数値制御工作機械 による3軸制御加工 と離散化誤差
(第 2報 :離散化 された工作物形状 に対す る工具経路 と加工誤差) 小島 龍広*・西田 知照*・扇谷 保彦*
Three‑axisControlProcesslngUsingNCMachineTools andDiscreteTreatmentE汀Or
(2ndReport:ToolPathforDiscreteWorkShape andMachiningError)
by
TatsuhiroKOJIMA*,NoritemNISHIDA*
andYasuhikoOUGIYA*
Inthisreport,theworkshape lSSupposedasapolyhedronconstructedbymanySidesconnectingadjacentdiscrete pointswithlines.Thesummaryoftoolpath CalculationmethodusingTSMM (TangentSlope MatchingMethod proposedinourpreviousreport)isdescribed.Onesideslope methodandtwosideslopemethodareshownasthe utiliz加ionoftangentslope informationofwork.ThetoolpathcalculatedbyoJleSideslope methodcausesmachining error.Thismachiningerror(over‑cut)isestimatedtheoretically.AworkwithhalfcylindersurfBLCeiscutbyaballend m
illcutteruslngOneSideslopem:thodandtwosideslope method.ThemachinedsurfaceofworkisIT把aSuredby CNCthree‑dimensionalCoordinatemeasurementequlPmentandcomparedwiththetheoreticalshape.
1.緒 言
近年 ,製造分野 における製品の ライフサイクルは ま す ます短縮化 され ,金型などの複雑な曲面形状 を持つ 機械部品の高速 ・高精度加工が要求 されている.複雑 な形状 になると4‑5軸の 多軸制御加工 を必要 とす る.多軸制御になるとcAMの支援が不可欠であるが , 現在 ,工具経路算出 ,工具姿勢の決定 ,干渉チェック などのすべてが完全 に解決 されているわけではない.
cADで 自由曲面 を作成す る場合 ,全体 を一つの数 式で表せ ない場合 が多 く,スプ ラインやNURBSなど の関数補間 を用いて表現 され る.一方 ,現在のNC装 置 は,NURBS補間指令 を用いた制御装置が開発 され てはいるが ,大部分のNC工作横磯 は直線補間指令 に より加工が行われ る.NC装置 がcADで定義 された開 放 を用いた制御が可能な らば ,設計値通 りの理想的な 曲面が得 られ るはずであるが,データ点 とデータ点の 間は直線補間運動 とな り工具の運動は微少な直線運動 の集合 となる.従 って,CAMでNCデータを作成す る
場合 ,工作物形状 を格子状の離散点データとして定義 し,工具経路 が算出 され ることが多い.
解析的手法 を基礎 とした,等勾配法による5軸制御 加工 に関す るアルゴ リズムを確立Ll)〜3),すでに3軸 制御加工時の工具経路井出法 を報告 した一㌧ 金型曲面 加工では工具 にボールエ ン ドミルが主 に用い られ る が.等勾配法ではボール形状以外の任意形状 を使用す ることがで き,工具海部上の切削点 を指定 した加工が 可能である.
前報告5)では,離散形データに基づ く解析的な工具経 路算出法 (傾行程),および得 られた工具経路 によって 加工 される工作物座標点の算出法 (逆行程) を示 した.
順行程で与 えられ た工作物座標点 と逆行程で算出 され た工作物座標点の差 (戻 り誤差)か ら,工作物形状及び 工具運助経路 が もつ勾配情報の利用方法 を評価 した.
工作物形状の勾貞己情報 として二辺勾配法 を用いれば戻 り誤差 は小 さいが,一辺勾配法 を用いた場合 には格子 間隔や工具径などの影響 を受けて戻 り誤差は大 きくな
平成13年4月20日受理
*機械 システム工学科 (DepartT聡ntOfMechaLmiCalSystemsEngineering)
8 小島 龍広 ・西田 知照 ・扇谷 保彦
る.このために,直線補間運動 により切削 された工作 物 には削 り過 ぎや削 り残 しなどの加工誤差が生 じる.
本報告では,3軸制御加工 を対象 として ,工作物形 状 が離散化 された場合の加工誤差の算出法 を述べ る.
また,加工誤差の計算例 と実際に行 った加工実験の結 果 を示す.
2.従来の工具オフセッ ト面算出法 と加工欝差 工作物形状が切削加工 により別成 される形状は,工 具軽部がその運動 によって作 り出す包路面である.従 って ,曲面加工では工具軽部 が作 る旬路面 が,要求 さ れた工作物曲面 と一致す るように工具運動経路 を定め
るように しなければな らない.
工具オフセ ッ ト面の算出法 として ,逆オフセ ッ ト法̀) が広 く用い られている.この方法は ,逆向 き工具の原 点 を工作物表面形状に沿 って移動 させたとき,工具海 部 が作 る匂路面 が工具オ フセ ッ ト面である. しか し,
この旬路面の解析的井出は困難である.
図1(a)は逆 オフセ ッ ト法における工具オフセ ッ ト点 の算 出原理 を示 している.点A,a,C,Dは ,工作物形状 上に等 ピッチで取 られた点である.逆向 き工具の原点 を点A,β,Cか上 に置 いたとき,得 られたオ フセ ッ ト点 が点a,b,C,d(●印)である.逆向 き工具 が作 る匂路面 の正 しい点は点aおよび○印の点である.
図1(b)は ,求め られ た工具オ フセ ッ ト点a,b,C,d上 に 工具原点 を配置 した場合 ,工具 が工作物 に食い込んで いる様子 を示 している. ピッチを小 さくすればこの食 い込み量は小 さくできるが,与 えられた工作物表面点 を削 り過 ぎる加工誤差 は避 けられない.
Fig.1MachiningerrorcausedbyInverseoffisetmetcod
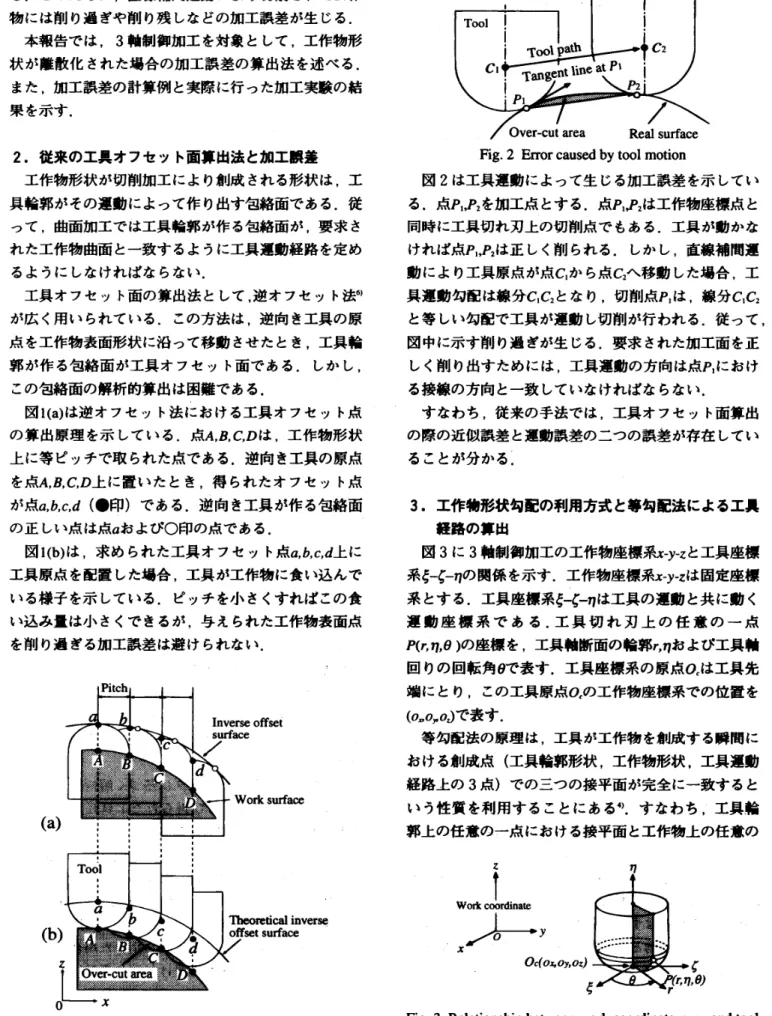
Fig.2Errorcausedbytoolmotion
図2は工具差掛によって生 じる加工誤差 を示 してい る.点pl,P2を加工点 とす る.点pIP 2は工作物座標点 と 同時に工具切れ刃上の切削点で もある.工具が動かな ければ点pl,P2は正 しく削 られる. しか し,直線補間運 動 により工具原点が点clか ら点Gへ移動 した場合 ,工 具運動勾配は線分C.C2とな り,切削点p.は,線分cIC2
と等 しい勾配で工具が連動 し切削が行われ る.従って , 図中に示す削 り過 ぎが生 じる.要求 された加工面 を正
しく削 り出すためには ,工具運動の方向は点p.におけ る接線の方向 と一致 していなければな らない.
す なわち,従来の手法では,工具オフセ ッ ト面算出 の際の近似誤差 と運動誤差の二つの誤妻が存在 してい ることが分かる二
3.工作物形状勾配の利用方式 と等勾配法による工具 経路の算出
図3に3軸制御加工の工作物座標系x‑y‑Zと工具座標 系i‑6‑77の関係 を示す .工作物座標系x‑y‑Zは固定座標 系 とす る.工具座標系8‑I‑77は工具の運動 と共 に動 く 運 動 座 標 系 で あ る .工 具 切 れ 刃 上 の 任 意 の 一 点 P(T,ll,0)の座横 を,工具軸断面の輪郭T,Tlおよび工具輪 回 りの回転角βで表す.工具座標系の原点òは工具先 端 にとり,この工具原点0,の工作物座標系での位置 を
(oho,ol)で表す.
等勾配法の原理 は,工具が工作物 を創成す る瞬間に おける創成点 (工具軽部形状 ,工作物形状 .工具連動 軽路上の3点)での三つの摸平面が完全に一致す ると い う性質 を利用す ることにある一).す なわち ,工具輪 郭上の任意の一点における摸平面 と工作物上の任意の
Z
WorkcooTrdinate
l y
∫
O c(αちOy,0て)
Fig.3RelationshiptNetWeenyorkcoordinatex‑y‑IaJldtool coodinate卓i‑77
P i c k t i e d d i r c c 一 i
onFig.4Discreteworksurfacedefinedbypolyhedron 一点における摸平面が一致 した場合 ,その工具輪郭上 の点は工具運動軽路上の点 となる.
開放形曲面に対す る等勾配法の処理手法は ,まず , 工作物上のある一点についてその接線勾配か ら工具輪 郭上の切削点 を算出 し,次にその切削点 と工作物表面 点 とが接触す るよ うに工具位置 を決める.この手法に おいて ,与 えられた開放形曲面 を正 しく削 り出すため の前提条件 は ,工具上の切削点の運動方向が工作物表 面上の点の接線方向 と一致することである.直線補間 連射では工作物上の一点 と隣の点ではその接線方向が 要わる.本来はこの二点の間では ,工具の運動 も工作 物の曲線に合わせて連続的に変化する必要がある.従 って ,関数形曲面 を正 しく削 りだすためには ,工具の 運動 は曲線補間連動でなければな らない.
本報告では ,工具の直線補間連射 を前捷 とし,工作 物形状 は,図4に示すように離散点間を直線で結んだ 多面体 と見なす.図のiおよび'j方向はそれぞれ フィー ド方向および ピックフィー ド方向 とす る.工作物上の 表面点W〃は∫1‑∫一の4つの平面 が交 わ る尖点 で ある.
すなわち ,離散化 され た工作物表面上の全ての点 を, フィー ド方向および ピックフィー ド方向のそれぞれに 対 して二つの辺の勾配 を持つ尖点 と考 える.工作物形 状の勾宙情報 として ,関数で表 される連続形の場合 は 関数の偏導関数 を利用す ることがで きるが,離散化 さ れた場合 は偏導関数 を利用することがで きない.そこ で ,離散点間の差分値 を用いて勾配情報 を表す ことに す る. また ,与 えられた工作物表面上の一点 に対 し, 一つの工具位置が対応す るようにする.
工作物形状 が離散化 され た場合の工具経路算出法 は ,文献5で示 したので算出式の要点のみ を述べ る.
図5に離散化 された工作物のx‑y表面 を示す.三角形sl
で表 され る面のx,y軸方向についての接線の勾配TwJ,Tw,
は,差分形式で表す と式(1)となる.
T"=
〜.Jl垂
・W;▲wi‑▲W3Aw:
・W.j▲wf,‑▲wi▲wf
▲wj▲W:‑▲wi▲wl
・wiAwT,‑Aw;▲wi
(1)
Fig.5Feedandpickfeeddirectionsondiscretework su血 ce
ただ し,Aw!.はフィー ド方向のxの差分値である.
式 (1)で表 され る接線 勾 配T v∫,T ‑,は ,工 作物 上 の点
W(whW,Wz)における接平面のx‑Z断面およびy‑Z断面にお ける傾 きである.す なわち,接線勾配TwJ k,によって 工作物上の点W(wnwywz)に関す る接平面が決定づ けら れる.これ らの工作物に関す る摸平面情報 を工具経路 算出の際に利用す る.
式(1)で表 され る工作物勾配 を利用す る方法 を一辺 勾配法 と呼ぶ.この場合図6(a)のように工作物上の点i
と点l'+Iの二点間の線分Aの勾配 と,工具輪郭上の点の 勾配が一致す る点p.(r,77)が切削点 となる.一辺勾配法 の工具原点oc(oDOyOl)は次式で表 され る.
oJ‑ W.‑rcose
O,=W,‑rsine
Ol=W.‑q ここで ,
e=
‑‑ I (
き)孟‑Tq‑T3,+Ti
Dh光donoffbed
」 「\
盛 「
(a)Onesideslope D血戚 ozlof触
. ∴ .
(b)Twosideslopes
Fig6.Utilizationoftangentslope ofwork
(2)
(3)
(4)
10 小島 龍広 ・西田 知照 ・扇谷 保彦
式(4)のat:Jdllは連動座標系である工具座標系で表 した 工具勾配でありれで表す.また ,工具輪郭は工具半径 R,コーナー半径T.をパ ラメータとす るラジアスエ ン ドミルにつ いて定義す ると工具輪郭r,77は式(5),(6) で表す ことがで きる.
r=R‑T.+
q = T . ‑ T
.同様 に ,図5の三角形sIと三角形S,の二つの三角形 の勾配 を利用す る方法 を二辺勾配法 と呼ぶ.三角形sy に対す る摸線勾配は式(7)で表 され ,三角形S,に対す る 接線勾配は式(8)で表 され る.
㌦ =
㌦ =
T w =
fJ.h →
▲wi▲wr1‑▲叫 1▲wf.
・wrI▲w,‑▲wif ▲す 1
▲wFl▲W!.‑▲wF.▲イー1
▲wrl▲wf,‑▲wi▲吋 1
・wi‑I▲wf‑1‑▲wrl▲wrl
・Nfl▲wr1‑▲wTl▲W!,‑I
▲七 一1▲wi‑I‑▲wi‑1▲七 1
▲W{1▲W1‑㌧ Awrl▲吋 1
(7)
(8)
二辺勾配法は ,図6(b)に示す ように ,工具切れ刃 を線 分Aに対す る切 削点p.(T,Tl)と線分Bに対す る切削点 p.(r,〜)の二つの切削点に同時に接触 させた時の工具位 置0,を工具原点 とす る.二辺勾配法の工具原点は次式 で表 され る.
OJE=Wl‑
?∫=1㌧
OL= W,‑
Tdq‑Td̲P,̲1+C.̲I‑CI Td ‑T..̲I
TJd‑1(A ‑01̲1)+Tdq̲1‑Td‑1CL (9)
Td‑Td̲I ここで,
・d‑芳 篭 J v,‑1‑号 芳
a=rcose,b=rsine,C=q
この手法 は ,尖点処理法 と してすで に捷案 したがl',
離散形曲面 を表 している全ての点 を正 しく削 りだす こ とがで きる.
本報告では,離散化 された工作物形状 に関する勾配 情報の利用方法 として ,一辺勾配法 と二辺勾配法につ いて検討す る. このほかに ,図6(b)の辺A,辺Bの勾配 の平均値 を利用す る方法 も考 えられ る.
4.加工娯差の算出
図7(a)は ,工作物形状勾配 と して一辺勾配法 を用 いた場合 に削 り過 ぎが生 じる様子 を示 している.図の 工作物座標点W.とW...の工作物勾配 をTm・とす る.座標 点W.に対する工具原点0.は ,工作物勾配TM・に等 しい工 具軽部勾配点p̀(工作物座標点W.と等 しい)が切削点 となる.同様 に ,工作物座標点W..tとW..2の工作物勾 配 をT,.I..とす る.工作物勾配Twj.1と工具輪郭勾配が等 しくなる位置で ,座棟点W.・..に対する工具原点oMlも定 まる.工具原点Oか ら0 ..1へ直線補間運動 によって切 削 が行われ る場合 .工具甚助勾配 はT.となり,工作物 勾配TM・とは等 しくない.この結果 ,座標点wiの切削点 pが 工具連動勾配T.・で直線補間運動 を し,座標点wi.1 の工具輪郭点p.・まで進み ,図の削 り過 ぎを起 こす.
図(b)の二辺勾配法 を用いた場合 には ,工作物座標 点W.・に対す る工具原点0.と,座標点町.tに対す る工具 原点0..1の工具連動勾配TNは ,工作物勾配Tv.と完全 に 一致す るので加工誤差は生 じない.従 って ,加工誤差 の井出式は一辺勾配法の場合についてのみ示す.
4. 1 一辺勾配法を用いた場合の加工誤差算出 図8に,凸面の場合の加工誤差 を示す.工作物座標 点W.とW.1の フィー ド方向のxの差分値 をAwi,Zの差分 値 をAw;とす る.工具運動勾配T;.と工作物勾配Tv,が異 なるために ,座楳点wi.1において図の最だけ削 り過 ぎ となる. この フ ィー ド方向に対す るZ軸方向の削 り浪
(a)Onesideslope
(b)Twosideslopes
Fig.7T弧gentSlope oftoolmotionforonesideslopeaLnd twosideslopes
Fig.8Errorforconvexsurfacecausedbyonesideslope utilization
ぎを加工誤差 と定義す る.即ま次式で表 される.
6・=AJ.‑Aw.fTd
ここで, (10)
Awi=叫+I‑也,Aw:‑七十1‑W!,
すなわち ,一辺勾配法 を用いて直線補間運動 により 切削 された加工面の工作物勾配は工具連動勾配 と等 し くなる. このために,本来の工作物勾配 との差 が生 じ 削 り過 ぎの原因となる.
4. 2 加工薪差の数鐘計算例
工作物形状が図9の半円柱凸面の場合 について ,一 辺勾配法を用いた場合に生 じる加工誤差の計算例 (5 章の加工美東 で も同 じ形状 を切削す る.) を示す.図 10は ,工作物半径wr=50mmで ,格子間隔がAf=100 (=8.716mm)と した場合の半円柱凸面の離散点デ ータ である.工具半径R=5mmの ポールエ ン ドミル を用い て切削 した場合 に,¢=‑100の工作物座標点 が削 り過 ぎとな る加工誤差Szを示す .座標点W.(中.=‑200)と W..1(丸.=‑loo)との工作物勾配㍍ は150である.それぞ れの座標点 に対す る工具原点 を式(2)を用いて算出 し, 工具運動勾配T,.を求め ると14.5450となる. フ ィー ド 方向のxとZの差分値 を式(10)に代入 し,加工誤差6Zを 求め ると0.071mmとなる.
図11は,同様に半円柱凸面の場合について ,工作物 格子間隔△J,工具半径R,工作物半径wrを変化 させ た場合の加工誤差 を示す. この図における加工誤差 は すべて削 り過 ぎの大 きさである.図11(a)は ,工具半 径 をR=5mmの一定値 とし,格子間隔Afを0.1mmか ら 1mmまで変化 させ た場合の誤差 を示す.図 中 ,○ は
O
Fig.9Exam pleofconvexhalfcylinder
工作物半径wr=50mmであり,△は同 じくwr=1(氾mm, 口はwr=150mmの場合の誤差である.このグラフより, 工作物半径が小 さくなるほど格子間隔の影響 を受けて 誤差 は大 きくなることが分 か る. また工作物半径 が wr=50mmより大 きい場合には,格子間隔 を1mm以下 にすれば ,削 り過 ぎはlpm以下であ り,一辺勾配法 で も誤差 はかな り小 さい.図11(b)は,(a)と同 じ条件 で ,格子間隔 をさらに大 きくとり,1mmか ら,10mm まで変化 させ た結果 を示す.格子間隔が10mmと大 き くなると多角形形状 になるが,wr=50mmでは誤差 が 100llmに も達 し格子間隔の影響 を大 きく受 ける.図 ll(C)は ,格子間隔 を△JklOmmの一定値 と し,工具半 径月を変化 させた場合の誤差 を示す.このグラフよ り, 工具半径 が大 きくなるほど誤差 は大 きくなる. また , 工作物半径が小 さいほど工具半径の影響 を受 けて誤差 は大 きくなる.図11(d)は ,格子間隔 をAJEIOmmの一 定値 とし,工作物半径wrを変化 させた場合の誤差 を 示す. この場合 も,工作物半径が小 さいほど,また工 具半径が大 きいほど誤差が大 きいことが分かる.
また,今回は計算結果 を示 さなかったが,工作物座 標点の前後二辺の勾配の平均値 を用い る平均勾配法の 誤差 は,一辺勾配法の誤差の約半分程度であり,二辺 勾配法の よ うには完全 に誤差 を無 くす ことはで きな い.また ,ピックフィー ド方向における誤差 は,工具 断面形状が格子間隔 ごとに現れ る,いわゆるカスプが
Fig.10AnexaJnPleofoyer‑cutforapointonconvexhalf cylinder(Wlt50mm ,4f=108,¢≡‑loo)
12 小島 龍広 ・西田 知照 ・扇谷 保彦
G血 pkhofd れ血 A/
(a)
Qd鱒d oEd 血 A/
(b)
E]mmⅦ'9JELLJ̲ぎ
50 100
RJd‑ d■ロー 抄
(d)
150m
Fig.11Errorforconvexhalfcylinder
形成 され るが ,工作物勾配 を一定 と考 えた場合 には , 工具半径が小 さい程 ,また格子間隔が大 きい程誤差 は 大 きくなる.
5.加工実験 と考嚢
等勾配法 を用いた工具径路算出理論 を検証す るため に,NCデ ータを作成 し加工実簾 を行 った.使用 した NC工作禎機 は ,3軸制 御立 て形 マ シニ ングセ ンタ (森精株穀作所梨,MV‑jr)である.工具 はR5の超硬 ソリッ ドボールエ ン ドミル (4枚刃) を用いた.加工 精度 は,CNC3次元座標測定機 (東京精密製 ,ザ イ ザ ックスVA600 G)を用いて測定 し,設計値 か らの偏 差 を評価 した.
加工実験 は ,まず使用 したNC工作機械の加工精度 を調べるために基礎実験 を行い ,次 に図14の加工形状 を切削 して仕上げ面の精度 を評価 した.
5. 1 使用機械の加工精度を■ペる基礎実験 マシニ ングセ ンタの加工精度 を悪化 させ る主な要因 として ,主軸の振れ,x,y,Z軸の位置決め精度 ,送 りネ ジのバ ックラッシュなどが挙げ られ る.また使用 した 工具 はボールエ ン ドミルであるが,工具切れ刃海部 は 完全な半円弧の形状には作 られていない.そこで ,運 動誤差 を持つ工作機械 と切れ刃輪郭誤差 を持つ工具 を 用いて加工 した場合の仕上げ面の形状精度 を調べ るこ とに した.切 削 条件 を主軸 回転数Sooorpm,送 り 2(氾mm/mi n,仕上 げ加工時の切 り込み深 さを0.2mmと し,図12に示す ように ,工具半径分だけ切 り込み,y 軸方向をフィー ド方向に して加工 した.被剤材には被 削性の良いケ ミカルウッ ドを用いた.淵定は,3次元 淵定機 で仕上 げ面の(l)其円度 と(2)形状精度 をそれぞ れ3箇所淵定 し,ほぼ同様の結果 を得た.実際の淵定 は ,x‑Z断面 における形状 に対 して法線方向か ら接触 子 を当て測定 した.(1)真円度の平均値 は15pmであっ た.(2)加工面の形状精度 を図13に示す.図の形状誤 差 は工具鞍部断面 からの偏差 を示 した ものである.漢 序の加工実族 では ,工具先端部のr=2.5mmの範囲 を 用いて加工す るので ,測定範囲 を∫軸方向±3mmとL
To lfbed I
Fig.12FundadTNBntalcuttingtest
‑3 ‑2 ‑1 0 1 2 3 X (m )
Fig.13Profileerrorinx‑Isection
た.形状誤差 は ,ア ップカ ッ ト側で約叫m,ダウンカ ッ ト側 で約10pmで ある. また,NC工作機械 の精度検 査表 か ら主軸穴の振れ は工具先端部付近で約8pmで あ る.以上 を考慮 し,今回の切削条件で仕上 げ加工 した 場合の ,形状誤差の 目標値 を10pm以下 とす る.
5. 2 ‑辺勾配法 と二辺勾配法 を用 いた加工実験 算 出 した工具経路の加工誤差 を評価 す るために ,工 作物の加工形状 は図14(A)の円弧形状 と(ち)の 多角形形 状の二種 類 と した.(A)の円弧形状 で は二辺勾配法 を 用いて工具経路 を算出 し,工作物形状の理論値 との偏 差 を評価 した.(a)の 多角形形状 で は工作物座標点 は 尖点 とな り,3次元測定機 を用 いた測定で法線方向か ら接触子 を当て るの は困難 で あ り,式(10)で定義 した 加工誤差 を直接測定で きない.そ こで得 られた加工面 の工作物勾配 と工具運動勾配の理論値 との差 を評価 し た.
被削材 にはケ ミカル ウ ッ ドを用 い ,仕上 げ加工 は表 1の切削条件の もと,同一箇所 を往復切削で加工 した.
高速送 りにす ると仕上 げ面粗 さが悪 くな り,算出 した 工具経路の誤差 を検討で きないので, 1刃 あた りの送 り圭 を極 力 小 さ く し,0.006mm/刀 (送 り速 度 2∝仙 れ)と した. ピックフ ィー ド方向の送 り量 は 0.1mmで あ る.二つの加工形状 の切 削括兼 につ いて ,
それぞれ を分 けて以下 に述べ る.
(A)円弧形状 の工作物座標 デ ー タは ,図14に示す よ うに半径 wrt50mmの円弧 と し,その範 囲はZ軸 を基準 と し,y軸回 りに士300の範 囲 と し,0.10刻みで フ ィー ド方 向 に600点 の デ ー タ点 を とった. この場 合 ,図
Table1C山tingconditions
O
Fig.14Designedworkshape
15(A)に示す よ うに ,工作物座標点waに対応す る工具 切れ刃輪郭上の切削点 は7Ta(dJ〟77=600,r=2.5mm)と なる.同様 に ,Wbに対 しては工具先端のTbが,wcに 対 してはTTcが工具切削点 となる.す なわち ,工具先端 のTbか ら7Taまでの300の範 囲の工具切 れ刃 が,0.lo刻 みで切削点 を移動 させなが ら切削 を行 うことになる.
円弧形状 の評価 を,(1)莫 円度,(2)形状精度 の2種 類 につ いて行 った.(1)真 円度測定 は ピ ックフ ィー ド 方 向 の 位 置 を3箇 所 変 えて測 定 し ,その 平 均 値 は
1011mで あった.(2)形状精度の測定結果 を図16に示す.
図の誤差 は円弧断面の設計値 か らの偏差 である.測定 はx軸方向 に±17mm (Z軸 か ら士200)の範囲 を0.lo刻 みで4(氾点 を測定 した.図の測定 され た形状 は工具輪 郭形状 が転写 され た形 とな ってお り,∬=omm付 近の 突起状の形状 は工具のエ ン ドミル切れ刃 中心部で切削 され た もので あ り1叫 mほ どあるが ,全体の形状 精度 は8pm程度で ある.従 って ,仕上 げ面形状精度の 目標 値1叫 mは達成 されてい る.
q
Fig.15Relationshipktweenworkshape andcuttlngPOlnt ontool
14 小島 龍広 ・西田 知照 ・扇谷 保彦
Table2Slope errorsofworkedge
‑20 ‑10 0 10 Fig.16hofileerrorofwork(A)
20(皿n) X
(ら)多角形形状の工作物座標 データは ,半径50mm, 円弧角 を10 0とした弦 を,Z軸か らy軸回 りに±300の範 囲に連続 した6辺 を持つ多角形 (フィー ド方向に7点 のデータ点) とした. この場合 ,図15(B)に示す よ う に ,工作物 の辺Eaに対 して工具切れ刃籍井上の切削 点はTa(d'JWq=750,r=1.3mm)となる.同様 に,辺Ebに 対 してTbが切削点 とな り,辺Ecに対 してTcが切削点 となる.すなわち,多角形の切削においては工具輪郭 勾配が一定の点で切削 されることになる.
多角形形状の評価 を,仕上げ面の勾配について行 っ た.仕上 げ面の勾配 は図17に示す辺(a),(b),(C),(d)につ いて滴定 した.一辺 を1mmお きに8点淵定 した座標 か ら勾配 を算出 した.測定結果 を表2に示す.表の理 論値 は,一辺勾配法 を用いて算出 した工具連動勾配で ある.辺(a)の勾配は4.2節の計算例で示 したが ,理論 値 と実測値 はほぼ一致 してい る. また ,辺(C)の誤差 0.0270はAwF8.682mmに対 してZ軸方向の誤差は叫 mで
ある.従 って ,勾配はかなり正確な値 が得 られた.
6.緒 言
本報告では,3軸制御加工 を対象 として ,工件物形 状が離散点座標値で与 えられた場合の加工誤差の算出 法 を示 した. さらに,実際に加工実巌 を行い ,加工誤 差 を計測 し検証 した.得 られた主な結果は以下の通 り
Z
‑20 ‑10 0 IO Fig.17Promeerrorofwork(B)
20(a )
∫
Edge Calcuhted MezLSuZd Errors
(a) 14.545○. 14.546○ 0.00 1○ O)) 4.545○ 4.5690 0.024○
(C) ‑5.454○ ‑5.427○ 0.027○
(d) ‑15.454○ ‑15.459○ ‑0.(×)5○ である.
(1)離散化 された工作物勾配情報 と して一辺勾配法 を 用 いた場合の加工誤差の井出法 を示 し,工作物格 子間隔 ,工具半径 ,工作物曲率の違 いによる加工 誤差の大 きさを計井例で示 した.
(2)二辺勾配法 を用いた場合 は ,工作物座標点の前後 二辺の勾配 に対 して ,工具運動勾配 もそれぞれ同 時 に完全 に一致す るので理論上 は加工誤差 は生 じ ない.
(3)加工実験の結果 よ り,一辺勾配法 を用いて切削 し た加工面の工作物勾配 が ,理論的 に算出 した工具 連動勾配 とほぼ一致す ることを確認 した.
(4)二辺勾配法 を用いた場合の加工精度 と して ,形状 精度811mが得 られ た. これ以上の精度向上の一つ の方法 と して ,4軸制御 によ り工具軽部上の切削 点の範囲 を限定 して加工 を行い ,工具輪郭誤差の 影響 を小 さくすれば ,さらに精度 を上 げることが で きるもの と思われ る.
参考文献
1)張 元建 ,西田知照 :5軸制御工作機械 による異 形組合せ形状の加工 ,長崎大学工学部研究報告 , 27,49,(1997),221.
2)張 元建 :5軸制御工作瀬棚 による自由曲面加工 アル ゴ リズムの開発に関す る研究 ,長崎大学海洋 生産料学研究科学位論文 ,平成10年度.
3)西田知照 ,張 元建 :接線勾配 を利用 した自由曲 面の 5軸制御加工 アルゴ リズ ムの開発 ,精密工学 会誌,64,12,(1998),1801.
4)西田知照 ,小島能広 ,扇谷保彦 :数値制御工作機 械 による多軸制御加工 に関す る研究 ,長崎大学工 学部研究報告,30,55,(2㈱ ),105.
5)小島龍広 ,西田知照 ,扇谷保彦 :数値制御工作機 械 による3軸制御加工 と離散化誤差 ,長崎大学工 学部研究報告,31,56,(200 1),35.
6)近藤 司 ,岸浪建史 ,斉藤勝政 :オフセ ッ ト法 を 基 に した形 状 加 工 処 理 ,精 密 工 学 会 誌,54, 5(1988)971.