産業素材
このような市場のニーズに応えるために、ダクタイル鋳 鉄加工の粗加工用コーティド超硬「エースコート®AC420K」 と、仕上げ加工用コーティド CBN「コーティドスミボロン® BNC500」を開発したので、その開発経緯および工具性能 について述べる。2. 市場の動向と鋳鉄の被削性
鋳物は成形性および加工性のよさから、18 世紀なかばに 起きたイギリス産業革命以降、多彩な工業製品に用いられ ている。特に機械部品の中で、自動車用のシリンダブロッ1. 緒 言
切削加工に用いられる刃先交換型チップ(以下、チップ と略する)は、超硬合金、サーメット、セラミックス、 CBN※1焼結体、ダイヤモンド焼結体とこれら基材の表面に 硬質セラミックスコーティング膜を被覆したコーティド超 硬、コーティドサーメット、コーティドセラミックス、 コーティド CBN が使われている。図 1 は切削工具材料の種 類と位置づけを示したものである。特にコーティド超硬は 耐摩耗性と耐欠損性のバランスに優れることから、汎用的 な加工用途に広く使われ日本でのチップの生産個数の約 70 %を占める材種となっている。 また、サーメット、コーティドサーメット、CBN 焼結体、 コーティド CBN は仕上げ加工用途に使われ、特に高い硬 度と優れた耐熱性を示す CBN 焼結体に硬質セラミックス コーティング膜を被覆したコーティド CBN は、従来の CBN 焼結体を越える長寿命と仕上げ加工精度が得られる優 れた材種となっている。これら刃先交換型チップはすべて の被削材を加工できるわけではなく、被削材別に工具材種 を使い分けている。 被削材のうち鋳鉄は、日用品から機械部品など様々な工 業製品に用いられている。近年、地球環境への配慮から各 部品の薄肉・軽量化を目的として、従来のねずみ鋳鉄(普 通鋳鉄)に代わり、より強度が高く被削性の悪い球状黒鉛 鋳鉄(ダクタイル鋳鉄)など、鋳鉄被削材の難削化が進ん でいる。また、複雑な形状における断続加工、鋳込み肌の まま加工する粗加工、仕上げ加工の高速化・高精度化など、 工具の使用環境が厳しくなっており、工具の長寿命化およ び高信頼性への要求がますます強くなってきている。 Development of “ ACE-COAT®AC420K” Coated Carbide and “ SUMIBORON®
BNC500” Coated PcBN for Cast Iron Turning─ by Yoshio Okada, Anongsack Paseuth, Yusuke Matsuda, Katsumi Okamura and Tomohiro Fukaya ─ Cast iron is widely used in various products for daily applications and industrial machine components. In the automotive industry, growing global awareness on environmental issues has required the improvement of fuel efficiency. Accordingly, the ratio of the automotive parts made of ductile cast iron is increasing for weight saving. However, while superior in tensile strength, ductile cast iron parts are inferior in machinability to those of gray cast iron. This is leading to increasing demand for improved productivity, cost reduction and higher precision in ductile cast iron machining including roughing and finishing. To satisfy the market demand, the authors have developed “ACE-COAT®
AC420K” for ductile cast iron roughing and “SUMIBORON®
BNC500” for finishing. The features and cutting performance of these products are described in this paper.
Keywords: cast iron turning, CVD, PcBN, ductile cast iron
鋳鉄旋削加工用工具
AC420K と BNC500 の開発
岡 田 吉 生
*・ Anongsack Paseuth ・松 田 裕 介
岡 村 克 己・深 谷 朋 弘
コーティッド超硬 コーティッド超硬 超硬合金 セラミックス サーメット サーメット 超微粒 超硬合金 高速度鋼 ダイヤモンド焼結体 CBN焼結体 靭性(工具材料の強靭さ) 優れる 優れる 劣る 劣る 耐 摩 耗 性 ( 工 具 材 料 の 硬 さ ) 図 1 切削工具材料の種類と位置づけク、クランクシャフト、カムシャフト、エキゾーストマニ ホールド、オイルポンプハウジング、ブレーキロータなど 形状が複雑で、耐摩耗性、制振性、耐熱性、熱伝導性が要 求される部品に鋳鉄が使われる。これは、砂や金属で作っ た型の中に、溶かした金属を注ぎ込んで複雑な形状でも自 由自在に作ることができるからである。また、鋳鉄は鉄と 黒鉛の複合材料で、硬さと粘り強さを兼ね備えた材料であ り、特に黒鉛が振動を抑えたり、潤滑剤の役目をはたして 摩耗を防いだり、熱・腐食にも強い性質を有するからであ る。図 2(1)は、主要な世界各国の全鋳造品生産量の推移を示 している。各国で推移の増減はあるもののリーマンショック 以前の2007 年までは確実に生産量を延ばしている。 一般的に鋳鉄は、その特徴である黒鉛が脆いために引張 強度が低く、被削性は鋼製品よりも良いとされる。しかし、 鋳込み方法によっては表面がチル化したり、湯口残り、バ リ、あるいは砂噛みが発生することがあるため、一様に被 削性が良いとはいえない。また、部品の軽量化や生産性向 上のため、部品の薄肉化や鋳型の多数個取り化が進んでお り、強度が低く、被削性の良いねずみ鋳鉄から、強度が高 く被削性の悪いダクタイル鋳鉄や合金鋳鉄などへ置換えが 進んでいる。これらねずみ鋳鉄とダクタイル鋳鉄では黒鉛 の状態が異なり、図 3 に示すように切り屑の生成も異なる。 ねずみ鋳鉄の組織は片状黒鉛のため、被削材は刃先先端で 微小破壊を起こしながら切削されていく。一方黒鉛が球状 になるダクタイル鋳鉄は、組織が破壊されにくく、引張強 さが高いために切り屑が延びやすい、また組織によっては、 切れ刃に激しい溶着を起こし、それに加え鋳物の特性であ る微小硬質粒子が切れ刃を擦過して加速度的に切れ刃が損 傷する。 図 4 は被削材別の工具損傷形態の事例を示す。ねずみ鋳 鉄加工はすくい面損傷が小さく、逃げ面の損傷が大きくな る。また、鋼加工は切り屑が連続的に排出され、すくい面 損傷が大きく、逃げ面の摩耗が小さい損傷となる。ダクタ イル鋳鉄の加工はこの 2 つの損傷形態を含んでおり、より 被削性が悪くなる。 表 1 に代表的な鋳鉄の特徴・被削率を示す。 3500 3000 2500 2000 1500 1000 500 0 中国 中国 日本 アメリカ ロシア ドイツ インド インド ロシア アメリカ 日本 ドイツ 生 産 量 万 ト ン 年 1990年 1995年 2000年 2002年 2004年 2006年 2007年 図 2 世界主要国の全鋳造品生産量の推移(1) ねずみ鋳鉄 (普通鋳鉄) 黒鉛 パーライト フェライト 球状黒鉛鋳鉄 (ダクタイル鋳鉄) 工具断面 工具断面 被削材 被削材 切り屑 切り屑 図 3 鋳鉄の組織と切り屑模式図 材料記号 被削率※3 組 織 備 考 普通鋳鉄 (ネズミ鋳鉄) FC150 FC200 FC250 FC300 FC350 70 70 65 65 60 片状黒鉛により切粉は粉々に粉砕される ので比較的削りやすい。 球状黒鉛鋳鉄 (ダクタイル鋳鉄) FCD450 FCD500 FCD550 FCD600 FCD700 55 55 50 50 45 球状黒鉛の影響で強度が高く削りにくい。 工具への負担が高い。 バーミキュラ鋳鉄 (CV 鋳鉄) FCV350 60 FC250 と FCD450 の中間的な性質を示す。溶着しやすい。 黒芯可鍛鋳鉄 FCMB35 110 比較的削りやすい。 オーステナイト鋳鉄 FCA 50 Ni、Cr が多く削りにくい(耐熱性)。 表 1 代表的な鋳鉄の組織とその被削性 削りやすい 削りにくい
3. コーティド超硬とコーティドCBN の要求特性と特徴
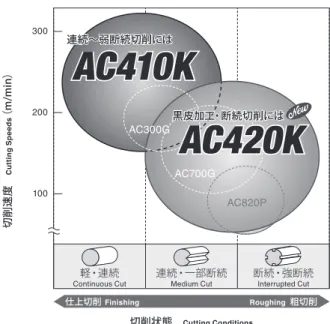
3 - 1 コーティド超硬「AC420K」の要求特性 強度 が高く被削性の悪いダクタイル鋳鉄の加工は、バリ・砂噛 み・表面組織のチル化など鋳込み肌の表面(以下、黒皮と 略する)を加工する粗加工では、図 5 に示すように工具刃 先に溶着・微小チッピングが発生し、突発的な欠損が発生 しやすくなる。また鋳物の特徴である複雑な被削材形状で の断続加工が加わると、更にチッピング損傷が助長されて、 寿命が不安定となり工具管理が難しくなる。 これら黒皮と断続の粗加工において、チップへの信頼性 と長寿命化が要求される。 3 - 2 コーティド超硬「AC420K」の特徴 当社の鋳 物旋削加工用のコーティド超硬の材種ラインナップを図 6 に示す(2)。連続切削から一部断続切削において耐こすり摩 耗性が必要な領域を AC410K、断続から粗切削において耐 溶着性、耐剥離性、耐欠損性の必要な領域を新規開発の AC420K で対応し、汎用的に使用されるコーティド超硬の 領域をカバーできるようにラインナップしている。 AC420K は、特殊専用超硬合金母材と図 7 に示す専用 CVD※2コーティング膜「スーパー FF コート® 」から構成さ れている。 特に黒皮断続加工には耐チッピング性が必要であり、膜 の強度向上が必須である。図 8 に従来技術でコーティング した炭窒化チタン(TiCN)膜とスーパー FF コーティング 技術により被覆した FF-TiCN 膜の組織写真を示す。スー パー FF コート® は、膜の粒度を大幅に微粒化するとともに、 緻密且つ均一な組織になっていることがわかる。これによ り、TiCN 膜が高強度化し、耐チッピング性が向上した。 加えて、高温での安定性が高く高硬度なα型アルミナを採 用した。従来のα型アルミナは膜粒度が粗く表面粗さが粗 くなるために溶着、チッピング損傷が大きくなる欠点が 母材 TiCN Flat Fine 従来材種 Al2O3 Super-Smooth film interface and surface Ultra-fine structures Super FF-Al2O3 Super FF-TiCN High wear resistance High chipping resistance High wear resistance High welding resistance図 7 AC420K のコーティング膜の断面写真 表 面 組 織 断 面 組 織 従来セラミック被膜 スーパーFFコート® 図 8 スーパー FF コート® “FF-TiCN”の特長 300 200 100 切削状態 Cutting Conditions 仕上切削Finishing Roughing粗切削 軽・連続 Continuous Cut 切 削 速 度 C ut tin g S pe ed s ( m /m in ) 連続・一部断続
Medium Cut 断続・強断続Interrupted Cut 黒皮加工・断続切削には 黒皮加工・断続切削には 連続∼弱断続切削には 連続∼弱断続切削には AC300G AC700G AC820P
AC410K
AC410K
AC420K
AC420K
図 6 鋳鉄旋削用コーティド超硬材種のラインナップと適応領域 ねずみ鋳鉄 (普通鋳鉄) FC250 球状黒鉛鋳鉄 (ダクタイル鋳鉄) FCD700 SCM435鋼 【参考】 図 4 鋳鉄の工具刃先損傷事例 溶着 溶着 チッピング 図 5 FCD 加工におけるコーティド超硬の初期刃先損傷あったが、成膜条件の最適化により、図 9 に示すように、 従来比 1/2 の表面粗さの平滑なα型アルミナを得ることに 成功した。 これら、スーパー FF コート® 技術に加え、コーティング 膜の内部応力制御技術により、CVD コーティング膜特有の 残留引張応力の一部を圧縮残留応力に変えることに成功し、 従来材種より耐溶着性と耐欠損性を飛躍的に向上させた。 また写真 1 のように、AC420K はチップ全体は黒色であ るが、これは特殊な表面処理を施し、耐酸化性・耐溶着性 に優れるα型アルミナ膜を最外層に配することにより、溶 着からの欠損を抑えるためである。 図 10 に、強度が高く被削性の悪いダクタイル鋳鉄 FCD 材を使用し、さらに黒皮を残した溝付きの強断続試験を行 うことにより耐欠損性を評価した結果を示す。他社品は 150sec 加工したところで、刃先にチッピング・欠損が発 生しているが、AC420K は刃先に溶着もほとんど起こらず、 チッピング・欠損が見られず、安定加工ができ約 2 倍寿命 を達成できていることがわかる。 3 - 3 コーティド CBN「BNC500」の要求特性 粗加 工である黒皮削りを AC420K で実施した後、コーティド CBN「BNC500」で高精度に仕上げることができる。ダク タイル鋳鉄は、その難削性のため最新のコーティド超硬を 用いても、切削速度 300m/min.以上の高速切削では実用 的な寿命が得られないため、CBN 工具が適用される場合が ある。顧客での CBN 工具の寿命要因を分析した結果、図 11 のように、70 %以上が工具の耐摩耗性不足に起因する 加工精度不良であることが判明し、従来の CBN 工具対比 2 倍の耐摩耗性を BNC500 の目標性能とした。 3 - 4 コーティド CBN「BNC500」の特徴 図 12 に BNC500 の特徴を示す。一般に、ダクタイル鋳鉄の加工で は、耐摩耗性を向上させるために、CBN 焼結体の結合材と して TiC が採用される。BNC500 では TiC 結合材の製造プ ロセスを抜本的に改良し、不純物含有量を従来比 1/10 以 下まで減少させることにより、TiC の高純度化に成功した。 その結果、CBN 焼結体の耐欠損性が維持されながら、耐摩 耗性が従来 CBN 対比 1.5 倍以上に向上した。加えて、焼入 新開発 平滑α型アルミナ 従来κ型アルミナ 従来αアルミナ 3500 4000 4500 5000 5500 6000 0 0.2 0.4 0.6 0.8 1 1.2 表面粗さ Ra(µm) イ ン デ ン テ ー シ ョ ン 硬 度 ( m gf /µ m 2) 新開発 平滑α型アルミナ 従来αアルミナ 膜断面写真 膜断面写真 図 9 スーパー FF コート® “FF-α型アルミナ”の特長 被削材 : FCD溝材(黒皮) 工具形状 : CNMG120408 加工条件 : c=150m/min =0.25mm/rev p=1.5mm、wet 100 200 300 AC420K 他社A (K15) 他社B (K15) 工具寿命 sec AC420K 他社A(K15) 他社B(K20) 刃先損傷状態(写真)すべて150sec時点 図 10 AC420K の黒皮・強断続加工での切削結果 従来材種の外観 特殊な表面処理を施した AC420Kの外観 写真 1 AC420K の耐溶着性・強度に優れた特殊表面処理の外観 耐摩耗性起因:73% (平面度・真円度・面粗度) 耐欠損性起因:20% (欠損) その他:7% 図 11 ダクタイル鋳鉄加工における CBN 工具の寿命要因
鋼切削用のスミボロン®BNC シリーズ(3)で採用されている 耐熱性に優れる特殊 TiAIN コーティングを適用することに より、従来 CBN 工具対比 2 倍の耐摩耗性を実現した。 BNC500 と従来 CBN を用いて FCD450 の内径加工を実 施した。寸法変化の推移と工具の刃先写真を図 13 に示す。 内径公差 30µm に対して、従来 CBN は逃げ面摩耗の進行 が著しく速いため加工径の変化が大きく、刃先位置補正の 回数が多かったが、BNC500 では、耐摩耗性に優れるため 加工径の変化が小さく、最初の刃先位置補正までの加工距 離が従来 CBN の 10 倍以上の結果が得られた。 図 14 に 、 BNC500 と セ ラ ミ ッ ク ス 工 具 を 用 い て 、 FCD700 の外径を加工した場合の面粗度比較を示す。セラ ミックス工具は、切削距離 3km 時点で刃先稜線に微小な チッピングが集積し切れ味が低下し、面粗度が悪い結果と なった。一方、BNC500 は刃先稜線が鋭利な状態を維持で きているため、面粗度が優れているのが分かる。図 15 に、 寿命判定基準を面粗度(Rz = 12.5µm、1.6µm)として FCD700 を切削した場合の V-T 線図を示す。Rz = 12.5µm 基準では、超硬やセラミックスは使用可能であるが、V = 300m/min.を超えると寿命が極端に短くなるが、BNC500 では実用的な工具寿命が得られるのが分かる。Rz1.6µm 基準では、超硬やセラミックスでは初期から面粗度が出な いが、BNC500 では実用切削が可能であることが分かる。
4.ダクタイル鋳鉄加工における適用領域と使用実例
図 16 にダクタイル鋳鉄加工における各種工具の適用領 域を示す。切り込み量が 0.5mm を超える粗加工ではコー ティド超硬が推奨され、特に黒皮断続加工のような不安定 切削では AC420K が抜群の信頼性と長寿命を示す。面粗度 6.3z 以 下 、 寸 法 精 度 IT6 級 の 高 精 度 仕 上 げ 加 工 に は BNC500 が推奨され、切削速度 300m/min.以上の高速切 削が可能である。 CBN焼結体 cBN含有率 [vol%] 60-65 65-70 cBN粒径 (µm) 4 6 結合材 高純度TiC TiC 材 種 BNC500 従来CBN セラミックス コーティド超硬 硬 度 [GPa] 32-34 32-34 15-20 20-25 TRS [GPa] 1.0-1.1 1.0-1.1 2.0-3.0 0.7-0.9 コーティング 特殊TiAlN なし なし あり 母材の機械特性 図 12 BNC500 の特徴 100 1000 0.1 1 10 100 工具寿命(km) 切 削 速 度 c ( m /m in ) 切 削 速 度 c ( m /m in ) BNC500 コーティド超硬 500 セラミックス 寿命判定:Rz=12.5µm 被削材 :FCD700 加工条件 : =0.2mm/rev., p=0.2mm, wet 工具型番 :4NC-CNGA120408 100 1000 BNC500 500 寿命判定:Rz=1.6µm 被削材 :FCD700 加工条件 : =0.05mm/rev., p=0.05mm, wet 工具型番 :4NC-CNGA120408 0.1 1 10 工具寿命(km) 図 15 V-T 線図(寿命判定基準:面粗度) IT7 1.6 6.3 0 寸 法 精 度 ( 等 級 ) IT8 12.5 3.2 面粗度 Rz(µm) IT6 25 AC420K AC410K BNC500 IT10 IT9 300 200 0.05 0.2 0 切 削 速 度 ( m /m in ) 400 500 0.5 0.1 切り込み量 ap(mm) 100 5 AC420K AC410K BNC500 1 セラミックス 優 図 16 ダクタイル鋳鉄加工における工具材種の適用領域 被削材 : FCD700 型番 : 4NC-CNGA120408切削条件 : c=400m/min., =0.2mm/rev., p=0.2mm, Wet 切削距離 : 3km BNC500 セラミックス チッピング Ra=0.6µm 10.0 5.0 0 -5.0 -10.0 Ra=2.3µm 10.0 5.0 0 -5.0 -10.0 図 14 BNC500 とセラミックス工具の面粗度比較 0 4 8 12 16 20 0 4 8 12 16 20 切削長(km) 切削長(km) 加 工 径 変 化 量 ( µm ) 加 工 径 変 化 量 ( µm ) 0 -20 +10 +20 -10 0 -20 +10 +20 -10 刃先位置補正 径公差30µm 径公差30µm 被削材: FCD450, ø90内径 工具型番:2NC-CCGW09T304 切削条件: c=350m/min. =0.15mm/rev. p=0.3mm, Wet
BNC500 従来CBN 寸法変化推移 寸法変化推移 従来CBN BNC500 ★寿命 ★継続可能 8km切削時 20km切削時 Vbmax=0.249mm Vbmax=0.346mm 図 13 BNC500 の耐摩耗性と寸法精度
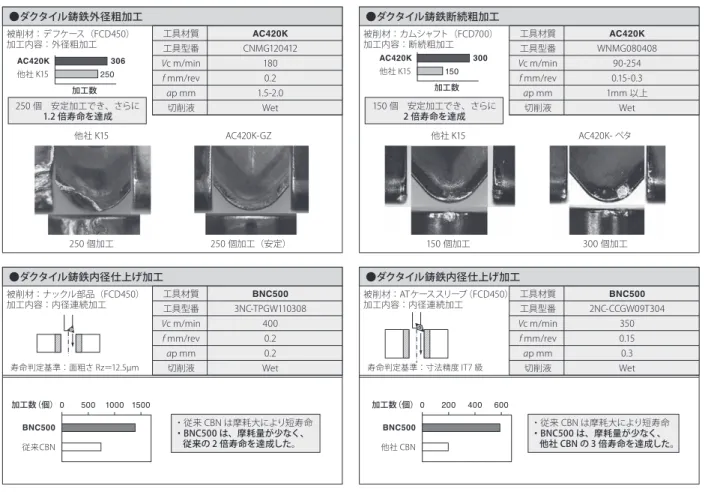
図 17 に AC420K と BNC500 の 使 用 実 例 を 示 す 。 AC420K は、ダクタイル鋳鉄の粗加工で優れた耐チッピン グ性を発揮し、抜群の信頼性と長寿命を実現している。 BNC500 は、ダクタイル鋳鉄の仕上げ加工で、優れた耐摩 耗性を発揮し、従来工具比で 2 倍以上の寸法精度寿命を実 現している。
5. 結 言
ダクタイル鋳鉄の粗加工用コーティド超硬「エースコー ト®AC420K」と、仕上げ加工用コーティド CBN「コー ティドスミボロン® BNC500」は、ダクタイル鋳鉄の粗、 断続、高速、高精度加工等のあらゆる市場ニーズに対応し、 高能率長寿命化が可能な材種である。今後、益々進む鋳鉄 の難削化の中で、加工コスト削減、生産性向上、加工精度 向上に大きく貢献できると期待される。 用 語 集ーーーーーーーーーーーーーーーーーーーーーーーーーーーー ※ 1 CBNcubic boron nitride :ダイヤモンドに次ぐ硬度・熱伝導 率を示し、鉄系金属との反応性が低い。
※ 2 CVD
chemical vapor deposition :化学反応を利用した薄膜を 形成する蒸着法の一種。 ※ 3 被削率 材料の削られやすさ(にくさ)を切削工具の寿命に及ぼす 影響から評価した値。 参 考 文 献 (1) 鋳造ジャーナル(2010 年 7 月号)、日本鋳造協会、p.14 ~ 15 (2) 伊藤 他、「鋳鉄旋削用工具『エースコート AC300G/AC700G』の開 発」、SEI テクニカルレビュー第 158 号、p.69-74(2010.7.20) (3) 岡村 他、「焼入鋼高能率加工用コーティドスミボロン® 新『BNC200』 の開発」、SEI テクニカルレビュー第 174 号、p.12-17(2009) ●ダクタイル鋳鉄外径粗加工 被削材:デフケース(FCD450) 加工内容:外径粗加工 250 個 安定加工でき、さらに 1.2 倍寿命を達成 ・従来 CBN は摩耗大により短寿命 ・BNC500 は、摩耗量が少なく、 従来の 2 倍寿命を達成した。 工具材質 AC420K 工具型番 CNMG120412 c m/min 180 mm/rev 0.2 p mm 1.5-2.0 切削液 Wet ●ダクタイル鋳鉄内径仕上げ加工 被削材:ナックル部品(FCD450) 加工内容:内径連続加工 寿命判定基準:面粗さ Rz=12.5µm 工具材質 BNC500 工具型番 3NC-TPGW110308 c m/min 400 mm/rev 0.2 p mm 0.2 切削液 Wet AC420K 306 他社 K15 加工数 250 BNC500 従来CBN 他社 K15 250 個加工 AC420K-GZ 250 個加工(安定) ●ダクタイル鋳鉄断続粗加工 被削材:カムシャフト(FCD700) 加工内容:断続粗加工 150 個 安定加工でき、さらに 2 倍寿命を達成 工具材質 AC420K 工具型番 WNMG080408 c m/min 90-254 mm/rev 0.15-0.3 p mm 1mm 以上 切削液 Wet AC420K 300 他社 K15 加工数 150 他社 K15 150 個加工 AC420K- ベタ 300 個加工 加工数(個)0 500 1000 1500 ・従来 CBN は摩耗大により短寿命 ・BNC500 は、摩耗量が少なく、 他社 CBN の 3 倍寿命を達成した。 ●ダクタイル鋳鉄内径仕上げ加工 被削材:ATケーススリーブ(FCD450) 加工内容:内径連続加工 寿命判定基準:寸法精度 IT7 級 工具材質 BNC500 工具型番 2NC-CCGW09T304 c m/min 350 mm/rev 0.15 p mm 0.3 切削液 Wet BNC500 他社 CBN 加工数(個)0 200 400 600 図 17 使用実例
執 筆 者---岡田 吉生*: MOTHERSON TECHNO TOOLS LTD. 主席
超硬製切削工具の開発に従事 Anongsack Paseuth :住友電工ハードメタル㈱ コア材料開発部 松田 裕介 :住友電工ハードメタル㈱ コア材料開発部 岡村 克己 :住友電工ハードメタル㈱ コア材料開発部 主査 深谷 朋弘 :住友電工ハードメタル㈱ コア材料開発部 次長 ---*主執筆者