オーステナイトステンレス鋼板のスポット溶接継手の疲労特性
Fatigue Properties of Spot Welded-Joints of Austenitic Stainless Steel Plates
精密工学専攻
5
号 井手一喬Kazutaka Ide
1. 緒言
近年製造されているステンレス鋼製鉄道車輌は,鋼製の車輌に 比べ,車体の軽量化やメンテナンスの軽減等の多くの利点がある ので,在来線に多く利用されている(1).ステンレス鋼は,台枠の 一部を除き他の構造部材や外板等全てに用いられていて,接合部 にはスポット溶接が広く利用されている(2).しかし,実機にお いては,溶接継手部からの破損事例は多数見られ,溶接継手の疲 労強度が問題となっている.すなわち,溶接継手の強度信頼性向 上を図るためには,スポット溶接継手の疲労特性に関する知見を 得ることが重要である.
そこで本研究では,オーステナイトステンレス鋼板のスポット 溶接継手の疲労強度における鋼種依存性および継手形状依存性に 関する知見を得るために行った.
2. 供試材及び試験方法
2.1 供試材
供試材はステンレス鋼製車輌に用いられる厚さ1.5mmのオー ステナイトステンレス鋼板SUS301L-HT,SUS301L-DLTおよ
びSUS304とした.SUS301Lは常温で加工度によって強度が変
化するが,本研究では強く加工した HT材と軽く加工したDLT 材を用意した.供試材の化学成分をTable 1 に,機械的性質を Table 2に示す.
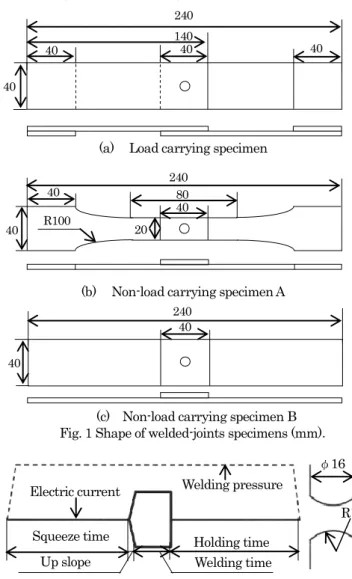
2.2 継手試験片形状およびスポット溶接条件
スポット溶接継手試験片としては,荷重伝達継手と荷重非伝達 継手を用意した.その形状をFig. 1に示す.荷重伝達継手試験片 では,各供試材の同種材質の継手とHT材とDLT材の異種材質 の継手とした.荷重非伝達継手試験片Aでは上板をHT材とし,
下板をDLT材およびHT材の組合せの継手とした.また,荷重 非伝達継手試験片Bでは上板,下板ともHT材とした.
スポット溶接条件は,単相交流式の下で,スクイズ時間:60cycle,
アップスロープ:1cycle,通電時間:15cycle,保持時間:60cycle,
溶接電流: 6.7kA,電極形状:φ16-R100,電極材質:クロム銅,
加圧力:5.8kNとした.また,本研究で採用したスポット溶接の シーケンス図および電極形状をFig. 2に示す.
Table 2 Mechanical properties of materials (MPa) Material Proof stress Tensile strength
SUS301L-HT 796 1173
SUS301L-DLT 381 832
SUS304 337 754
2.3 疲労試験
疲労試験は油圧式疲労試験機を用い,負荷形式:引張の部分片 振り試験,波形:正弦波,荷重比R:0.1,繰返し速度:20Hz,
試験打切り繰返し数:1.0×107,寿命判断:き裂発生による破 断として行った.疲労試験では,荷重範囲の階差を荷重伝達継手 試験片では0.1kN,荷重非伝達継手試験片では0.5kNとして行い,
疲労強度はステアケース法(3)により求めた.
2.4 硬さ試験
継手の材質によって、溶接継手の各位置の硬さがどの程度違う のかを調べるため,ナゲット中央部を通り,荷重軸に直角な断面 においてマイクロビッカース硬さ試験を行った.硬さの測定位置 は継手の接触面から0.3mmの位置で、ナゲット中央から±9mm の範囲とし,試験荷重は0.98N,測定間隔は0.2mmで行った.
(a) Load carrying specimen
(b) Non-load carrying specimen A
(c) Non-load carrying specimen B 40
40
240 80 20 R100 40
40 240
40
Material C Si Mn P S Ni Cr
SUS301L-HT 0.023 0.38 1.04 0.022 0.001 7.25 18.09 SUS301L -DLT 0.026 0.41 1.05 0.021 0.002 7.24 18.19 SUS304 0.066 0.28 0.73 0.026 0.001 8.21 18.78
Squeeze time Holding time Up slope
R100 φ16
Welding time Electric current Welding pressure
Fig. 2 Sequence diagram of spot welding procedure and shape of electrode(mm).
Fig. 1 Shape of welded-joints specimens (mm).
40
40 140 40
40 240
Table 1 Chemical composition of materials (mass%)
1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6
Load range,kN
Number of cycles to failure,cycles 2
4.0 6.0 8.0 10.0 12.0 14.0 16.0 18.0 20.0
Load range,kN)
Number of cycles to failure,cycles 2.5 き裂および破面観察
破壊形態を特定するため,破壊した試験片の断面および破面に ついて,光学顕微鏡を用いて観察した.また,組織観察は試料表 面を鏡面仕上げ後,飽和シュウ酸水溶液中で電解腐食を行った.
3. 結果および考察
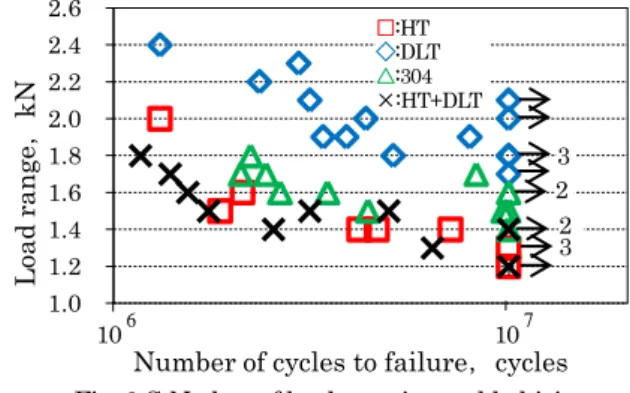
3.1 荷重伝達試験片に対する疲労試験結果
荷重伝達のスポット溶接継手試験片のS-NプロットをFig. 3に 示す.矢印は試験打切り繰返し数に達した試験片を,数字はその 本数を示している.ステアケース法で求めた各々の溶接継手試験 片の疲労強度をTable 3に示す.
まず,同種材質の荷重伝達の疲労強度は,DLT材>304材>
HT材の順番になり,Table 2に示す母材の機械的性質との対応は なかった.すなわち,最も引張強度の高いHT材の疲労強度が最 も低い値となった.しかし,DLT材と304材の場合では,DLT 材の疲労強度が高くなり,母材の機械的性質との対応が認められ た.また,HT+DLT材の疲労強度は,同種材質の疲労強度が低 いHT材の結果とほぼ同じになるのは,当然の結果と言える.
次に,疲労強度の応力での評価を試みた.疲労強度に対応する 荷重軸方向の応力は,約22~31MPaとなり,母材の耐力に対し て遙かに小さい応力で破壊していた.このことは,母材部に働く 引張応力だけでなく,ナゲット部にせん断応力や曲げ応力がかか るためと考えられる.すなわち,溶接継手部は,母材部に比べて,
欠陥となっていることが示された.
3.2 荷重非伝達試験片に対する疲労試験結果
荷重非伝達のスポット溶接継手のS-NプロットをFig. 4に示す.
ステアケース法で求めた各々の溶接継手試験片の疲労強度を Table 4に示す.
まず,荷重非伝達継手試験片Aの疲労強度は,下板:DLT材
>下板:HT材となり,荷重非伝達継手試験片においても,供試 材の機械的性質との対応はなかった.また,疲労強度は試験片の 幅に大きく依存することが予想された.試験結果においても,試 験片Bの疲労強度は試験片Aの疲労強度の約1.65倍になった.
この相違は荷重負担部の試験片の断面積の相違によるものと考え られるので,応力での評価を試みた.試験片Aでは,242MPa,
Bでは200MPaとなり,幅の狭い試験片Aの方が高い値になっ
た.これは,ナゲット部が下板の母材に対しては欠陥として働く
Material Fatigue strength,kN
Standard deviation,kN
HT 1.35 0.005
DLT 1.92 0.31
304 1.55 0.13
HT+DLT 1.38 0.15
が,ナゲット部を介して上板の一部も継手に作用する荷重の一部 を負担するので,その効果が幅の狭い試験片の方により現われた ためと考えられる.
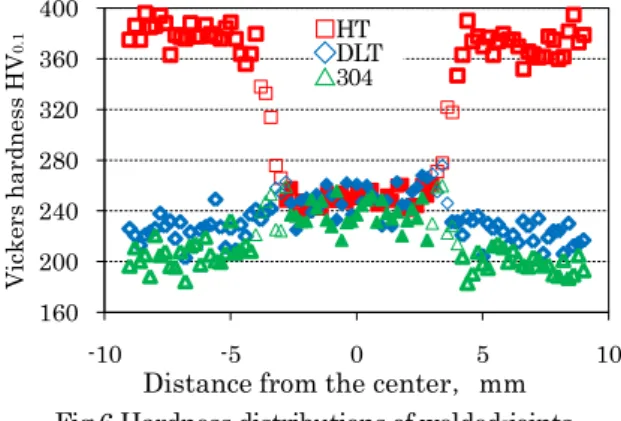
3.3 硬さと疲労強度の関係
荷重伝達のスポット溶接継手の疲労強度は,母材の鋼種によっ て変化しており,母材の硬さや引張強度が最も高いHT材の溶接 継手の疲労強度が一番低い値になった.この原因として,スポッ ト溶接部における強度的不均質(4)が考えられるため,各々の継 手における硬さ分布を測定した.測定位置をFig. 5に,測定結果
をFig. 6に示す.図中,母材部は太線,熱影響部は細線,ナゲッ
ト部は塗潰で示されている.Table 5には,各部の硬さの平均値 が示されている.
母材部の硬さはTable 2に示す耐力,引張強度と同様に,HT 材>DLT材>304材となっている.ナゲット部の硬さは,HT材 では母材に比べ大きく低下するが,DLT材,304材では母材に比 べ多少大きな値となった.また,ナゲット部の硬さはHT材と DLT材でほぼ同じ値となった.このことは,HT材とDLT材に おいて,溶接時に母材が一旦溶融し,その後凝固すれば,母材に あった加工度によって生じた硬さの差は消失し,ほぼ同じ硬さに なったものと考えられる.熱影響部については,各々の材質で母 材部とナゲット部の間の硬さであった.
まず,疲労試験結果において注目する点は,荷重伝達継手と荷 重非伝達継手ともにHT材とDLT材の母材の硬さや引張強度と 継手の疲労強度が逆転していることである.この現象を硬さ分布 から考察する.荷重伝達継手では,ナゲット部付近での引張時の 負担は,引張応力だけでなく,曲げモーメントによる応力がかか り,2枚の板の接合部の先端において,応力集中が起こることが 推測される.
これを踏まえると,HT材では,DLT材より硬さが大きい母材 部において,曲げ応力や引張応力による変形が拘束され,ナゲッ ト部に応力が集中すると考えられる.一方,DLT材では,HT材 より硬さが小さい母材部において,曲げ応力や引張応力による変 形が母材部に吸収され,ナゲット部での応力集中が緩和されると 考えられる.このことが,HT材とDLT材の疲労強度が逆転した 原因であると考えられる.また,304材では,全体の硬さ分布が DLT材と比較すると硬さが小さいので,304材の疲労強度はDLT 材より低いと考えられる.しかし,この考え方では,304材の疲
Material Specimen Fatigue strength,kN
Standard deviation,kN
HT+DLT A 9.75 0.023
HT+HT A 7.25 0.83
HT+HT B 12.0 0.23
2 3
□:HT
◇:DLT
△:304
×:HT+DLT Specimen Lower plate
◇ A DLT
△ A HT
□ B HT
106 107
105 106 107 3 3
Table 3 Fatigue strength of load carrying welded-joints
Table 4 Fatigue strength of non-load carrying welded-joints Fig. 4 S-N plots of non-load carrying welded-joints.
Fig. 3 S-N plots of load carrying welded-joints.
労強度がHT材より低い結果を生み,疲労試験結果とは相反する ことになる.すなわち,ナゲット部と母材部の硬さの差が疲労強 度と深く関わっていると考えられ,ナゲット部と母材部における 硬さの差の大きいHT材の疲労強度が低くなり,ナゲット部と母 材部における硬さの差の小さい304材の疲労強度が高くなったと 考えられる.
このまとめとして,ナゲット部と母材部における硬さの差を昇 順に並べると,DLT材,304材,HT材となり,荷重伝達におけ る溶接継手の疲労強度の高い順番と同様になっている.このこと から,溶接継手の疲労強度を左右する影響因子として,溶接部付 近において,ナゲット部と母材部の硬さの差による強度的不均質 が挙げられる.
次に,荷重非伝達継手においても,ナゲット部と母材部におけ る硬さの差によって,溶接継手の疲労強度がDLT材>HT材にな ったと考えられる.
3.4 破壊形態 3.4.1 き裂観察
破断した溶接継手試験片において,ナゲット中央部を通り,荷 重軸に平行で試験片に直角な断面の観察を行った.荷重伝達継手 の断面写真をFig. 7に,荷重非伝達継手の断面写真をFig. 8に示 す.荷重伝達継手では,母材と熱影響部の界面近傍からき裂が形 成されている.このことは,母材がスポット溶接される時に,ナ ゲット部だけでなく,熱影響部においても継手の接触部は接合し,
一体化されていることを示している.また,断面におけるき裂の 形状が曲線になっているのは,荷重軸方向の引張応力だけではな く,せん断や曲げ応力がかかるためと考えられる.Fig. 7(b)のよ うに,HT + DLT材ではHT材においてのみき裂が形成される破 断に至る試験片が多かったが,DLT材の方でも表面には達してい
Fig. 5 Location of hardness measurements.
Material Base metal Nugget metal
HT 371 250
DLT 221 245
304 206 233
ないものの,き裂が形成されているのがあった.その拡大写真を
Fig. 9に示す.このことは,接合部の先端からき裂が発生したこ
とを示している.一方,荷重非伝達継手では、母材と熱影響部の 界面近傍からき裂が形成されていることは荷重伝達継手の場合と 同様であるが,き裂は荷重軸に対してほぼ直角に形成されていた.
これは,荷重伝達継手とは違い,引張方向の応力しかかかってい なかったためと考えられる.
このことから,溶接継手の破壊形態は接合部の先端を起点とし た破壊形態であると考えられる.
3.4.2 破面観察
破断した溶接継手試験片において破面観察を行った.破面を
Fig. 10に示す.接合部の先端で発生したき裂は荷重伝達・非伝
達継手ともに起点から接合部の板厚方向および板幅方向に進 展した様相がうかがえる.
3.5 ANSYSによる塑性解析
3.3節では,溶接継手の疲労強度を左右する影響因子として,
溶接部付近における強度的不均質が挙げられ,3.4 節では,破壊 形態は接合部の先端を起点とした破壊形態であると推測された.
この現象を確認するために,解析ツールANSYSを用いて塑性解 析を行った.
160 200 240 280 320 360 400
-10 -5 0 5 10
Vickers hardness HV0.1
Distance from the center,mm
0.3 mm
40mm 9mm 9mm
Base metal Nugget HAZ
□HT ◇DLT
△304
(a) Crack in DLT metal (b) Crack in HT metal
(a) HT + HT (b) HT + DLT
Fig. 8 Photographs of cross section of non-load carrying welded-joints.
(b) Lower plate:DLT (a) Lower plate:HT
Fig. 7 Photographs of cross section of load carrying welded-joints.
Fig. 9 Enlarged photographs of load carrying welded-joints shown in Fig. 7(b).
(a) Fracture surface in load carrying welded-joint
(b) Fracture surface in non-load carrying welded-joint Fig. 10 Fracture surface (Upper:Surface,Lower:Inside).
Fig.6 Hardness distributions of welded-joints.
Table 5 Average values of hardness of base metal and nugget metal (HV0.1).
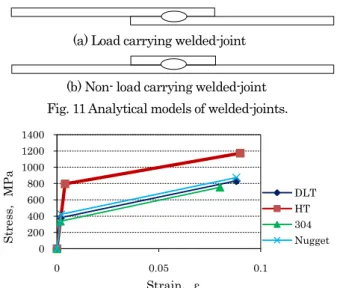
3.5.1 解析モデル
荷重伝達継手の解析モデル,荷重非伝達継手の解析モデルを
Fig. 11に示す.ナゲット部を楕円に模擬して行った.各々の母材
やナゲット部の材質を変化させるには,応力・ひずみ線図を用い た.今回は,Table 2に示す耐力を境に二直線近似で表し,その
図をFig. 12に示す.また,ナゲット部は,硬さ試験の結果より,
DLT材の母材より硬さが大きいため,DLT材の耐力より,若干 高目に設定した.304材は,DLT材の耐力を設定した.これを基 に,荷重伝達継手では,上下板を同種材質,荷重非伝達継手では,
上板をHT材,下板をDLT材とした.
3.5.2 拘束・荷重条件
解析では,疲労試験に近い状態を再現するため,次のように設 定した.拘束位置を両端で,UY(Y方向変位),ROT X,Y,Z(回 転方向)とし,負荷応力は荷重伝達継手では,200MPa(荷重では 12kN),荷重非伝達継手では,300MPa(荷重では18kN)で行った.
実際はこの値より低い値で破断するが,実際の疲労試験では繰返 し荷重であるのに対して,解析では単純引張のため,疲労試験よ り高い応力で行った.
3.5.3 評価方法
評価方法は,相当応力(ミーゼス応力)で評価した.相当応力に よって,垂直応力三成分,せん断応力三成分等を統合すれば,
一つの値で応力状態を表現することができる.本研究の荷 重伝達継手における疲労試験では,引張応力だけでなく,
せん断応力や曲げ応力もかかると考えられるので,上記の パラメータで評価するのが妥当と考えられる.
3.5.4 解析結果
まず,荷重伝達継手における解析結果をFig. 13に示す.接合 部の先端において,最も相当応力が高い結果となった.このこと は,その位置から変形が始まることを示すもので,き裂の発生拠 点となることが考えられる.次に,材質ごとの最大相当応力値を Table 6に示す.これによると,HT材では,母材部に働く200MPa に対して,約3.9倍の相当応力がナゲット部の先端にかかる結果 となった.一方,DLT材では,母材部に働く200MPaに対して,
約2.6倍の相当応力がナゲット部の先端にかかる結果となった.
このことが,HT材の疲労強度が最も低下する原因と考えられる.
次に,荷重非伝達継手における解析結果をFig. 14に示す.荷 重非伝達継手においても,接合部の先端において,最も相当応力 が高い結果となり,き裂の発生拠点となることが考えられる.
これらの解析結果から,荷重伝達・非伝達継手ともに接合部の 先端で相当応力が高くなっていることが溶接継手部の欠陥および 接合部の先端を起点とする破壊形態に繋がっていると考えられる.
4. 結言
ステンレス鋼製鉄道車輌において多用されているオーステナイ トステンレス鋼板のスポット溶接継手の疲労特性を明らかにする ために,SUS301L-HT,SUS301L-DLT,SUS304を供試材とし て,荷重伝達継手および荷重非伝達継手試験片を用意し,疲労強 度を調べ,以下の結果を得た.
(1) 同種材質のスポット溶接継手において,ナゲット部の硬さ はHT材とDLT材でほぼ同じで,母材の硬さに比べHT材 では小さく,DLT材,304材では大きくなった.
(2) 荷重伝達継手の疲労強度は,DLT材>304材>HT材となり,
母材の硬さや引張強度が最も高いHT材が最も低い値にな った.
(3) 荷重非伝達継手の疲労強度は,DLT材>HT材となり,母材 の硬さや引張強度が高いHT材の方が低い値になった.
(4) ナゲット部は母材部との硬さの不連続により、母材に対し て欠陥の一因となり,ナゲット部の硬さが母材の硬さより 小さくなるHT材の方が,より厳しい欠陥とみなすことが できる.
(5) (4)のことが(2)と(3)の結果をもたらす原因と考えられる.
(6) 溶接継手の破壊形態として,き裂の発生は接合部の先端を 起点とし,その後,板厚方向および板幅方向に進展してい くと考えられる.
参考文献
(1) 松本恵介,高エネルギー放射光による鉄道車輌ステンレス 鋼溶接部の応力分布測定,産業利用推進室先端大型研究施 設戦略活用プログラム成果報告書(2006B),(2006)pp.32-35.
(2) 日本溶接協会車両部会車両用薄板溶接施工委員会・ステン レス鋼溶接研究委員会,スポット溶接条件の諸因子が溶接 品質に及ぼす影響—ステンレス鋼製車両—,溶接技術,
54-12(2006) pp.68-75.
(3) 大南他,材料強度学,社団法人日本材料学会,京都(1996)
pp.96-98.
(4) 南二三吉,破壊靭性と継手破壊強度,溶接学会誌,78-4(2009)
pp.283-290.
Material Maximum values,MPa
HT 775
DLT 525
304 555
0 200 400 600 800 1000 1200 1400
0 0.05 0.1
Stress,MPa
Strain,ε
DLT HT 304 Nugget
Fig. 12 Stress-strain diagram of materials.
Max Min
Max Min
Fig.13 Distributions of Von Mises stress in load carrying welded-joints.
Fig.14 Distributions of Von Mises stress in non-load carrying welded-joint.
Table 6 Maximum values of Von Mises stress in materials Fig. 11 Analytical models of welded-joints.
(a) Load carrying welded-joint
(b) Non- load carrying welded-joint