高クロム鋳鉄の高温エロージョン磨耗特性
著者
小奈 浩太郎
学位名
博士(工学)
学位の種別
課程博士
報告番号
甲第396号
研究科・専攻
工学専攻
学位授与年月日
2017- 03- 23
高クロム鋳鉄の高温エロージョン摩耗特性
I
目 次
第 一 章 緒 論 1
1. 1 本 研 究 の 背 景 2
1. 2 こ ま の 研 究 成 果 4
1. 2. 1 エ ロ ー ジ ョ ン に 関 す こ ま の 研 究 4
1. 2. 2 高 温 エ ロ ー ジ ョ ン に 関 す こ ま の 研 究 6
1. 3 本 研 究 の 目 的 7
1. 4 本 論 文 の 構 成 7
参 考 文 献 9
第 二 章 高 ク ロ ム 鋳 鉄 の 合 金 組 成 と 組 織 調 査 15
2. 1 緒 言 16
2. 2 実 験 方 法 16
2. 2. 1 供 試 材 1 6
2. 2. 2 組 織 観 察 17
2. 2. 3 高 温 に お け 機 械 試 験 17
2. 2. 3. 1 高 温 引 張 試 験 17
2. 2. 3. 2 高 温 ャ ー 衝 撃 試 験 1 7
2. 2. 3. 3 高 温 ッ カ ー 硬 さ 試 験 1 7
2. 2. 4 抽 出 残 渣 分 析 17
2. 2. 5 Thermo -C al c に 組 織 計 算 1 8
2. 3 実 験 結 果 18
2. 3. 1 組 織 観 察 結 果 18
2. 3. 2 高 温 に お け 機 械 試 験 結 果 19
2. 3. 2. 1 高 温 引 張 試 験 結 果 19
2. 3. 2. 2 高 温 ャ ー 衝 撃 試 験 結 果 19
2. 3. 2. 3 高 温 ッ カ ー 硬 さ 試 験 結 果 19
2. 3. 3 抽 出 残 渣 分 析 結 果 19
II
2. 4 考 察 20
2. 4. 1 共 晶 組 成 20
2. 4. 2 炭 化 物 組 成 20
2. 4. 3 高 温 硬 さ 21
2. 4. 4 固 溶 C 量 21
2. 5 結 言 21
参 考 文 献 22
第 三 章 高 ク ロ ム 鋳 鉄 の 高 温 エ ロ ー ジ ョ ン 摩 耗 特 性 及 び
摩 耗 量 評 価 方 法 43
3. 1 緒 言 44
3. 2 実 験 方 法 45
3. 2. 1 供 試 材 4 5
3. 2. 2 高 温 エ ロ ー ジ ョ ン 摩 耗 試 験 45
3. 2. 3 ー 顕 微 鏡 測 定 4 6
3. 3 実 験 結 果 46
3. 3 . 1 ー 顕 微 鏡 測 定 に 表 面 観 察 46
3. 3 . 2 摩 耗 量 測 定 46
3. 4 考 察 46
3. 4 . 1 重 量 減 少 法 4 6
3. 4 . 2 ー 顕 微 鏡 法 47
3. 5 結 言 47
参 考 文 献 48
第 四 章 高 温 エ ロ ー ジ ョ ン 摩 耗 挙 動 に 及 ぼ す 酸 化 の 影 響 60
4. 1 緒 言 61
4. 2 実 験 方 法 61
4. 2. 1 供 試 材 61
4. 2. 2 高 温 エ ロ ー ジ ョ ン 摩 耗 イ ク 試 験 方 法 61
III
4. 2. 4 XR D ケ ー 同 定 62
4. 2. 5 SEM -EDX 観 察( ケ ー 組 成) 62
4. 3 実 験 結 果 62
4. 3. 1 高 温 エ ロ ー ジ ョ ン 摩 耗 試 験 結 果 62
4. 3. 2 高 温 エ ロ ー ジ ョ ン 摩 耗 イ ク 試 験 結 果 62
4. 3. 3 ケ ー 厚 さ 測 定 結 果 63
4. 3. 4 XR D 測 定 結 果 64
4. 3. 5 SEM -EDX 観 察 結 果( ケ ー 組 成) 64
4. 4 考 察 64
4. 4. 1 エ ロ ー ジ ョ ン 摩 耗 に 及 ぼ す ケ ー の 影 響 6 4
4. 4. 2 摩 耗 の 進 行 挙 動 65
4. 4. 3 エ ロ ー ジ ョ ン 摩 耗 に 及 ぼ す 熱 処 理 の 影 響 66
4. 5 結 言 66
参 考 文 献 67
第 五 章 高 ク ロ ム 鋳 鉄 の 高 温 エ ロ ー ジ ョ ン 摩 耗 試 験 8 9
5. 1 緒 言 90
5. 2 実 験 方 法 90
5. 2. 1 供 試 材 9 0
5. 2. 2 Co 基 合 金 の 試 験 片 の 試 作 と 特 性 調 査 方 法 9 0
5. 2. 3 顕 微 鏡 組 織 観 察 90
5. 2. 4 高 温 ッ カ ー 硬 さ 測 定 9 1
5. 2. 5 抽 出 残 渣 分 析 91
5. 2. 6 高 温 エ ロ ー ジ ョ ン 摩 耗 試 験 方 法 91
5. 2 . 7 摩 耗 表 面 及 び 断 面 の 走 査 型 電 子 顕 微 鏡 S EM 観 察 9 1
5. 2. 8 塑 性 変 形 層 測 定 91
5. 2. 9 摩 耗 部 の 断 面 硬 さ 分 布 測 定 91
5. 3 実 験 結 果 92
5. 3 . 1 組 織 観 察 結 果 92
IV
5. 3 . 3 抽 出 残 渣 分 析 結 果 9 2
5. 3. 4 摩 耗 試 験 後 の 外 観 及 び ー 顕 微 鏡 観 察 結 果 92
5. 3. 5 摩 耗 表 面 の 走 査 型 電 子 顕 微 鏡 SEM 観 察 結 果 9 3
5. 3. 6 摩 耗 断 面 の SEM 観 察 結 果 93
5. 3. 7 高 温 エ ロ ー ジ ョ ン 摩 耗 試 験 結 果 94
5. 3. 8 塑 性 変 形 層 測 定 結 果 94
5. 3. 9 摩 耗 部 の 断 面 硬 さ 分 布 測 定 結 果 95
5. 4 考 察 95
5. 4. 1 高 ク ロ ム 鋳 鉄 の 摩 耗 形 態 9 5
5. 4 .2 エ ロ ー ジ ョ ン 摩 耗 へ の 炭 化 物 の 影 響 95
5. 4 .3 塑 性 変 形 層 96
5. 4 .4 高 ク ロ ム 鋳 鉄 の 材 質 選 定 9 6
5. 5 結 言 97
参 考 文 献 98
第 章 摩 耗 部 の 組 織 観 察 と 考 察 120
6. 1 緒 言 121
6. 2 実 験 方 法 121
6. 2. 1 供 試 材 121
6. 2. 2 摩 耗 断 面 組 織 の SEM 観 察 121
6. 2. 3 後 方 散 乱 電 子 回 折(EBS D)分 析 122
6. 2. 4 舌 状 突 起 部 の TEM 観 察 122
6. 3 実 験 結 果 122
6. 3. 1 SEM 観 察 結 果 122
6. 3. 2 後 方 散 乱 電 子 回 折(EBS D)分 析 結 果 122
6. 3. 3 舌 状 突 起 部 の 透 過 電 子 顕 微 鏡(TEM )観 察 結 果 123
6. 4 考 察 123
6. 4. 1 微 細 結 晶 粒 123
6. 4. 2 微 細 結 晶 粒 に お ぼ す 析 出 物 の 効 果 124
V
6. 5 結 言 125
参 考 文 献 126
第 七 章 総 論 143
7. 1 本 研 究 得 た 成 果 144
7. 2 今 後 の 課 題 と 展 望 14 9
謝 辞 15 1
本 研 究 に 関 す 著 書 の 公 開 論 文 152
Li st of Fi gure Captions 153
1
2
第一章 緒論
1. 1 本研究の背景
産業用プラント設備や産業機械を とす 装置の部品 使用部位に
摩耗に 材料 損傷す .損傷 進行す と部品を 補修や交換す 必要
あ , ンテナン 及びコ トの面 摩耗現象を理解し対策を取 こと 極
重要と い .
摩耗に 多様 種類 あ ,室温 の機械や装置の摩擦,摩耗現象 古く
トライボロジ とし 学問的に 体系的に 研究さ い .その一方 高温
の摩耗 研究例 少 く,摩耗機構に い 不明 点 多い.
本研究 エロ ジョン摩耗と わけ高温エロ ジョン摩耗を 研究対象に取
. 実際に課題と い 事例をいく 示す.
(1)エ ー関連
LNG 燃焼ボイラ,油性燃料燃焼ボイラのタービン ー ,微粉炭燃焼ボイ
ラ配管のアッ ュエロージョン ,石灰や微粉炭の輸送配管のエロージョン,
流動層ボイラのエロージョン,サイクロン
(2)製鉄所関連
高炉の微粉炭吹込 や輸送配管やバ ,高炉旋回 ュートライナ
この中 (1)エ ー関連の流動層ボイラ発電に い の課題を以 に述べ
.
近 ,化石燃料の使用 量削減の試 とし ,発電効率の改善,低品位石炭や
バイオマ 燃料 の資源を有効利用 流動層ボイラ発電 注目さ ,稼
働プラント 増加し い .特にバイオマ 資源を積極的に活用す とす ,
無駄に廃棄さ い 資源の再活用の意味 あ ,こ を燃焼に活用す こと
,化石燃料の使用量削減に有効 あ .
次に,流動層ボイラの概要と炉床に設置さ い エアノ の摩耗損傷事
例に い 具体的に述べ .
流動層ボイラの課題 流動材,燃焼灰 に 間数 mm 以 に遉す 高
3
現 多くのプラント その対策に苦慮し い .1)
バイオマ ボイラ ,Fig. 1. 12)に示す う 構造をし ,けい砂等の不活
性無機物を熱媒体と 流動材とし 火炉に充填し,炉床 エアノ を通
し 燃焼 を吹 込 流動材を撹拌し 流動層を形成し,処理対象物をこ
の層に投入し効率 く燃焼 形式 あ .
エアノ 高温 様々 バイオマ 資源 存 す 環境 使用さ た
,形状 複雑 ,使用さ 材料に 耐食性や耐摩 耗性 要求さ た
テン 鋼や耐熱鋳鋼 適用さ 場合 多い.エアノ の エロージョン摩
耗の実例をFig. 1. 2(a)に示す.このエアノ 耐熱鋳鋼SCH22 あ ,10mm
以 摩耗し 穴 開 廃却さ い .摩耗部の断面を観察す と.Fig. 1. 2(b)
に示す うに,表面に エロージョン摩耗と酸化に 複合的 損傷 観
.けい砂に エロージョン摩耗面 滑 あ , 1. 2. 1 述べ うに,
部材と粒子の衝突角度 小さい低入射角度 摩耗 激しく い .ノ
の損傷 進行す と部品を交換す 肉盛 補修す 必要 あ , ンテナン
性及びコ トの面 摩耗現象を理解し対策を取 こと 極 重要 あ
こと わ . た,エロージョン摩耗 局所的 あ ,部材の 命 板厚あ
い 管厚の減少 最 問題と こと わ .
例え 廃タイ 焚 高温高圧流動層ボイラ 炉内温度 実測さ ,
そ 1173K,流動層温度 1073K 以 操業さ い 3).エアノ 内
部にエアー 流 い た 冷却効果 あ ,炉内温度 やや低く実体 温
度 973~1073K程度の温度勾配と い .摩耗す 最表層 1073K以
に い と推測さ .
この様 高温エロージョン環境 使用さ エアノ の材質とし ,
耐食性 高い汎用性のあ 材料とし SUS310S,SCS-13A,SCH-22,SCH-2
使用さ い ,過郾 使用環境 エロージョン 摩耗の大 い場合に
短期間 摩耗し し う.し し ,こ に対応 十分 耐久性 あ
合金 得 い い.摩耗の多い部品に 鋼の に耐摩耗性に優 Co基
合金( テライト系), ラ ック分散型鋳鉄 の硬化肉盛 や NiCr の耐
熱合金,Cr3C2系サー ット の耐摩耗性溶射を施工し 命延長を図 い
4
生す 場合 あ ,溶射 300μmを超え と溶射後やボイラの起動停止時に割
発生し急激に損傷 早 た 問題と い .
そこ ,長 命化を図 た に 高温エロージョン摩耗特性に優 た耐熱耐摩
耗合金の開発 喫緊の課題と い .
1. 2 こ の研究成果
1. 2. 1 エロージョンに関す こ の研究
エロージョン摩耗 ,Table1. 1に示す うに4種類 知 い 4).その中
固体粒子 気体媒体中 衝突し 部品表面 損傷除去さ 現象を ライサ
ン エロージョン摩耗と呼 い .本研究 ライ サン エロージョ
ン摩耗に限定し い の ,以降 簡略のた ライサン エロージョン摩
耗をエロージョン 摩耗と表現す こととす .こ にエロージョン 摩耗に
い 様々 研究 行わ ,特に常温,大気雰 気 のエロージョン摩耗現
象 明 に い .
このエロージョン現象に及ぼす因子 大 く分け 次の3 に分類 .
こ 3 の因子 互いに影響を及ぼすこと 複雑 摩耗現象 生 い
こと 知 い .
(1)衝突粒子特性 硬さ,粒径,形状,濃度,衝突速度
粒子形状に ,摩耗痕 異 .延性材料 球状粒子の衝突に 表
面の摩耗痕 ンプ を形成し不定形粒子 削摩耗痕を形成す .5
,6)
球形粒子と不定形粒子の摩耗表面をFig. 1. 3に示す.球形粒子 ンプ 摩
耗痕を不定形粒子 ッテ ン 摩耗痕を示し い .こ ,エロージョ
ン 摩 耗 形 態 , 延 性 材 料 の 削 摩 耗(Cutting Wear), 脆 性 材 料 の 変 形 摩 耗 (Deformation Wear)と分類さ い ,延性材料 球形の衝突粒子の場合
断変形摩耗,不定形粒子の場合 削摩耗と称す 方 摩耗の実態に合致し い
と判断さ .
Tilly7) の研究に ,粒子径 100μm 以 粒子径の増加とと に損
傷量 増加す ,そ 以 粒子径に依存 一定と . た,Tilly8),
Sheldon9)
,Winter 10) 粒子の衝突速度 と摩耗 指数関数的に増加し,そ
5
と に摩耗速度 増加す ,い 一定と と述べ い .
(2)材料特性 硬さ(強さ),延性,靭性,加工硬化性,組織,耐酸化 耐食性
Finnie11,12)
及び Sheldon13) 純金属材料のエロージョン摩耗 材料の硬さに比
例す ,熱処理に 硬さを変えた場合,硬さに依存し いと報告し い .
硬さと摩耗の関係に い ア ッ 摩耗の研究 多く ア ッ 摩耗
硬さ 決 といわ い .
Tilly14) 硬さと摩耗の関係 延性材料と脆性材料 異 ,脆性材料 硬過
と摩耗 増加す ,延性材料 硬い 摩耗し いと述べ い . た,
衝突粒子と材料の硬さに強く依存す というRabinowicz15)の研究 .
削摩耗に い 摩耗量 材料の応力 歪 の積分に 依存す , ,同
強度の材料 延性の高い方 摩耗 少 いとBitter16) 述べ い .
清水 粒子衝突に 部材の加工硬化に エロージョン摩耗 著しく
異 た ,試験後の加工硬化した硬さ 評価す べ と提案し い .17
,18)
(3)衝突角度 材料表面と衝突粒子の す角度
衝突角度に い Head と の金属材料 低角度側 最大のエロージ
ョ ン 摩 耗 生 こ と を 示 し い 19
,20)
. こ に 対 し 球 形 粒 子 を 用 い た
Cousens 21)の研究 ,軟鋼とい た延性材料 90ま 摩耗量 最大と
と報告し い . た,清水 ,球状黒鉛鋳鉄 60ま付近に摩耗の ー
ク 観察さ ,延性材料と脆性材料の中間の摩耗特性 あ ことを報告し い
.17)
粒子の衝突に 表面 次第に塑性変形し, ラ ト方向に突起部 生成さ
,こ 延伸,脱落す ことに 進行す と報告さ い .摩耗表面
の波状形成機構に い の研究 行わ い .
22)
前述したバイオマ ボイラ
のノ この摩耗形態 あ .
一方 ラ , ラ ック の脆性材料 高角度側 摩耗 大 く,クラッ
クをと う脆性摩耗, 裂摩耗と と報告さ い .23)
1. 2. 2 高温エロージョンに関す こ の研究
高温エロージョン 粒子を含 雰 気の温度と部材の温度 と に高温 あ
6
種,圧力 影響し 酸化 高温腐食現象 エロージョン摩耗に重畳す .
さ に温度 昇す と基材の硬さ(強さ) 低 す に粒 子衝突 に 加工
硬化 く た にエロージョン摩耗 激しく . た,フ ライ
ト系の鉄鋼 973K 1173K フ ライト オー テナイト変態す た に
現象 さ に複雑と .
Cr 量 増え と耐高温酸化性 向 し ,使用温度に け 耐酸化性に優
硬さ 昇す た ,耐熱鋼の高温エロージョン摩耗特性 向 す .24)
Stack 25) 粒子の衝突速度と粒子の形状因子と雰 気温度に エロージョ
ン支配と酸化支配の領域を研究し,温度,衝突速度とエロージョン,酸化の関
係のErosion-Oxidation Mapを示した. た納富 24)
,高温エロージョン速度を
支配す 因子とし ,常温エロージョン 生 機械的 減耗と酸化 ケー
生成に 速さ 減耗,両者 混合した 3 あ と述べ い .こ の
支配形態を温度,衝突速度の関係 示した Erosion-Oxidation Map 定性的に広
範 材料に適用 ,酸化 ケー 支配型,エロージョン/酸化 ケー 混合
支配型,エロージョン支配型の3 の領域に分類さ ことを示した.
衝突粒子のエ ー 増大 衝突速度大,衝突粒子大)す と エロージョ
ン速度 高く 26) ,酸化 ケー エロージョン速度 摩耗)に影響を及ぼ
さ く と 言わ い .
Levy27)に とエロージョン速度 摩耗) 基材の硬さ,引張強さに依存
延性に依存す と報告し い .こ に対し ,志田 28) 基材の試験温度
に け 耐力 Thickness Loss 摩耗)を支配し い と全く矛盾した報告 .
こ に清水 ,高温エロージョン摩耗試験機を開発し,各種鉄鋼材料
や耐摩耗鋳鉄の 1173K の高温度域に け 球形粒子を用いたエロージョン摩耗
特性を評価し た 29-34).SCS1,SUS410,SUS403,及び SUS630 の 1173K に
け エロージョン摩耗試験 低角度側の30deg. 摩耗量 最大と 削
摩耗挙動を示すと報告し い . た,高クロム鋳鉄の摩耗に い 高温硬
さ 高くM7C3炭化物量 多い 耐摩耗性 優 い ,脆性材料と さ
高クロム鋳鉄 30ま付近に摩耗の ークを観察し い .す わち,高
7
量30ま ーク,脆性材料=変形摩耗=摩耗量90ま ークの図式 崩 い .
1. 3 本研究の目的
本研究 清水 開発した高温エロ ジョン摩耗試験機を用い た.実験温
度 1173K とし , たエロージョン摩耗面の解析を把握し易くす た に固体
粒子 球形のア ナを用いた. た,ア ナの粒径 1mmと大 くし 摩
耗 加速す うにした.
高温の摩耗機構を明 にす た 高クロム鋳鉄, テン 鋼(SUS310S,
SUS430),耐熱鋳鋼(SCH22),Co基合金( テライト系溶着金属)を対象とし,試
験後の表面の形状や顕微鏡組織を観察した.
室温エロージョン摩耗試験 の表層組織変化 種々観察さ い ,高温
試験 の表層組織変化 と 観察さ い い.本研究 1mmのア ナ
粒子を高速 衝突さ た 酸化支配 くエロージョン支配と推測さ
,酸化の影響を把握す た 粒子衝突サイク 数を変えた実験を行い酸化と
摩耗の進行状況を観察した.次に金属材料の材料特性(組織,硬さ,炭化物組成
と量,延性) 摩耗に ぼす影響を調査した.最後に摩耗表層の組織変化を詳
細に観察した.
高温エロージョン摩耗特性に優 材料の開発 肉盛 ,溶射 のコーテ
ン 技術あ い 鋳包 の複合化技術 進 い 35-38) ,本
研究 組織観察 得 た知見を基に,高クロム鋳鉄の 成分設計と組織制御
に 新材質を開発す .さ に開発した新材料をエ ー関連部材に応用
し エロージョン摩耗 命を向 さ ことにあ .
1. 4 本論文の構成
(1) 高クロム鋳鉄の合金組成と組織調査
一般的 耐エロージョン摩耗材料 あ 高クロム鋳鉄に着目し組織観察,抽
出残渣分析,Thermo-Calc計算,高温硬さ測定を行い,共晶組成と炭化物組成と
量,高温硬さに及ぼす合金元素の影響を調査す .
8
配管を対象としたエロージョン摩耗試験 摩耗深さを測定し い 39) ,
そ 以外の対象 試験前後の質量変化 求 い .40)
大気中 の高温エロージョン摩耗試験 酸化に ケー 生成の質量増加
の影響を受け,質量変化 エロージョン摩耗の誤差 大 く こと 考え
.そこ , ー ー顕微鏡に 直接的に 次元摩耗量を測定し ,質
量測定に比較し 誤差の少 い最大摩耗深さの測定技術を確立す .
(3) 高温エロージョン摩耗に及ぼす酸化の影響
本実験 Erosion-Oxidation Map 推定す と衝突速度 速く, 粒径 大
いた ,エロージョン支配領域に入 と考え ,加熱 30 分-粒子衝突 0.
5分の繰 返し あ た に,加熱時の ケー の生成 無視 い.
そこ 加熱-粒子衝突のサイク 数を変えた試験を行い酸化と摩耗の進行状況を
詳細に観察す こと 酸化の影響を明 にす .
(4)高クロム鋳鉄の高温エロージョン摩耗特性
球形粒子を用いた各種 合金の高温エロージョン摩耗試験を実施し その角度
依存性と摩耗形態,エロージョン摩耗量(耐摩耗性)を調査す .エロージョン摩
耗に ぼす基材の影響に関し ,硬さ支配,延性支配,硬さ+延性支配 言
わ い ,影 響を 明確にす た , 高ク ロム鋳鉄(Fe-C-Cr 系 ,Fe-C-Cr-Ni 系),オー テナイト テン SUS310S,フ ライト テン SUS430,耐
熱鋳鋼,Co基合金のエロージョン摩耗量と高温硬さ,炭化物組成 び量の関
係を研究す .
(5) 高温エロージョン摩耗に 組織変化と高温エロージョン摩耗特性
高温エロージョン摩耗に 被試験材の表面 著しい 断変形を受け
詳細に研究さ た報告 無い.高温エロージョン 摩耗試験後の室温の組織を詳
細に調査す こと 試験中の組織 変化を推測し組織変化 エロージョン 摩耗特
9 (6) 総論(実機 の適用)
総括とし 本研究の成果と今後の課題を と , バイオマ 発電の流動層ノ
に高クロム鋳鉄を適用し耐エロージョン摩耗性を評価す .
参考文献
1) 中森正治監修,ボイラ燃焼 に 高温腐食事例とその対策,テクノ
テム(2012.8)196-204.
2) 伊藤一芳:産業機械721(2010)32.
3) 寺澤良則,白幡竹彦,大谷浩,内藤廣一,横式龍夫,荒川義久: 菱重工技
報41(2004)242.
4) 橋本健二:粉体工学会誌19(1982)726. 5) I. M. Hutchings:ASTM STP664(1979)59.
6) R. Brown, E. J. Jun, J. W. Edington:Wear70(1981)347. 7) G. P. Tilly:Wear14(1969)6.
8) G. P. Tilly:Wear23(1973)291.
9) G. L. Sheldon and I. FINNIE:Trans. ASME88(1966)393. 10) R. E. Winter and I. M. Hutchings:Wear34(1975)141. 11) I. Finnie:Wear19(1972)81.
12) I. Finnie, J. Wolak and Y. Kabil:J. Materials2(1967)682.
13) G. L. Sheldon:J. Eng. Mater. Tech., Trans. ASME99(1977)133. 14) G. P. Tilly:Wear23(1973)291.
15) E. Rabinowicz, L.A.Dunn and P.G.Russell:Wear4(1961)345. 16) J. G. A. Bitter:Wear6(1963)169.
17) K. Shimizu, T. Noguchi:Wear 176(1994)255. 18) 清水一道: 海道大学大学院博士論文(2001) .
19) W.H. Jennings, W.J. Head, C.R. Manning Jr.:Wear40(1976)93. 20) W.J. Head, L.D. Lineback, C.R. Manning:Wear23(1973)291.
21) A. K. Cousens and I. M. Hutchings:Proc. 6th Int. Conf. on Erosion by Liquid and Solid Impact(1983)41-1.
10 23) G. Sundararajan:Tribol. Int.30(1997)339. 24) 納富啓: あ36(1997)697.
25) M. M. Stack, F. H. Stott, and G. C. Wood:Materials Science and Technology 7(1991)1128.
26) M. M. Stack:Wear162-164(1993)706. 27) A. V. Levy:Wear108(1986)43.
28) Y. Shida, H. Fujikawa:Wear103(1985)281.
29) K. Shimizu, Y. Xinba, M. Ishida and T. Kato: Wear271(2011)1349. 30) K. Shimizu, Y. Xinba and S. Araya: Wear 271 (2011) 1357.
31) K. Shimizu, T. Naruse, Y. Xinba, K. Kimura, K. Minami and H. Matsumoto:Wear267(2009)104.
32) 清水一道,生野佑輔,野 幹夫:大分高専学校紀要39(2003)51.
33) K. Kusumoto,K. Shimizu,X. Yaer,H. Hara,K. Tamura,H. Kawai:Material Design88(2015)366.
34) K. Yamamoto,K. Shimizu,S. Kiguchi,K. Kusumoto:AFC-12(2013)Taipei. 35) 納富啓,鍵本良実,武田恭之: 菱重工技報31(1994)353.
36) 園家啓嗣, 中 正信, 石田和義, 深見昴平:溶射48(2011)5. 37) M.M. Stack, D. Peña:Wear 251(2001)1433.
38) 林慎之,納富啓:CAMP-ISIJ13(2000)265.
11
12
13
14
15
16
第二章 高クロム鋳鉄の合金組成と組織調査
2. 1 緒言
高クロム鋳鉄 ,12~30mass%(以降%)Crと1~3%Cの添加に ,鋳造の
高硬度 M7C3共晶炭化物を有し ,用途に応 熱処理に 二次炭
化物を析出さ た 基地組織を制御した し 硬さや 性を制御 こと
,耐エロージョン摩耗材料とし 室温 広く使用さ い ,1章 述
べた う 高温 の使用例 少 い.
本章 ,Cr 量,C 量及び Ni 量を変化さ とと に,合金元素 N,Mo,
W,を添加した高クロム鋳鉄を溶製し ,組織観察,抽出残渣分析,Thermo-Calc
計算,高温に け 機械試験を行 ,共晶組成と炭化物の組成と 量,高温硬
さに及ぼす合金元素の影響を調査した.高温に け 機械試験 温度 エロージ
ョン試験と同 1173K あ .
2. 2 実験方法 2. 2. 1 供試材
Fe-C-Cr系 Cr量を変化さ , Cを3%一定とし , Crを12%,17%,22%, 27%添加した4種類,Fe-C-Cr-Ni系 Crを27%, Niを3%とし Cを1.4%, 2.0%,3.0%,添加した3種類, Cを変化さ Cr量/C量比(以 Cr/Cとす )
を変化さ た.さ に3C-27Cr鋳鉄にNiを5%添加した. たFe--C-Cr-Ni-X系 ,1.4C-27Cr-3Niをベー としNを0.2%,0.5%添加,Moを2%添加,Wを2%
添加した4種類の合計12種類の高クロム鋳鉄を試作した.以後,供試材の 称
をFe-C-Cr系 3C-12Cr鋳鉄,3C-17Cr 鋳鉄,3C-22Cr鋳鉄,3C-27Cr 鋳鉄と称 す .Fe-C-Cr-Ni系 1.4C-27Cr-3Ni鋳鉄,2C-27Cr-3Ni鋳鉄,3C-27Cr-3Ni鋳鉄, 3C-27Cr-5Ni 鋳鉄,さ に N,Mo,W を添加した,1.4C-27Cr-3Ni-0.2N 鋳鉄, 1.4C-27Cr-3Ni-0.5N鋳鉄,1.4C-27Cr-3Ni-2W 鋳鉄,1.4C-27Cr-3Ni-2Mo 鋳鉄と呼
称す .化学成分及びCr/CをTable2. 1(a), (b)に示す.目的の成分に調合した15kg
の材料を高周波誘 炉に 溶解し ,予備加熱し いた取鍋に 1823K 出湯
17 2. 2. 2 組織観察
高クロム鋳鉄の組織観察に ク ン酸-塩酸-ア コー 溶液(ビ ラ試薬)を
用い 腐食し,光学顕微鏡及び走査型電子顕微鏡(SEM)に 観察を行 た.
2. 2. 3 高温に け 機械試験 2. 2. 3. 1 高温引張試験
高温引張試験 試験片平行部に熱電対を取付け昇温時間30分 1173K 昇
温し,15分保持した後 0.2%歪 引張速度 1mm/min.その後 2mm/min. 各 2
本試験を行 た.
2. 2. 3. 2 高温 ャ ー衝撃試験
500J ャ ー衝撃試験機を用い ,試験片10mm角ェ55mm(2mmVノッチ)
を昇温速度40-50分 昇温後10分保持し各3本試験を行 た.
2. 2. 3. 3 高温ビッ ー 硬さ試験
高温硬さ試験に 高温ビッ ー 硬度計 1
)
を用いた.5ェ5ェ10mm に加工し た試験片を鏡面研磨し試験に供した.試験 4ェ10-3Pa以 の真空中 1173K
試験片及び圧子を加熱し5分間保持した後,荷重9.8N,負荷時間30秒 5点
測定しその平均値を高温ビッ ー 硬さとした. 次章以降 述べ 高温エロー
ジョン試験温度に合わ 測定温度を1173Kとした.
2. 2. 4 抽出残渣分析
炭化物量の変化を調査す た ,抽出残渣法に 炭化物を分析した.抽出
残渣法 ,10%ア チ ア トン-1%テトラ チ アン ウムクロライ を添
加した タノー 電解液 電解抽出した後,フ タ径0.2μm 過し,残渣
を酸溶解した後に高周波誘 結合プラ マ(ICP)発光分析法 元素分析した.
た,Fe-C-Cr 鋳鉄 X 線回折装置(XRD)を用い 抽出残渣分析の同定を行 た. X線回折 ,Cr 管球を用い,30kV-100mA の条件 2θを 10~105deg.の範
行 た.残渣の付着したフ タを試料台に取 付けた直径20mmのX 線ビー
ムを照射し,回折チャート 得 た回折 ークを基に同定を行 た.
元素分析結果と炭化物同定結果 炭化物量,固溶 C,Cr 量を算出した.す
わち,添加Cr量 残渣のICP分析のCr分析値を引くと基地の固溶Cr量
求 . た,炭化物組成 1種類(たとえ M7C3) あ のに い Feと
18 た.
2. 2. 5 Thermo-Calcに 組織計算
統合型熱力学計算 テムThermo-Calc2) (Ver. 2016a:Thermodynamic Database TCFE7) 各供試材の化学成分に け 相平衡計算を行い基地の固溶C量,Cr量
及び共晶炭化物量を計算した. ,C 固相中 の拡散 速いた 平衡状態に
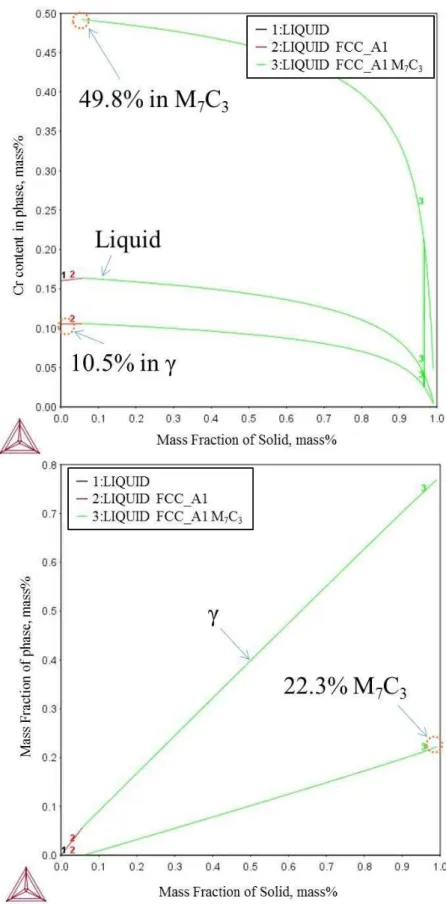
遉しやすいの 相平衡計算 共晶凝固完了時のγ相中の固溶 C 量を求 た.
一例をFig. 2. 2に示す.
次に,Cr 固相中 拡散しにくいた 3) Scheilの式 計算した晶出開始時点
のγ相中の固溶Cr量を求 ,炭化物中のCr,Fe,C量に い 晶出開始時
の組成を求 た. た,固相率 99%を凝固完了とし 炭化物量を求 た.一例
をFig. 2. 3に示す.
2. 3. 実験結果
2. 3. 1 組織観察結果
供試材の光学顕微鏡写真をFig. 2. 4の(a)~(c)に示す.Fig. 2. 4 (a) Fe-C-Cr系
3%C 一定 Cr 量を変えた鋳鉄の組織 あ ,い 共晶炭化物 認
Cr 量の増加と共に共晶量 増加し ,3C-12Cr 鋳鉄~3C-22Cr 鋳鉄 亜共晶,
3C-27Cr鋳鉄 ぼ共晶組成と いた.基地組織 3C-12Cr鋳鉄 パーライ
ト,3C-17Cr鋳鉄 パーライト マ テンサイト,3C-22Cr 鋳鉄,3C-27Cr 鋳鉄 マ テンサイト及び残留オー テナイト あ た.Fig. 2. 4 (b) Fe-C-Cr-Ni
系 Cr 量を 27%とし C 量,Ni量を変えた組織 あ ,マ テンサイト及び
残留オー テナイトと共晶炭化物と いた.1.4C,2C,3CとC量 増加す
, た,3C-27Cr-Ni鋳鉄 Ni量の増加に 共晶炭化物 増加し い た. ,3C-27Cr-3Ni 鋳鉄 ぼ共晶組成,3C-27Cr-5Ni 鋳鉄 粗大 初晶 M7C3 過共晶組織と いた.Fig. 2. 4 (c) 1.4C-27Cr-3Ni鋳鉄をベー
にMo,Wを添加した組織 あ 基本的にベー 材と同 組織 あ た.N
を0.5%添加した鋳鉄 他と 異 共析組織 た.そのSEM像をFig.
2. 5に示す.1.4C-27Cr-3Ni-0.5N鋳鉄 鋳造の パーライトの様 層状組
織 た ,この組織 マ テンサイト 残留オー テナイト基地と Cr2N
のラ ラ組織と考え 3
,4)
19 2. 3. 3 高温に け 機械試験結果
2. 3. 3. 1 高温引張試験結果
1173K高温引張試験の試験結果をTable2. 2に示す.3C-27Cr鋳鉄 最 高温強
度 高く,SUS310S 延性 最 高く,1.4C-27Cr-3Ni鋳鉄 高温強度と延性バ
ラン に優 た特性を示した.
2. 3. 3. 2 高温 ャ ー衝撃試験結果
1173K高温 ャ ー衝撃試験結果をTable2. 3に示す.SUS310S 最 高く, 1.4C-27Cr-3Ni鋳鉄 3C-27Cr鋳鉄 高い値を示した.
2. 3. 3. 3 高温ビッ ー 硬さ試験結果
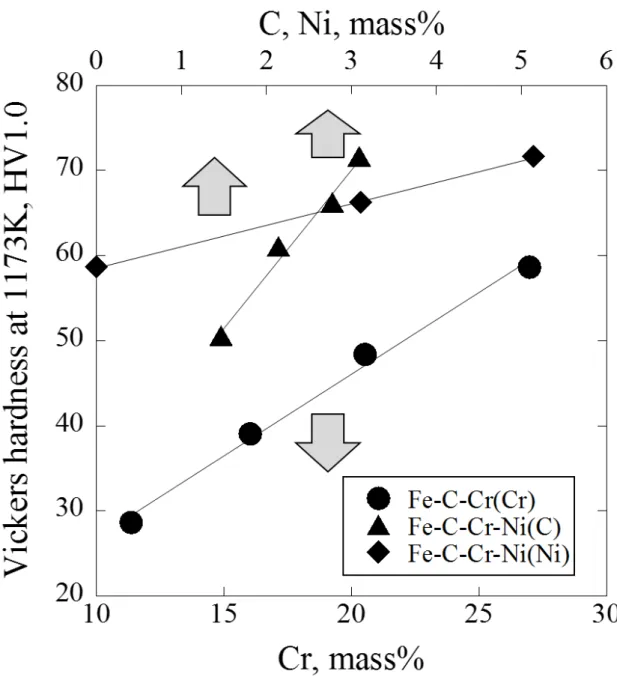
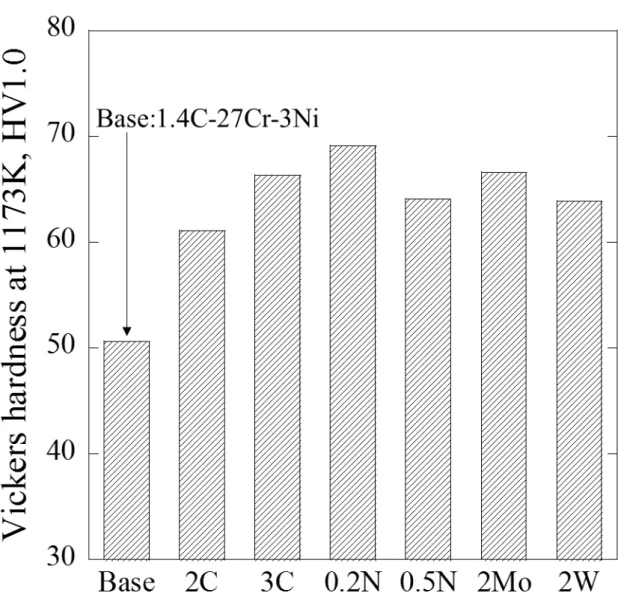
1173Kのビッ ー 硬さ測定結果をFig. 2. 6,2. 7に示す.Fig. 2. 6に示す う
にCr,C量 増加す と硬さ 昇し, たNi量の増加 硬さの 昇
た . た ,Fig. 2. 7 に 示 す う に C,N,Mo,W 添 加 に ベ ー 材 の 1.4C-27Cr-3Ni鋳鉄に対し 硬さ 昇し いた.
2. 3. 3 抽出残渣分析結果
抽出残渣のXRD同定結果,成分分析結果,及び基地の固溶C量,固溶Cr量,
Cr/C比をTable2. 4に示す.3C-12Cr鋳鉄の炭化物 M7C3とM3C あ た , 3C-17Cr鋳鉄と3C-27Cr鋳鉄 M7C3 あ た.
残渣のCr量 添加Cr量とと に増加し3C-27Cr鋳鉄 11.30%と最大と , 3C-17Crと3C-27Cr Fe量 逆に添加Cr量 増加す と減少した.炭化物組
成と固溶C量に関し 考察 詳述す .
2. 3. 4 Thermo-Calcに 計算結果
Thermo-Calcに 共晶量,基地固溶C,Cr量,炭化物量計算結果をTable2. 5
に示す.3C-12Cr鋳鉄の炭化物 抽出残渣のXRDと同 くM7C3とM3C あ た.1.4C-27Cr-3Ni-2W鋳鉄 M7C3の他にM23C6 た.その他の材料の
炭化物 全 M7C3 あ た.
CとCr量の増加 共晶量,炭化物量 増加し 組織観察,抽出残渣分析
結果と定性的に一致し い .た し ,計算結果 過共晶と た 3C-22Cr
鋳鉄 組織観察 亜共晶 あ た.
20
い .Cr/C 5の場合,炭化物のCr/Fe 約1.0 あ ,Cr/C 18に と
Ce/Fe 約2.8 増加し い . た,Niを添加す とCr/Fe わ に増加
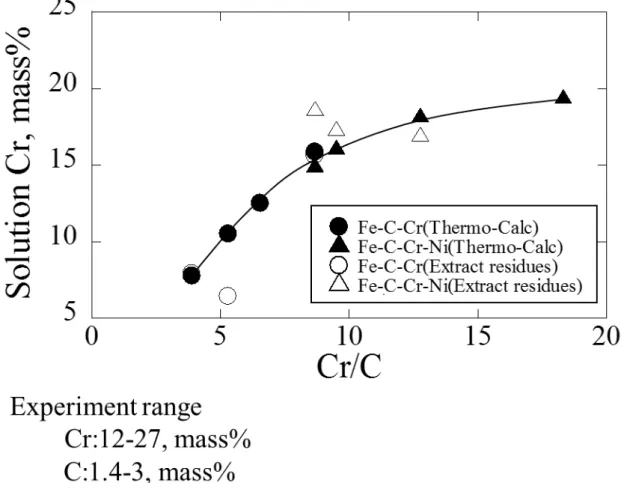
した.基地中の固溶Cr量に ぼすCr/Cの影響を抽出残渣とと にFig. 2. 9に 示す.Cr/Cの増加(Cr量の増加,C量の減少)に 固溶Cr量 増加し い .
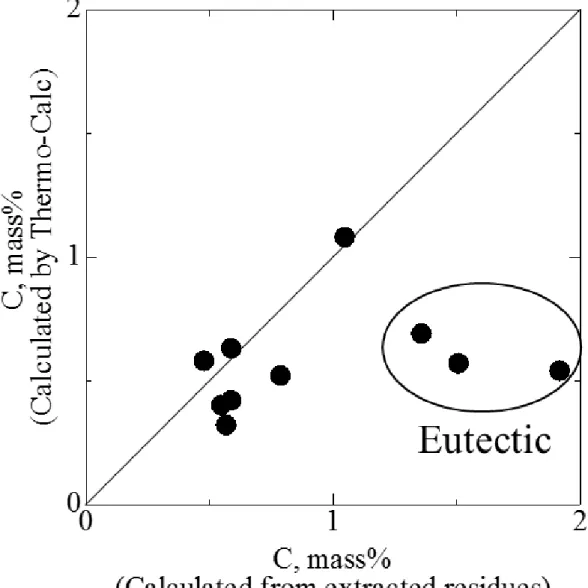
抽出残渣 計算した固溶C量とThermo-Calc 計算に 固溶C 量との比較
をFig. 2. 10に示す.同様に固溶Cr量の比較をFig. 2.11に炭化物量の比較をFig. 2. 12に示す.固溶Cr量,炭化物量に い Thermo-Calcの計算値 抽出残渣
の分析値と比較的一致し いた ,固溶 C 量に い ,共晶及び過共晶試験
片 の実験誤差 大 く いた.
2. 4 考察
2. 4. 1 共晶組成
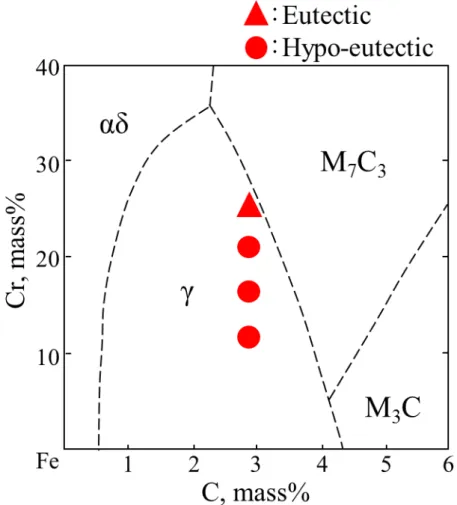
Fig. 2. 13に示すJacksonのFe-C-Cr 元系オー テナイト液相面状態図5)
Cr 量 増加す と共晶線に近 く.3C-27Cr 鋳鉄 状態図 亜共晶 あ
,実際の組織 ぼ共晶と いた. た ,Thermo-Calc 計 算結果
3C-22Cr鋳鉄 過共晶と いた ,実際の組織 亜共晶 あ ,今回の組織
観察結果と照 し合わ とFe-C-Cr 元系の共晶線 Jackson図 側(低
C側) Thermo-Calc 右側(高C側)と いた.
た,Ni添加に 凝固時のオー テナイト の分配係数 kCr 小さく ,
Cr 凝 固 中 に 融 液 濃 化 す 6)こ と 共 晶 線 低 C 側 移 動 す た , 3C-27Cr-5Ni鋳鉄 過共晶 あ た.
2. 4. 2 炭化物組成
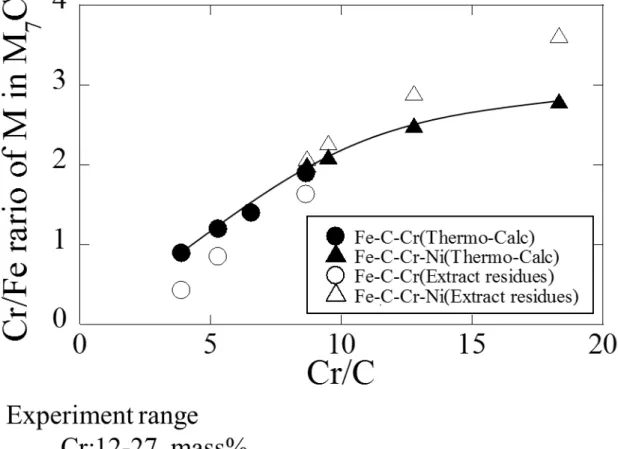
Fig. 2. 8に示す うにM7C3中のCr量 Cr量 増加す と増加し,C量 増
加す と減少し いた.Ni 添加の影響 大 く い ,Ni 添加に M7C3に
対す Cr の分配係数 増大す た 7
)
Cr/Fe 大 く たと考え .こ
の研究 硬さに優 の理由 高クロム鋳鉄の Cr/C 6~10 の
範 の研究 8),10 を超え 研究 と あた い.本研究に
い Cr 量12~27%を研究対象とし Cr/C 4~18という広い範 M7C3の M 中のCr/Fe Cr/Cと相関す ことを見出した.
21
高温硬さ Fig. 2. 6に示 うにC,Cr量の増加に伴い 昇し い ,その
理由とし オー テナイト基地の固溶強化 , 炭化物量の増加, あ
.さ に Cr 量の増加に M7C3中の Cr/Fe の増大 考え 9
)
. た,
1.4C-27Cr-3Ni 鋳鉄に Mo,W を添加す こと 高温硬さ 昇したの 主に基
地を固溶強化したた と考え . た,N 固溶強化とCr2Nラ ラ析出強
化 あ .Ni添加に 硬さ 昇したの ,共晶線 低C側に移動す
た ,炭化物量 増加したた と考え .
2. 4. 4 固溶C量
共晶の3C-27Cr鋳鉄及び過共晶の3C-27Cr-5Ni鋳鉄の試験片を用い 抽出残渣
の3回の繰返し分析を行 たとこ ,Crの分析値 3C-27Cr鋳鉄 約30%,
3C-27Cr-5Ni鋳鉄 約37%の誤差 あ た.共晶及び過共晶鋳鉄 炭化物 抽
出試験片 溶け落ち難く,炭化物量を少 く分析す ことに 誤差 大
く たと考え .この分析誤差 Fig. 2. 10に示す うに共晶と過共晶試
験片 大 く認 ,この3点を除外す と抽出残渣 求 た固溶C量と
Thermo-Calcの固溶C量 一致し た.
2. 5 結言
本章 ,代表的 耐エロージョン摩耗材料 あ 高クロム鋳鉄に着目し 組
織観察,抽出残渣分析,Thermo-Calc計算,高温硬さ測定を行い,共晶組成と炭
化物組成と量,高温硬さに及ぼす合金元素の影響を調査した.
1) 共晶組成と C,Cr量 3C-27Cr 鋳鉄 あ .Jacksonの状態図 少し
低C側 あ ,Ni添加 共晶線 さ に低C側に移行し いた.
2) Cr/C 増加す とM7C3中のCr/Fe 増加す ,Ni添加に 少し増加
した.炭化物中のCr/FeとCr/Cの関係 Cr/C 4~18という広範 認 た.
3) C,Cr量 増加す とオー テナイト基地の固溶強化,炭化物量の増加に
22
高温硬さ 昇す と考え . た,Ni添加に 炭化物量 増加
し高温硬さ 昇した.さ に N,Mo,W 高温硬さを高 効果 認
た.
4) C/Cr比 約18と大 い1.4C-27Cr-3Ni鋳鉄 ,高温強度と延性バラン に優
た特性を示した.
参考文献
1) NSST高温硬さ試験装置 タロ .
2) B. Sundman,B. Jansson and J. O. Anderson:CALPHAD,9(1985)153.
3) 古賀紀光,福山道紀,中田信生,土山聡宏,高木節雄:鉄と鋼100(2014)1165. 4) 菊池實:熱処理36(1996)197.
5) R. S. Jackson:J.Iron Steel Inst.208(1970)163.
6) Y. Ono,N. Murai and K. Ogi:ISIJ internarional32(1992)1150.
7) 山本郁,牟田 遉也,橋本光夫,笹栗信也,松原安宏:鋳造工学70(2007)726. 8) 桑野正司,大城桂作,松田公扶:鋳物55(1993)558.
23
Table2. 1 (a) Chemical composition of Cr-C Iron
24
25
26
Fig. 2. 3 Cr content of γ-phase and M7C3, Carbide volume fraction in
27
F
ig
. 2. 4
28
F
ig
. 2. 4
(b)
Optic
al m
icr
og
ra
phs of
F
e-C
-Cr
-Ni
c
ast i
29
F
ig
. 2. 4
30
31
32
33
34
35
T
able2. 4
R
esult
of
ex
tra
cti
on re
sidue
ana
ly
sis
36
37
38
39
40
41
42
43
第
章
高クロム鋳鉄の高温エロージョン摩耗
44
第 章 高クロム鋳鉄の高温エロージョン摩耗特性及び摩耗量評価方法
3. 1 緒言
本研究に け 高温エロージョン摩耗試験 清水 高温エロージョン摩耗
を研究す た に開発した実験装置と実験方法 あ .す わち90分の予備加
熱後に球状ア ナ粒子を加熱30 分-粒子衝突0.5分の繰 返しを 10 サイク
実験した後,エロージョン摩耗重量を測定し い .
従来のエロージョン摩耗測定方法 試験材の重量減少量を投射材の総重量
除した値を損傷速度(Erosion Rate)とし 評価す の 一般的 あ 1-4). た,
材料の比重 異 場合重量 肉厚の減少 問題と た 摩耗体積とし
評価し い 研究 見 5).た し重量減少量を合金の比重 割 求
結局のとこ 重量測定 あ .酸化を伴わ い室温の エロージョン試験
重量減少量に 評価 十分 あ ,本研究の うに高温環境 摩
耗減少の に材料 酸化し 酸化増量を 伴う.こ エロージョン試験と
同一条件 加熱し 酸化増量を求 ,重量減少量にこの酸化増量を足し ,
酸化の影響を除い いた.
,重量測定に エロージョン摩耗の評価方法
( ) 重量減少量:(試験前の重量) - (エロージョン試験後の重量)
( ) 酸化増量:(エロージョン試験と同一加熱条件 加熱した試験片重量)
- (試験前の重量)
( ) エロージョン重量:(重量減少) + (酸化増量) ( ) 損傷速度:(エロージョン重量) / (投射材の総重量)
に 行わ いた.
た,エ ー関連用途の配管 摩耗に 一部 損失し し う
と交換 必要 あ た ,最大摩耗深さに 材料 命を評価し い .6-8)
表面形状測定器とし 摩耗形状を測定す 場合,3次元粗さ測定器の う 触
針を接触さ 形状を測定す 接触式の測定方法 触針の 端 R 小さ
検出 い. た,一般的 表面粗さ計 高低差の大 形状の
測定に向 ,触針の摩耗,被試験面に傷 付く の問題 あ .
45
. ー 顕微鏡 拡大像の 次元 ジタ ータの出力と共に表面粗さ,形
状測定 同時に行え . た,光源に ー 光を用い こと 測定対象物の正
確 焦点位置を検出し,高さ方向に キャ ン す ことに 光学顕微鏡に
比べ ,コントラ トの良い画像 試料全面に焦点のあ た状態 観察 .
さ に非接触 あ こと 前述した接触に 問題点を除外 . 視野範
狭いという 点 あ ,自動 テージに 画像連結機能を用い 事
広い視野を測定す こと 可能 あ .
本章 ,摩耗量の測定技術向 のた ー 顕微鏡に 新しい測定方法
を検討した.
3. 2 実験方法 3. 2. 1 供試材
供試材 2章の3C-12Cr鋳鉄~3C-27Cr鋳鉄の鋳放し材 び熱処理材の8種 類 び1.4C-27Cr-3Ni鋳鉄を試験に用いた.熱処理材 1323K 2時間保持後
室温 空冷し,続い 723K 2時間保持した後室温 炉冷の熱処理を施し
た.以 鋳造の をAs Cast,熱処理材をHTと略称す . 3. 2. 2 高温エロージョン摩耗試験
高温エロージョン摩耗試験機の概略図をFig. 3. 1に示す.高温のエロージョン
摩耗試験 ,試験片温度1173K,粒子の衝突角度を30deg. 行 た.試験片寸法
50ェ50ェ10mmの平板とし,試験面を表面粗さRa0.2以 に研削加工をした後,
エタノー 超音波洗浄し試験前の重量を測定した.直径約1mmのア ナ粒
子(1160HV)を1073Kに加熱し,800gを10回に分け,773Kに加熱した圧縮空気 に 30m/s の速度 合計 8000gの粒子を試験面に衝突さ た.800g のア
ナ粒子を 1 回投射した後, た,試験片温度を 1173K,ア ナ粒子を 1073K
に加熱す のに30分を要した.した ,試験片の加熱開始 昇温 の
時間1時間30分と合わ ,10サイク の終了 に 約6時間を要した.試験
条件をTable3. 1に示す. た,摩耗試験サイク パターンをFig. 3. 2に示す.
試験後,炉の扉を開 室温 放冷さ た試験片の重量を測定した. 緒言 4
示した評価方法の(1)試験前後の重量減少量を摩耗量とした. た,再現性を
46
n=3の再現性実験を行 た.
3. 2. 3 ー 顕微鏡測定
摩耗試験後の試験片を X-Y電動 テージに固定した後,摩耗領域 収
う試験片位置,走査視野数,Z方向高さ設定を行い自動連結測定した.連続測定
さ た画像,光量,3次元位置情報 ソフトウ アに 自動連結さ .
ここ ,画像連結ソフトの自動連結 400 視野 の制限 あ た 広範
の測定 396視野(36列×11行=44.6×9.9mm)自動連結を3回に分け 測定を行い,
各連結画像の 1 行分を重 合わ 手動連結す こと 摩耗領域全体を組 合
わ た.装置仕様をTable 3 .2に測定要領をFig. 3. 3に示す.
3. 3 実験結果
3. 3. 1 ー 顕微鏡測定に 表面観察
1.4C-27Cr-3Ni 鋳鉄 As Cast を用いた再現性試験の ー 顕微鏡に 摩耗表
面外観写真と等高線図をFig. 3. 4に示す うに,バラツキ 比較的少 い.
3. 3. 2 摩耗量測定
1.4C-27Cr-3Ni鋳鉄を用いた再現性試験の の断面プロフ イ をFig. 3. 5
に示す.図 最大深さを縦断したプロフ イ あ .従来の重量測定結果と
ー 顕 微 鏡 測 定 に 摩 耗 体 積 量 , 摩 耗 断 面 積 , 最 大 摩 耗 深 さ 測 定 結 果 を
Table3. 3 に示す.本実験に け 摩耗深さのバラツキ 15%程度 あ , ー
測定方法の中 最 バラ 小さい.
3C-12Cr 鋳 鉄~3C-27Cr 鋳 鉄 As Cast び 熱 処 理 材 の 8 種 類 , 及 び 1.4C-27Cr-3Ni鋳鉄As Castの重量測定結果と体積の測定結果の相関をFig. 3. 6に
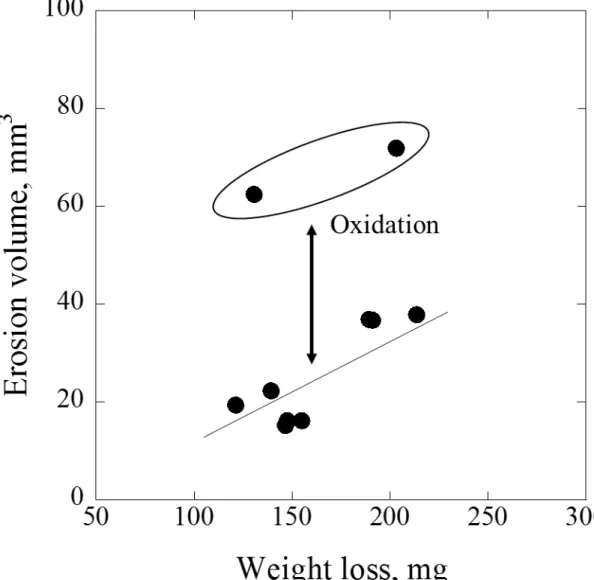
示す.重量測定結果と体積測定結果に相関 認 , 酸化増量 大 い
場合の重量減少法 ー 測定法の結果 外 い .
次に,4章 述べ SUS310Sの 3 サイク 試験の ー 測定断面プロフ イ をFig. 3. 7に示す.SUS310Sの う 高延性材 塑性変形 大 いた
大 く体積,断面積 把握 い い.
3.4 考察
47
次章 詳細を述べ うに 3C-12Cr 鋳鉄 摩耗面の酸化 多く,エロージ
ョン重量に 損傷速度評価 測定誤差 大 く く .さ に, ケー
Fe2O3組成の外層と Fe3O4の内層 成 い (4 章の P60 参照),外層
く離し易く損傷速度の測定誤差 大 く い と考え .
3.4.2 ー 顕微鏡法
Fig. 3. 8 に ー 顕 微 鏡 の 最 大 深 さ と 摩 耗 体 積 の 関 係 を 示 す . 体 積 3C-12Cr鋳鉄の摩耗量 SUS310S(4章供試材) 大 く い の 深さ
差 認 い.エロージョン損傷 1 章 述べた うに板厚あ い
管厚の減少 最 問題と , この うに 摩耗形態の異 材料を体積 評
価す と誤 ことに の ,最大摩耗深さ 摩耗の評価に適し い と判断
さ .
3.5 結言
本章 ,摩耗量の測定技術向 のた ー 顕微鏡に 新しい測定方法
を研究した.
た,高温エロージョン試験に け 摩耗量のバラツキ 約15%程度 あ ,
測定方法に い 比較す と最大深さ測定のバラ 少 い.
1) 1173Kと言 た高温 のエロージョン試験 ,従来の重量測定に 損傷
速度(Erosion Rate) 酸化の影響を受け ,測定誤差 大 く ことを確認 した.
2) 重量測定法に代わ ー 顕微鏡に 摩耗 量の定量化を非接触 高精度
に測定す こと た.摩耗量 摩耗体積と摩耗断面積,最大摩耗深さ
算出 ,体積,断面積法 塑性変形を把握 く,最大摩耗深さ
に 評価 適し い .
3) た, ー 顕微鏡に 測定 摩耗量を等高線図 表すこと 視覚的に
美しく,直感的に摩耗を捉え こと ことを考え と,重要 計測情
48
参考文献
1) A. V. Levy:Wear68(1981)269.
2) K. Shimizu, Y. Xinba, M. Ishida and T. Kato:Wear271 (2011) 1349. 3) Neilson.J.H. and Gilchrist A.:Wear11(1968)111.
4) W. J. Head, L. D. Lineback, C. R. Manning:Wear23(1973)291. 5) W.J. Head, M.E. Harr:Wear15(1970)1.
6) 園家啓嗣,中 正信,石田和義,深見昴平:溶射48 (2011) 5.
7) 冨 士 川 尚 男 , 志 田 善 明 : 日 本 金 属 学 会 ン ポ ジ ウ ム 講 演 予 稿 一 般 講 演 概 要 (1981 11月)201.
49
50
51
52
53
54
55
56
57
58
59
60
第四章
高温エロージョン摩耗挙動に及ぼす
61
第四章 高温エロージョン摩耗挙動に及ぼす酸化の影響
4. 1 緒言
本研究に け 高温エロージョン摩耗試験 ,Fig.4. 1に示すErosion-Oxidation Map1,2)
推定す とア ナ粒子の衝突速度 速く,粒径 大 いた ,エ
ロージョン支配領域に入 と考え ,10 サイク 実験後の測定 あ た
に,加熱時の ケー の生成と摩耗挙動 明 と い い.
そこ ,3%C高クロム鋳鉄のCr量を変化さ 本実験条件に い 酸化の影響
実用 無視 固溶Cr量を求 た. た,酸化しやすい3C-12Cr鋳鉄と酸
化し難いオー テナイト テン 鋼SUS310Sを主に用い ,加熱-粒子衝突の
サイク 数を変えた試験を行い酸化と摩耗の進行状況を観察 し エロージョン
摩耗に及ぼす酸化の影響を明 にした.
4. 2 実験方法 4. 2. 1 供試材
2章 述べた鋳造法に 作製した3C-12Cr鋳鉄,3C-17Cr鋳鉄,3C-22Cr 鋳
鉄,3C-27Cr鋳鉄,1.4C-27C-3Ni鋳鉄,及び市販の圧延材SUS310S,SUS430を 用いた.SUS310S 及び SUS430 の化学成分を Table4. 1 に示す. た,3C-12Cr 鋳鉄,3C-17Cr鋳鉄,3C-22Cr鋳鉄,3C-27Cr鋳鉄の4 種 鋳放し材(As Castと
称す)の他熱処理材(HTと称す) 試験に用いた.熱処理方法 1323Kに加熱し
2時間保持後室温 空冷し,続い 723K 2時間保持した後室温 炉冷の
熱処理を施した.
4. 2. 2 高温エロージョン摩耗サイク 試験方法
酸化と摩耗の進行状況を調査す た 加熱-粒子衝突のサイク 数を変えた試
験を行 た.サイク 試験パターンをFig. 4. 2に示す.試験要領 ,3章Fig. 3. 2
に示した うに繰 返し10 サイク 行う試験に対し,1,2,3 サイク 試験
を止 摩耗面の観察,摩耗重量測定,摩耗最大深さ, 及び摩耗断面の組織の
観察に 酸化と摩耗の進行を調査した.3C-12Cr鋳鉄及びSUS310S 1,2,3, 10サイク ,3C-17Cr鋳鉄,3C-27Cr鋳鉄 3,10サイク の試験を行 た.
62
サイク ア ナ粒子衝突後に装置内 放冷した試験片と,30 分の再加熱後
にア ナ粒子を射出 に 773K に加熱した圧縮空気の を吹 付け こと
摩耗の無い1サイク の酸化状態を再現した.圧縮空気を30秒吹 付けた後
通常試験の終了時と同様に炉内 放冷した.
3C-22Cr鋳鉄,1.4C-27C-3Ni鋳鉄,SUS430に い 10サイク の 試験を
行 た.
4. 2. 3 ケー 厚さ測定
サイク 試験後の試験片の摩耗面の ケー 膜厚を断面 光学顕微鏡に 測
定した.測定部位 試験片端のア ナ 粒子の衝突し い位置 測定した.
た,1,2 サイク に い 最大摩耗深さ近傍の再加熱前後の ケー 厚さ
測定した.
4. 2. 4 XRD ケー 同定
サイク 試験終了後の試験片表面のXRD分析を行 た.X線源とし Co管
球を用い,30kV-100mA, ポット径約20mmの条件 走査領域2θ,10~105deg.
の範 得 た回折 ーク 同定を行 た.
4. 2. 5 SEM-EDX観察( ケー 組成)
3C-12Cr鋳鉄の1サイク 試験後摩耗断面の ケー 組成をSEM-EDX,加速
電圧15kV 観察した.
4. 3 実験結果
4. 3. 1 高温エロージョン摩耗試験結果
3C-12Cr鋳鉄,3C-17Cr鋳鉄,3C-22Cr鋳鉄,3C-27Cr鋳鉄As Cast及びHTの
摩耗表面外観写真と等高線図をFig. 4. 3及びFig. 4. 4に示す.Fig. 4. 5及びFig. 4.
6に断面プロフ イ を示す.
等高線図及び断面プロフ イ た摩耗面を比較す と,Cr 増加す に
伴 摩耗量 減少し い .
た,Fig. 4. 7にCr量と ー 顕微鏡 測定した摩耗深さの関係を示す , Cr量 増加す に伴 摩耗量 減少し い .
4. 3. 2 高温エロージョン摩耗サイク 試験結果
63
マイナ と の ,酸化に 試験片重量 増加したということ あ .
3C-12Cr鋳鉄 最初マイナ と重量増加 た後,直線的に摩耗減少量 増
加し い .SUS310S 2サイク 目 ぼゼロ 3 サイク 目 摩耗
減少量 双曲線的に増加し い .3サイク 試験を行 た3C-17Cr鋳鉄 最初
マイナ 直線的に増加し い う あ ,3C-27Cr 鋳鉄 SUS310S に近
い放物線的 摩耗曲線を示し い う あ .
サイク 毎の摩耗表面の外観写真をFig. 4. 9, ー 顕微鏡等高線図をFig. 4. 10に, た断面プロフ イ をFig. 4. 11及び4. 12に示す.サイク を繰 返
すと次第に ップ マーク 鮮明に 変形 大 く .3C-12Cr鋳鉄 1サ
イク 既に 形状と い ,広い面積 摩耗 進行し い .SUS310S
1サイク ップ マーク ッキ と現 塑性変形 大 い 3C-12Cr
鋳鉄の様に 形状と ベー ライン ぼ一直線 あ ,3サイク
その傾向 変わ 塑性変形 大 い 摩耗 進行し い い.10 サイク
の等高線図を と 3C-12Cr 鋳鉄 視野を 出す程大 楕 状の摩耗痕
特徴的 ,こ 外観 ケー の く離に のと考え .
4. 3. 3 ケー 厚さ測定結果
サイク 試験 生成したア ナ粒子の衝突し い い ケー 断面の光学
顕微鏡写真をFig. 4. 13に示す. た,3C-12Cr鋳鉄の2サイク 後と再加熱後
の摩耗部 ケー 断面の光学顕微鏡写真を Fig. 4. 14 に示す. ケー 組成
4.3.4のXRD測定結果 述べ ,再加熱後に新たに生成した ケー Fe2O3
あ 色合いの違い 判断し 厚 を測定した.
サイク 試験の結果を サイク 数と ケー 厚さ及び最大摩耗深さ の関係を
Fig. 4. 15に示す.3C-12Cr鋳鉄の定常酸化部(非摩耗部) 1サイク 目 既に
約40μmの ケー 厚さ 観察さ ,10サイク の ケー 厚 少し増加した
け 約50μm あ た.Fig. 4. 16に示す うに高クロム鋳鉄の基地 固溶Cr
量 低く M7C3炭化物 優 酸化す 不均一酸化 あ ケー 厚
さ 基地の最大深さを測定した.Crを含有す M7C3 バ アと 酸化 停滞
し一定の深さ 進行しにくいと考え . こ に対し 摩耗部 再加
熱に 増加した ケー 厚さ ,1 サイク 目 約 4μm,2 サイク 約 7
64
と 判明した. ,試験後の冷却中に新たに生成した ケー 光学顕微鏡
観察さ たた ,試験後の酸化増量 無視 .
SUS310Sに い 1サイク 1μm以 あ 光学顕微鏡 測定 , 10サイク 約6μmと ケー 厚さ 薄 た.
ア ナ粒子衝突に ケー の変化を と,外層 ケー く離し
い ,内層 ケー 摩耗面に一部押し込 い .た し,生成した
ケー に対し 押し込 た ケー 少 く, 生成した ケー エロー
ジョン試験 と く離し い .
4. 3. 4 XRD測定結果
XRD測定結果をFig. 4. 17に示す.3C-12Cr鋳鉄及びSUS310Sと にFe3O4と Fe2O3 同定さ た.SUS310Sの Cr2O3の ーク Fe2O3の ークと重畳し 同
定 た. た,3C-12Cr鋳鉄に M7C3とαーFe ,SUS310Sに σ (FeCr)とγ-Fe 検出さ た.σ(FeCr) 表面 検出さ た 10サイク 試験後
内部に 検出さ た.摩耗面にAl2O3 検出さ た 衝突粒子 あ
ア ナ粒子 破 し 付着した物と考え .
4. 3. 5 SEM-EDX観察結果( ケー 組成)
摩耗を受け い い ケー の断面を面分析した結果をFig. 4.18 に示す.写
真の 方の試験中空気に晒さ いた面に 外層 ケー FeとO 検
出さ た.内部 Fe濃度の高い基地と,Cr濃度の高いCr炭化物 確認 た.
この Cr 炭化物に面し Cr の濃化と酸素 同 個所に一致し 検出さ い
こと Cr2O3 あ と判断さ .その周 の内層 ケー に Fe,Cr,O 検出さ XRD 同定さ たFe3O4 M3O4(M:Fe,Cr) あ と判断さ
. 3)
その外にあ 外層 ケー Cr を全く含有し Fe2O3と推測さ
.
4. 4 考察
4. 4. 1 エロージョン摩耗に及ぼす ケー の影響
3C-12Cr 鋳鉄のサイク 試験の定常酸化部と摩耗部のサイク 数と ケー
厚さの関係をFig. 4. 15に示す.定常酸化部の約50μmに対し 摩耗部
65
厚さを 4μmェ9=40μm 新たに生成したと考え 1 サイク 目の ケー 厚
さ40μmに40μmを加え80μmと すこと .摩耗の影響を受け い
い10サイク 目の ケー 厚さ約50μm と摩耗面 生成す ケー
, く離を繰 返すた に1.6倍多く いた.後述す うに3C-12Cr
鋳鉄の10サイク 後の最大摩耗深さ 178μm あ エロージョン摩耗に及ぼ
す酸化の影響 大 い.
ケー ア ナ粒子の衝突に 外層 ケー Fe2O3 く離し,密着性
の高い内層 ケー Fe3O4 の一部 く離 に基地と一緒に塑性変形し 舌
状突起に巻 込 いた.
Fig. 2. 9 示した うにCr/C 小さく と基地中のCr量 減少す た 酸
化しやすい.鋳造の 使用さ 高クロム鋳鉄の場合に 非平衡凝固した組
織 ,高温 使用さ こと 安定 M7C3二次炭化物 析出し固溶 Cr 量 減
少す . た,後述す うに試験中に 加工歪 に 拡散 促進さ こ
と M7C3二次炭化物 析出し,基地の固溶 Cr 量 減少す た 試験中の耐酸
化性の低 免 い.す わち添加 Cr 量 く基地中の固溶 Cr 量 耐酸化
性を決定す ことに .
ここ Fig. 4. 19にサイク 試験の供試材に加え 3C-22Cr鋳鉄,SUS430の 2
種類の固溶 Cr 量と 10 サイク 試験片の ケー 厚さの関係を示す.基地中の
固溶 Cr 量 10%程度 ケー 厚 30μm 以 あ 12%以 と と
ケー 厚さ 薄く い こと ,12%以 Cr 固溶し い 実用
耐酸化性に有効 あ といえ . た,添加Cr量 2章 述べたFig. 2. 9のCr/C
比と固溶Cr量の関係 C/Cr比 決 .たとえ 3%Cの高クロム鋳鉄に
い と,添加Cr量 18%以 固溶Cr量12%以 と .
4. 4. 2 摩耗の進行挙動
Fig. 4. 8 示した うに摩耗の進行挙動をサイク 数と重量減少量 と, 3C-12Cr 鋳鉄 直線的 摩耗挙動,酸化 少 い SUS310S 双曲線的 摩耗挙
動 変化し いた.一方,サイク 数と最大摩耗深さ とFig. 4. 20に示す
うに摩耗の進行挙動 3C-12Cr 鋳鉄 ぼ放物線的 あ ,SUS310S 直線
的 あ .こ ,Fig. 4. 11及び4. 12のサイク 試験断面プロフ イ を
66
SUS310S 3 サイク 塑性変形の 摩耗 と 見 い.す
わち,3C-12Cr 鋳鉄 酸化-摩耗の繰 返し 摩耗 進行し い のに対し , SUS310S 初期に 塑性変形し 形成さ 最大摩耗深さ 深く 重
量減少 いこと 摩耗片 生成し ,サイク 増え塑性変
形量 あ 臨界点を超え と摩耗片の脱落 始 重量 減少す という摩耗
の進行挙動 あ .
た,酸化 比較的多い 3C-17Cr 鋳鉄の摩耗挙動 3C-12Cr 鋳鉄に類似し,
酸化 少 い3C-27Cr鋳鉄の摩耗挙動 SUS310Sに類似した摩耗曲線を示し
いた ,共晶組織 脆性材料 あ 3C-27Cr 鋳鉄 高延性材料 あ SUS310S
と類似の摩耗挙動を示すこと 興味深い.この点 6章 詳述す .
4. 4.3 高クロム鋳鉄のエロージョン摩耗に及ぼす熱処理の影響
3C-Cr鋳鉄のAs Castと3C-Cr鋳鉄HTを比較す とFig. 4. 7に示す うに,
高Cr含有量 As Cast HTの摩耗量 少 く,低Cr量 HT
As Castの摩耗量 少 い.3C-Cr鋳鉄 熱処理に マト ック に二次炭
化物 析出す の ,高温硬さ 昇し 摩耗量 減少す と考え .他
方,二次炭化物 析出す ことに 固溶 Cr 量 減少す た 低 Cr 鋳鉄
耐酸化性 低 し ,摩耗量 増大す と考え
二次炭化物の析出に 摩耗量の増減 Cr量 17%と22%の間にあ 添加
Cr量 と3%Cの高クロム鋳鉄 18%以 のCr量 必要との結果と一致
し い .
4. 5 結言
加熱-粒子衝突のサイク 数を変えた試験を行い酸化と摩耗の進行状況を詳細
に観察した結果,次の点 判明した.
1) 3C-Cr鋳鉄の摩耗量 ,Cr量 増加す に伴 減少し 3C-27Cr鋳
鉄の熱処理品の摩耗量 最 少 い.
2) 3C-12Cr鋳鉄 ,摩耗部 ケー の く離-再酸化を繰 返すた 摩耗し
67
ー の寄与 大 い.
3) 1173K 酸化の影響を実用的に無視 程度に抑制す た に 固溶 Cr
量 12%以 必要 あ . た,添加Cr量 と3%Cの高クロム鋳鉄
18%以 必要と .
4) 3C-12Cr 鋳 鉄 酸 化-摩 耗 の 繰 返 し 摩 耗 進 行 し い の に 対 し ,
SUS310S 初期に 塑性変形し 形成さ 最大摩耗深さ 深く
重量減少 いこと 摩耗片 生成し ,サイク 増え
塑性変形量 あ 臨界 点を超え と摩耗片の 脱落 始 重量 減 少す
という摩耗の進行挙動 あ .
5) 酸化 比較的多い3C-17Cr鋳鉄の摩耗挙動 3C-12Cr鋳鉄に類似し,酸化
少 い 3C-27Cr 鋳鉄の摩耗挙動 SUS310S に類似した摩耗曲線を示し い
た.共晶組織 脆性材料 あ 3C-27Cr 鋳鉄 高延性材料 あ SUS310S
と相似した摩耗曲線を示した点 興味深い.
参考文献
1) 納冨啓: あ36(1997)697.
2) M. M. Stack,F. H. Stott and G. C. Wood:Materials Science & Technology, 7(1991
Dec.)1123.
68
69
70
71
72
73
74
75
100
150
200
250
10
15
20
25
30
As Cast
HT
Cr, mass%
M
axi
m
um
e
ros
ion de
pt
h,
μm
76
77
78
79
80
81
Fig. 4. 13 Cross sectional view of oxide layer after cyclic high temperature erosion test.
82
83
84
85
86
87
88
89
第五章
高クロム鋳鉄の高温エロージョン
90
第五章 高クロム鋳鉄の高温エロージョン摩耗試験
5. 1 緒言
3 章 提案した新た 摩耗評価方法に 高クロム鋳鉄の高温エロージョン
摩耗試験を行い,耐摩耗性に影響す 材料因子と表層の組織変化を研究した. 4
章 得 た知見を基に耐酸化性を考慮し Cr含有量を27%とし ,オー テ
ナイトを安定化す た に少量(3%)のNiを添加した27Cr-3Ni鋳鉄をベー とし ,C 量を 1.4,2.0,3.0%と変化さ た他,N,Mo,W を添加した 8 材質の高 クロム鋳鉄(As Cast)を用いた.1.4C-27Cr-3Ni 鋳鉄に い 熱処理材 試験し
た.比較材とし バイオマ 発電ボイラのエアノ に使用さ い オー
テナイト テン 鋼 SUS310S,高温耐摩耗性 高いといわ ,エアノ の
摩耗対策とし 肉盛 溶接さ い Co基合金 試験に供した.高クロム鋳鉄
1173K に い オー テナイト組織 あ ,さ に比較材とし フ
ライト テン 鋼SUS430 試験に供した.
5. 2 実験方法 5. 2. 1 供試材
高クロム鋳鉄 9種類(8材質のAs Cast と1材質の熱処理),オー テナイト 系 テン 鋼SUS310S,フ ライト系 テン 鋼SUS430,の供試材に加え
炭化物分散Co基合金,を加えた12種類を試験に供した.
,1.4C-27Cr-3Ni鋳鉄HTの熱処理 1223K 72時間保持後放冷した.化 学成分 Tabe2. 1.(b)の1.4C-27Cr-3Ni鋳鉄と同 あ .
5. 2. 2 Co基合金の試験片の試作と特性調査方法
SUS304の板材に 溶接 炭化物分散Co基合金溶接棒(直径4.0mm),酸素
-ア チ ン 溶接2層盛 した.溶接後熱処理 873K 1時間保持後放冷
した.
溶着層の 2 層目 化学成分分析と高温ビッ ー 硬さ試験を行 た.化学
成分 C:2.41,Cr:27.8,W:12.2,Fe:4.4% あ た. 5. 2. 3 顕微鏡組織観察
91
食し光学顕微鏡及びSEMに 観察を行 た.1.4C-27Cr-3Ni鋳鉄 2章の高クロ
ム鋳鉄と同様ビ ラ試薬を用いた.
5. 2. 4 高温ビッ ー 硬さ測定
2章と同様にし ,1.4C-27Cr-3Ni鋳鉄HT,SUS310S,SUS430,Co基合金の 1173Kに け ビッ ー 硬さを荷重 9.8N 測定した.
5. 2. 5 抽出残渣分析
2章と同様にし ,Co基合金の炭化物を抽出しXRDに 炭化物組成を同定し
た.
5. 2. 6 高温エロージョン摩耗試験方法
高温のエロージョン摩耗試験 ,3章 前述した実験方法 行い ー 顕微鏡
の最大摩耗深さ 評価した. た,3C-12Cr鋳鉄HT,1.4C-27Cr-3Ni鋳鉄As Cast 及びSUS310Sに い 衝突角度を30,60,90deg.に変化さ た試験を行 た. 5. 2. 7 摩耗表面及び断面の走査型電子顕微鏡(SEM)観察
試験後の1.4C-27Cr-3Ni 鋳鉄,3C-27Cr鋳鉄,SUS310S 及び炭化物分散Co 基
合金溶着金属 の摩耗面 及び断面組織 を走査型 電子顕微鏡(SEM)に 観察を行
た.断面の観察 摩耗部中心軸 断し,摩耗表面近傍の組織変化を観察した.
5. 2. 8 塑性変形層測定
高クロム鋳鉄,SUS310S及びCo基合金に い 摩耗断面組織を観察し塑性変
形層を定量化した.塑性変形層の一例をFig. 5. 1に示す.高クロム鋳鉄の代表的
摩耗表層断面の組織 基地内部 ア ナ 粒子衝突の影響 無い基地領域,
共晶炭化物にクラック 入 始 領域,オー テナイト相 大 く塑性変形
し 共晶炭化物 分断さ た領域,炭化物 粒状に分散した領域,ア ナ 粒
子に押し潰さ 舌状突起 薄く延 さ た領域に分け .
1)
塑性変形量の定
量化 高クロム鋳鉄,Co基合金 共晶炭化物 破 し始 い 深さとし,
テン 鋼 結晶粒 変形し始 深さとした. ,30deg. ップ マー
ク状に山谷 形成さ ,塑性変形層深さ 隆起した山の位置を基準に測
定した.
5. 2. 9 摩耗部の断面硬さ分布測定
1.4C-27Cr-3Ni鋳鉄 As Cast,HT,SUS310S,SUS430,4 種類の摩耗試験片の