 ンゴ酸生成経路の推察
50 50 51 52 52 53
54 55
57
59 60 要約
参考文献
ま とめ
謝辞 論文 リス
略 語
DMS TCA KPB
2‐ME AEBSF CCOx MDH ICDH PDH SDH ICL BSA
dimethyl succiltrtc tricrrbotylic rcid
potassium phosph.te burfcr 2-mcrcaptoethanol
4-(2-aminoeahyl) bcnzene3ulfonyl lluoride hydrochlorlde cytochrome C oridrse
mrlate dehydrogenrse isocitrrte dehydrogenrse pyruv{te dehydmgen.se succitrate dehydrogenrse isocitnte lyase
bovine serum rlbumln
緒言
きょうかい酵母の普及による清酒 の品質向上や,原料米の精 自技術 の発展による吟醸 酒,大吟醸酒 の醸造 と,清酒醸造は これ までに数 々の発展 を遂げてきてい る。そ して現 在 も醸造方法の改良や優 良な麹菌お よび酵母の育種な どの研究が進 め られてお り,清酒 醸造技術はますます高まってい くもの と考え られ る。
しか しなが ら,今 日では清酒消費量の大幅な低下が問題 となっている。清酒の消費量 は昭和50年の約 167万 kLを ピー クに減少 を続 けてお り,平成22年には約 59万 kL
と,約 100万 kL以 上もの落 ち込み を見せている。 こうした問題 の背景には,消費者の 食生活の変化や嗜好の多様化に より,清 酒以外のアル コール飲料の需要の拡大が考 えら オLる。
したがって,清酒 において も,この よ うな多様化す る嗜好に対応で きる新たな商品の 開発が望まれ る。
本研究では,ア ミノ酸 と並ぶ清酒の呈味性 要因の一つである酸味に着 日し,酸生成の
原因 となる影響因子について検討を行つた。酸は酒造 りにおいて重要な要素であ り,従
来 よ り酢酸の よ うな揮発性の酸は,明ら力ヽこ香味に負の評価 を与えて しま う。 しか し, 酸 によつては,た とえば さわや かな酸味を与える リンゴ酸は,濃度次第では正の評価 を 与えることができる。 したがつて,清酒醸造過程にお ける酸生成の要因を把握 し,酸の
種類 と生成量を制御 可能にす ることができれ ば,酒 造 りひいては清酒の酒質の多様化に 重要な意義 をなす もの と考える。
第1章では,たとえば洋食 とフインの組み合わせ に見 られ るよ うに,多様化す る食生 活 に合わせて洒質 も多様化 させ ることを検討 した。具体的には,有機酸組成 を変化 させ ることで,新たな タイプの清酒 を提供す ることを 目的に,さわやかな酸味を有す る リン ゴ酸を多 く生成す る酵母 を分離 した。 また, この分離株の発酵特性 について検討 した。
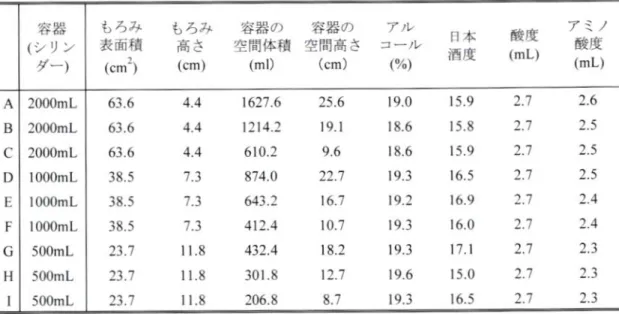
第2章では,小仕込み試験 と実際の醸造試験 との製成酒の成分含量,特に酸度 (有機 酸含量)が現実的には一致 していない場合が多 く見 られ ることに着 日し,小仕込み試験 と工業規模の清酒醸造 にお ける製成酒の成分の相違の原因について検討 した。具体的に は,小仕込み試験の結果 と実際の醸造結果を相似 させ ることを 目的 として,仕込み容器 の容量や形状, 同一容器 を用いて仕込み総量を変化 させ た場合の製成酒の成分含量に 及ぼす影響 について検討 した。
第3章では,有機酸の生成 は主 として酵母の働 きによるものであることか ら,リ ンゴ 酸高生成酵母 を含む4種類の酵母 を用いて,リ ンゴ酸生成機構 を明 らかにす ることを 目 的に,リ ンゴ酸生成に関連す る酵素の活性 に及ぼす培養法,特に酸素供給の異なる培養 方法の影響 について検討 した。
第 1章 酸 味 に特徴 を有 す る酵 母 の選 抜 と試 験 饉 造
11 緒言
近年,食の多様化や嗜好の変化に伴い,洋食に合 うフインな どの消費が増加 し,清
酒の売 り上げが伸び悩んでいる。それ ゆえ,石川県内酒造企業か らも清酒の多様化 と需 要拡大を図るために,若年層や女性 を ターゲ ッ トとして,清酒の旨味を残 しつつ洋風 料理 とも相性 の良い フイ ンの よ うな酸味を付与 した清酒の開発が求め られてい る。
清酒の酸味の もととなる有機酸は約40種類 も含 まれ ていると報告 され てい る・2が
,
乳酸, リンゴ酸, コハ ク酸の3種類で80%以上を占める 〕。この うち リンゴ酸は「さわ や かなJ味で官能的にも評価が高い。これ までに も リンゴ酸 を多 く生成す る酵母が開発 され,生成機構等についての報告がな されている10。 しか し,多くは酵母の発酵力に 課題があ り,甘日の清酒や低 アル コール清酒 となる傾 向があった。
本研究では,アル コール発酵力の低 下がな く, リンゴ酸生成能の高い酵母の取得 を 目的に,変異処理 を行わないで きょうかい酵母の シクロヘ キシミ ド耐性株や石川 県下 の清酒 もろみ,清酒酵母 とワイ ン酵母 との細胞融合株か ら選抜 を行った。また,選抜 し た酵母を用いて清酒の試験醸造 を行 つた。
1‑2. 実験方法
1‑2‑1 供試菌株及び使用培地
清 酒 用 き ょ うか い 酵 母(7号泡 あ り,泡 な し(K7,K701),9号 泡 あ り,泡 な し
(K9,K901),14号泡な し(K1401)及び 15号泡あ り,泡 な し(K15,K1501))は ,(財)日
本醸造協会 よ り入手 した。酵母の培養及び分離・選抜にはYPD培地(1%酵母エ キス,2%
ポ リペプ トン,2%グル コース),VЧ 培地(03%酵母エ キス.03%麦芽エキス,05%
ポ リペプ トン,1%グル コース),YM 10培地(YM培地の グル コース濃度 を10%に した も の),メ チルオ レンジ(MO)培 地(067%yeast nitrogen base w/o amino acids,1%グ
ル コース,1%MO(50mg/100ml)水溶液),シクロヘ キシ ミ ド(CH)培 地(067%yeast nitrogen base w/o amino acids,1%グ ル コー ス, l mg/1 CH)を 用いた。 また,平板寒 天培地は各液体培地に寒天 を2%加えて調製 した。
12‑2 多酸性酵母 の予備選抜
選抜の対象 とした酵母は以下のA.B,C群 である。A群 :清酒用 きょうかい酵母 を対 象 (K7,K701,K9,K901,K1401,K15,K1501)に吉田らいの方法に準 じて lppm のCH寒天培地上に 自然誘発によ り生育 した34株,3群 :平成 12,16,17酒造年度 に
石川県内の清酒製造企業か ら採取 した清酒 もろみ85種類 (泡あ り,泡な しの各酵母を 含むいずれ の もろみか らも)を滅菌水によ り適宜希釈 した後YMプレー トに塗布 し,30℃,
3日 間培養 を行 って得 られ た1700株,C群 :平 成5年度 に石川県工業試験場で行 つた清
酒用 きょ うかい9号酵母泡な し株(K901)と ワイ ン酵母(∝ 2)との細胞融合 61株の保存 株37株を用いた。
A,B,C群の各酵母 をMO培地 に接種 して 30℃ で1〜2日 間培養 し,培地の色がK7,K9
に比較 して赤 もしくは赤橙色 となつた ものを予備選抜 した。
1‑″3 Ⅷ■0培地 による1次還抜
A,B,C群か ら予備選抜 した酵母 をそれぞれ 5mlの YM 10培地を加 えた し宇管に接種 した。30℃ で 2日 間前培養 し,その100μ lを 3Clmlの同培地(100ml容三角 フラス コ)に 接種 して 20℃,3日 間静置培養 した。遠心分離 を行い,上清中の有機酸を分析 し,対照 酵母(K7,K9)よ リリンゴ酸量の多い株 を選抜 した。
1‑24 麹エキス培地による2次選抜
1次選抜 した酵母を5mlの麹エ キス培地(ポー メ7,pH5 1)を加 えたL字管で前培姜
した。この前培養液を用いて,ほぼ同 じ菌数 1× 106cells/mlと なるよ うに 3価1の同培 地(100ml容三角 フラスコ)に接種 して,15℃ ,14日 間静置培養 した。 1次選抜 と同様 に
リンゴ酸生成量が多 く,香味が良好な株 を2次選抜酵母 とした。
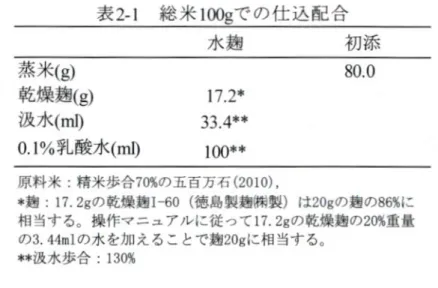
1‑2‑5 /1・tL込試験 (総米 600g)
リンゴ酸生成量が多 く,香 味の調和の とれた選抜酵母を用いて,表 11に示す仕込配 合によ り総米 5∞gの小仕込試験 を行 つた。原料米 として掛米は精米歩合70%の五百万 石(平成 17年度石川県産)を,麹米は乾燥麹(徳島製麹腑製 160:精米歩合60%,米品 種ニ シホマ レ)を使用 した。麹歩合を232%,汲水歩合 を130%と し,3段の酵母仕込
(初添時点での酵母接種濃度 13× 107cenS/g)で行 つた。品温管理は初添,踊 で15℃, 仲添は 8℃,留添は 6℃ で行 つた。その後,も ろみの品温を徐 々に上げ最高温度 を 12℃
とし,その後徐 々に温度 を下げ, 日本酒度 ±0を 目標 として 圧搾法によ り上槽 した。
1‑2■.試験醸造(総米3kgl 選抜酵母を用
いて総米3kgの 試験醸造 を行 っ た。仕込配合は 表11の割合 と しスケールア ッ プ したが,汲水 歩合は一般的に よく使用 され る
表11 清 酒 の 仕 込 配 合 総 米
初 添 仲 添 lrィ 1不
上
︱
´ ロ
総 米(g)
米(g)
米(g)
水(ml) 酸(ml)
51Xl
384
‖6 650
04
89 143
① ‖1
29 32 134 174
04 ‑
268 213 55 342 掛
麹 汲 乳
原料米 :70%精 米 五百万石(2005)
130%及び さらに汲水 を少な くした 120%の 2通 りとした。 これは本試験醸造に先だっ て行 つた汲水歩合 130%での試醸酒 (1回目,水 麹時間 :3時間)の官能評価では,酸味 が強 く感 じられ,味 のパ ランスか らもつと濃醇な味わいにす ることが望ま しい との意見 が多かったためである。そ こで,本試験醸造では汲水歩合 130%(2回 日,水麹時間 :
23時間)に加 えて,味の濃醇なタイプを 目指 した汲水歩合120%を追加 した。
仕込操作は5008の場合に準 じたが,初添時点での酵母接種濃度は26× 106cells/8, もろみの最高温度は13℃程度 と し,上槽 は槽 しば りで行 つた。
1‑2‑7 分 析方法
発酵液(YM 10培地,麹エキス培地)及び清酒の一般成分は国税庁所定分析法注解n
に基づ き分析 を行い,有機酸量は有機酸分析 システム ShOdex OA(昭 和電工腑製)を用い て,ポス トカラム誘導体化法に よ り行 つた。清酒の香気成分の測定は,ヘッ ドスペース
ガスクロマ トグラフシステム HSS 4A(∝ 17A)(腑島津製作所製)と カラム DB WAX(J&W
Scientific)0 25mI D X30mを用い,昇温プ ログラム(60℃,4分保持,昇温速度 10℃
/分,最高温度 :160℃ )で測定 した。
1‑2‑8 官能評価
総米3kgの試醸酒 については13酒造企業 (石川県下)27名の製造担 当者 らの協力を 得て,味,香り及び総合評価 を5段階(1:良,2:やや良,3:普通,4:やや悪,5:悪)で 官 能評価 した。
1‑2つ ジメチル コハ ク酸感 受性
15%のジメチル コハ ク酸 (DMS)を 添加 したYPD寒天培地 上に培養酵母を適宜塗布 し,
30℃での生育の有無を検討 した。
13 実験結果お よび考察
13‑1 酵母の選抜
YM 10培地による1次選抜で18株 , さらに麹エキス培地 による2次選抜で6株を選 抜 した。 この6株は,K7及びK9とほぼ同等のアル コール発酵能 を示 したので,麹エ
キスの発酵液 について酒造企業の製造担 当者に よる官能評価 を行い,香味が良好な3
株(以下A株 (泡な し株),B株 (泡あ り株),C株 (もろみ状貌か ら泡な し株 と考え られ る)を選抜 した(図 11)。 A株はK1401の CH耐性株 である。CH耐性株 は取得を試みた
各酵母か ら得 られたが, 目的 とす る リンゴ酸高生産株 を得 ることができたのはK1401
株 のみであつた。ただ し,得られ たK1401のCH耐性 株すべてが 目的株 ではな く,その
中か らさらに リンゴ酸高生産株 を発酵試験 で分離す る必要があった。K1401の CH耐性 株 の分離頻度 は約84X107でぁ り,その うち 目的株 の分離頻度 は さらに1/10程度の
ク'ルーフC(37
l' )t-1 9(1700
MO培地 に よる予備選抜(30℃ 、1〜2日 間)1)
I' tt-1 A(20) クヾルーフ B(40
YM‑10培地 に よる 1次選抜(20℃、3日 間)η
ク・ルーフC(6 ク`
ルーフB(8
麹汁培地 による2次選抜(15℃、14日 間)〕
,' it-1 8(2) クヾ
ルーフA(2)
官能評価
t' L-1' C(l
tl' tu-'1 B(l
,'r-7 A(l)
ク・ルーフ・
図1‑1 リンゴ酸高生産酵母の選抜 スキーム
1):発酵後 、培地のオ レンジ色 を赤 または橙 赤色 に変 えた株 を選抜
2)3):発酵後 、K‐9以 上に高い リンゴ酸濃度 を示 した株 を選抜
():選抜株 数
84× 108程度であつた。B株は もろみに仕込んだ酵母がK7であった こと及び βア ラニ ン培地を用いて 20℃ で生育可能 で,35℃で生育不可であつた ことよ りK7由来の変異 株 と考え られた。 また.C株はK901と ∝ 2と の細胞融合酵母である。
13‑2 ジメチル コハ ク酸 OS)感 受性
A,B,C株はいずれ も15%DMS含 有のYPD培地に生育 し,DMSに非感受性 であつた。
リンゴ酸高生産酵母に関す る既報において,相川 ら°は コハ ク酸デ ヒ ドログナーゼの 阻害剤 であるllllSに感受性のある株 よ り,吉田ら町まシクロヘ キシ ミ ド耐性株 よ り分離
しているが,両酵母 ともDMSに感受性であることか ら トリカルボン酸 (TCA)回 路の コハ ク酸デ ヒ ドロゲナーゼな どが変異 してい ると報告 している4い。 しか し,今回分離 した 3株はIlllSに非感受性 であることか ら, リンゴ酸の高生産に関 しては コハ ク酸デ ヒ ドロ ゲナーゼ以外の酵素が関与 していることが示唆 された。
清酒 もろみの よ うな嫌気的環境下では, リンゴ酸はTCA回路の還元的方向,すなわ ちオキザ ロ酢酸 よ リリンゴ酸デ ヒ ドログナーゼによ り生成 され ると言われている8)。 こ の ことか ら,選抜酵母A,B,C株の リンゴ酸高生産 に関 しては, ミ トコン ドリア内の リ ンゴ酸デ ヒ ドログナーゼ活性 が増強 され た可能性 が考 えられ る。
また,近藤 ら0に よると,清酒 もろみ 中で コハ ク酸及び リンゴ酸はTCA回路のパイ
パ スであるグ リオキシル酸回路か らも生成 され るとの報告がある。したがって, リンゴ
酸はグ リオキンル酸回路か らの生成 も考え られ る。詳細については今後 さらに検討す る 必要がある。
1‑33 小仕込試験 (総米 5∞g)
A,B,Cの 3株を用いて5008の小仕込試験 を行い,試醸酒の リンゴ酸 をは じめ有機 酸含有量を測定 した結果 (表 12),3株 とも対照のK9と 比較 して試醸酒 中の リンゴ 酸は15〜 2倍の高い値 を示 した。 また,B株の乳酸,酢酸の値は,K9と 比較 して高い 値 を示 した。生成 したアル コールはいずれ も175%前後で,対照のK9とほぼ同等の
アル コール発酵能 を,酸度はいずれ もK9よ り高い値 を,ア ミノ酸度はほぼ同等の値 を 示 した (表 13)。
表 卜2清酒 中の有機酸濃度
クエン酸 ピル ビン酸 リンゴ酸 コハ ク酸 乳 酸 酢 酸 ピロ/7レタミン酸
K‐9
A株 B株 c株
K‐9
A株 B株 C株
85 74 185 127 ND 423
98 108 416 106 85 348
612 668 545 529
22 4 25 13
738 233 838 271 1016 500
710 285
A■ i 細砲融 合体 ND,Nα Dd d
アル コール (%) 日本 酒度 酸度(mり ア ミノ酸 度(mり
+25
Ю 9
175 177 173 173
25
31
35 34
22 21 22
21
[a*: sooe, l* ,r7 E; +t:1ffi-i*-H :も ろみか ら れ た株 、
酒酵 母 (K‐901)と フイ ン酵母(oc̲2)と の細胞融合株 、乳酸 の各値 は初添で加 えた乳酸 を 含 む。
1‑3‑4 試験醸造(総米3kg)
(1)発酵 曲線
汲水歩合 を130%及び120%と して,A,B,C株及びK9株を用いた総米3kgの試験 醸造(8種類)の発酵曲線 をそれぞれ図12.図 13に示 した。A株はいずれの汲水歩合
表1‐3清酒の一般成分
4 2 0 8 6 4 2 0 8 6 4 2 0
︵S
︶ 褐 瑯 ミ ー ヽ ヽ H 2
22
︲8
︲6
︲4
︲2
︲0 8 6 4 2 0
︵S
︶ 撻 贅 ミ ー ヽ ヽ H
で もK9と同等 もしくはそれ以上のアル コール生成能 を示 した。B株はいずれの汲水歩 合において も, もろみ発酵期間の前半ではK9よ りも発酵力が旺盛であつたが,後半 では発酵速度が低 下 し,結果的 に もろみ 日数が長 くなつた。また,C株は汲水歩合130%
で,も ろみの発酵期間全般 にお いてK9よ り発酵速度が低 く,汲水歩合 120%ではK9
と同様 に汲水歩合130%の場合 よ り発酵速度が低下 し, もろみ 日数が長 くなつた。A,B,
C株は もろみ 日数に差はあつたが,いずれ も18%程度の高いアル コール生成 を示 した。
(2)一般成分
試醸酒の一般成分の分析結果 を表 14に示 した。
生成 アル コール濃度は 17〜19%で,選抜酵母のアル コール生成能は十分であつた。
また,A,B,C株の酸度はいずれの汲水歩合で もK9に比較 して高い値 を示 した。 ア ミ
酵 母/汲 水 歩合 │1本酒,ι 酸度(m) ア ミノ酸 度(mll 0 5 10 15 20 25 ,0 35
発饉 時間 (日)
図12 A株 略 C株及びK9による エ タノール生成 曲線 (扱水歩合1301/●)
ア ル コ ー ル(%)
0 , 10 16 20 2, 30 35 発饉時間 (口)
図卜3 Att Btt C株及0くりによる エ タノール生成 曲線 〈汲水歩合120・/●)
K‐9/130%
A株/130%
B株430%
C株/130%
K‐9120%
A株′120%
B株′1¨%
C株 /120%
172 167 190 191 186 186 188 180
+10 +23
‐35
‐06
‐30 +14
‑99
‑142
23 28 31 37 26 32 31
40
23 19 28 28 30 23 35 33
キ B株 一 嗽
―
― C株
表1‐4清酒の 一般成分
L I
ト ー
F L
+li J
ノ酸度はK9に比較 してA株は低 く,B,C株は高い値 を示 したが,いずれ も汲水歩合
120%で 130%の場合 よ りも高い値 を示 した。
日本酒度は,A株では汲水歩合に関係 な くプラス(+23,+14)の値 を示 し,B株及び C 株 では,汲水歩合 130%でそれぞれ 35, 06,120%でそれぞれ 99, 142と いずれ
もマイナ スを示 した。
特に,汲 水歩合 120%の場合, B,C株による試醸酒 は, 日本酒度 と酸度がそれぞれ
(99,31)及 び (142,40)で K9の場合(30,26)に比較 して酸度が高 く,甘 味の残 るタイプ となつた。 この ことか ら,A株とB,C株とは発酵経過及びその結果 と
しての酒質が異なる もの と考 えられ た。
(3)有機酸
8種類の試醸酒の リンゴ酸生成の経時変化をそれぞれ図 14,図 15に ,上槽後の清
1200
lαЮ
^ヽE︶望ヽヽヽ 獅 m 鰤 鰤
酬
二ヽEこ0ヽバヽ ∞ 0
O S 10 1̀ 21 25 30 35 41
■暉時間 (日 )
図1‐4 Att Btt C株及U峡,によるもろ み中の リンゴ酸 の消長 (汲水歩合i30●/● )
0 ̀ 10 15 20 2, 30 ,5 0 発暉時同 (日)
図15 A株 蘇 、c株及Uヽ9によるもろ み中の リンゴ酸の消長 (汲水歩合12●・/● )
酒の有機酸含量の結果 を表 15に示 した。 図14,図 15の結果 よ り,選 抜酵母は もろ
各清酒 の な機 離 組 成
K‐ツ1〕%
A′13賜
B′13,ヽ
C′130%
K‐ツl %
ハylコンる
B′120%
C′12W、
" " 562 78 128 534 516 88 ND 464 466
98 107 563 38, 91 ND 432 628
81 1∞ ω: ̀9 97 ND 531 592 106 ● %0 474
∝
︐
& 4︲ 49
︲7
︐ m
28
︐ 7
24
6︲
知Ю 3︐0嘲 い¨
枷嘲
郷獅
N D Not Ⅸ iccted
値は23"間の水●期間後に生蔵した清酒中のはである.
上で示された渡水歩合Jレの清洒中のリンゴ酸濃度は 他の有機饉成分や番気成分におけるわす力■ 違い掛藍いては 3時間の 水趙期国後に
'ら
れた以前のものとほとんと同じ■を示しヽ
乳 酸 酢酸 ヒ│ク
̀バン
̲≡曇コ
み発酵 5日 日以降でK9と比ぺ, リンゴ酸生成量が多 くなることが明 らか となつた。
また,表 15よ り,得られた試醸酒の リンゴ酸量はA株を用いた場合, 汲水歩合 130%,120%で K9のそれぞれ約2倍,約 14倍, B株を用いた場合,約 17倍,約 12倍,またC株を用いた場合はいずれ も約2倍の高い値 を示 し,いずれの試醸酒の リ ンゴ酸量 も総米500g仕込 と同様, K9と比較 して 15〜 2倍の高い値 を示 した。また, 汲水歩合130%の A株,B株の リンゴ酸量は,それぞれ534ng/1,464mg/1,120%の 場 合は601mg/1,531mg/1で,汲水歩合が リンゴ酸生成量に及ぼす影響 はA株,B株では
認 め られ なかつた(いずれ も約 11倍)。 しか し,汲水歩合120%の K9株及びC株の リ ンゴ酸量はそれぞれ432mg/1,95Cl■lg/1で,汲水歩合 130%の場合の269mg/1,563mg/1 のそれぞれ約 16倍,約 17倍に増加 し,K9株,C株では汲水歩合の影響が認め られ た。
乳酸量は,汲水歩合 130%の場合,A株,B株ではK9と ほ とん ど同量(約 ■Ollmg/1)
であつたが,C株のみ1431mg/1で K9の 1025 mg/1の約14倍の高い値 を示 した。 ま た,汲水歩合120%の B株,C株の乳酸量はそれぞれ 1588mg/1,1796ng/1で, K9の
■36mg/1に比較 して約 15倍高い値 を示 した。
酢酸量は,汲水歩合 130%ではA,B,C株はK9のそれぞれ26倍,55倍 ,35倍
高い値 を示 した。また,汲水歩合 120%の場合,A,B,C株はK9のそれぞれ22倍,44
倍,13倍で,A,B株は,いずれ の汲水歩合で も酢酸量が高い特徴 を示 した。
コハ ク酸量は,A,B株ではいずれの汲水歩合 において もK9と大 きな差は見 られなか ったが,C株の場合のみ385ng/1,474mg/1と K9の 562mg/1,628mg/1に比べてやや低 い値 を示 した。
総有機酸量は,汲水歩合 130%の場合,A,B,C株はK9のそれぞれ 12倍,13倍, 14倍を示 し,120%の場合,A,B,C株はK9のそれぞれ 10倍,13倍 ,15倍を示
し,いずれの汲水歩合で もC株の総有機酸量が高い ことが明 らか となつた。
以上の ことよ り,B株の乳酸や酢酸の生成が大きい こと,及びC株の リンゴ酸,乳酸
の生成量が大 きい ことは,解糖系で生成 した ピル ビン酸か らアセ トアルデ ヒ ドを経 由 してエタノールヘ進む代謝の流れの一部が酢酸生成やTCA回路の方に進んだため と考 えられ るЮm)。 また,C株では К9と同様 に汲水歩合 120%では130%の場合 に比較 し てアル コール発酵速度が遅 く,もろみ 日数が長 くなつた。これは,汲水歩合 120%にお いて酵母細胞の周 りの栄養成分(糖分や ア ミノ酸な ど)濃 度が高いため,代謝産物であ る有機酸等の生成濃度が高 くなつたために, もろみ発酵後期でアル コール発酵が緩慢 となつた もの と推察 されたЮ)。
(4)香気成分
香気成分の結果 を表16に示す。A株,B株はK9と ほぼ同等の香気成分 を示 した。
また,C株はK9に比較 してnプロパ ノールやイ ンプ タノール,イ ンア ミルアル コール
表 卜6 清 酒 の 香気 成 分 (m̲g71) 酵 母 /汲 水 歩 合 Ac()「t |BUOH AcOi-Am i-AmOH CaprOEt 計
K‐ツ130%
A株′130%
B株ハ30%
C株力30%
K‐ツ120%
A株′120%
B株ハ
"%
C株4"%
42 30 32 46 42 37 37
177 92
llXl
103
2
19
119
15 14 18 12 16
2″
199 231 331 249 233 224 318 95
158 127 197 147 187 129 307
K‑9′130%
A′130%
B′13゛
=、
C′130%
K‐9′120・/.
A/129■、
B′120%
C′120●/●
78 17 03 1
02 494 03 499
02 739 02 535 03 563
04 494
02 887 m:酢政 イ ソア ミル
の高級 アル コールの成分値が高 く,官能的に他の清酒酵母 とは異な り個性のある香気 を示 した。 また,総香気成分量は,汲水歩合 130%の場合,A,B,C株はK9のそれぞ
れ約 11倍,11倍 ,17倍を示 し,120%の場合,A,B,C株はK9のそれぞれ約 11
倍,09倍 .17倍を示 した。 したがって,いずれの汲水歩合で もC株の総香気成分量
が,総有機酸量 と同様,高い ことが明 らか となった。
これ らの こととC株のアル コール発酵速度が遅 く, もろみ 日数が長 くなつた ことは, 先の有機 酸の生成 と同様に,代謝の流れが高級 アル コールな どの香気成分生成回路ヘ も進んだため と推察 されたЮa。
(5)官鮨評価
8種類の試醸酒 について官能評価 を行 つた結果,バラツキはあつた ものの普通の評価 点30よ り評価が良か
つた ものは,汲水歩合
130%ではA株,また汲 水歩合 120%ではB株,
C株であった。酸味 と甘
味 を併せ持 った汲水歩 合 120%の B株,C株に
よる試醸酒 に高い評価 点が見 られた(図 16)。
汲水歩合120%の B株 及びC株は 日本酒度が
99,‑142と マイナス で,波水歩合130%の
場合 よ りも濃醇な味わ
5∞ 4∞ 31X1 2∞ l lXl
総 合評価 (平均)
図1‑6 清酒の官能評価
卜AЮHiィ ンア ミル アル コール C●α l:カプ ロン酸 エ チル
いであった。酸味の強 さと甘味 とのバ ランスが良好な評価 につながつた もの と考え られ た。逆 にA株は汲水歩合 130%,120%でそれぞれ 日本酒度は+23,+14と いずれ もプ ラスで,汲水歩合120%では酸味がよ り強 く感 じられたため,味のパ ランス上,酸味の やや穏や かな汲水歩合 130%が好 まれたためではないか と考え られた。
1‑3‑5 清酒 のタイプ分類
清酒は図17に示す よ うに,酸度 と日本酒度 との組み合わせで淡麗辛 口,淡麗甘 口, 濃醇辛 口,濃醇甘 口の4つの タイプに分類できる。今回試験醸造 した8種類は濃醇辛 ロ の タイプであつた。
20 10 0 ‑10 ‑20 ‐30 日本 酒 度
図17 清酒 の タイ プ
OK9,△A株,□B株,◇C株 (汲水歩合130%)
●K‐9,▲A株,■B株,◆C株 (汲水歩合120%)
石川県の市販酒は網掛 け した部分で示 され るよ うに,酸度 。日本酒度の狭 い領域に限 られ る傾 向にある。また,ほ とん どが原酒 を加水 した ものであることか ら,今回試醸 し た清酒が原酒であることを考 える と直接 の比較はできないが,汲水歩合120%でB株,C
株 を用いた場合,濃醇辛 日の中で も濃醇甘 口に近い味わい とな り,味の幅 を広 げるこ
濃醇辛 口
◇ ◆
淡麗 辛II
酸 3
度
2
とができた と考え られ る。
本研究では,アル コール発酵力を低下 させず に,有機酸の中で もリンゴ酸含有量を 特異的に増大 させ る酵母 を選抜す ることができた。これに よ り,従来の清酒 が もつ旨味 に, リンゴ酸の もつ後味のすつき りとした さわやかな酸味 を付与す ることができた。ま た,発酵経過の異なる3タイプの酵母を選抜 した ことで さらに清酒の多様化に も貢献 で きるもの と考え られ る。
要約
1 清酒 の多様化を 目的に,3株の リンゴ酸高生産酵母 を選抜 した。3株は,き ょうか
い酵母 14号の泡な し(K1401)株の 自然誘発によるシクロヘ キシ ミ ド耐性株(A株),
石川県内の酒造企業の酒蔵か ら採取 した清酒 もろみ85種類 (1700株)の中か ら選抜 し た株(B株), きょうかい酵母9号の泡な し(K901)株 とワイン酵母(∝ 2)との細胞融 合株(C株)である。
2 選抜酵母3株を用いて総米500gの清酒 の小仕込試験 を行 つた結果,いずれの酵母 も対照のK9と比較 して, リンゴ酸 を 15〜 2倍多 く生成 した。
3 総米3kgの試験醸造 を汲水歩合 130%と 120%で行 った結果,アル コール発酵能の
低下がな く, リンゴ酸高生産に関 して500gと同様 な傾 向を示 した。汲水歩合120%
でB,C株を用いた場合,汲水歩合130%の場合 よ りも味が濃醇で評価 も比較的良好 であつた。
4 A株を用いた場合,清酒 中の リンゴ酸量は汲水歩合 130%,120%で K9のそれぞれ 約2倍,約 14倍高い値 を示 した。A株の発酵力はいずれの汲水歩合で もK9と 同等 以 上で,同株で 日本酒度 プラスの清酒 を製造す ることができた。
5 B株及びC株の発酵力は,K9に比較 して もろみ発酵後期に弱 く,も ろみ 日数が長
くなったが,最終的に約 18%のアル コールを生成 した。汲水歩合 120%で B株,C株
を用いた試醸酒 は, 日本酒度マイナ スでK9に比較 して酸度が高 く濃醇な味わい と なった。