ライン停止の予防と品質生産性の向
上
一般計量士 日髙鉄也
環境 温度、湿度、雰囲気、照明など 加工設備 インプット 材料 エネルギー 良い製品ができ て楽しい アウトプット 合格品 成績書 楽しくできる計量の5S 現場活動のキーは、 人のやる気と正しい計量データである。 ISO10012 6.3.1 測定機器目次 はじめに ... 3 第1章 計量計測の5Sの必要性 ... 5 1.1 5Sの効果と影響 ... 5 1.1.1 この小冊子で用いる計量計測関係の用語の使い方 ... 5 1.1.2 5Sの効果の確認 ... 5 1.2 診断員養成 ... 7 1.3 診断員の養成方法 ... 8 1.3.1 養成コース ... 8 1.3.2 コーチングを取り入れる理由 ... 10 1.3.3 取り入れるコーチングの項目 ... 10 第 2 章 10012 の5Sとコーチングの方法 ... 12 2.1 測定器の5Sと 10012 の5S ... 12 2.2 10012の5S診断のためのコーチング ... 14 2.2.1 コーチングの語源、歴史 ... 15 2.2.2 コーチングの種類 ... 15 2.2.3 コーチングの方法 ... 15 2.2.4 管理のサイクルとコーチングフロー ... 16 2.2.5 コーチングスキル ... 17 2.2.6 診断のまとめ会議のワンポイントコーチング ... 20 2.2.7 ロールプレイ ... 22 2.2.8 10012 の5S の方法とコーチングの例 ... 26 2.3 グループコーチングの例 ... 35 第 3 章 5S診断の実施 ... 38 3.1 5S診断計画 ... 38 3.2 5S診断と指導の実施 ... 38 3.3 チェックリストの改善の必要性とポイント ... 56 3.4 測定機器の5S診断用紙 ... 57 3.5 その他 ... 61 <参考資料-1> ... 63 <参考資料-2> ... 64 おわりに ... 65 参考文献 ... 66
はじめに
この小冊子の目的は、ISO10012 の5S診断と指導のできる診断員を養成する テキストです。従って、10012 の5Sチェックリストの使い方とチェックリスト を自社用に改造する方法を説明するものです。 ISO10012 の5S診断と指導を行うための要素技術は、次の教育に含まれるも のです。 1)計量主任者教育 2)ISO9001 の内部監査員教育 3)計量計測の5Sコーチング教育(本書の第 2 章) 以上の要素技術は、業務上から何らかの経験を通して力量を持っている方も ありますので、診断員の養成コースには、経験を利用してムダな養成講習を受 けなくても診断員になるコースもあります。 私が、測定機器の5Sの充実の必要を感じたのは、日本規格協会の「あたら しい統計手法」の講座で、SN比の調査を行ったときに5Sの悪い測定機器が 多くあり、5Sの悪い状態ではSN比が悪く出ることを経験し、また、計量士 として測定機器の定期検査業務では、測定器の汚れやゲージのキズなどを多く 直してきました。従って、定期検査を受けるまでのある期間は、5Sの悪い状 態で使用されて品質に悪影響を与えているので、5Sを充実させる必要を強く 感じています。 製品品質目標の達成、及び不正確な測定によるリスクを管理するための ISO10012 も測定、計量計測の5Sが十分でなければその成果が出ないので、計 量士、ISOコンサルタント、コーチング等の経験を取り入れて、ISO10012 の 有効活用に貢献するために5SのOJTシステムを提案します。各位のご指導 ご鞭撻をお願い申し上げます。 日高鉄也5S診断員に必要な 知識 はじめに 5Sの影響と必要 診断員の養成 ・ISO10012の必要事項 ・5Sの影響 モチベーションの向上 10012の5S方法 コーチングの方法 診断と指導のためのコーチング 第2章 10012の5Sとコーチング方法 第3章 5S診断の実施 5S診断計画 5S診断の実施 自社用への改造 おわりに 5S診断の実施に よる5Sの充実 コーチングを取り入れる理由 測定器の5S及び10012の5S 話を聴く、質問する、伝える 10012の5Sの診断と指導にコーチン グを取り入れる方法 診断計画 実施とまとめ 改造の考え方とポイント 第1章 計量計測の5Sの必要性 3つの養成コース
こ
れ
が
全
部
で
す
図 1-1 10012 の5S診断員養成テキストのフロー図第1章 計量計測の5Sの必要性
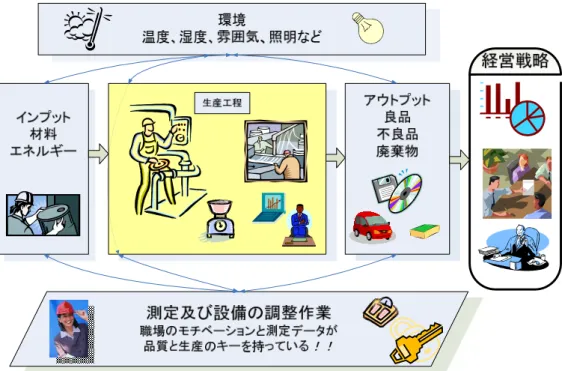
この章は、日常的な計量関係用語の使い方から計量機器に5Sの必要性、計 量主任者教育の内容及びモチベーションを上げるためにコーチングを取り入れ る理由等を説明します。 1.1 5Sの効果と影響 1.1.1 この小冊子で用いる計量計測関係の用語の使い方 この小冊子では、業務の種類で計量計測はいろいろな使われ方がされている ことと、用語の文字数が長いことがありますので、表現の統一と簡略化のため に次の表 1-1 のように使い方を定義します。 表 1-1 この小冊子の用語の使い方 No 用語 使う場面 略称 1 計量 計量法に関係する業務 2 計測 電気関係の業務 3 測定 長さ(寸法)測定を行う業務 4 計量計測 計量法及び計量管理の業務 5 計量管理 計量法、計量機器及び計量全般の 管理 6 適正計量管理事業所 適正計量管理事業所の指定を受け ている事業所 適管事業所 7 事業所 指定を受けていない事業所 事業所 8 適正計量管理主任者 適正計量管理事業所の計量主任者 主任者 9 計量管理主任者 一般事業所の計量管理主任者 主任者 10 ISO ISO9001、14001 の総称 ISO 11 ISO9001 ISO9001 の関係 9001 12 ISO10012 ISO10012 の関係 10012 13 ISO/IEC17025 ISO/IEC17025 の関係 17025 14 内部品質監査員 ISO9001 の内部監査員 内部監査員 15 診断員 ISO10012 の5Sの診断と指導員 指導員 1.1.2 5Sの効果の確認 1)生産現場を管理するキー要素 図 1-2 のように生産工程は、インプット、生産工程、アウトプット、環境、 作業者から成り立っています。ここでは、作業者が計量を行い、そのデータに より、品質確認、生産設備を制御、調節、管理資料を作成しています。従って、 作業者と計量データが現場のキー要素になっています。 計量主任者は、生産現場のキー要素の適正な計量データをタイミングよく利 用することで、経営に根本的に貢献していることを確認します。図 1-2 生産現場の作業者と測定データの関係 2)10012の5Sの要求事項 10012には、次のように5Sを含めた要求事項があります。国際規格の 文章は、理解しにくい面がありますが計量管理技術から検討すると、5Sが充 実していなければ要求次項を実現することができない内容です。 6.3.1 測定機器 規定の計量要求事項を満たすために必要なすべての測定機器は,計測マネジメントシステ ムで利用可能で,かつ,識別されなければならない。測定機器は,確認される前に有効な校 正状況になければならない。測定機器は,管理されている環境又は,有効な測定結果を保証 するために必要な範囲であるとわかっている環境で使用しなければならない。計測マネジメ ントシステムには,影響を与える量の監視及び記録に使用する測定機器が含まれていなけれ ばならない。 指針 計量要求事項の違いによって,測定機器は,特定の測定プロセスに使用できると確認でき ても,それ以外の測定プロセスに使用できると確認されないことがある。測定機器の計量要 求事項は,製品又は,校正し,検証し,確認すべき機器に関する規定の要求事項から導き出 される。 最大許容誤差は,測定機器製造業者の発行済み仕様書を引用しても,又は計量機能が指定し てもよい。 測定機器は,計量確認を実施する計量機能以外の組織が校正してもよい。 標準物資のキャラクタリゼーションは,校正に関する要求事項を満たすことがある。 計量機能の管理者は.測定機器の誤用,悪用,損傷及びその計量特性の変化を防止するた めに,機器の受取り,取扱い,輸送,保管並びに発送に関する手順書を定め,維持し,使用 しなければならない。計測マネジメントシステムに導入される測定機器又はそこから除外さ れる測定機器の処理に関しては,手順が定められていなければならない。
3)5Sの要素と作業者のモチベーションに影響する経路 図 1-3 をさらに詳しく見ますと、計量の5Sが経営に影響を与える経路は、 5Sの要素から計量誤差を起こし、その計量誤差を持ったデータは、検査結果 や管理図などの各種の経営資料に影響します。そこで、図 1-3 は5Sの要素に 対応した教育項目を明確にしています。ここで、5Sを充実させるために従来 の5S教育に新しく、躾けにおいて作業者の性格、職場の状況を考慮したコー チングを利用します。 1.2 診断員養成 診断員の養成には、品質管理で一般的に実施されている教育を考慮してムダ のない方法を採用するために関係する教育の概要を次に示します。 1)計量主任者教育(主任者教育)の内容 主任者教育は、計量関係団体の行う半日間、1 日間の講習会や事業所で行う講 習会がありますが、ここでは 9001 の校正要員の養成を兼ねた実技を取り入れた 主任者教育の内容を表 1-2 で紹介します。 故障した測定器 乱暴な測定 方法 始業点検の忘れ 躾 け 測定器の汚れ 製品の汚れ 清 潔 切り粉の飛散 油類の飛散 清 掃 置きにくい置き場 取りにくい置き場 整 頓 使わない測定器 整 理 5Sの主 な要素 測定作業の飛ばし 加工不良の発生 測定作業の能率 測定誤差大 直接的な影響項目 経営状態悪化 経営状態順調 納期遅れ 納期適正 教育計画ミス 教育計画適切 設備導入ミス 設備導入適切 工程能力判断 ミス 工程能力判断適 切 顧客信頼小 顧客信頼大 不良品の流失 良品納入 5S不良の場合 5S良好な場合 経営管理への影響項目 人 手 に よ る 測 定 、 自 動 測 定 の い ず れ に し て も 、 作 業 者 の モ チ ベ ー シ ョ ン に 5 S は 多 く 依 存 し 、 ま た 、 5 S は モ チ ベ ー シ ョ ン に 影 響 を 与 え る 方法 教育・訓練内容等 項目 コーチング導入 ・使いやすい方法の発見 ・納得が得られ る説明 ・作業者の能力の引き出し ISO10012の計測設計の導入 作業者の性格・職場の状況に適した指導 躾け 清掃の測定・品質への影響の説明 清潔 具体的な清掃道具充実及び、方法の説明 清掃 作業者の意見を取り入れた置き場の作成 整頓 QC工程 表と現 場の整合性の確立 整理 測定の5Sの充実 方 法 コーチ ング測定の 5S 図 1-3 計量の5S の直接及び、経営計画への影響
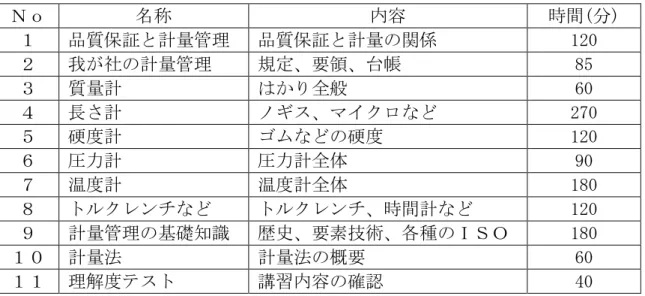
表 1-2 主任者教育の内容 教育のレベルは、事業所で必要な程度の基礎知識及び情報、計量機器は原理、 構造、取り扱い、日常点検、簡易検査、精度検査です。なお、計量教育を実施 されている方にはご理解いただけると思いますが、上記の教育体制ができるま でには 5 年の年月が掛かっていますが、次の項で説明する効果があります。 2)内部監査員教育 内部監査員教育は、一般的に次のような 2 日間教育になっている。 1)9001 の解説 1 日 2)ISO9001 による監査の仕方の解説 1 日 計量関係者には、計量技術に関心が強いがシステムに関心の薄い人が比較的 多いので、上記は、診断委員には次の理由から必要です。 ・ 9001 は、10012 よりマネジメントシステムの内容が豊富であり、10012 の運 用方法の理解がしやすくなる。 ・ 多くの事業所は、9001 の監査を実施しているので、すでに修得済みのノウハ ウが利用できてムダが少ない。 1.3 診断員の養成方法 診断員の養成方法は、「測定機器の5S診断と指導規定」で組織的な運営方法 を説明しますが、ここでは養成の講習会のカリキュラムを説明します。 1.3.1 養成コース 診断員の養成は、次の 3 コースで行います。 受験コースは、講習を受けなくて試験で診断員を養成する場合です。計量 委員コースは、これまでの計量委員としての経験がありますので、教育内容は チェックリストの使い方を説明する内容です。一般コースは、計量主任者であ り、内部監査員の経験のある人を対象にした 10012 の5S診断員を養成するコ ースです。従って、計量の5Sの方法を習得し、それを作業者のモチベーショ No 名称 内容 時間(分) 1 品質保証と計量管理 品質保証と計量の関係 120 2 我が社の計量管理 規定、要領、台帳 85 3 質量計 はかり全般 60 4 長さ計 ノギス、マイクロなど 270 5 硬度計 ゴムなどの硬度 120 6 圧力計 圧力計全体 90 7 温度計 温度計全体 180 8 トルクレンチなど トルクレンチ、時間計など 120 9 計量管理の基礎知識 歴史、要素技術、各種のISO 180 10 計量法 計量法の概要 60 11 理解度テスト 講習内容の確認 40
ンが上がるように伝えることが出来るようにする教育内容です。 1)受験コース 診断員の要素技術を経験的にマスターしている場合も多くありますので、そ の方に講習を行うのはムダですから、トレーナーがテキストの表 3-3 の「測定 機器の5S診断と指導の参考例」の実技と理解度テストを行って、その出来具 合から試験の合否を決めます。 2)計量委員コース(2 時間) 表 1-3 計量委員コース表 No 項目 内容 時間(分) 1 オリエンテー ション 図 1-2 及び図 1-3 により5Sの役割の説明 を行い診断員として、積極的な活動ができ ることを説明する。 20 2 10012 の解説 最近の主任者教育では 10012 を説明してい るが、以前からの計量委員は説明を受けて いないので 10012 を説明する 20 3 コーチング これまでの計量委員会で、コーチング的な ことは経験しているので、その経験をコー チング手法で理論的に裏付ける 60 4 理解度テスト 参加者は、長所短所を把握して今後の活動 に利用する。主催者は次の教育に反映する。 20 3)一般コース(7 時間) 表 1-4 計量委員コース表 No 項目 内容 時間(分) 1 オリエンテー ション 図 1-2 により5Sの役割の説明を行い、診 断員として積極的な活動ができるようにす る。 30 2 5Sの役割 図 1-3 により計量の5Sが作業者のモチベ ーションに影響する経路 30 3 10012 の解説 最近の主任者教育は 10012 を説明している が、5Sとの関係を、測定プロセスの設計 の妥当性確認として診断員の行うことを説 明する 90 4 コーチングの 利用方法 コーチングの概要、作業者の話の理解、5 Sの方法の伝え方のロールプレイ。 180 5 まとめ方 診断チェックリストのまとめ方、今後の改 善方法。 60 6 理解度テスト 参加者は、長所短所を把握して、今後の活 動に利用する。主催者は今後の教育に反映 する。 30
1.3.2 コーチングを取り入れる理由 計量の5Sの影響は図 1-3 のように現れるので、5Sの悪影響を少なくする には5Sの要素に対する改善が必要です。“作業者には、測定器の置き台を購入 するなどして与えられた物は使わないが、自分たちで作った物は使う”という 習慣がありますので、“自分たちで作った物”というのは、現場で活躍している 人のプライドといえます。従って躾けでは、現場の5Sには人の気持ちが重要 な要素といえます。そこで、自主的な行動を起こさせる手法のコーチングを取 り入れました。 1.3.3 取り入れるコーチングの項目 計量器の診断と指導は、現場で行いますので OJT です。OJT ですから複雑なコ ーチングを行わずに現場で使いやすい項目を取り入れます。 1)話の聴き方及び質問の仕方 現状を見て、現状を理解する、質問をする。 2)5S の方法の伝え方 現状の5Sのレベルを伝えて、作業者が元気よく改善を行う気持ちが起きる ように5Sのノウハウ及び5Sの価値を伝える。 3)コーチングフロー 9001 に、不適合の再発防止の手順に、a)内容の確認、b)原因の特定、と いう手順がありますが、コーチングにもこの方法とよく似ているコーチング フローがあるので5Sを充実させるために利用する。 - 測定一口メモ 1 - ISOの審査と「計量計測の5S 技術」の違い ISO審査 校正ラベルが付いていない!! 不適合です。是正処置をしてくだ さい 「計量計測の5S 技術」診断 診断員「これは、この位置に置 くと便利ですよ。」 作業者「こちらの方がもっと便 利です!!」 診断員「そうですね。さすが、 現場のことに詳しいですね」
- 測定一口メモ2 - 品質管理と自然科学及び、測定の関係 品質管理は、“自然科学に反してはできない”と言われていますように、測定 は、自然科学を基準にしており、適正な測定データの利用は、品質管理が“自 然科学に反しない”ようにするためです。 2003 年に国際度量衡局注1 を見学した時に、次のことがありました。場面は、 局長室、クイーン局長、見学者の町田、日高、通訳の高綱氏。 日高 「局長さん教えて下さい。メートル法ができて 150 年経過していますが、 この間に多くの戦争があったのにメートル法はなぜ続いているのでしょ うか」 この時に、クイーン局長の顔が厳しくなり、しばらく沈黙して、窓際に歩き 出して、 局長 「こちらへ来てください」 一同、窓ぎわに進むと、クイーン局長は窓下の花壇を指さして、 局長 「戦争の時は食料が不足して、あの花壇に野菜を植えて、食料を採りまし た...」 一同、席に戻って、 局長 「メートル法が続いているのは、自然科学を基本にしていることが良いこ とだと多くの人が理解しているためでしょう」 日高 「ありがとうございました。」 メートル法はその後も発展を続けており、現在は国際単位系(SI)として、 多くの計量(測定)の基準に採用されています。 パリを訪問するためにフランスの歴史を調べたら、多くの戦争があった中で もメートル法が継続していることに疑問が起きて質問したことで、自然科学を 基準にしている測定が品質管理に役立つことに確信を持つことができました。 注1 フランス・パリ郊外のセーヌ河畔・セーヴルにあり、国際度量衡局では国際キログラム原器 町田氏 クイーン局長 日高 野菜を植えた花壇 国際度量衡局見学記念(2003/02/07)
第 2 章 10012 の5Sとコーチングの方法
この章は、測定機器及び測定方法を含む5Sの代表的な例と、その5Sを充 実するためのコーチングの説明をします。 2.1 測定器の5Sと 10012 の5S 1)測定器の5S 測定の5Sの内容を説明します。 (1)Seiri 次の測定器を作業現場から撤去すること。 ・使用していない測定器 ・故障している測定器 ・定期検査を受けていない測定器 (2)Seiton 測定器の役割がいつでも果たせる状態ができていること。 ・取りやすい、置きやすい、探しやすい ・精度が狂わない ・見た感じがよい (3)Seisou 測定器及び測定器置き場の掃除を行うこと。測定器の 次の部分に注意して掃除します。 ・測定面 ・表示部分 ・作動部分 (4)Seiketsu 測定器及び、その周辺を清潔に保つために、次のこと を行うこと。 ・切り粉などの高温の物などから温度影響を受けないようにする ・汚れたウエス、紙くずなどが測定器置き場に放置されないようにする ・測定器置き場や掃除の方法を改善し、標準化する (5)Shitsuke 全社員に、次のことを決められたように必ず実行すること。 測定面 作動部分 表示部分(目盛り)・丁寧に使うこと ・格納箇所へ返す ・5S のルールを守る 2)10012 の5S 10012 が有効に機能するためには、5Sについて次のことが必要です。 (1)5Sは組織的に実施されていること 責任者を定めて運営を計画的に行い、作業者がモチベーションを高めて実 施する。 (2)生産及び計量作業がしやすいこと 計量作業が適正で、マネジメントシステムが有効的に実施されている。 (3)校正が実施されていること 実用的な校正が実施されている。 (4)計量器が識別されていること 計量器台帳は、マネジメントのために計量器の種類、使用先等の集計表が 作成できて計量器個別の識別ができる。 (5)計量環境が適正であること 製品の品質を保証できる計量環境である。 (6)計量結果が保証出来ること 計量作業が手順書に基づいて実施されている。 (7)製品の品質が向上していること 社外、社内の不良が減少傾向にある。 (8)生産効率が向上していること 生産性が向上傾向にある。 (9)工程設計との整合性(必要な場合) QMSで点検することであるが、計量管理からも情報を提供することはQ MSを充実させることであり、10012 の目的であるからQMSに規定され ている場合は適用する。 (10)生産性との整合性(必要な場合) 生産管理部門で点検することであるが、計量管理からも情報を提供するこ とは生産管理を充実させることであり、10012 の目的であるから生産管理 に規定されている場合は適用する (11)モチベーション(必要な場合) 人事部門が点検することであるが、計量管理からも情報を提供することは 人事管理を充実させることであり、10012 の目的を達成させるためには必 要なことであるから人事管理に規定されている場合は適用する
(12)5Sの改善 計測マネジメントシステムであるから、たゆまぬ改善が必要である。 - 測定一口メモ 3 - SN比の調査 写真は、日本規格協会の「SNによる測定方法の評価方法」の 事例の一部です。 第 8 回 事例発表会資料(1985/03/20) 2.2 10012の5S診断のためのコーチング コーチングを5Sの指導に取り入れる理由は、第 1 章で説明してありますの で、ここでは具体的な5Sの場面におけるコーチングの例を説明します。その 場合に次の二つが大切です。 ・作業者に測定の5S技術を指導する。 ・5Sを行うことで、明るく元気が出るようにする。 上記のことが実現できるように、これまでも断編的に経験しているコミュニ ケーションの方法をまとめてコーチングとして説明します。
2.2.1 コーチングの語源、歴史 1) コーチの語源 「コーチ」という語は、ハンガリーのコーチ(Kocs)という町で農閑期の収 入源として作られた四輪馬車・コーチ(kocsi)に由来する。コーチで、世界 で初めてのサスペンション付きの馬車を製造され、コーチは馬車の代名詞とな った。そこから御者の事を『コーチ』と呼ぶようになり、転じて、指導者の事 を指す言葉となった。また、四輪馬車・コーチは運転が難しく訓練が必要であ ることから、コーチ自体に「訓練」という意味が生まれた。出典: フリー百科 事典『ウィキペディア(Wikipedia)』 2) コーチの歴史 1840 年代に英国のオックスフォード大学で、受験 指導をする人をコーチと呼びました。 1880 年代にスポーツ選手の指導者がコーチと呼 ばれました。 1950 年代にマネジメントの中心は人であるから、 マネジメントの分野でのコーチングは重要なス キルであると位置づけられました。 1992 年にアメリカにコーチ・ユニバーシティが誕生しました。 2.2.2 コーチングの種類 1)ビジネスコーチング ビジネスにコーチングスキルを適用するコーチングです。例えば、専門知識 (野球、水泳、金融、品質、ISO、トヨタ生産方式、業務改善)のレベル アップや、職場の良好な人間関係を作り出す場合に適用します。 2)グループコーチング 職場のミーティング、委員会、研修会などにコーチングスキルを使うことを グループコーチングと呼びます。 2.2.3 コーチングの方法 コーチがクライアントとコミュニケーションを行う時に、 図 2-1 のように“聴く”、“質問する”等のコーチングスキル を使い、クライアントに気づきを起こさせ、図 2-2 及び図 2-3 のようにコミュニケーションを進めることで、クライアントに改善の行動、目 標を達成する行動を起こさせ、目標を達成させるのがコーチングの進め方です。 COACH お客さんを目的地に安全・確 実・タイムリーに届ける 会話による気づき
コーチングスキルは、2.2.5 コーチングスキルで説明します。測定の5Sを 進める各状況でそれぞれの状況に適したスキルを使いますが、会話は生きてい ますのでスキルを上手く使うにはトレーニングが必要です。 トレーニングは、クライアントの目標によって異なりますが、30~45 分間 を 3~4 回/月を 3 ヶ月間くらい行います。 2.2.4 管理のサイクルとコーチングフロー 1)管理のサイクル(図 2-2) 管理のサイクルは、P→D→C→Aで表され、 P:Plan(計画)D:Do(実行)C:Check(確 認する)A:Act(改善活動)となっています。 コーチングを利用すると管理のサイクルが次のように能 率的に実行できます。 ・計画を立てる時など,効果的な会話により、多くのこと に気づき、ミスのない、実施しやすい計画ができる。 ・報告連絡会、相談、会議等が効率的にできる。 クライアント コーチ 図 2-1 コーチングの様子 Plan Do Check Act y y y y 図 2-2 管理のサイクル 相 談 に 乗っ て も らえ る 人は誰ですか? そうだ!! Bさんの資料にデータが!! コーチングスキル 聴く 質問する 承認する ○目標の決定 ○戦略 ○行動 フィードバックする コーチングで大切なこと ・双方向の対話・・・ 話をキャッチボールする ・個別対応・・・個人ごとの理解に合わせる ・継続的・・・実施までには繰り返しが必要である
・改善による新しい方法を実施する際に発生しやすい抵抗感を減少させること ができ、効率的に目標達成できる。 2)コーチングフロー 管理のサイクルとコーチングフローは似ている感じを受けますが、コーチン グは各ステップで、この後で説明するコーチングスキルを使いますので、モチ ベーションに悪影響する強制とか押しつけ感が少ない方法です。 2.2.5 コーチングスキル コーチングでよく使うスキルを現場の状況に合わせて説明します。 1)話の聴き方で大切なこと 会話は、話を聴かないことには成り立たないので話を聴くことから始まりま す。聴くときは、次の点に注意すると会話がスムーズにできます。 (1) 先入観を持たない (2) 優越感を持たない (3) 劣等感を持たない (4) 気持ちを静かに持つ (5) 判断を避ける (6) 自分のストーリ(予想)は脇に置いて聞く (7) 結論を先取りしない (8) 会話を頻繁にさえぎらない (9) タイミングを見計らってあいづちを入れる (10) 視線を合わせる (11) 相手の話しをくりかえす (12) 話が終わるまで返事を考えない 2)共感(ラポール)する ・アイスブレーク 気持ちを和らげる 図 2-3 コーチングフロー図
・うなずき 相づちを入れる ・ペーシング 話のペースを合わせる ・ミラーリング 話している人が手を動かしたら同じように手を動かして鏡のようになる。 3)質問する (1)オープンクエスチョン このように回答の範囲を広くする質問の仕方をオープンクエスチョンとい い、回答者に自由に答えてもらい、もれなく品質情報を得ることができます。 (2)クローズドクエスチョン はい、いいえなど、的確な回答が得られる質問で、早く話が終わります。ま た、コミュニケーションのリズムをよくする作用があります。 (3)チャンクダウン 内容を細かく具体的にするための質問です。 (4)チャンクアップ ISO委員会での会話 質問 「このキズは何によってできましたか」 回答 「いろいろなことが関係していたと思います」 質問 「どうしたら、もれなく調べることができますか」 回答 「まずは、大きなことからリストアップして、・・・」 ISO委員会の会話 質問 「このダイヤルゲージのガラスの破損は、1 ヶ所だけですか」 回答 「はい」 部内会議の会話 質問 「方針に測定器の定期検査の不良率の低減がありますが、私たちは具体 的にどうやるのですか」 回答 「例えば、昨年の実績の分析から始めたらどうですか」 破損 はい、そうです。
先輩と後輩の資料作成中の会話 先輩 「このチェックリストは、工程改善計画のどこにつながって いますか」 後輩 「それは、・・・・・・・・」 やっていることを目的に結びつけるために使います。例えば、データがたく さんある場合に、それぞれのデータが改善とどんな関係があるかを確かめる場 合に使えます。 (5)シフト 先輩と後輩の朝会での会話 先輩 「ところで、Bラインの調子はどうですか」 後輩 「第 2 工場のBラインですね。あれは....」 話題を変えるときに使います。 4)伝える (1)フィードバック 話を聴いた人は、事実を伝えます。話し手は事実を知ることで次の行動をコ ントロールします。すなわち、“あれをやりなさい”というよりも自主的な行 動を気づかせます。 フィードバックの語源 (2)承認する 報告や連絡を受けたときに次のように伝えます。 ・YOUメッセージ あなたの報告は、いつも正確だ!! ・Iメッセージ 私は、うれしいよ。 ・Weメッセージ 私たちは、君のおかげで楽になった。 (3)アサーティブネス アサーティブネスな考え方と、そうでない場合を表 2-1 に示します。アサー ティブネスな場合は人と付き合う場合の積極性、明るさが感じられます。相手 前方 300m
も自分も良い方向に進むことができるスキルです。 表 2-1 アサーティブネスとそうでない場合 (4)リクエスト クライアントが行動することに躊躇しているときや、行動するタ イミングがわからないときに○○をやってみて下さいと要望し て、背中を押してあげる。 (5)強みの利用 コミュニケーションを効果的に行って目標を達成するために、コ ーチングスキルでは、クライアントの強みを利用します。 (6)言葉以外のコミュニケーションへの影響 コミュニケーションに影響することは表 2-2 に示してありますが、その中で最 もコミュニケーションに影響を与えるのは、ボディランゲージであり、言葉は 7%と言われていますので参考にしてください。 表 2-2 コミュニケーションに影響すること 項目 影響度 % 言葉の内容 7% 話し方、声の調子、高低、大小など 38% ボディランゲージ(態度、姿勢、身振り、手振り、 顔つき、外見、視線、服装など) 55% 2.2.6 診断のまとめ会議のワンポイントコーチング 次の会話は、2.3.8 3)多数型のシリンダーゲージの置き台を改善するた めの品質会議の場面です。 参加者:品質課長(司会を務める)、品証係、製造のリーダ、計量管理係 状況 アサーティブネス 非アサーティブネス ミスプリントを提出した この次は、チェックして提出する 自分には出来ない 難しい測定に成功した 自分には技術者の能力がある 単なる偶然である 上司から褒められた 自分が努力した成果である たいしたことはない
リーダ「ABCラインでシリンダーゲージの置き場がなくて、5Sも悪かった ので、測定器の変更をしたら測定器の置き台も変えてもらいたい」 品証係「はい、早速見直します」 課 長「現場を早く直してください。それから水平展開を誰がやりますか」 品証係「改善作業は私の所でやりますので、製造さんで現場を点検して結果を 連絡してもらえませんか」 リーダ「現場を点検して、連絡します」 課 長「いつまでにできるかな。緊急ではないので今週中でよいよ」 リーダ「調べるのは時間がかかりませんから明日には、連絡します」 品証係「報告内容にもよりますが、それほど多くないと思われるので来週中に 直します」 課 長「次に、こうなる原因にはなにがあったのかね」 計量係「この前ABCラインで穴加工の不良が出て、あの対策としてプラグゲ ージをシリンダーゲージに変更しました」 品証係「最近材質が悪くなって、穴の加工の精度が出なくなりました」 課 長「材料不良と穴加工不良があったね。その他はどうかね」 品証係「不良が流出したことで、顧客の検査が厳しくなりました(笑いながら)」 課 長「よくあることだ」 しばらく会話が沈黙する。 計量係「シリンダーゲージに変更したときに、測定器の置き場所を変更する手 順がないと思います」 課 長「そうだったね。システムが完了していなかったね」 ◎コーチングのポイント 「こうなった原因には“なに”があったか」、よりも「“なぜ”置き場を直さ なかったか」の方が早く結論が出る感じがしますが、“なぜ”という責任追及 型は改善案が出にくいので、“なに”があったかという方が効率の良い会議が できます。 この課題の解決方法には、①QC的な問題解決法、②9001 の是正処置、③ コーチングがあり、いずれも進め方はよく似ていますがコーチングの方法は個 人攻撃をしないので関係者の気分を損なわない点が特色といえます。
- 測定一口メモ 4- 製品の汚れによる自動検査機の誤判定 自動検査機の検査結果に不良判定が多く出るので、不良と判定された製品 をもう一度自動検査機で検査していたラインがありました。この状態を見て、 製品を検査する前に5Sを充実させる必要を痛切に感じました。 2.2.7 ロールプレイ 1)話の聴き方のトレーニング 話を聴くときの大切なこと(2.2.5 1))を参考にして、話し手が十分に話が できるように聴くトレーニングです。このトレーニングは、かなり難しく感じ る人が多いと思います。オブザーバーのフィードバックは、3)の伝え方のト レーニングでトレーニングを行いますので、ここでは気づいたように自由にフ ィードバックしてください。 製品の汚れによる二重検査の実施 加工機械 自動検査機 半自動検査機 廃棄 製品の汚れによる 二重検査の実施 ・二回検査を行うと汚れが落ちて大部分が合格となっていた。 ・製品の汚れを落とす工夫が大切!! 汚れ!!
2)質問のトレーニング 質問は、オープンクエスチョンから使って、相手(品質管理責任者、主任代 理、作業者)が目的を達成する方法の気づき促したり、クローズドクエスチョ ンで内容を特定したり、シフトで話題を変えるなど試してください。 表 3-3 のチェックリストの項目を自社の内容に改善する場合にこの質問の トレーニングは役立ちます。 3分間、質問をせずに最後まで、ペーシングや承認のみで話を聴いてくだ さい。 ・グループ編成:次の役割でトレーニングができるようにグループを作る。 聴く人 1 名、話す人 1 名、オブザーバ 1 名又は 2 名 ・時間:3 分間 ・1 回目の話のテーマ:趣味のこと ・2 回目の話のテーマ:ISOの最近の状況 ・フィードバック:各オブザーバは 1 分間程度のフィードバックを行う オブザーバ オブザーバ A社に行きましたら加藤さ んから... はい、...ええー 話す人 聴く人
3)伝え方のトレーニング 伝えることには、事実を伝えることと、気持ちを伝えることがあります。す なわち物理的なことと、人間の感情があります。テキストの伝える(2.3.5 4)) を参考にトレーニングしてください。 フィードバックのトレーニングを次に行いますが、この方法を使うメリット に教えるとか、お説教をするという押しつけ感を相手に感じさせないことがあ ります。 フィードバックを受けた人は、フィードバックされた項目で自分にとって利 用できるものを利用すればよいという気持ちを持つことも大切です。 診断員は、質問のスキルを使って質問してください。作業者は、質問の トレーニングですから、ペーシングのみで質問の内容には答えないでくだ さい。 ・グループ編成:次の役割でトレーニングがきるようにグループを作る。 診断員 1 名、主任者(作業者)1 名、オブザーバ 1 名 又は 2 名 ・時間:各 3 分間 ・オープンクエスチョン:趣味について ・チャンクダウン:部門の年度計画について ・フィードバックの受け方:オブザーバの話を聞いて、自分の質問のくせ などを把握してください。 ・グループ編成:話の聴き方と同じメンバーで行う ・ 時間:1~2 分間のフィードバックを行ってください。 ・ フィードバックの利用方法:オブザーバの個性や、その他の調子でフィー ドバックもいろいろなことが出てきますから納得できないことがあっても オブザーバはそのように受け取ったと解釈します。 ・ 2 名のオブザーバがそれぞれフィードバックをしてフィードバックに差の あることを確認し、オブザーバの個人差を尊重してください。
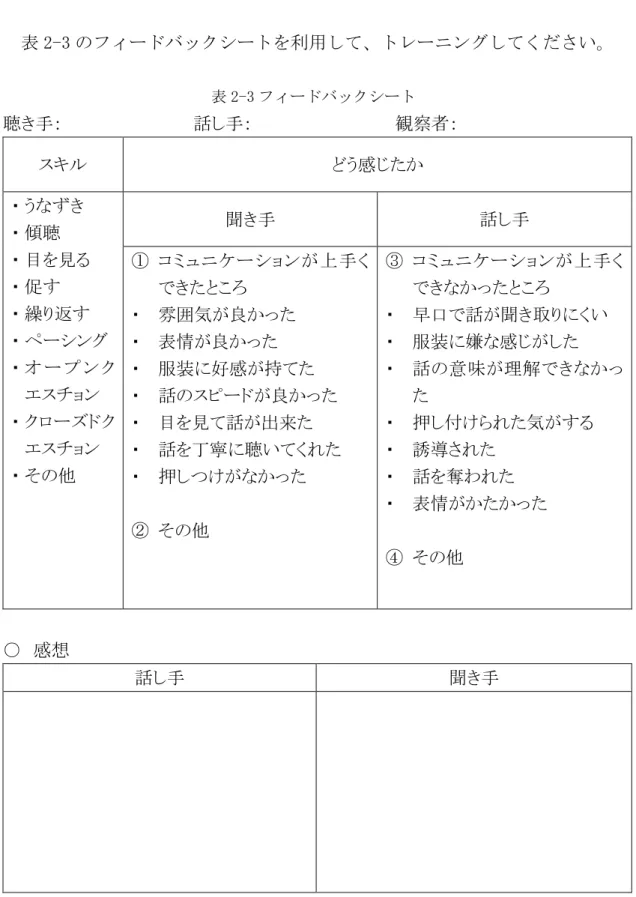
表 2-3 のフィードバックシートを利用して、トレーニングしてください。 表 2-3 フィードバックシート 聴き手: 話し手: 観察者: スキル どう感じたか ・ うなずき ・ 傾聴 ・ 目を見る ・ 促す ・ 繰り返す ・ ペーシング ・ オ ー プ ン ク エスチョン ・ クローズドク エスチョン ・ その他 聞き手 話し手 ① コミュニケーションが上手く できたところ ・ 雰囲気が良かった ・ 表情が良かった ・ 服装に好感が持てた ・ 話のスピードが良かった ・ 目を見て話が出来た ・ 話を丁寧に聴いてくれた ・ 押しつけがなかった ② その他 ③ コミュニケーションが上手く できなかったところ ・ 早口で話が聞き取りにくい ・ 服装に嫌な感じがした ・ 話の意味が理解できなかっ た ・ 押し付けられた気がする ・ 誘導された ・ 話を奪われた ・ 表情がかたかった ④ その他 ○ 感想 話し手 聞き手
- 測定一口メモ 5 - ノギスの置き方の例を展示会で紹介 2.2.8 10012 の5S の方法とコーチングの例 代表的な測定器の5Sをするためのワンポイントコーチングの例を説明しま す。 1)1 個置き マイクロメータの1個置きの例 ◇特徴 安定した測定 ◇掃除の仕方 ウエスで測定部、可動部及び全体を拭く ◇注意事項 マイクロメータを強くクランプしない ☆検査作業のワンポイントコーチング 次の会話は、作業者がスタンドに取り付けてあるマイクロメータを使って検 査作業をしているところへ、職場のリーダが仕事の進み具合や測定作業を確認 しながら、作業者を指導しているところです。 (*波線のアンダーラインは、コーチングスキル) リーダ 「このマイクロメータは、きれいに拭いてあるね」 測定者 「はい。綺麗好きですから」 リーダ 「良いことだね。クランプの締め具合はどうですか」(承認、オープン クエスチョン) 1995 年第 4 回愛知計量計測展より
作業者 「軽く締めてあります」と言って、締め付け状態をチェックする行動 を起こす。 ◎コーチングのポイント 「良いことだね」は、自分の気持ちを作業者に伝えて、親近感を盛り上げる“I メッセージ”というコーチングスキルです。 「締め具合はどうですか」は、クランプのやり方を理解していることの確認と 共に、再認識を促す“オープンクエスチョン”というコーチングスキルです。 この場合に、リーダにとって気持ちの良い会話は次のようですが、測定作業 の確認やリーダのノウハウを伝える効果は多く望めません。 リーダ 「このマイクロメータは、きれいだね」 作業者 「はい。綺麗好きですから」 リーダ 「クランプは、強く締めてはダメだよ。いいね」 作業者 「はい。わかりました」と言って、なにも行動を起こさない。 コーチングスキルを利用すると、日常的に行っている会話がコーチングとな り、リーダのノウハウが後輩に伝わります。 2)少数型 工程中で、1~5 個の測定器を置く場合の例 ◇特徴 測定器をつかんで、持ちかえずにそのまま測 定できる ◇掃除の仕方 ウエスで測定部、目盛、可動部を拭く ◇注意事項 測定台の掃除も忘れずに行う 3)多数型 工程の最終段階で測定を行う場合の例 ◇特徴 測定器の使用順に取りやすく配置する ◇掃除の仕方 荒神箒で測定器置き場全体を掃く ウエスでゲージ全体を拭く ◇注意事項 所定の位置に必ず置く シリンダーゲージ 写真はペンキを塗る前の状態
エアーブローするとダイヤルゲージの中にゴミが侵入するので、エアーブロ ーをしない ☆測定器置き場改善のワンポイントコーチング 次の会話は、ラインの測定台の前で職場リーダが作業者に測定器の整理整頓 を指導している場面です。 リーダ 「このシリンダーゲージは、台からはみ出しているぞ!!」 作業者 「このシリンダーゲージは最近追加されたので、置く場所がありませ ん」 リーダ 「このままにしておくと、どうなると思う」 作業者 「落ちるかも知れません」 リーダ 「そうだよね」 沈黙する(沈黙) 作業者 「置き台を改善してもらえませんか」(リクエスト) リーダ 「どうしたらよいと思う?」 作業者 「台のこの部分にシリンダーゲージが置けるように50cm長くしたらよ いと思います」 リーダ 「それが良いね。君、やってくれないかな」 作業者 「じゃ~、私がやります。それから計量管理部署に測定器が追加され たら、測定台も変えるように連絡してもらえませんか」 リーダ 「品証課のことだな。品質会議にかけるよ」 ◎コーチングのポイント 「じゃ~、私がやります..」、「品証課のことだな。品質会議にかけるよ」は、 品質マネジメントシステムの改善を起こす行動です。これは、2.2.5(4) 3)アサ ーティブネスのスキルのことですが、もし、この時に作業者が「忙しくて出来 ませんよ」と言ったら、「品証に連絡しておくよ」となって、品質マネジメント システムの改善は進まないでしょう。 この職場の風土の良さが感じられる例です。 4)多段型 検査職場など、測定器を多数保有する場合の例 ◇特徴 このような保管場所の作成には、経費がかかるが、総合的には安価になる ◇掃除の仕方 荒神箒、又はウエスでケースや棚の奥まで掃く、拭く
エアーブローは行わないこと ◇注意事項 メモ、紙くずなどを放置しない 5)重ね置き 木材で仕切りを作成した例 ◇特徴 安定していて置きやすく、取り出しやすい ◇掃除の仕方 荒神箒又はウエスで棚の奥まで掃く、拭く エアーブローは行わない ◇注意事項 測定器の数量が増えたら、直ちに棚を追加する ☆マイクロメータ置き場のワンポイントコーチング 次の会話は、測定器置き台の前で課長が職場のリーダを指導している場面で す。 課長 「このマイクロメータの置き台は、誰が作ったのですか」 リーダ 「業者に作ってもらいましたが、方法は作業者と私と業者で相談して 決めました」 課長 「なるほど、合作ですね。水平展開すると良いね」(承認) ◎コーチングのポイント 課長としては、“このくらいの物は自分たちで作りなさい”と言いたいところ でしたが、“なるほど”とコーチングスキルで承認しておいて、水平展開の時に 自分たちで作るように指導すると課長の考えがスムーズに理解されます。 ここで、“なるほど”と言わずに“このくらいの物は自分たちで作りなさい” と言えば、課長の指導力の発揮として格好が良いですが、リーダ達は、課長の 未完成部分 仕切られている
指摘を恐れて次の改善のスピードはダウンするでしょう。 6)電気計器類 試験室の保管の例 ◇特徴 リード線を小さいループ状にしておくと安定する ◇掃除の仕方 ウエスで拭く エアーブローは、計測器にゴミが入るので行わない ◇注意事項 リード線を直角に曲げない ☆地震対策へのワンポイントコーチング コーチ 「中国四川省で大地震がありましたね。この扉には、網入りの強化シ ートが張ってありますが、いつごろ付けられましたか」 リーダ 「2004 年です」 コーチ 「取り組みが早いですね。取り付けた背景は何でしたか」 リーダ 「東海沖地震対策の会社方針がでましたので」 コーチ 「そうでしたか。それはすらしいことですね」(ペーシング) リーダ 「うちは、航空機用で高価な計測器が多いので早くやりました」 コーチ 「航空機用は高価ですからね、・・・・」(ペーシング) ◎コーチングのポイント 「そうでしたか」、「航空機用は高価ですからね」と、コーチングスキルをタ イミングよく使うにはコーチングのトレーニングを受けるとよいでしょう。こ の承認の効果は、続いて行う本来業務をテキパキと進めることに役立ちます。 地震対策として、高価な測定器の置き場にはガラ ス戸に網が織り込んだシートが使われている
7)多種類計測器 長さ計、質量計、トルク、ストップウォッチなどの例 ◇特徴 見てわかりやすい ◇掃除の仕方 ウエスで、棚、測定器の全体、可動部を拭く エアーブローは行わない ◇注意事項 計測器の種類、使用頻度、温度影響を受けやすい、精 度などを考慮して置き場を決める 8)ビドマの利用 リングゲージの保管の例 ◇特徴 サイズが見やすく、取り出しやすく、置きやすい ◇掃除の仕方 ウエスで、内径部、表面のサイズの文字が汚れや錆で読めない場合があるの で、読めるように拭く 掃除機を使ってもよい ◇注意事項 区切り板は、リングゲージの重さで曲がるので、強度の強いものを使う ☆リングゲージ格納ケースのワンポイントコーチング 会話は、リングゲージの格納ケースを見て、課長が職場のリーダを指導して いる場面です。 サイズ 区切り板
課長 「これは良くやってあるね。これをやるのに難しかったことは何ですか」 リーダ「区切り板です」 課長 「区切り板がどうでしたか」(チャンクダウン) リーダ「リングゲージが重たいので、引き出しを出したり入れたりすると、曲 がって切り欠きからはずれてリングゲージの位置がずれてしまいまし た」 課長 「それで、何をやりましたか」 リーダ「切り欠きに入る一番厚い板を探して、シヤーで切断してもらって強度 のある区切り板を作りました」 課長 「それは苦労したね。使ってみてどうですか」(承認、共感) リーダ「リングゲージの位置が安定して調子がよいです」 課長 「次は、このラインとしては何をやりますか」 リーダ「このラインは、内径不良が多いので不良率を目標まで下げます」 課長 「その話は楽しみだね。来月聞きに来ます」 ◎コーチングのポイント 「それは苦労したね。使ってみてどうですか」と、共感と承認をしますが課 長も同じような苦労をした経験を思い出しながら言うと共感が得られます。も し、現場の経験がない場合は無理に共感したふりをせずに、「使ってみてどうで すか」の方が信頼が得られます。 9)防塵型 切削粉、切削油等が測定器に飛散する場合の例 ◇特徴 測定器の精度が保護できる ◇掃除の仕方 ウエスでケース、測定面を拭く エアーブローは行わない 掃除機を使ってもよい ◇注意事項 切削粉の発生源の対策も忘れないこと ☆ 防塵ケースへのワンポイントコーチング コーチとマネージャー(M)が、防塵対策のされているトルクレンチ置き場 の前で、測定器の5Sと測定誤差と品質管理について話をしている。 サイズの明示 透明なアクリルのケース
コーチ 「このトルクレンチは、防塵対策がキチンとしてありますね」 M 「この職場は、ホコリが多いので防塵対策をしました」 コーチ 「測定誤差への影響はどうですか」 M 「誤差というより、見栄えのためにやりました」 コーチ 「見栄えのためですか。それで結果はどうでしたか」(チャンクダウン) M 「トルクレンチが汚れていないので、気分よく使っているようです」 コーチ 「気分が良いというのがメリットですね」 M 「そう思います」 コーチ 「測定器の5Sが良いと、気分が良いということですが、品質への影響 はどうですか」 M 「品質にも作業能率にも良いことはわかりますが、どれだけ良いかは数 字ではでません」 コーチ 「数字にする手法は思いつきませんか」(オープンクエスチョン) 沈黙する(沈黙) M 「思いつきません」 コーチ 「そうですか。では何かの機会に思いついたら知らせてください」 M 「はい、お知らせします」 ◎コーチングのポイント 相手がマネージャーであったので、すぐに思いつかなくても今後いろいろな 機会に考えてくれて、後から効果が出ることを狙ってオープンクエスチョンを 行い沈黙を作ります。 10)ピンゲージ(単体) ピンゲージは、サイズの表示が読みにくいので、ケースまたは置き場所のサイ ズを見やすくした例 ◇特徴 ピンゲージが取り出しやすく、挿入しやすい ◇掃除の仕方 ウエスでケースの油汚れを拭く 小物入れの利用 サイズの明示 先端部のVカット
◇注意事項 サイズが読みやすいように明示する - 測定一口メモ 6 - 検査具の測定方法 ここでは清掃について説明します。 この説明は、写真にあります機械加工の全長寸法を測定する専用の測定器の清 掃方法です。掃除の方法は、写真を参考にウエスで次の順番で行います。 ① 全長寸法測定器の外側全体 ② ダイヤルゲージのガラス面 ③ 可動測定子 ④ 固定測定子面 ⑤ マスター全体 ⑥ 掃除が終わったらマスターにてダイヤルゲージのゼロ点合わせをする。 ⑦ マスターを少し傾けて、ダイヤルゲージの指針が加工公差の上下方向共に 2 倍までスムーズに動くことを確認する 全長寸法測定器 マスターの掃除 可動測定子の掃除
2.3 グループコーチングの例 1)役職者による職場に適した5Sの説明 役職者:Z製造部長、コーチ:Cコーチ(外部からのプロコーチ),参加者: U君、V君、W君、Y君によるグループコーチングを会議室で行う。 (アイスブレークの部分は省略) C 「Z部長さんに測定器の5Sの経験談を聞かせてもらいましょう」 Z 「早速だけど、U君の職場のマイクロメータと工具の置き場のことだけど、 あれは使いにくいよ。早く直した方が良いよ。U君はどう思っているか」 U 「僕もそう思っていますが、うまい方法がなくて」 Z 「そうだろう。ほかでも使いにくい所はないか」 V 「僕の所もあります」 Z 「君の所は、使いにくいにしても少し状況が違うと思うよ」 少し、沈黙が起きる W 「僕の所は、刃具の摩耗が早くて、測定器のことよりも刃具 の摩耗の方が気になります」 Z 「確かにそうだが、刃具の摩耗が早いと寸法を確認することが多くなるから、 測定器の置き場も関係するよ」 Y 「僕の所は問題ないです」 Z 「Y君の所もU君と同じ問題があるよ」 Y 「はい」 少し、沈黙が起きる C 「U君はうまい方法がないと言っているし、Z君は内容がわかっていないし、 Y君も内容の理解が違うようだね」 Z 「今まで、この状態は説明する時間がなかったので、しかたがないな」 C 「Z部長、教えてもらえませんか」(リクエスト) Z部長が説明する(ティーチング) Z部長より測定器と刃具の置き方の指導を受けて、Cと、U、V、W、Yで 全員の職場を巡回して、各職場の状況を理解し合ってから、職場では機械の音 が激しく改善のアイデアが起きにくいので会議室に戻って、U君に対して個別 のコーチングを行います。 ☆コーチングのポイント 「Z部長、教えてもらえませんか」と依頼すれば依頼した方はよく聴くので 説明がムダになりませんし、押しつけにもなりません。Z部長に会社の方法を 説明してもらい、個別コーチングでZ部長のやり方をコーチの測定の専門技術 で補足しながら進めることができます。
2)個別コーチングの例 CコーチとU君の個別コーチングの例。 C 「では、Z部長の説明は、どういう具合にやると良いということでしたか」 (全体の事を考えるためのオープンクエスチョン) U 「測定がキチンとできるようにするとのことでした」 C 「キチンと測定するということはどういうことです か」(チャンクダウン) U 「正しく計ることだと思います」 C 「そうです。ではU君の現場で正しく計ることはど うすることですか」 U 「この測定台にある測定器は、定期検査ができてい るので正しい測定器ですから、汚れていないこと、 正しく持つこと、油が付いていないこと、丁寧に計ることだと思います」 C 「そうだと思いますが、Z部長の説明の測定器の正しい持ち方が早くできる 方法と、刃具の置き場所をどのようにしますか」 U 「よくわかりません。何かよい方法はありませんか」 C 「その説明する前に確認ですが、Z部長の目的は早く正しく計ることでした ね」 U 「わかりました。刃具の置き場をこちらへ移せば、測定器が取りやすく置き やすくなり、そして早く正しく計れます」(目的の絞り込み) C 「なるほど。その場合に測定器を持つ手は右か左か、どちらにしますか」(ク ローズドクエスチョン) U 「作業の流れからすると左になります」 C 「それは、スムーズな流れですね」(承認) この後から、V君,W君,Y君の個別コーチングを行い、最後に全員で状況 を話し合って本日のコーチングを終了します。この方法を 6 か月間繰り返して 該当職場の測定の5Sコーチングを完了させます。 ◎コーチングのポイント 個別コーチングで、Z部長の方法にコーチの測定の専門知識を加えて個々の 職場に適した方法ができるようにコーチングします。
- 測定一口メモ 7 - 5S技術の必要性 中国の品質管理の視察の時にT社で、5S時間を設定して全員で5Sを行っ ていたが、成果が出なかったので本社から5Sの技術者に指導にきてもらった ら成果が出たという説明を受けて、5Sの技術力の重要性を再認識した。 広州の地下鉄の駅 記念写真 中部品質管理協会 中国視察団(2007/03)
第 3 章 5S診断の実施
5S診断の実施方法を「10012 の5S診断と指導」にある規定を利用しますが、 自社への利用方法を検討するには 2.2.7 のロールプレイを行って検討すると便 利です。 3.1 5S診断計画 1)準備 上記の規定によると実施時期は、10 月又は 11 月ですからその期間に実施す る計画を作成して関係部門に連絡します。このあたりの運営方法は、内部監査 と同様に行います。 しかし、自社の計量管理の目標が高いとか、計量器の種類や評価項目や評価 点がチェックリストの内容と著しく異なる場合もあるので、その時にはチェッ クリストの内容をトレーナや診断員によって事前に編集をしておきます。 2)チェックリスト項目の編集方法 ・生産している製品と計量方法の適合性の確認 自社製品に精通している経験者、すなわち設計責任者、品質管理者及び責任 者代理がマクロ的に製品の特性を把握する計量を実施していることが確認で きるチェック項目を取り入れる。 ・製造工程の管理に必要な計量を実施していることの確認 製造工程に精通している経験者が、製造に必要な計量が実施されていること が確認できるチェック項目を取り入れる。 3)評価項目及び評価点の編集方法 ・品質管理者及び責任者代理がこれまでの品質管理、製造管理、人事管理のデ ータから良いこと、悪いことと計量に関係する評価項目及び評価点が妥当で あるかを検証する。ここで人事管理のデータを対象にしているのは仕事には 人が関係しているためである。 3.2 5S診断と指導の実施 上記の要領書に従って実施します。この部分も内部監査と同じ方法です。 1)5S 診断と指導の実施方法 組織的な運用のための「測定機器の5S診断と指導の規定」、「10012 の 5S 診 断と指導実施要領書」、「10012 の5S診断用紙」の(案)を次に示します。ただ し、具体的には品質管理責任者、計量委員会等での検討をお願いします。 2)「ISO10012 の5S 診断と指導規定」の例次に 9001 のシステムに取り入れるために規定の文書として「測定機器の5S 診断と指導規定」の例を示します。 文書番号 H5-6.2-01 ISO10012の5S診断と 指導規定 全頁 4 版数 2.0 制定 2008/07/16 1.目的 注1 計量の5Sは、品質、生産性及び職場のモチベーションに大きく影響するので、計 量の5Sを診断すると同時に指導して、5Sを充実させることを目的とする。 この規定のフロー10012 の5S 診断と指導は、次のフロー図のとおりである。 はじめ 測定の5Sの充実 によるモチベーシ ョン及び生産性、 品質の向上 目的 適用範囲 組織 診断員の養成 診断の実施 結果の確認および 改善 終わり モチベーション 及び品質、生産 性の向上 モチベーションUP 品質、生産性の向上 計量の5Sの技術向上 ISO規格とのリンク 品質管理責任者 計量管理主管、トレーナ 診断員、診断を受ける組織 トレーナーにより実施 講習又は試験の実施 診断、指導、統計的解析、 改善計画 実施方法 10012の5S診断と指導フロ ー図による 図 3-1 10012 の 5S 診断と指導のフロー図 注1規定、要領書の項目番号は本文との区別をするために斜め文字とする。
2.適用範囲 この規定は、9001(16949)の教育管理規定と同じ適用範囲とする。 3. 組織 組織は、次の表 3-1 の組織表により行う。 表 3-1 組織表 名称 QMS上の組織名 役割 備考 責任者 品質管理責任者 統括 資 源 ( 人 員 、 設 備、時間)の提供 責任者代理 計測管理責任者 実施計画の策定、運用 トレーナー 外部の専門家、社内 の計量士 診断員養成テキストの作 成及び診断員を 、講習 会又は試験で養成する 難課題の実施 診断員 内部品質管理監査員 及び計量主任者の有 資格者で、かつ、診断 員教育の合格者 診断と指導の実施 受審職場 作業者 5Sの実施及び改善者 4.実施方法 4.1 全体の実施 責任者は、品質マネジメントシステムを運用する中で、9001 の 5.経営者の責 任、6.2 人的資源、7.6 監視機器及び測定機器の管理、8.5 改善との関係を保ち つつ、表 3-2 及び図 3-2 により行う。 表 3-2 実施方法表 項目 内容 担当 備考 診断員の養成 養成講座の実施 統 括 責 任 者 、 代 理 者、トレーナー 診断時期 毎年 10 月又は 11 月 効果確認時期 診断後2ヶ月以内 計画作成 診断員選 出 、診断 職 場決 定、通知書、チェックリスト 代理者 実施 巡回と指導 診断員、要員 報告書作成 検討会の資料の作成 診断員 検討会 報告に対する質疑 責任者及び代理、診 断員、要員
改善 改善案の作成 診断員 難課題の解決 検討 会で結論の出せない 課題を解決する 統 括 責 任 者 、 代 理 者、トレーナー 4.2 診断員及びトレーナーの養成 1) 初期のトレーナー及び診断員 責任者は、計量管理の経験の豊富な外部の計量士をトレーナーとして雇い、ISO の内部監査員と計量主任者の中から診断員を養成する。 養成講座は、テキストに規定、要領書及び「10012 の5S 診断と指導」及び関係資 料を用いて、2~4時間とする。 2) 定着時のトレーナー及び診断員 責任者は、社内の計量士に診断と指導の力量を持たせて、トレーナーに任命する。 そのトレーナーは診断員を養成する。 診断と指導 の必要性 はじめ 初回会議 巡回によるざっと診断 重点職場の診断と指導 診断と指導結果の検討会 おわり 品質生産性及びモ チベーションの向上 趣旨説明と今回の診 断指導のポイント 診断員と現場リーダ による該当職場を巡 回診断する 重点職場の点検及 び指導 診断員と職場のメンバー による検討会 図 3-2 診断と指導のフロー図
4.3 診断と指導の実施 責任者は、診断と指導の実施は図 3-2 のフロー図によって行う。 5.効果の確認 責任者は、診断と指導を実施した 2 ヶ月以内に、アンケートによりモチベーション及 び生産性、品質の状態について効果の確認をする。マネジメントシステムでは効果の 確認を実施し、その結果をマネジメントレビューに反映させなければならない。しかし、 この項は、ISOを導入した効果を確認するのと同じようなテーマであるから、責任者、 計量委員会等で詳細な方法を決める必要がある。 6.改善 責任者は、診断と指導の報告会資料等により改善を指示する。 7.関連文書 「ISO10012 の 5S 診断と指導実施要領書」 H5-6.2-02 「ISO10012 の 5S 診断と指導用紙」 H5-6.2-03 文書履歴 - 測定一口メモ 8 - 5Sのビデオ ・ 測定器置き場の5S ・ 5Sと計測能力 ・ 工程内測定器の5S ・ マイクロメータの使い方(5Sを含む) 1990 年~91 年に製作したものであり、いずれ も測定器の5Sを対象にしていた。 VHSのビデオテープであるから、今のうちに DVDに変換しておかないと見る機械が無くなりそうである。 版数 日時 内容 承認者 作成者 1.0 2008/07/16 初版作成 日高 日高
3) 10012 の 5S 診断と指導実施方法 診断と指導の実施要領については、10012 の 5S 診断と指導実施要領書の例を 次に示します。なお、診断方法の全項目の説明は診断員の養成テキストにあり ます。 1.診断のフロー図及び診断項目の除外 5S 項目は、各要素で2~5 個の診断項目があるが、診断は、現場の状況等に より診断項目を省略してもよい。ただし、1 項目でも省略をした場合は参考診断 として、A,B,Cの判定を行わない。 文書番号 H5-6.2-02 ISO10012の5S診断と指導 実施要領書 全頁 6 版数 2.0 制定 2008/07/16 診断と指導 の開始 はじめ 巡回によるざっと診断 改善箇所の抽出 状態を確認する質問 状態の評価 (得点を与える) 影響の評価 (得点を与える) 改善の指導 おわり 12の5Sの 充実 故障している時間な どを確認する 状態の程度を評価し て得点を与える 状態が与える影響に 得点を与える ・具体的な改善の方法 ・品質、生産性に与える影響 を気づくように指導を行う 図 3-3 診断内容確認、得点、指導のフロー図
№ 要素 診断項目 診断方法 内容確認 指導の例 得点 *2 備考 1 整理 故 障 し た 計量器 現場 を ざっ と 見て 、故 障 計 量 器 の 有 無 を 確 認する。*1 <会話> 計量器が故障している 期 間 を 確 認 す る 質 問 と、品質への影響を確 認する質問する。 診断員「デジタル表 示の1桁が見えにく いですが、いつから ですか」 作 業 者 「 だ い ぶ 前 からです」 診断員「数値を読み間 違えると、添加剤の配合 ミスを起こす心配があり ます。その場合に品質 はどうなりますか」。作業 者の品質・計量意識を 気づかせるためにオー プンクエスチョンを行う。 表 3-4:2点 表 3-9:3点 得点:2点 所感:▲ オ ー プ ン ク エ ス チ ョ ン は 、 診 断 員 教育で学習 を行う。 2 不 要 な 計 量器 不要な計量器の有無を 確認する。 <会話> 不要な計量器が放置し てある期間 を確 認する 質問と、品質への影響 を質問する。 計量器が 放置 し て ある状態を見て、 診断員「この計量器 は、いつからここに 置いてありますか」 作業者「1 週間くら い前からです」 診断員「作業の邪魔に なって、作業能率が落 ちますし、つまずいて転 ぶかもしれませんから計 量主任者に連絡して保 管してください」。 表 3-5:3点 表 3-9:3点 得点:3点 所感:△ *1すべての診断項目について影響表(表 3-4~12)から、品質、測定精度、生産性への影響を判断する。