単 板 剥 ぎ取 り機 械 に 関 す る研 究 ( ) ⅢⅠ ) *
単板の引 き切 り三次元切削におけ るナ イフ す くい面の摩擦係数の変動
杉 山 滋
長崎大学教育学部技術教育講座 (平成11年3月15日受理)
St ud i e so nVe ne e rCut t i ngMa c hi ne ( Ⅹ Ⅲ) *
TheVariationofFrictionalCoefficientsontheRakeFaceinVeneerOblique CuttingbyFeedingtheKnifetotheW orkpieceduringtheSlidingof
theKnifeintheDirectionParalleltotheCuttingEdge ShigeruSUGIYAMA
DepartmentofTechnology,FacultyofEducation, NagasakiUniversity,Nagasaki852‑8521
(ReceivedMarch15,1999)
Abstract
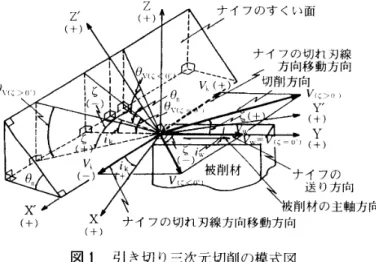
Obliquecuttingtestsofwood,byfeedingaknifeintoaworkpieceduringthesliding oftheknifeparalleltothecuttingedge,wereperformed(Fig.1).Air‑driedspecimensof suglandwhiteseraya,whichwerefixedtotheexperimentalapparatusequlppedwitha three‑一一dimensionalelasticィingdynamometer,werecut.Thenormal(N)andfric‑ tional(F)forcesofthecuttingforceactingontherakefaceweremeasured.Usingthese components,thefrictionalcoefficient(Il)OntherakefacewascalculatedbyFL‑F/N.
Theeffectsoftheratio(f)oftheslidingvelocity(Vk) tothefeedingvelocity(Vw),at variousinclinationangles(ik) oftheknife,onN,F,andpwereclarified.
1 .緒 看
日
常生活用具 として用 い られているナ イフや庖丁は勿論,医療用具 として用い られてい*前報 「単板剥ぎ取 り機械に関する研究(XII)」は,長崎大学教育学部紀要 一自然科学 ‑ 第61号 23‑29 (1999)に掲 載 。
32 杉 山 滋
るメスな どの刃物類は,切削効果を高めるために,それ らの使用に際 して引 き切 り切削を 行 う場合が少な くない。被削材料の寸法 (切削面の幅 と長 さ)に応 じた刃渡 り (切れ刃線 長 さ)や被削材料の硬軟の程度に応 じた刃物材質や切れ刃角度 (刃先角)な どの引 き切 り 切削に必要な刃物側の種 々の条件が満たされる と,切削効果を高め得 る と考 え られるが, 引 き切 り時の速度や切込量の大 きさな ど数多 くの切削条件 によって も,その効果は著 しく 異なることが予想 される。
この ような引 き切 りの切削効果を考 えようとする場合には,ナイフす くい面 に作用す る 切削抵抗の分力の大 きさやそれの変化の しかたは勿論,す くい面を擦過する際の切屑の変 形や付着の状態な どを知 ることが必要 となる (す くい面への切屑の付着を,以下では,̀̀く いつ き" と呼ぶ)。す くい面 における切削抵抗の分力はそれぞれに変動が著 しいが,分力 相互間の変動 を考慮に入れて切屑の変形や くいつきの状態 を考 える一つの方法 として,す
くい面の摩擦係数 を用いる方法がある1)0
この研究では,気乾木材の横切削お よび縦切削を引 き切 り切削で行 った場合におけるナ イフす くい面 に作用す る切削抵抗の分力を測定 し,それに基づいて,引 き切 り切削におけ るす くい面の摩擦係数の変化を明 らかにし,す くい面 における切屑の変化や くいつ きの状 態 を考 えるための資料 を得 ようとした。
2 .実 験
2.1 す くい面の摩擦係数 〝の求め方
引 き切 り切削は,ナイフを切れ刃線方向に移動 させなが ら (その移動速度をナイフスラ イ ド速度,または引 き切 り速度 といい,VTkで表す),被削材 に向ってナイフを送 り込む (そ の送 り速度を
V
wとする.)切削方式であ り,図 1に示す ように,V
k>
0の場合 とV
k< 0の場合 とがある。ナイフは Vk,Vwの2つの移動速度をもつか ら,ナイフの切削方向 (そ の方向を切削速度 Vとする。)は,Vk,Vwおよびバ イアス角 ikによって定め られ る切削 方向偏差角 (だけ,Vwの作用方向か らずれを生 じる2)0
切削抵抗R は,ナ イフす くい面 を基準 として考 える と,す くい面 内にあ って切 れ刃線 に辛行 (Ⅹ′),垂直 (Z′)の方向およびす くい面 に垂直 (Y′)の方向に分解 される。それ ぞれの方向の分力をFx・,Fz・お よびFY′とす る。いずれの分力 も,ナイフが被削材 に加 える力で表示 し,図2に示す軸の欠印の方向に作用す る場合を正の値 とする。
す くい面 に作用する摩擦 力F は, F ‑(Fx?+Fz?)I/2
で表 される。 なお,垂直力N (‑FY,)を用いる と,R は,
R‑( F
2+ N
2)I/2(1)
( 2 )
で表 される。す くい面 において,Z′方 向を基準 として,
F
の作用方 向 (即ち,図 1のZF 方向)までの角度をFの作用角∂。とする。∂。は,・C‑ tan‑1
賢
(3)図1 引 き切 り三次元切削の模式図
Ⅹ およびY :ナ イフの送 り方向に垂直および平行な軸;Ⅹ′ぉよび Y′:
ナ イフのす くい面上における切れ刃線に平行および垂直な軸 ;Z:被削 材の切削面に垂直な軸 ;Y′:ナ イフのす くい面に垂直な軸 ;上二記の
Ⅹ〜Y′の各軸に付された 佃 記号 :各軸に付された矢印の方向を意味す る ;(‑)記 E3・:各軸に付された矢印 と反対の方向を意味する ;ik:ナ イ フ傾斜角 (バイアス角);iw:被削材傾斜角 ;;:切削方向偏差角 ;〃。:
垂直切削角;ov:速乾切削角 ;Vk:ナ イフの切れ刃線 方向移動速度 (チ イフスラ イド速度,または引 き切 り速度);Vw :ナ イフの送 り速度 ;
Ⅴ:ナ イフの切削速度 ;正の角度 :それぞれの基準 となる軸から反時 計廻 りに計測 した場 合の角度を意味する ;負の角度 :それぞれの基準 となる軸から時計廻 りに計測 した場合の角度を意味する',Vk
>
0およ びVkく り :Ⅹ′a)(」 および 佃 (I)方向へのナ イフ切れ刃線方向移動速 度を意味する。図2 引 き切 り三次元切削における切削抵抗
Fx,FY′および Fz,:Ⅹ′,Y'ぉよぴ Z′軸の各方向に作用する切削抵 抗の分力;F :ナ イフす くい面に作用する摩擦 力 ;ZF:ナ イフす くい 面に作用するFの作用方向 ;∈:切削方向偏差角 ;'3C:ナ イフす くい面 上におけるZ'軸を基準 としてcT)ZF軸 とのなす角 ;速度 (Vk,Vuお よびⅤ):図1参照 ;戟 (X,Y,Xr,Y′ぉよぴ Z′):図1参照 ;軸の方 向の (正),(負)および角度の 佃,ド):図1(7)記載に同 じ ;切削抵抗 の各分力の符 号 :その分 力の作用する軸の方向の符号 と同じになるよ
うに表示 している。
で 表 さ れ る 。 す くい 面 の 摩 擦 係
数〃は ,
FL‑F/N (4) で 求 め ら れ る日。 引 き 切 り切 削 に お い て も , 近 似 的 に
( 4 )
式 が 適 用 で き る も の と し て , 以 下 の 検 討 を 進 め る 。2.2 実 験 方 法
既 報 の 実 験 3・4)に よ る 切 削 抵 抗 (Fx,,Fz,お よ びFY,)の 測 定 結 果 を 用 い て , 垂 直 力N,摩 擦 力 Fお よ び す くい 面 の 摩 擦 係 数 〃 を 求 め た 。 し た が っ て , こ の 研 究 は , 既 報 こう・4)と全 く同 じ 実 験 条 件 で あ る が , 主 と し て バ イ ア ス角 ikの 影 響 を 検 討 し よ う とす る も の で あ る (実 験 方 法 や 実 験 条 件 の 詳 細 は , 既 報 3・4)秦 照 )0
な お ,Nお よび Fの 測 定 は い ず れ も , 試 験 片 切 削 長 さ に わ た っ て 現 れ た 切 削 抵 抗 の 分 力 波 形 の 中 の 極 大 値 (一 定 切 削 長 さ に わ た っ て 現 れ た そ れ ら の 平 均 値 を 求 め た 。) を も と に し て い る か ら,Nお よ び Fを 用 い て 算 出 さ れ る 〃の 値 は , 切 削 抵 抗 の 極 大 値 を と る 切 削 位 置 , 即 ち , ス ギ 横 切 削 で は 早 材 層 よ り も晩 材 層 の 切 削 抵 抗 の 影 響 が 顕 著 に 現 れ る こ と に な る。
本 研 究 で は , ス ギ の 横 切 削 を 中 心 と し て 検 討 を 進 め る が , 樹 種 は 異 な る が , ホ ワ イ トセ ラ ヤ の 縦 切 削 に つ い て も , 上 記 の ス ギ 横 切 削 の 場 合 と 比 較 し な が ら , 摩 擦 係 数 の 変 化 に つ い て の 議 論 を 進 め て ゆ く。
34 杉 山 滋
3 .実 験 結 果 お よ び 考 察
3.1 す くい面 に作用する垂直 力 〟 と摩擦力 Fの変化バ イア ス角 ikの変化 に伴 う垂 直 力
N
お よび摩擦 力F(
いずれ も被 削材幅 で除 した値 で 表す)の変化の様相をナ イフの相対速度比 /の種 々の場合について とりま とめた。その結 果 を図3に示 す。図示す る場 合に限 って,以下では,Vkを用 い るかわ りに,f,即ち,ナ イフの送 り速度 Vwに対す るVkの比 を用いて表示す るofを用い る と,i‑0の場合 (過 常の静的切削)を基準 として′< 0の範囲お よび′>0の範 囲のそれぞれの場 合で表示す るこ ととな るが,Vwを一定 とした この研究 では,fの表示 はV
kの無次元化 を意味す る。なお,fの変化 に伴 うN お よび ダ の変動 (バ ラツキ)は,それ らN お よび Fの も ととな る 切 削分 力Fx・,FY・お よびFz′の変動 に直接左右 され る。 以下 では,Fx・,FY′お よびFz・ の変動の傾 向4‑7)を考慮 しなが ら,fの変化 に伴 うN お よび Fの 変化の傾 向を考 える。
図2よ り明 らかな ように,ikの増 加に伴 うN お よびFの変化の傾 向は,fの値 に よっ て も異な ったが,スギ横切削 とホ ワイ トセ ラヤ縦切 削のちがいによって も異な った。 スギ 横切 削の場合 には, ike)増加 に伴 い,Nは増加傾 向 (f< 0の範囲で′の絶対値 の比較的 大 きい場 合) か,または gk≒15‑300で最小値 を とる ミニマム カーブを措 く傾 向 V< 0 の範囲で′の絶対値 の小 さい場合,∫‑0の場合お よび/>0の範囲の場合) を示 したが, Fはf‑0の場合は勿論,f<0,f>0のいずれの範囲の場合において も ik≒15‑300で 最小値 を とるミニマムカーブを措 く傾 向を示 した。
一方,ホ ワイ トセ ラヤ縦切削の場合 には, ikの増 加 に伴 い,
N
は増加傾 向 V < 0お よ び′>0の範 囲の場合)か,または ik≒150で最小値 を とる ミニマムカーブを描 く傾 向 V‑ 0の場合 ) を示 したが,Fは ik≒15‑450で最 小値 を とる ミニマム カー ブを描 く傾 向 V<0お よび′>0の範囲の場合) か,または殆 ど変化 しない傾 向 V ‑ 0の場合) を示 した 。
以上の ように, ikの変化 に伴 ってN とF とが相互 に変化 す る と,引 き切 りの切削現象
F〃F〃
‡
)
00‑900切削;スギ ∫‑0 /‑ 1 ′‑2 ′‑ 3 (ultU\531)N.J 0.2ホワ
イ ト セ ラ ダ
了
つ
. 4 ・ ・ ・ ' i ▲
ま t
t 云 ・
‑ ‑ 2 f = ‑1
∵︾
Li̲■
■ ̲ ■
■ ■ J ' J l ' A J ̲I ' '‑l
̲̲チ . ■ 1 A J l ■ 一 一 J A 1 ‑ 1 ‑0
30
600 30 600 30 600 30 600 30 600 30 600 30 60ik
( 0 )
ik(O) ik( 0 )
ik( O )
ik( O )
ik(0) ik( 0 )
図3 バ イアス角 ikの変化 に伴 うナ イフす くい面 に作用す る摩擦 力Fおよび垂直力Nの変動 i (‑
帆
///vw) :ナ イフの相対速度比 ;Vkお よびVw :図 1参照 ;0 0 ‑
900切削 :横切削を意味す る ;900‑00切削 :縦切 削を意味す る。(とくに,す くい面 におけ る切屑の変形 や付着の状態) を考 えに くい. そ こで,F/Nの 変化,即 ち,す くい面の摩擦係数 〃の変化を求めてみた。
3.2 す くい面の摩擦係数 〃の変化
す くい面の摩擦係数 FLの大 きさは,摩擦 力F に比 して垂直力 N が著 し く変化す る場 合, あ るいはNに比 してFが著 し く変化す る場 合が考 え られ る.F,Nの両方 が変化す る場 合には,F,Nそれぞれの変化の割 合に よって FLの大 きさが変化す る。 いずれの場 育 も, fLの変化はNあた りのF の変化 であ るか ら,す くい面 への切屑の付着 の程度を表す指標 の一 つ と考 え られる。
前記のN お よび Fの測定結果を用いて,バ イア ス角 ikの変化 に伴 うFLの変化 を種 々の 相対速度比
f
の場 合 について とりま とめた。FLの変動 は,Nお よび ダ の変動 に直接左右 され るか ら,著 しい ことが予想 され る。以下 では,NおよびFの変動 を考慮 しなが ら,FL の変動の傾 向を考 える。
/の変化 に伴 う 〃の変化 を図4に示 す。 図 よ り明 らかな ように, ikの増加 に伴 う/Jの変化 の傾 向は,fの値 に よって も異 なるが, スギ横切削 とホ ワイ トセ ラヤ縦切 削のちがいに よって も異 な った。 いずれのfの場 合 も, また,いずれのikの場 合 も,〃は,ホワイ トセラヤ縦切削の場合 よ りもスギ横切削の場 合に大 きい値 を示 した。これには,被削材の細胞構成のちがいのはかに,切削面上 におけ る繊維走 向 と切れ刃線 と のなす角 (即ち,切れ刃線傾斜角) とが関係する6,7)。 したがって,す くい面上での切屑 の変形は,ホワ イ トセラヤ縦切削の場合には円滑 に行われ るが,スギ横切削の場合には拘 束 される。その ときの切屑は,ホワ イ トセラヤ縦切削の場合には,小 さな くいつ き (接触 面積 が小 さい)です くい面 を擦過す るが, スギ横切削の場合には,剛 さを保 っているか ら 大 きな くいつ き (接触面横が大 きい)です くい面 を擦過 す る。
図4において,f‑0の場合は通常の切削であるか ら, この場 合の ikの変化 に伴 う FLの 変化の傾 向は,既報 の三次元切削 についての結果6,71 と比較 す るこ とがで きる。ikの増 加に伴 う FLの変化が,スギ横切削の場 合にはik‑450で最小値 を とる ミニマムカーフを描 く傾 向, また,ホワ イ トセラヤ縦切削の場合には ik‑150で最大値 を とるマキシマム カー ブを描 く傾向 となるのは,既報の結果6・7)とよ く類似 している。
さ らに,既報 の場 合 6)と同様 に,この研究 の場 合 もスギ横切削の場 合で/‑ 0,ik‑ Oo の とき,〃は著 し く大 きい値 を示 した。 この条件 では,切れ刃線 と切削面 の繊維走 向 とが 平行 し,早材層 ・晩材層の切削性 の相異が顕著 に現れて くる。即 ち,切れ刃線が早材層か ら晩材層へ移行す る ときに,晩材層の切削が困難 とな り,それに伴 っての早材層の破壊が 著 し く,切屑は連続 した帯状 で流出せず, 1年輪 ご とに晩材層が分断 された状態 とな り, 被削母材加工面は晩材層 がえ ぐりとられて大 きな凹み となって残 り,著 しい粗面 を形成す る。 また,早材層 と晩材層の問で分断 された不連続な切屑は,す くい面上 に付着 し,円滑 な流 出を妨げ る。 この ような場合,F,Nはいずれ も著 し く増加す る (とくに,Nよ りも
F
の増加が著 しい)。 しか し, この ような切 削状態 は,fの絶対値 や ikの増加 とともに次 第に変化す る (即 ち,F,Nは減少 し,切屑の流 出は円滑 にな り,母材加工面は良好 となる)0
一万,ホワ イ トセ ラヤ縦切 削の場 合で/‑0,ik‑ Ooの ときには,切屑 は順 目切 削に
36 杉
‑+‑:00‑900切削 ;スギ MO :900‑00切削 ;ホワイ
oI「
\
‑ol、す‑
T!
I I 〜lト ● 、 ㌧ ●
L
Il T
T‑?‑つさ
● 〇
・ 九 ]
L̲̲̲‑
■̲ l ̲ ̲ ̲ l
0
30 60 0 30 600 30 600 30 600 30 60 0 30 600 30 60 ik(0) ik(o) ik(O) ik(o) ik(O) ik(O) ik(o)図4 バ イアス角 ikの変化 に伴 うナ イフす くい面の摩擦係数 fJの変動 f
( ‑
帆/
Vw):ナ イフの相対速度比 ;V kお よびVw :図 1参照 ;0 01900切削 :横切 削を意味 す る ;900‑00切削 :縦切 削を意味 す る.
現れ る折 れ型の変形形態 の様相 を呈す るか ら,す くい面 への くいつ きは小 さ く,〃は小 さ い値 とな るが,ikの増加に伴 い次第 に先割れが切屑 内に侵入 しに くくな り,切屑の変形 が 大 き くな る。 と くに,ik‑150では切屑の変形 は比較的小 さ く,す くい面への くいつ きは 大 き
い。
この ような
f‑0
の場 合 に比較 して,
f< 0,f>
0のそれぞれの範 囲の場 合 には,ik の変化 に伴 う 〃の変化 は,比較 的類似 した傾 向を示 す場 合 と,若干異 な る傾 向を示 す場 合 とがあ るが,いずれの傾 向にな るかはスギ横切削の場合 とホ ワイ トセラヤ縦切 削の場合 とで異な った。即 ち, ikの増加 に伴いFJは,スギ横切削の場 合には減少傾 向 V<0の範 囲の場合) か, またはik‑450で最小値 を とる ミニマム カーブを描 く傾 向 V >0の範 囲 の場合) を示 したが,ホワイ トセ ラヤ縦切 削の場合 には ik≒15‑450で最小値 を とる ミニ マムカーブを描 く傾 向 V<0の範 囲の場合) か,または減少傾 向 V >0の範囲の場合) を示 した。上記の ように,ik
≒
0‑450の範 囲では, ikの増加 に伴 い FLはいずれの場 合 も減少傾 向 を示すが, これはす くい面上 での切屑の変形が次第 に助長 され その変形 に基づ くす くい 面への くいつ きが次第 に小 さ くな るこ とを意味す る。 なお,スギ横切削の場合には,〃が 最 小値 を示 すikの ときに,いずれのf
の場 合 において も,最 も平滑 で良好 な切 削加工面を呈 した。
文 献
1)杉 山 滋:木材学会誌,29,670‑678 (1983).
2)杉 山 滋:木材工業,40,573‑578 (1985).
3)杉 山 滋:木材学会誌,32,552‑556 (1986).
4)杉 山 滋,長尾能博 :同上,32,677‑684 (1986).
5)杉 山 滋 :未発表
6)杉山 滋:木材学会誌,30,980‑987 (1984).
7)杉山 滋:同上,30,819‑826 (1984).