素材物性学雑誌 第12巻 第㍍号 52‑59(1999)
論 文
高温浸炭 した 2
mass%Si 低合金 2 相鋼の組織
鎌 田 真
一,
*小 倉 豊 史,**渡 部橋 浦 贋 吉 ,**** 永 田 明 彦 *
Microstructureof2mass% SiDual‑PhaseSteels CarburizedatElevatedTemperature
by
Shin‑1ChiKAMADA†,ToyoshiOGURA††,MitsuruWATANABE†††
KokichiHASHIURA†II†andAkihikoNAGATAT ABSTRACT
Thecarburizingtimeisexpectedtobeshortathightemperatures,where grainsofthedual‑phasesteelarefineandhardlygrow. Ifitcanbeusedfor theelevatedtemperaturecasehardeningsteel,theprocessingtimemightbecome shortbyreducingcarburizingtimeandbyskipplngthefirststepquenchingfor grainrefinementoftheun‑carburizedcore. Inthepresentstudy,theapplica‑
bilityofthedual‑phasesteelfortheelevatedtemperaturecasehardeningsteel hasbeeninvestlgated.
The2.Omass% Si‑(0.01‑0.08)mass% C‑(0.1mass%Ⅴ,0.05mass% Nband 0.05mass% Ti)steelwerecarburizedat1323K for10.8ks,quenchedfrom various temperaturesandthen tempered at423K. ThemlCrOStruCturalobservation, hardnessmeasurementandtensiletestofthecorewerecarriedout. Whenthe microstructurewascontrolledtobedual‑phasewith α+ γ atthecarburizing temperature,thegrainswerefineandnograingrowthwasobservedduringthe carburizingprocess. Therefore,thefirststepquenching forgrainrefinement mlghtbeskipped. Thecoreshowedtheexcellentstrength‑ductilitycombination
充,***
平成11年 4月26日受付
*秋田大学工学資源学部材料=学科 〒010‑8502秋田市手形学園町1‑1
**ニッテ ツ電子株式会社 〒743‑0063山口県光市島田3434
***秋田大学鉱山学部物質工学科 〒010‑8502秋田市手形学園町1‑1
****秋田大学名誉教授 〒010‑8502秋田市手形学園町ト1
†DepartmentofMaterialsSclenCeandEnglneerlng,FacultyofEnglneerlngandResourceSclenee,AkltaUnlVerSlty,ト1 TegataGakuen‑cho,Aklta010‑8502,Japan.
TINlttetSuElectronicsCorp,3434Shlmada,HlkarlClty,Yamaguch1743‑0063,Japan
†TIDepartmentofMaterlalsEnglneerlngandApplledChemlStry,MinlngCollege,AkltaUnlVerSity,ト1TegataGakuen‑cho,
Akita010‑8502,Japan.
I†††ProfessorEmerltuS,AkltaUnlVerSity,1‑1TegataGakuen‑cho,Aklta010‑8502,Japan.
52
第12巻 第 1/2号 (1999) 高温浸炭 した2mass%Sl低合金2相銅 の組織
Comparedwiththeconventionalcasehardeningsteel. Thedistributionofhard‑
nessinthecarburizedlayershowedagentlegradientduetotheelevatedtempera turecarburizing. Thecarburizlngtimewasreducedtobe1/3Comparedwith theconventionalcarburizing. Thegrainsinthecarburizedlayerwerealsore‑ finedbyadditionsofV,NbandTi.
KeyWords:Dual‑phasesteel,Grainrefining,Ostwaldripenlng,Elevatedtem‑
peraturecarburizing,Hardness,Tensileproperty
1.緒言
浸炭処理 は鋼 の表面硬化法 と してかな り古 くか ら広 く行われて きた。 この方法 は鋼 中の炭素 の拡散 を利 用 す るもので,全浸炭深 さ (E) はアイ ンシュタイ ンの 関係式 によって近似す ると,
E‑(2D昌・t)1'2 (1) と表わ され る。 ここで, tは浸炭 時 間,D昌はオ ー ス テナイ ト相 (γ相)中 の炭 素 の拡 散 係数 で あ る。D昌 の値 は炭素濃度 に応 じてかな り変化す ることが知 られ ているが,WellsCl)らの研究 によ ると,0.6mass%の 場合 には,
D昌‑21・exp(‑16900/T)mm2/S (2) となることが示 されている。Flg.1は(1),(2)両式 によっ て計算 した浸炭深 さで あ って,浸 炭温 度 を1223Kか ら1323Kに高 め る ことは, 浸炭 時間 を3倍 に延長 す ることとはぼ同等 の効果 を もた らす ことがわか る。
このよ うな ことか ら,作業能率の向上,省エネルギー を目的 と して高温浸炭が普及 しつつある。 しか し現 用 の浸炭用鋼 は,高温浸炭 は もとよ り通常 の浸 炭 で も, 非浸炭部 は γ相単相域 で加熱 され るため,非浸炭部 の 結晶粒 は粗大化す る。 このため浸炭後 に2段焼入 れ を 行 った り,AIN,NbC,TIN等 の微細粒 子 を鋼 中 に 分散 させて,粒界 の ピン止 めを計 った鋼 を用 いて結 晶 粒成長 を抑制 している\2)〔3)。 しか しなが ら,鋼 中 の微 細分散相 は高温加熱 によって,固潜 またはオス トワル ド成長す るので, ピン止 めの効果 には限界があ り, 輿 常粒成長 の起 こる危険性が ある。
一方,低合金2相鋼 は γ相 とフ ェ ライ ト相 (α相) の2相 か らなる組織 を有 し一般 に結晶粒が微細であり, 長時間加熱 して も粒成長 しない特性 を有す ることが知
られている。著者 らは,前報こ4)において低合金2相鋼 を1223Kで浸炭 した場合, 浸 炭温 度 にお いて (α+
γ)2相組織 とな るよ うに組成 を調整す ると, 浸炭 処
uu\叫.LlldaoaseD
ど ヾ歩
ヾ汐
、小1水適 1173≠ III
53
0 10 20 30 40 CarburizingTime,t/ ks
Fig.1 Effectorcarburizlngtlmeandtempera‑
tureoncasedepth.
理 に伴 う非浸炭部 の結晶粒 の粗大化が抑制 され,結 晶 粒微細化 のための1次焼入れの省略が可能 とな ること を報告 した。 しか し高温浸炭 にお ける非浸炭部結晶粒 の粗大化 は,通常 の浸炭 とは比較 にな らないほど著 し い ことが予想 され る。
そ こで本研究で は, 前報(4) で浸 炭 用鋼 と して適 用 可能 と判断 されたFe‑C‑Si系低合金2相鋼 に高温浸 炭 を施 し,浸炭層お よび非浸炭部 の組織観察,硬 さ測定, 引張試験 を行 い,高温浸炭用鋼 と しての適用性 につ い
54 鎌田真一 ・小倉豊史 ・渡部 充 ・橋浦贋吉 ・永田明彦
て検討 した。
2.実験方法 2,1供試材
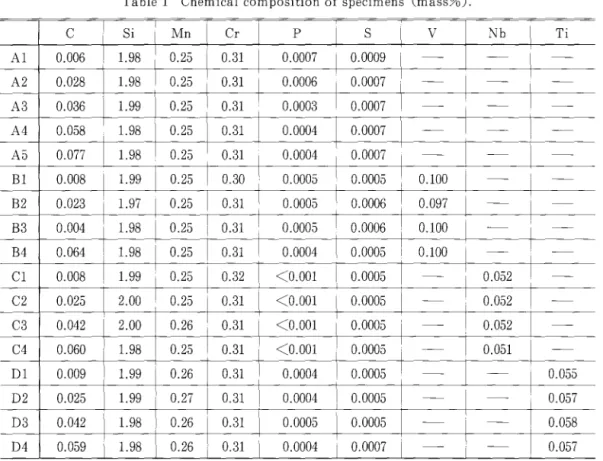
本実験で使用 した試料 の化学組成 をTablelに示
で浸炭 を行 った結果 か ら,Si量 を2.Omass%と し, γ相 の体積分率 は炭素量 によって調整 した。また,痩 炭およびその後の熱処理中にセメンタイ トの黒鉛化が 起 こらないようにCrを0.3mass%添加 した。 さらに, 浸炭層の結晶粒成長を抑制す るために 17,Nb,Ti喜 それぞれ添加 した。 これ らの試料をアル ミナるつぼを 用 いて,アルゴン雰囲気巾で0.3kgずつ高周波溶解後, 直径20mmのイ ンゴ ッ トを製造 した。 その後約1123 Kで10mm角の角棒 に熱間鍛造 を行 い,旋削 によ っ て8mm角の棒状試料 を作製 した。 これ らの試料 に 1223Kで焼 なま しを施 し,25%の冷間圧延 を行 った 後1273Kで焼なま しを施 し組織観察用試料 (6mmx
6mmX8mm)を作製 した。 さ らに冷 間圧延 と1223 Kでの焼 なま しを繰 り返 し,厚 さ2mmの板状試料
と し1273Kで焼 なま しを施 し切削加工 によ り引張試 験片 (厚 さ2mm,標点距離16mm,平行部幅6mm) を作製 し,以下 の実験 に供 した。
2.2浸炭および熱処理
浸炭 は,試料表面を耐水研摩紙 によって研摩 した後, 1323Kで3.6ksまた は10.8ks固体浸炭 を行 った。 こ の際の浸炭剤 と して は,粒径2‑5mmの粒状活性炭 にNa2C03を6mass%添加 して均一 に混合 し,1323 Kで3.6ks空焼 きしたものを使用 した。浸炭処理後, 1123‑1273Kで1.8ks真空加熱 して焼入れ し, その後 423Kで3.6ks焼 もど しを行 い,組織観察 な らびに硬 さ測定 を行 った。なお,浸炭処理のみの組織 につ いて 検討す るために,浸炭後直接氷水中に焼入れ した試料 も作製 した。 また浸炭 ・熱処理後の非浸炭部の機械的 性質を検討す るために引張試験 を行 った。その熱処理 は,浸炭 ・熱処理 に際 して非浸炭部が受 ける熱処理 サ
Table1 Chemicalcomposltionofspecimens(mass%)
A3 0.036 1.99 0.25 0.31 0.0003 0.0007
第12巻 第 y2号 (1999) 高温浸炭 した2mass% S1億合金2相銅 の組織
イクル と同等 となるよ うに,1323Kで10,8ks加 熱後 炉冷 し,ついで1123‑1273Kで1.8ks保持後焼 入 れ を 行 い, さらに423Kで3.6ks焼 もど した。 この場 合 も 1323Kで10.8ks加熱後直接氷水 中 に焼 入 れ した試料
も作製 した。
2.3組織観察,硬 さ測定な らびに引張試験 浸炭 ・熱処理後,組織観察用試料 の中心 を通 る断面 で切断 して光学顕微鏡観察 を行 い, さらに非浸炭部 に お けるα相 と γ相 の体積分率な らびに両相 の結晶粒半 径 は,組織写真 を画像解析装置 によ って測定 した。 ま た浸炭層 にお ける旧オーステナイ ト粒径 の測定および 摘 出 レプ リカの透過電 子顕微鏡観察 による炭化物 の確 認 も行 った。
硬 さ分布 は,微小 硬 さ計 (負荷 荷重4.9N,負荷 時 間30S)によって,試料断面 を浸炭面か ら100〟m間 隔で測定 し,臥‑550となる深 さを有効 浸炭 深 さ と し, それ以降 は200〟m間隔で測定 した。
また,非浸炭部 の機械的性質 を調べ るために島津製 インス トロン型万能試験機 を用 い,歪速度1.0×10 3S l
で引張試験 を行 い,引張強 さな らびに伸 びを求 めた。
3. 実 験結果 お よ び考察 3.1非浸炭部の組織
Fig.2に2mass% Si鋼 を1323Kで10.8ks加 熱後 水冷 した組織 を示す。 これ は1323Kで10.8ks浸 炭後 の非浸炭部 の組 織 を示 す もので あ る。 こ こで, (a),
苦 7..鮮
Fig.2 Microstructureof2% Sisteelsheatedat 1323KforlO.8ksandthenquenched. The carboncontentofthesespecimenswere (a)0.01% C,(b)0,04% Cand (C)0.08%
C,respectively.
55
(b),(C) における γ相 の体積分率 はそれぞれ0.1,0,6, 1.0であ る。 これか ら明 らか な よ うに (a), (C)に比 べて γ相 の体積分率が0.5に近 い (b)の結晶粒 は きわ めて微細 である。そ こでα:γの比 が1:1に近い2.0 mass% Sト0.04mass% C鋼 の非浸炭郡 の結晶粒 径 の 1323Kにお ける経時変化 をFig.3に示 す。 両相 の比 が1:1の2相組織 で も結晶粒 は成長す るが,その速度 は非常 に遅 い。そ こで γ単相 と2相組織 を同様 に1323 Kで加熱 した場合 の結 晶粒半 径 の経 時変化 をFig.4 に示す。従来 の浸炭用鋼 は単相域 で行 われ るため, そ の結晶粒半径 は100〟m以上 となる。一方,2相組織 の場合 は γ単相 に比較 して きわめて微細で,その成長 速度 も遅 く,3.6ks加熱で10‑15〟m,180ks加 熱 で 25‑30〃mと約1/5程度であ る。
高山 らこ5)によれば,単相組織 における結晶粒成 長 は 単純 な粒界移動 であるが,2相組織 の場 合 はα相 とγ 相 の化学組成が異 なるために, これ らの結晶粒 の成長 には溶質原 子の拡散を必要 とす る。その結果,単 相組 織 の結晶粒成長 は2乗別 によ って記述 され,2相組織 において は3乗則 あるいは 4乗 別 に従 って成長 す る。
そ こで,1323Kで10.8ks加熱 後 水冷 した試 料 の γ相 の体積分率 と,両 相 の結 晶粒 半 径 との関係 をFig.5 (a)に示す。 この熱処 理 は1323Kで10.8ks浸炭 後 の 非浸炭部 の結 晶粒 径 を示 す もので あ る。 こ こで,Si 濃度が同 じであれ ばC量 の高 い試料,C濃度 が 同 じ な らSi量 の低 い試料 はど γ相 の体積分率 は高 くな る。
Fig.3 MICrOStruCtureOf0.04% C‑2% Sisteels heatedat1323Kforvarioustimeandthen quenched. Annealingtimeofthesespeci‑ menswere(a)3.6ks,(b)10.8ks,(C)36ks and(d)180ks,respectively.
56
00nV000U′D4un\粒.Sn!PetJuTEu9
鎌 田貞一 ・小倉豊史 ・渡部 充 ・橋清廉吉 ・永田明彦
JOq∈nNaZTSu!PJgHISV
234
5
6 8
0 50 100 150 20100 AnnealingTime,t/ ks
Fig.4 Efrectofannealingtimeat1323Kongrain radiusinγsinglephasestructureanddual phasestructure.
また,両相の結晶粒半径 はそれぞれの相の体積分率 の 減少 に伴 って微細 になるが,両相を総合 した平均結晶 粒半径 はα:γの比が1:1のときに最 も微細 にな り, 3.6ks加熱で15Elm (ASTM結 晶粒度番号7以上), 10.8ks加熱の場合20pm (ASTM結晶粒度番号6以
上) とな ってお り,結晶粒微細化のための熱処理 を必 要 としないことが期待できる。一方,現用の浸炭用鋼 はγ相単相域で加熱 され ることか ら,本供試材の場合 では3.6ksで70FLm (ASTM結晶粒度番号3),10.8ks では90〃m (ASTM結 晶粒度番号2)と粗粒 とな っ ている。また,浸炭後1123Kか ら焼入れ し,423Kで 焼 もど したときの非浸炭部の結晶粒半径 とγ相の体積 分率 との関係をFig.5(b)に示す。 ここで は焼入 れ 温度が1123Kのため に非浸炭部 が γ相単相 の もの は な くな り,全てα相単相 もしくはα+ γ)2相 となる。
なお,両相を総合 した平均結晶粒半径が最小 となるγ 相の体積分率が0.5より若干低 いの は, 1323Kでの加 熱 に際 して平均結晶粒半径が最小 となる試料 は,焼入 れ温度の1123Kでは γ相 の体積分率が0.5以下 とな る ため,焼入れのための加熱 における初期結晶粒半径 が
0000055
∈n\虹.SnTPPtJuTPJ9un\ル 0005
4SnTPPt]uTeJ9
Carburαizedfor10.8kγs
■L .■
JaqEnNaZTSuTeL9MトSV23456810 Jaq∈nNaZTS
2 U叫PJ9MLSVO345681
0 50 100
volume Fraction of γPhaSe/ %
Fig.5 Meangrainradiusofa and 7,grainsof thecoreaftercarburizlngat1323Kfor10.8 ks(a)andthenquenchedfrom 1123K (b).
最小 となる7,相の体積分率 が0.5以下 とな るため と考 え られる。
3.2浸炭層の組織
(α十 γ)2相域 で浸炭処理す る本研究 の場合で も, 浸炭 の進行 に伴 って浸炭層の炭素濃度が増加 し,組織
は γ相単相 となる。そのために,本供試材で も浸炭層 の結晶粒成長 は通常の浸炭 と同様 γ相単相の粒成長 と なる。Fig.6に1323Kで10.8ks浸炭後焼入 れ焼 もど した各種試料の浸炭層の組織 を示す。浸炭層 はいず れ も焼 もど しマルテ ンサイ ト組織であるが,炭化物形成 元素を添加 した試料 の旧オーステナイ ト結 晶粒径 は2 mass% Si鋼 に比べて著 しく微細な ことが分か る。 こ れはFlg.7に示す炭化物抽 出 レプ リカの透過電 子顕 微鏡観察結果か らも明 らかなよ うにマ トリックス中に 0.2〟m程度 の微細な炭化物 が均一一に分散 してお り,
これ らが旧オーステナイ ト結晶粒の成長 を ピン止 め し ているためと考え られる。そ こで,浸炭後種 々の温度 か ら焼入れたときの旧オーステナイ ト結晶粒径 と焼入 れ温度の関係をFig.8に示 す。 全 ての焼入 れ温度 に
第12巻 第 y2号 (1999) 高温浸炭 した2mass%S1億合金2相銅 の組織
Fig.6Micrographsof7,grainsinthecarburized layeraftercarburizingat1323K for10.8 kssubsequentlyquenched from 1223K.
Thechemicalcompositionorthesesam‑
pleswere(a)2% Si,(b)2% Si‑0.1% 17, (C)2% Si‑0.05% Nband (d)2% Si‑0.05
% Ti,respectively.
Fig.7 Transmissionelectronmicrographsofcar‑ bideextractionreplicaforcarburizedlayer aftercarburizingat1323K for10.8ksand thenquenchedfrom 1223K. Thechemical compositionofthesespecimenswere(a) 2% Si‑0.1% V,(b)2% Si‑0.05% Nb and (C)2% Si‑0.05% Ti,respectil7ely.
おいて,2mass% Si鋼 はNb,Ti添加鋼 よ り旧 オ ー ステナイ ト結 晶粒径が粗大であ り,焼入れ温度 の上 昇 に伴 い粒成長 して いる。一方,Nb,Ti添加鋼で は1223 Kまで はほとん ど結 晶粒 成長 は起 こ らず, 1273K以 上でわずか に成長す る傾向があ る。 これ は焼入 れ温度 の上昇 に伴 って炭化物 の固潜度が増大 し炭化物 の析 出
0nu00432LUユ\i■snTPPUuTeJ9uPaH
1123 1173 1223 1273
Jaq∈nNaZTSu!eJ9MISV
5678910
57
QuenchingTemperature,T/K Quench Fig.8 Therelationshipsbetweengrainsizeofγ
grainsinthecarburizedlayerandquench‑
1ngtemperature.
量が ピン止 め力 に影響 を及 ぼす程度 に減少す るため と 考え られ る。 しか し,いずれの温度 で もその結晶粒 径 は,無添加鋼 の1/2以下 (10‑15〃m)と極 めて微細 である。 また Ⅴ添加鋼 の場 合 で は, 1223K以 上 の焼 入れ温度での粒 成長 が著 し くな り, 1323Kか ら直接 焼 き入 れた場合 には2mass% Si鋼 と変わ らな くなる。 Fe‑2Sl‑C‑Ⅴ 系では,Nb,Ti系 に比べて炭化物 の固溶 度が大 き く,1223K以上 で は γ相単 相 とな るため に 結晶粒 が粗大化す るもの と考 え られ る。
3.3浸炭層の硬 さ分布
1323Kで10.8ks浸炭後焼入 れ ・焼 もど しを行 った 試料 の硬 さ分布 をFig.9に示 す。 比較 のた め に1223
oooo00ooooo08642
^H.SSeuPJBH
o:Carbur
● :
C8「bU「0.5 1.0 1.5 2.0 2.5 Depthf「onSurface/ nm
Fig.9 Distributionsofhardnessinthecarburized layerof2% Sisteelscarburizedat1323K and1223K for10.8kssubsequentlyquench‑
edfrom 1123K.
58 鎌 田真一 ・小倉豊史 ・渡部 充・橋浦贋吉 ・永田明彦
Kで10.8ks浸炭 した試料の結果 も併 せて示 す。 いず れの場合 も焼入れ温度 は1123K,焼 もど し温度 は423
配を示 す と言 われてお り,本研究 の場合 に も1323K で浸炭 した試料 は1223Kに比較 して緩 やか な硬 さ分 布勾配を示 して い る。一方,有効浸炭深 さをHv550
とす ると,1323Kで10.8ks浸炭 の有効浸 炭深 さは約 1,1‑1.3mm,1223Kで10.8ks浸炭 の もので は約0,7
‑0.8mmと2倍近 い浸炭深 さが得 られた。また,1323 Kで3.6ks浸炭の ものでは0.7‑0.8mmとな り, 同 じ 浸炭深 さを得 るために必要な浸炭時間は1223Kの1/3 程度である。1323Kで1223Kと同一浸炭深 さを得 る
ために要す る浸炭時間を(1),(2)式で概算す ると,今回 の実験結果 と同様 に約1/3とな り,浸炭温度 を100K 上昇す ることは処理時間の短縮 に大 きく寄 与す ること が分か った。
3.4 非浸炭部の機械的性質
Fig.10に1323Kで10.8ks浸炭後焼入れ ・焼 もど し を行 った試料 の非浸炭郡の引張強 さと伸 びを示す。 ま
Pd9\BDごtSUaJISaTTSUaI 208′042
10 20 30 40 Elongation,a/ %
50 Fig.10 Tensilestrength and elongationofthe
coreaftercarburizingat1323K for10.8 ksandquench‑tempering. Conventional steelswerequenchedtwiceforgrainre‑ finement.
た2段焼入れを行 った現用の浸炭用鋼の非浸炭部の機 械的性質 も併せて示 した。低合金2相鋼の強度 はオー ステナイ ト (焼入れ温度ではオーステナイ トであるが, その後急冷 され るために室温ではマルテ ンサイ トであ る)の体積分率 に比例 し,伸びは反比例す ることが知 られている。本供試材の強度 一延性 のバ ランスは現用 の浸炭用炭素鋼 に比べて格段 に優れてお り,浸炭温度 で (α+ γ)2相組織 となる試料 は, 同一強度 レベル では伸 びが炭素鋼の2倍以上,同一伸 びで は強度 が1. 5倍程度 になる。このように,低合金2相鋼 は結 晶粒 微細化処理を省略 して も強度 一延性のバ ランスが優れ てお り,2段焼入れ した現用の浸炭用合金鋼 と同程度 であることか ら,高温浸炭後結晶粒微細化のための熱 処理 を省略で きると考え られ る。
3.5 高温浸炭用鋼 と しての最適組成
以上のよ うに,Fe‑C‑Si系低合金2相鋼 は高温浸炭 用鋼 として有望な鋼種 と考え られるが,そのためには 非浸炭部の組織 は浸炭温度で安定な (α+ γ )2相組 織 となる必要が あ る。1223Kにお け る適正域 につ い ては,前報 ぐ4ノで も示 したよ うに1.5mass% Si程度 で 十分 に広 い2相域が得 られたが,1323Kの場合 には2 mass% Si程度以上 の添加を必要 とす る。 そ こでFe‑ C‑2Si鋼が種々の温度 において,安定 な2相組織 を得
るためのC量の適正域をFig.11に示す。 なお, 当然 の ことなが ら従来の浸炭用鋼 はいずれの温度 において もγ相単相 であ る。 本供試材 で は浸炭温度 を1323K とした場合,オーステナイ ト体積分率が非浸炭部の結 晶粒微細化 に有効 な0.3‑0.7とな るC量 は約0.02‑
y\ト.OJntPJOd∈oL
∴ γ
30芳一禦 za a'γ
le‑2Si O・05 0・10 0・15
CarboTIContent / nassX
Fig.ll Suitable carbon contentforobtaining flnegrainstructureinthecoreatvarlOuS
carburizlngandquenchingtemperature.
第12巻 第 y2号 (1999) 高温浸炭 した2mass%Sl低合金2相銅 の組棉
0.05%である。 一般 にSiは浸炭鋼 の表面炭素濃度 を 減少 させ,焼入れ硬 さを低下 させ ると言われて い る′6 ノ
が,本実験結果では十分な表面硬 さな らびに有効浸炭 深 さが得 られてお り,本質的な悪影響は認められなかっ た。
4.緒言
1323Kで (α十 γ)2相組織 とな るよ うなFe‑C‑Sl 系低合金2相鋼を高温浸炭 し,組織観察, 硬 さ分布, 非浸炭部の結晶粒径 な らびに機械的性質を測定 し,高 温浸炭周鋼 と しての適用性 について検討 し次の結果を 得 た。
(1) 高温浸炭の場合で も,浸炭温度 で (α十 ?)2 相組織 となるよ うに組成を調整す ると,浸炭処理 に伴
う非浸炭部の結晶粒粗大化が抑制 され結晶粒微細化の ための1次焼入れの省略が可能 となる。
(2)高温浸炭後の非浸炭郡の機械的性質 は, 2段焼 入れを行 った現用の浸炭用炭素鋼 に比べて格段 に優れ た強度 ‑延性 のバ ランスを示 し,浸炭用合金鋼 と同程 度である。
(3)高温浸炭 によって,浸炭層の硬 さ分布勾配 は援
59
浸炭時間 は,通常 の浸炭温度 であ る1223Kの約1/3 程度で済み処理時間の短縮 に大 きく寄 与す るC
(4)浸炭層の旧オーステナイ ト結晶粒径 は,17,Nb, Ti等の炭化物形成元素の添加 によ って,無添加材 の 1/2以下 と極めて微細である。
(5) 1323Kで安定 な2相組織 を得 るためのSi量 は 2mass%程度であ り, この組成 の材料 は結 晶粒微細 化のための熱処理 を必要 としない高温浸炭用鋼 と して 有望な鋼種 と期待 できる。
参考文献
(1) C.Wells,W .Batzand R.F.Mehl:Trams.
AIME.,188(1950),553.
(2)浅田千秋,渡辺敏幸 :電気製鋼,34(1963),122.
(3)倭文邦郎 :金属表面技術,19(1968),159.
47(1983),359.
(3)高山武盛,魂明錆,西沢泰二 :鉄 と鋼,68(1982), 1016.
(3)日本鉄鋼協会 :鋼の熱処理,(1957),363.