システム開発 19−F−1
機械システム等の疲労劣化診断モニタリング技術の 開発に関するフィージビリティスタディ
報 告 書
平成 20 年 3 月
財 団 法 人 機 械 シ ス テ ム 振 興 協 会 委 託 先 財 団 法 人 エ ン ジ ニ ア リ ン グ 振 興 協 会
この事業は、競輪の補助金を受けて実
序
わ が国 経 済 の安 定 成 長へ の推 進に あ た り、 機 械 情 報 産 業 を め ぐ る経 済 的 、社 会 的 諸 条 件 は急 速な 変化 を見 せ て お り 、社 会 生 活に お け る環 境、 都市 、 防災 、住 宅、 福祉 、教 育 等 、 直面 する 問題 の解 決を 図る た め に は 技 術 開 発 力の 強化 に加 え て、 多 様 化、 高 度 化す る社 会 的ニ ー ズ に適 応す る機 械 情 報シ ス テ ムの 研 究 開 発 が必 要で あ り ま す。
こ の よ う な 社 会 情 勢 の変 化に 対応 す る た め 、財 団 法 人 機 械 シ ス テ ム 振 興 協 会 では 、財 団 法 人 日 本 自 転 車 振 興 会 から 機 械 工 業 振 興 資 金 の交 付を 受け て 、シ ス テ ム技 術 開 発 調 査 研 究 事業 、シ ス テ ム開 発 事 業、 新 機 械シ ス テ ム普 及 促 進 事 業を 実施 し て お り ま す。
こ の う ち、 シ ス テ ム 技 術 開 発 調 査 研 究 事 業 及び シ ス テ ム 開 発 事 業に つ い て は 、当 協 会 に 総合 シ ス テ ム 調 査 開 発 委 員 会(委 員 長:東 京 大 学 名 誉 教 授 藤正 巖 氏)を設 置し 、同 委 員 会 のご 指導 の も と に 推進 し て お り ま す 。
本「 機械 シ ス テ ム 等の 疲 労 劣 化 診 断 モ ニ タ リ ン グ 技術 の開 発 に関 する フ ィ ー ジ ビ リ テ ィ ス タ デ ィ 」は 、上 記 事 業の 一環 と し て、 当 協 会が 財 団 法 人 エ ン ジ ア リ ン グ 振 興 協 会 に委 託 し、 実施 した 成果 を ま と め た も の で 、関 係 諸 分 野 の皆 様 方 の お役 に立 て れ ば幸 い で あ り ま す。
平 成2 0年 3月
財 団 法 人 機 械シ ス テ ム振 興 協 会
は じ め に
本 報 告 書 は、平成 19 年 度に 財 団 法 人 エ ン ジ ニ ア リ ン グ振 興 協 会が 、財 団 法 人 機 械シ ス テ ム振 興 協 会か ら委 託を 受け て実 施し た「 機械 シ ス テ ム 等の 疲 労 劣 化 診 断モ ニ タ リ ン グ技 術 の開 発に 関す るフ ィ ー ジ ビ リ テ ィ ス タ デ ィ」 の成 果を 取り ま と め た も の で あ る 。
産 業 資 本 構 造 物は 既に 老 朽 化が 表 面 化し て い る も のも 多く 、 最近 では 老 朽 化に よ る 事故 等の 報告 が さ れ て おり 、一 方で はメ ン テ ナ ン ス要 員の 確保 、 技術 の伝 承が 困難 と な っ て い る。こ う し た こ と か ら今 後、経 済 性を 考慮 した 最適 なメ ン テ ナ ン ス を実 現す る必 要が あ る 。 機 械 構 造 物 の大 きな 事 故 原 因 の一 つは 疲労 であ る。 本技 術 は産 業 資 本 構 造 物 に お け る 機 械 構 造 物 の 疲 労 劣 化 の 状 態 を リ ア ル タ イ ム で モ ニ タ リ ン グ し 、 統 計 的 手 法 を 用 い て 定 量 的・ 客 観 的に 評価 す る こ と に よ り、 き裂 の発 生 前 の早 い時 期 に検 知す る と い う こ れ ま で 世 界に 類例 のな いも ので あ る 。
本 技 術の 開発 に よ り期 待さ れ る 効果 と し て以 下の こ と が あ げ ら れ る。
・ 機 械 構 造 物 での 疲 労 劣 化 の 集 中 監 視 を 可能 と し 、定 期 的 なメ ン テ ナ ン ス 作 業の 効 率 化・ 省 力 化を 図る と と も に 、非 定 期 的な 状 態 基 準 に よ る メ ン テ ナ ン ス 作業 を可 能に す る。
・ プ ラ ン ト ラ イ フ サ イ ク ル エ ン ジ ニ ア リ ン グに 基づ く維 持 ・管 理に 関す るア プ リ ケ ー シ ョ ン ソ フ ト な ど に組 み込 ま れ る こ と が 期待 さ れ る。
・ プ ラ ン ト エ ン ジ ニ ア リ ン グ 企業 のE P C (設 計・ 調達 ・ 建設 )ビ ジ ネ スに お い て、
予め 疲 労 劣 化 モ ニ タ リ ン グ 機能 が組 み込 ま れ た高 度な プ ラ ン トと し て 、安 全 性 ・信 頼 性の 向上 など 付 加 価 値 を高 め る こ と が期 待さ れ る 。
本 報 告 書 の成 果が 活用 さ れ る こ と を 切に 願う と と も に 、本 ス タ デ ィに ご協 力い た だ い た 関 係 各 位 に対 して 謝意 を表 する 次第 で あ る。
平成 20 年 3月
財 団 法 人 エ ン ジ ニ ア リ ン グ 振 興 協 会 会 長 増 田 信 行
目 次
序
は じ め に
1 ス タ デ ィ の目 的 1
2 ス タ デ ィ の実 施 体 制 2
3 ス タ デ ィ の内 容 5
第1 章 は じ め に 5
1.1 鋼 構 造 物 の疲 労モ ニ タ リ ン グ の必 要 性 5
1.2 鋼 構 造 物 の劣 化と 疲労 に つ い て 7
第2 章 統 計 的 評 価 手 法 11
2.1 SI‑F 法の 概 要 11
2.2 応 答 曲 面 法 12
2.3 多 項 式モ デ ル 12
2.4 応 答 曲 面 の回 帰 精 度 判 定 指 標 13
2.5 応 答 曲 面 同 等 性の 統 計 的 判 定 13
2.6 平均 F0 を用 いた 応答 曲 面 の同 等 性 判 定 14
2.7 状態 モ ニ タ リ ン グ に よ る 疲 労 劣 化 評 価 技 術 の概 念 15
第3 章 セ ン サ ー の種 類の 違い に よ る影 響の 確認 17
3.1 目的 17
3.2 セ ン サ ー の種 類 17
3.3 試 験 概 要 19
3.4 試 験 装 置 20
3.5 模 擬 試 験 対 形 状( タ イ プ A) 20
3.6 セ ン サ ー 設 置 位 置 及び 数 量 22
3.7 作 用 荷 重 24
3.8 試 験 結 果 25
3.9 結果 の解 析( 統 計 的 手 法 ) 27
3.10 ま と め 58
第4 章 セ ン サ ー の形 状 等 に よ る影 響 確 認 60
4.1 目的 60
4.2 セ ン サ ー の形 状 60
4.3 試 験 概 要 61
4.4 試 験 装 置 62
4.5 模 擬 試 験 体 形 状( タ イ プ B) 62
4.6 セ ン サ ー 設 置 箇 所 63
4.7 作 用 荷 重 64
4.8 試 験 結 果 65
4.9 結果 の解 析( 統 計 的 手 法 ) 68
4.10 ま と め 74
第5 章 機械 ・鋼 構 造 物の 形状 の違 い に よ る 最適 なセ ン サ ーの 設 置 箇 所の 検討 75
5.1 目的 75
5.2 セ ン サ ー の種 類 75
5.3 試 験 概 要 76
5.4 試 験 装 置 ・性 能 78
5.5 模 擬 試 験 体 81
5.6 セ ン サ ー 設 置 箇 所 82
5.7 作 用 荷 重 84
5.8 試 験 結 果 85
5.9 結果 の解 析 87
5.10 ま と め 94
第6 章 実プ ラ ン ト適 用 範 囲の 調 査 及び 適 用 評 価 95
6.1 目的 95
6.2 要 求 性 能 の分 類 95
6.3 適 用 性に 関す る情 報 収 集 98
6.4 実プ ラ ン ト適 用へ の評 価 検 討 105
6.5 実プ ラ ン ト適 用 効 果の 検 討 107
4 ス タ デ ィ の成 果 112
5 ス タ デ ィ の今 後の 課題 と展 開 114
1 ス タ デ ィ の目 的
1) 背景 及び 必 要 性
高 度 成 長 期 か らバ ブ ル経 済 期 に か け て 建設 さ れ た 産業 ・ 社 会 資 本 構 造 物 は 既に 老 朽 化 が表 面 化し て い る も の も 多く 、 最近 では 老 朽 化 に よ る 事 故 等 の報 告 が な さ れ て い る 。 さ らに 、 メ ン テ ナ ン ス業 務 の多 く が人 手に 頼 る効 率 の悪 い も の に止 ま り、 ま た少 子 高 齢 化 の傾 向 から 、メ ン テ ナ ン ス技 術 の伝 承や 技 術 者 の 確保 が困 難 な現 状 が あ る 。こ の た め 膨 大な 老 朽 化 構 造 物 の機 能・安 全 性の 低下 に対 応す る こ と が で き ず 、補 修・更 新 費の 増加 に よる 新規 投 資 への 圧迫 が懸 念さ れ る 。
一方 で半 導 体 技 術 や IT 技 術の 急速 な進 歩に 伴い 、従 来で は不 可 能 と考 え ら れ て い た デ バ イ ス 、セ ン サー が開 発さ れ 、様 々な 物 理 量を 高 精 度に か つ 大量 に計 測す る こ と が 可 能に な り 、状 態 計 測 と し て随 所に 利用 さ れ て は い る が 、計 測し たデ ー タ に よ る構 造 物 の 劣 化 評 価 とは 直 接 連 動 し て い な いも のが 大半 で あ り、その 結果 が検 査や 管理 の意 思 決 定 とも 連動 し て い な い現 状が あ る 。
本 課 題の 解決 の た め に は、経 済 性を 考慮 した 最適 なメ ン テ ナ ン スを 実現 する 必要 があ り、本ス タ デ ィ は、そ のメ ン テ ナ ン ス技 術の 高 度 化の た め の状 態モ ニ タ リ ン グに よ る 疲 労 劣 化 評 価 技 術の 開発 に関 す る も の で あ る。
2) 目的
機 械 ・ 鋼 構 造 物 の 損 傷の 多 く が 疲労 で あ る と の 報 告 も あ り 、 本 ス タ デ ィ に お い て は、
産業 ・社 会 資 本 に お け る 機械 ・鋼 構 造 物 の疲 労 劣 化の 状態 をリ ア ル タ イ ムで モ ニ タ リ ン グし 、定 量 的 ・客 観 的 に評 価す る技 術を 確立 す る も の で あ る。
具 体 的に は、セ ン サ ー に よ りリ ア ル タ イ ムで 計測 した 膨大 な計 測 結 果に よ り 統 計 的 評 価 手 法を 用い て処 理し、 疲労 き裂 に至 る前 の状 態 を的 確に 捉え、 かつ、 き裂 発 生 に至 る ま で の予 測を 可能 に す る技 術を 開発 する 。
2 ス タ デ ィ の実 施 体 制
本 ス タ デ ィ は、財 団 法 人 機 械 シ ス テ ム 振 興 協 会 から 財 団 法 人 エ ン ジ ア リ ン グ振 興 協 会が 受託 し、大 学 及 び( 独) 労 働 安 全 衛 生 総 合 研 究 所、 鉄鋼、 重機 メ ー カ ー等 の機 械・鋼 構 造 物の 損傷 の疲 労に 関す る専 門 的 分 野 の方 を委 員と し た 「 疲 労 劣 化 評 価 技 術 開 発 委 員 会 」を 組織 して 推進 した 。また 、疲労 モ ニ タ リ ン グ 試験 は 、石 川 島 検 査 計 測 株 式 会 社 に外 注し た。
統 計 的 評 価 手 法の 適 用 検 討 に つ い て は、この 手法 に つ い て 研究 を進 め て き た 国 立 学 校 法 人 群 馬 大 学 に再 委 託 した 。
ス タ デ ィ の 実 施 体 制 を図‑1に 、財 団 法 人 機 械 シ ス テ ム振 興 協 会 「総 合 シ ス テ ム 調 査 開 発 委 員 会 」の 委 員 名 簿を 財 団 法 人 エ ン ジ ニ ア リ ン グ 振 興 協 会 「 疲 労 劣 化 評 価 技 術 開 発 委 員 会」 の委 員 名 簿を 次 頁 以 降 に示 す。
図‑1 ス タ デ ィの 実 施 体 制
総合システム調査開発委員会
(再委託)
群馬大学
・統計的評価手法の適用検討
(外 注)
石川島検査計測(株)
・模擬試験体の製作・試験の実施
(財)エンジニアリング振興協会
・疲労劣化評価技術開発委員会
・研究員
(財)機械システム振興協会
財 団 法 人 機 械 シ ス テ ム 振 興 協 会 総 合 シ ス テ ム 調 査 開 発 委 員 会 委 員 名 簿
(順 不 同 ・敬 称 略 )
委 員 長 東 京 大 学 藤 正 巖 名 誉 教 授
委 員 埼 玉 大 学 総 合 研 究 機 構 太 田 公 廣 地 域 共 同 研 究 セ ン タ ー
教 授
委 員 独 立 行 政 法 人 産 業 技 術 総 合 研 究 所 金 丸 正 剛 エ レ ク ト ロ ニ ク ス 研 究 部 門
副 研 究 部 門 長
委 員 独 立 行 政 法 人 産 業 技 術 総 合 研 究 所 志 村 洋 文 産 学 官 連 携 推 進 部 門
産 学 官 連 携 コ ー デ ィ ネ ー タ
委 員 東 北 大 学 大 学 院 中 島 一 郎 工 学 研 究 科 教授
(未来科学技術共同研究センター長)
委 員 東 京 工 業 大 学 大 学 院 廣 田 薫 総 合 理 工 学 研 究 科
教 授
委 員 東 京 大 学 大 学 院 藤 岡 健 彦 工 学 系 研 究 科
准 教 授
委 員 東 京 大 学 大 学 院 大 和 裕 幸 新 領 域 創 成 科 学 研 究 科
教 授 ( 副 研 究 科 長 )
財 団 法 人 エ ン ジア リ ン グ振 興 協 会 疲 労 劣 化 評 価 技 術 開 発 委 員 会 委 員 名 簿
(順 不 同 ・敬 称 略 )
委 員 長 東 京 工 業 大 学 大 学 院 理 工 学 研 究 科 轟 章 機 械 物 理 工 学 専 攻 教 授
委 員 独 立 行 政 法 人 労 働 安 全 衛 生 総 合 研 究 所 前 田 豊 電 気 安 全 研 究 グ ル ー プ 部 長
委 員 株 式 会 社 ベ ス ト マ テ リ ア 木 原 重 光 代 表 取 締 役 社 長
委 員 新 日 本 製 鐵 株 式 会 社 村 山 恒 実 技 術 開 発 本 部 環 境 ・ プ ロ セ ス 研 究 開 発セ ン タ ー
グ ル ー プ マ ネ ー ジ ャ ー
委 員 株 式 会 社 I H Iタ ー ボ 山 内 進 吾 監 査 役
オ ブ ザ ー バ ー 群 馬 大 学 大 学 院 工 学 研 究 科 岩 崎 篤 機 械 シ ス テ ム 工 学 専 攻 准 教 授
オ ブ ザ ー バ ー 経 済 産 業 省 製 造 産 業 局 高 井 久 美 子 国 際 プ ラ ン ト 室 プ ラ ン ト 貿 易 調 査 係 長
研 究 員 エ ン ジ ニ ア リ ン グ 振 興 協 会 客 員 研 究 員 弥 富 政 亨 ( 株 ) I H I
研 究 員 エ ン ジ ニ ア リ ン グ 振 興 協 会 客 員 研 究 員 富 士 彰 夫 ( 株 ) ア イ テ ッ ク
事 務 局 エ ン ジ ニ ア リ ン グ 振 興 協 会 朝 倉 紘 治
事 務 局 エ ン ジ ニ ア リ ン グ 振 興 協 会 大 野 宣 夫
事 務 局 エ ン ジ ニ ア リ ン グ 振 興 協 会 百 崎 和 博
3 ス タ デ ィ の 内 容
第 1 章 は じ め に
1.1 鋼 構 造 物 の 疲 労 モ ニ タ リ ン グ の 必 要 性
1.1.1 緒 言
鋼 構 造 は 機 械 構 造 や 土 木 ・ 建 築 構 造 に 幅 広 く 一 般 的 に 用 い ら れ て い る 。 鋼 は 、 一 般 市 民 に と っ て と て も 硬 い 素 材 の イ メ ー ジ が あ り 、 折 れ な い 、 壊 れ な い と い う イ メ ー ジ を 与 え る 素 材 で あ る 。 し か し 、 鋼 は 一 般 的 に 多 結 晶 材 料 で あ り 、 塑 性 変 形 を す る 材 料 で あ る た め 、 金 属 疲 労 は 避 け ら れ な い 。
多 結 晶 金 属 材 料 で は 、 最 大 せ ん 断 応 力 負 荷 方 位 に 結 晶 の す べ り 方 位 が 一 致 す る 結 晶 が 存 在 し 、 結 晶 内 で の 塑 性 変 形 を 開 始 す る 。 い っ た ん す べ り が 生 じ る と 、 新 し く で き た 表 面 は 酸 化 さ れ 、 不 可 逆 的 な す べ り 変 形 が 蓄 積 さ れ て 微 小 き 裂 が 発 生 す る 。
発 生 し た 微 小 き 裂 は 繰 り 返 し 負 荷 に よ っ て 進 展 を 開 始 す る が 、 結 晶 粒 界 や き 裂 内 に 堆 積 し た 酸 化 物 に よ る き 裂 閉 口 に よ っ て き 裂 は 停 止 し 、 疲 労 破 壊 の 生 じ な い 疲 労 限 に 至 る 。
し か し 、 こ の 疲 労 限 を 超 え た 繰 り 返 し 回 数 を 負 荷 さ れ る 場 合 、 表 面 起 点 の 通 常 の 疲 労 き 裂 発 生 と は 異 な る 内 部 起 点 の き 裂 発 生 が 生 じ 、 疲 労 破 壊 に 至 る ギ ガ サ イ ク ル 疲 労 が 存 在 す る こ と が 知 ら れ て い る 。
こ の よ う に 、 繰 り 返 し 負 荷 を 受 け る 鋼 構 造 に お い て 疲 労 は 避 け て 通 れ な い 損 傷 で あ る 。 疲 労 き 裂 の 発 生 ・ 進 展 の メ カ ニ ズ ム が 解 明 さ れ 、 疲 労 デ ー タ の 充 実 し て い る 鋼 構 造 物 に お い て も 、 2007年 5月 5日 に 大 阪 エ キ ス ポ ラ ン ド の ジ ェ ッ ト コ ー ス タ ー で 発 生 し た 事 故 の よ う に 、 金 属 疲 労 が 原 因 の 事 故 に よ る 犠 牲 は な く な ら な い 。 犠 牲 者 の 出 な い 事 故 は 年 間 数 多 く 発 生 し 、 経 済 的 損 失 は 膨 大 で あ る の が 現 状 で あ る 。
こ の よ う な 事 故 発 生 の 根 本 原 因 は 2 つ に 大 別 さ れ る 。 一 つ は 、 責 任 者 の 無 知 に 起 因 す る も の で あ る 。 金 属 疲 労 を 責 任 者 が 知 ら な け れ ば 、 「 15年 間 無 点 検 で 無 事 故 だ っ た も の が 突 然 壊 れ る わ け が な い 」 と い う 無 謀 な 発 想 に 至 る の は 無 理 が な い 。 法 律 で 疲 労 危 険 箇 所 の 部 品 の 点 検 や 交 換 を 義 務 付 け た と こ ろ で 無 知 な 責 任 者 の 無 謀 な 行 為 を 摘 発 す る こ と は 事 故 が 起 こ ら な い 限 り 困 難 で あ る 。 二 つ 目 は 点 検 の 見 落 と し に 起 因 す る も の で あ る 。 1985年 8月 12日 に 発 生 し た 日 航 ジ ャ ン ボ 機 の 墜 落 事 故 で は 、 目 視 点 検 で き 裂 が 見 逃 さ れ て い た 。 定 期 点 検 だ け で は 、 疲 労 き 裂 を 見 逃 す 確 率 は 小 さ く す る た め に は 技 術 者 の 熟 練 に よ る 見 逃 し 確 率 の 低 下 を 待 つ し か な い 。
こ の よ う な 背 景 か ら 、 ① 管 理 責 任 者 の 意 思 に 関 係 な く 鋼 構 造 の 安 全 性 を 評 価 す る こ と 、 ② 熟 練 を 必 要 と せ ず に 一 定 の 確 率 で き 裂 を 検 知 し 、 繰 り 返 し 検 査 す る こ と で 見 逃 し 確 率 を 調 整 で き る こ と が 望 ま れ て い る 。 こ の 解 決 策 は 鋼 構 造 の 自 動 モ ニ タ リ ン グ シ
ス テ ム が 最 適 で あ る 。 し か し な が ら 、 鋼 構 造 で は 高 価 な モ ニ タ リ ン グ シ ス テ ム は 許 容 で き な い 。
1.1.2 疲 労 モ ニ タ リ ン グ
疲 労 き 裂 発 生 を モ ニ タ リ ン グ す る 手 法 と し て は 、 ク ラ ッ ク ゲ ー ジ な ど の き 裂 発 生 に よ る 断 線 を 利 用 す る 方 法 は 古 く か ら 知 ら れ て い る 。 ボ ル ト 孔 な ど の 応 力 集 中 部 近 傍 に ひ ず み セ ン サ ー を 設 置 し 、 そ の ひ ず み 変 化 か ら き 裂 発 生 を モ ニ タ リ ン グ す る 方 法 も 既 に 提 案 さ れ て い る 。
こ れ ら の 手 法 に お い て は 、 既 知 の 応 力 集 中 部 か ら の き 裂 発 生 を 検 知 す る こ と が 可 能 で あ る 。 し か し な が ら 、 出 力 の 閾 値 を 用 い る 判 定 手 法 で は 誤 判 定 の 確 率 的 評 価 が 困 難 で あ り 、 繰 り 返 し 測 定 回 数 に よ る 見 逃 し 確 率 の 減 少 を 評 価 で き な い 。 ま た 、 ノ イ ズ に よ る 誤 判 定 は ラ ン ダ ム に 発 生 し 、 確 率 的 評 価 を い っ そ う 困 難 に し て い る 。
赤 外 線 サ ー モ グ ラ フ ィ に よ る き 裂 検 出 は 非 常 に 優 れ た 手 法 で あ る が 、 常 時 設 置 に は 高 価 で あ る こ と 、 確 率 的 評 価 が 困 難 で あ る こ と が 欠 点 で あ る 。
現 状 の 鋼 構 造 の モ ニ タ リ ン グ に 望 ま れ る 機 能 と し て は 、 先 に 述 べ た 現 状 の 定 期 点 検 手 法 の 欠 点 を 補 う も の で あ り 、 な お か つ 価 格 的 に 安 価 な シ ス テ ム で あ る 必 要 が あ る 。 さ ら に 、 既 存 構 造 に 適 用 す る こ と を 考 え る と 、 破 壊 試 験 は 実 施 困 難 で あ る 。 ま と め る と 以 下 の 3 点 に な る 。
( 1) 検 出 確 率 が 一 定 で あ る 。
( 2) 繰 り 返 し 検 査 可 能 で あ る 。
( 3) 安 価 な シ ス テ ム で あ る 。
( 4) 破 壊 試 験 が 極 力 削 減 可 能 な シ ス テ ム で あ る 。
1.1.3 結 言
既 存 の 鋼 構 造 物 に 適 用 す る き 裂 モ ニ タ リ ン グ シ ス テ ム に つ い て 、 社 会 的 必 要 性 か ら 技 術 的 要 求 ま で を ま と め て 考 察 し た 。
1.2 鋼 構 造 物 の 劣 化 と 疲 労 に つ い て
1.2.1 劣 化 機 構
鋼 構 造 物 の 劣 化 に は 、 疲 労 、 腐 食 、 磨 耗 、 エ ロ ー ジ ョ ン 、 侵 食 、 ク リ ー プ 、 材 料 特 性 の 低 下 ( 狭 義 の 劣 化 ) が あ り 、 経 年 的 破 損 は こ れ ら の 劣 化 機 構 に よ っ て も た ら さ れ る 。
表 1.2‑1に 、 こ れ ら 劣 化 の 機 構 の 概 要 、 発 生 要 件 及 び 損 傷 形 態 を 示 す 。
表 1.2‑1 鉄 鋼 の 劣 化 機 構 の 概 要 、 発 生 要 件 及 び 損 傷 形 態
概 要 発生要件 損傷形態
金属材料は静的負荷条件では破壊しない荷重で も、荷重の繰返しによって局部的塑性変形が生 じ、亀裂が発生し、破壊に至る。
応力の繰返し 割れ
全面腐食
均質な表面に均質な腐食媒体(化学物質など)
が接触し、均一に腐食が進行(肉厚現象)する もので、腐食を検知しやすい。
腐食環境 全面減肉
局部腐食
(孔食)
表面形状の不連続、腐食媒体の流れの不均一な どによって、局部的に腐食が進行するもので、
深さ方向への侵食が速く(ピット状)検知が難 しい。
腐食環境 局部減肉
応力腐食 割れ
(SCC)
応 力の存在下 で割れ状に腐 食が進行する もの で、割れ進展速度が速く。最も危険な腐食現象 である。ステンレス鋼の塩素イオン下でのSCCが 最もよく知られている。
腐 食 環 境 + 材 質+応力 割れ
流体によって材料が削り取られる。 環境の流動 減肉
摺動によって材料が磨り減る。 摺動 減肉
有害元素の侵入 高温+環境 割れ、膨れ、
劣化 金属材料は常温では変形、破壊の発生しない負
荷条件でも、一定の温度以上では時間とともに 変 形が進行し 、破壊に至る 。これをクリ ープ
(またはクリープ破壊)と呼ぶ。
高温+応力 変形、割れ
金属材料は高温で拡散によって原子が移動し、
組織変化が起こり、材料特性の低下が起こる。
材料特性の低下後は、これまでの使用条件でも 破損が起きる。例えば、
・一定期間高温での使用後の鞭性の低下(焼 戻し脆化、クリープ脆化、475℃脆化、シグ マ相脆化など)による脆性破壊
・耐食性の低下(鋭敏化など)による腐食損傷
高 温 。 個 々 の 劣 化 現 象 は 特 定 の 材 料 に 限 定される。
劣化 劣化機構
疲 労
腐 食
侵 食
クリープ
材料特性劣化を原因 とする脆性破壊や腐 食損傷
エロージョン 磨 耗
1.2.2 疲 労 事 故
劣 化 の 中 で 、 疲 労 は 負 荷 を 受 け る 全 て の 設 備 ・ 機 器 で 発 生 す る 可 能 性 が あ り 、 我 々 の 日 常 生 活 に 大 い に 係 り 、 人 命 に 関 わ る 事 故 の 原 因 と な る 劣 化 現 象 で あ る 。
最 近 の 事 例 と し て 、 2007年 5月 5日 に 大 阪 吹 田 市 の 遊 園 地 エ キ ス ポ ラ ン ド の ジ ェ ッ ト コ ー ス タ ー 「 風 神 雷 神 Ⅱ 」 が 脱 輪 し 、 1 名 死 亡 、 19名 が 重 軽 傷 を 負 っ た 事 故 は 、 車 軸 の 疲 労 破 壊 に よ る も の で あ っ た こ と は 記 憶 に 新 し い 。 さ ら に は 、 現 在 裁 判 中 で あ る 大 型 ト レ ー ラ ー の 車 輪 脱 落 事 故 ( 2002年 ) 、 水 素 エ ン ジ ン の 翼 車 の 破 壊 に よ る H‑Ⅱ ロ ケ ッ ト 8号 機 の 打 ち 上 げ 失 敗 ( 1999年 ) 、 熱 電 対 鞘 管 の 破 壊 に よ る 高 速 増 殖 炉 も ん じ ゅ の ナ ト リ ウ ム 漏 洩 事 故 (1995年 )、 隔 壁 の 破 壊 に よ る 日 航 ジ ャ ン ボ 機 の 御 巣 鷹 山 で の 墜 落 事 故 ( 1985 年 ) は 、 い ず れ も 疲 労 が 原 因 で あ っ た 。 こ の よ う に 大 き な 事 故 の 原 因 と な る 疲 労 に 対 し て 、 そ の 防 止 が 強 く 求 め ら れ て い る 。
1.2.3 疲 労 特 性
疲 労 破 壊 は 、 静 的 ( 繰 返 し な し ) 作 用 で は 破 壊 し な い 応 力 で 、 そ の 繰 返 し に よ っ て 生 ず る 。 鉄 鋼 材 料 の よ う な 塑 性 変 形 能 力 の 高 い 材 料 で は 、 応 力 繰 返 し に 伴 い 材 料 表 面 で 局 所 的 塑 性 変 形 ( す べ り ) の 非 可 逆 成 分 が 累 積 し 、 疲 労 き 裂 が 発 生 す る 。 疲 労 き 裂 の 先 端 で は 、 局 所 的 な 塑 性 域 が 形 成 さ れ 、 応 力 繰 返 し の 一 回 毎 に 疲 労 き 裂 は 開 閉 口 し 、 塑 性 変 形 の み で 開 口 量 に 見 合 う だ け 進 展 し 、 最 終 的 に 破 壊 に 至 る 。
疲 労 破 壊 を 生 じ る 応 力 ( 応 力 振 幅 あ る い は 最 大 応 力 ) と 繰 返 し 数 に は 相 関 が あ り 、 応 力 の 減 少 に 伴 い 破 壊 す る ま で の 繰 返 し 数 は 増 大 す る 。 両 者 の 関 係 は 両 対 数 ま た は 片 対 数 ( 繰 返 し 数 : 対 数 ) で 図 示 さ れ 、 こ れ を S− N線 図 ( 応 力 − 繰 返 し 数 曲 線 ) と い う 。 ま た 、 特 定 の 繰 返 し 数 に 対 応 す る 応 力 を 疲 労 強 度 ま た は 時 間 強 度 、 特 定 の 応 力 に 対 応 す る 繰 返 し 数 を 疲 労 寿 命 と い う 。
図 1.2 ‑1に 模 式 的 S− N線 図 を 示 す 。 S− N線 図 は 右 下 が り で あ る が 、 炭 素 鋼 ・ 低 合 金 鋼 で は 繰 返 し 数 が 106〜 107回 に お い て 曲 線 の 傾 き が 急 変 し 、 横 軸 に 水 平 と な る 傾 向 を 示 す 。 こ れ 以 下 の 応 力 は 無 限 回 の 繰 返 し 数 に 耐 え る こ と に な る か ら 、 疲 労 限 度 ま た は 耐 久 限 度 と い う 。
10
105 6 107 108
104 109
炭 素 鋼・低 合 金 鋼
オーステナイト系ステンレス鋼
応 力 振 幅 S
炭 素 鋼 ・ 低 合 金 鋼 に 代 表 さ れ る よ う に 、 体 心 立 方 格 子 や 稠 密 六 方 格 子 の 金 属 合 金 は 明 瞭 な 疲 労 限 度 を 示 す が 、 オ ー ス テ ナ イ ト 系 ス テ ン レ ス 鋼 や ア ル ミ ニ ウ ム 合 金 に 代 表 さ れ る 面 心 立 方 格 子 の 金 属 合 金 は 108回 の 繰 返 し 数 で も な お S− N線 図 に 水 平 部 が 現 れ な い 。 こ の よ う な 場 合 、 特 定 の 繰 返 し 数 ( 通 常 は 107回 ま た は 108回 ) に 対 す る 時 間 強 度 を 、 疲 労 限 度 と い う こ と が あ る 。
1.2.4 き 裂 進 展
通 常 、 鋼 構 造 物 は 、 疲 労 限 度 を 念 頭 に 設 計 さ れ る の で 、 疲 労 破 壊 は 起 き な い が 、 想 定 外 の 繰 返 し 応 力 ( ボ ル ト ナ ッ ト の 緩 み 、 温 度 差 に よ る 熱 応 力 な ど ) 及 び 高 い 応 力
( 加 工 、 溶 接 な ど の 不 具 合 に よ る 応 力 集 中 な ど ) の 発 生 に 起 因 し て 疲 労 が 起 き る 。 疲 労 は 、 き 裂 の 発 生 、 進 展 の 過 程 を 経 て 破 壊 に 至 る の で 、 疲 労 に よ る 破 壊 は 、 初 期 き 裂 を 検 査 に よ っ て 検 出 し て 管 理 す る こ と で 防 止 で き る 。 検 出 さ れ た き 裂 は 、 除 去 ( 及 び 補 修 ) さ れ る こ と が 多 い が 、 近 年 、 国 内 の 原 子 力 発 電 設 備 に 適 用 さ れ て い る 維 持 基 準 で は 、 検 出 さ れ た き 裂 の 進 展 を 評 価 し て 、 健 全 性 が 確 保 さ れ れ ば 、 補 修 を す る 必 要 が な い と さ れ て い る 。
疲 労 き 裂 進 展 速 度 da/dN は 、 応 力 繰 返 し の 間 の 応 力 拡 大 係 数 K注 )の 変 動 範 囲 Δ K( 最 大 応 力 に お け る K と 最 小 応 力 に お け る Kの 差 ) と図 1.2‑2の よ う な 関 係 に な る 。 Δ Kth は 、 疲 労 き 裂 進 展 の 下 限 界 応 力 拡 大 係 数 範 囲 で 、 da/dNと Δ Kの 関 係 は 次 式 で 表 現 さ れ る 。
da/dN= CΔ Km こ こ で mと Cは 材 料 定 数 で あ る 。
注 ) き 裂 先 端 の 応 力 分 布 に 関 係 し 、 応 力 と 変 位 の 大 き さ を 表 す 尺 度 で あ る 。 き 裂 長 さ を a、 負 荷 応 力 を σ と す る と 、 一 般 に K=Mσ ( π a)1/2 と な る 。 Mは 試 験 片 と き 裂 の 形 状 に よ っ て 定 ま る 補 正 係 数 で あ る ( 代 表 的 な 構 造 形 状 に つ い て は 、 「 構 造 健 全 性 評 価 ハ ン ド ブ ッ ク 」 共 立 出 版 に 示 さ れ て い る 。 ) 。
図 1.2‑2 疲 労 亀 裂 進 展 特 性
log ⊿K
log da/dN
⊿Kth 1
m
き 裂 進 展 は ミ ク ロ 的 に は 1 応 力 繰 返 し ご と に 破 断 進 展 面 に 段 差 を 形 成 す る こ と に な り 、図 1.2‑3に 示 す ス ト ラ イ エ ー シ ョ ン と 呼 ば れ る 縞 模 様 が 破 断 面 に 観 察 さ れ る 。 こ の 間 隔 を 測 定 す る と 負 荷 さ れ た 応 力 振 幅 が 求 め ら れ 、 破 断 解 析 に 利 用 さ れ て い る 。
1.2.5 疲 労 強 度 の 改 善
疲 労 強 度 は表 1.2‑2に 示 す よ う な 方 法 で 改 善 さ れ る 。 疲 労 破 壊 は 主 に 表 面 か ら 進 展 す る の で 、 表 面 に 圧 縮 の 残 量 応 力 を 与 え る こ と で 改 善 さ れ る 。
図 1.2‑3 典 型 的 ス ト ラ イ エ ー シ ョ ン
表 1.2‑2 疲 労 強 度 改 善 方 法
顕著 改善 効果無
硬さの向上 ○ 高強度鋼は逆効果
靱性(衝撃値)の向上 ○
清浄度改善 ○ 長寿命域で効果大
焼入れ性向上 ○ 強度・靱性の改善
仕上げ精度 ○
表面硬化熱処理 ○ 適正硬化深さ
ショットピーニング ○ 圧縮残留応力効果
メッキ ○ 引張残留応力
脱気 ○ 腐食の影響低減
塗装 ○ 塗装の劣化
応力集中緩和 ○ 切欠き係数低減
溶接部の形状仕上げ ○ き裂発生サイト除去
繰返し速度低減 ○ 環境中では逆効果
荷重低減 ○ 寿命延伸
特記事項
表面性状
環境因子 形状因子
力学因子
分類 項目 改善度
材料因子
第 2 章 統計的評価手法
2.1 SI‑F 法 の概 要
(SI-F法, Statistical Structure Integrity Investigation method using the F-test)
本 検討 で用 いる SI-F 法 は、 構 造 物に 複数 のセ ン サ ーを 設 置し 、損 傷 発 生に よ る セ ン サ ー計 測 量 間の 相関 の変 動を 検出 す る こ と で診 断す る。 セ ン サ ー計 測 量 間の 相関 は、 後述 す る応 答 曲 面 法 に よ り同 定さ れ る 。
SI-F 法の 概 略 図を図 2.1‑1 に 示す 。SI-F 法は 、大 別し て 学習 モ ー ドと モ ニ タ リ ング モ ード に分 け ら れ る 。学 習モ ー ド では 、健 全 状 態( 以後 、正 常 時と 呼ぶ )が 確認 さ れ て い る 構 造 物か らデ ー タ 群を 取得 し、 応 答 曲 面 を作 成す る。 本検 討 では 、こ のデ ー タ 群を 基準 デ ータ 群と 呼び 、基 準デ ー タ 群か ら作 成さ れ た 応 答 曲 面 を基 準 応 答 曲 面 と呼 ぶ。 モ ニ タ リ ン グ モ ー ド では 、状 態が 未知 の構 造 物 から デ ー タ群 を取 得し 、 応 答 曲 面 を作 成す る。 本検 討 では 、こ のデ ー タ 群を 診断 デ ー タ群 と呼 び、 診断 デ ー タ群 か ら作 成さ れ た 応 答 曲 面 を診 断 応 答 曲 面 と呼 ぶ。 モ ニ タ リ ン グ モ ー ドで は、 診 断 応 答 曲 面 作 成 後 、二 つの 応 答 曲 面 の同 等 性を 統 計 的に 判定 する 。二 つの 応 答 曲 面 の同 等 性 が棄 却さ れ た場 合、 診 断 時の 構 造 物に 何 ら か の損 傷が 発生 し た と判 定す る。SI-F法 では、正 常 時の 基 準デ ー タ 群と 診 断 時の 診断 デ ータ 群の み を 用い て構 造 状 態の 診断 を行 う た め、 損 傷 時の デ ー タ 群を 用い る こ と な く診 断 可能 で あ る。 す な わ ち 既 存 構 造 物に も後 付で 適 用 可 能 で あ る。
図 2.1‑1 S I − F法 の概 略 図
Diagnosis Response Surface
Standard Response Surface (1) Learning mode
(2) Monitoring mode
Statistical test of similarity
No damage Damaged
Rejected Accepted
No damage Damage
(2) モニタリングモード
(1) 学習モード
2.2 応答曲面法
SI-F 法 は、構 造 物 に複 数の セ ン サ ー を設 置し、損 傷 発 生 に よ る セ ン サ ー 計 測 量 間 の相 関 の変 動を 検出 す る こ と で診 断す る。 本検 討で は、 セ ン サ ー 計 測 量 間の 相関 を応 答 曲 面 法 に より 同定 する 。
応 答 曲 面 法 とは、被 説 明 変 数yとk個 の説 明 変 数xiとの 関係 に つ い て 、デ ー タ を収 集し 、 そ れ を解 析す る こ と で 被 説 明 変 数と 説 明 変 数 との 関係 を推 定 する 一連 の方 法で あ る 。応 答 曲 面 式は 、一 般に 次式 で示 さ れ る。
(2.2.1)
こ こ で、? は 誤差 で あ る。 関 数に は、 任意 の関 数 形 状 を用 い る こ と が可 能 で あ る が 、一 次ま た は 二次 の多 項 式 を用 い る こ と が一 般 的 で あ る。 本検 討 では 、二 次 多 項 式 モ デ ルを 用 いる 。本 検討 では 、一 つの セ ン サ ー 出力 を被 説 明 変 数 、そ の 他の セ ン サ ー 出力 を説 明 変 数 と す る こ と で 、セ ン サ ー計 測 量 間の 相関 を同 定す る。
2.3 多 項 式 モ デ ル
一例 と し て二 次 多 項 式 の応 答 曲 面 式 を次 式に 示す 。
(2.3.1)
こ こ で 、高次 の項 を新 たな 変 数と み な す こ と で 、式(1.2)は 次式 で示 さ れ る重 回 帰 モ デ ル に帰 着さ れ る 。
(2.3.2)
式(2.3)を マ ト リ ク ス 表示 す る と、 以下 の よ う に な る 。
(2.3.3)
こ こ で 、nは デ ー タ数 、p は 置 換 後の 説 明 変 数 の数 で あ り 、Yは 被 説 明 変 数の ベ ク ト ル 、
ε +
= f ( x
1, x
2, x
k)
y L
∑∑
∑ ∑
-11 1
1
2 1 0
k
i k
i j
j i ij k
i
i k
i ii i
i
x ß x ß x x
ß ß
y
= =+
= =
+ +
+
=
e Xß Y = +
=
=
=
p n
y
ny y
ε ε ε
β β β M M M
2 1 1
0 2
1
,
, ß e
Y
=
np n
n
p p
x x
x
x x
x
x x
x
L M O M M
L L
2 1
2 22
21
1 12
11
1
1
1
1
X
(2.3.4)
2.4 応 答 曲 面の 回帰精 度 判定指 標
応 答 曲 面 の回 帰 精 度を 示す 値と し て 、自 由 度 調 整 済 み 決 定 係 数 R2adjが一 般 的 に使 用さ れ て い る 。自 由 度 調 整 済み 決 定 係 数 を用 い る こ と に よ り、 変 数の 追加 に よ る回 帰 精 度の 向 上 効 果を 除い た回 帰 精 度の 評価 を行 う こ と が で き る。R2adjは 次式 で表 さ れ る。こ こ で 、Sy は被 説 明 変 数 の平 均 値 周り の全 変 動 を表 す。 この 値は 、0 か ら 1 の 値を 取り 、1 に 近づ く ほど 回 帰 精 度 が高 い こ と を 意味 し、0に 近づ く ほ ど 回 帰 精 度 が低 い こ と を 意味 する 。
(2.4.1)
2.5 応 答 曲 面 同 等 性の 統計的判定
SI-F 法 では 、正 常 時 に得 ら れ る基 準 応 答 曲 面と 診 断 時に 得 ら れ る診 断 応 答 曲 面の 同 等 性 を統 計 的 に判 定す る こ と で 構 造 物を 診断 する 。基 準 応 答 曲 面 と診 断 応 答 曲 面の 同 等 性 判 定 は、統 計 的 手 法 で あ る F検定 に よ り行 わ れ る。F検定 とは、 二 標 本の 分 散 比よ り、 二 標 本 の同 等 性 を検 定す る手 法で あ る 。
同 等 性 の判 定に 用い る基 準 応 答 曲 面及 び診 断 応 答 曲 面は 、次 式 でモ デ ル 化さ れ る 。
(2.5.1)
こ こ で、こ の二 つの 応 答 曲 面 が同 等で あ る と い う統 計 的 帰 無 仮 説 H0は 次式 で表 さ れ る。
(2.5.2)
二 標 本 の誤 差が 互い に独 立で 、同 じ分 散を 持つ 正 規 分 布 の 場合 、応 答 曲 面 同 等 性 の帰 無 仮説 は次 式で 定義 さ れ る統 計 量F0に よ っ て 検定 さ れ る。
(2.5.3)
こ こ で、SSE1は 基 準 応 答 曲 面 の残 差 平 方 和 、SSE2は 診 断 応 答 曲 面 の残 差 平 方 和 、SSE0
は基 準 応 答 曲 面と 診 断 応 答 曲 面 の作 成に 使用 した2つ の計 測 デ ー タを 用い て新 たに 作成 し た応 答 曲 面の 残 差 平 方 和で ある 。n0は、基 準 応 答 曲 面 と診 断 応 答 曲 面 の作 成に 使用 した デ ータ 数の 和で あ る 。基 準 応 答 曲 面 と診 断 応 答 曲 面が 同等 で あ る と き 、統 計 量 F0は 、自 由 度
(p, n0-2p)の F 分 布 に従 う。 応 答 曲 面 同 等 性 帰 無 仮 説の 採 択 領 域 は、 有 意 水 準 a に よ って 次式 で決 定さ れ る 領域 と な り、帰 無 仮 説の 統 計 的 検 定が 可能 と な る。理 論 F分 布及 び 採 択 領 域 の例 を図 2.5‑1に 示す 。
(2.5.4)
Y X X) (X
b =
T −1 T) /(n S
p) SSE/(n R
y
adj
- 1
- -
2
= 1
2 2 2 2
1 1 1 1
e ß X y
e ß X y
+
=
+
=
2
1
ß
ß : = H
0p p n SSE
SSE
SSE SSE
F SSE - ( )
0- 2
2 1
2 1
0
0
×
+
= +
<
<
− 1 a
F a F
F
2.6 平均 F
0を用 い た応答 曲面 の同 等 性 判 定
統 計 量 F0を そ の ま ま 診断 に 用い た場 合、一 回の 計算 によ っ て構 造 物 の状 態を 判 定 可 能 で あ る が、 一回 の計 算で は、 デ ー タ群 全 体 の傾 向を 反映 し な い 可 能 性が あ る 。そ こ で 、デ ー タ群 全 体 の傾 向を 反映 し や す く す る た め 、二 つの デ ー タ群 よ り、 繰り 返し ラ ン ダ ム にデ ー タ点 を少 数 抽 出し て、 同 等 性 検 定を 行い F0を算 出し た際 の平 均 値 を用 いて 診断 を行 う。
基 準 応 答 曲 面と 診 断 応 答 曲 面 が同 等で あ る と き 、す な わ ち正 常 状 態で は、統 計 量F0は F 分布(p,n0-2p)に 従う 。こ の と き F 分布 の性 質か ら、統 計 量F0 の 期 待 値 E(F0)、分散 s2(F0) は そ れ ぞ れ次 式で 導出 さ れ る。
(2.6.1)
(2.6.2)
r回 の繰 り返 し計 算に よ っ て平 均F0を 求め た と き 、中 心 極 限 定 理に よ っ て 、平 均 F0は 、 正 規 分 布 N(E(F0), s2 (F0) / r)に従 う。 こ の た め 、同 等 性 帰 無 仮 説 の採 択 領 域は 、有 意 水 準 aに よ っ て決 定さ れ る 次式 の領 域と な る 。平 均 F0の理 論 分 布及 び採 択 領 域 の例 を図 2.6‑1 に示 す。 こ こ で、z は有 意 水 準aに よ っ て 決 定さ れ る 値で あ る 。
(2.6.3)
0 0.2 0.4 0.6 0.8 1
0 1 2 3 4 5
F0
Probability
F(p,n-2p) Adoption area
図 2.5‑1 理 論 F 分布 と採 択 領 域
2 2 ) 2
(
0 0
0
− −
= −
p n
p F n
E
) 4 2 ( ) 2 2 (
) 2 (
) 2 ( ) 2
(
0 2 0
0 2 0
0 2
−
−
−
−
−
−
= −
p n p
n p
p n p F n
s
r F z s F E r F
F z s F
E ( )
) ) (
) (
(
0−
0<
0<
0+
02.7 状態 モニ タリ ング による 疲労 劣化評 価 技術 の 概念
疲 労 劣 化 のイ メ ー ジは 、図 2.7‑1「 疲 労 劣 化 進 展 のモ デ ル と 各 評 価 手 法の 適 用 範 囲 」に 示さ れ る と お り で あ る 。横 軸は 寿 命 消 費 率を 表し 、鋼 材が 破 断す る時 点を そ の 鋼材 の寿 命 とし 、破 壊に 至る ま で 繰返 し外 部か ら荷 重を 受け る こ と に よ る鋼 材の 疲 労 劣 化 の推 移を 消 費 寿 命と し て 、消 費 寿 命を 寿命 に対 する 百 分 率で 示し た も の で あ る。 一方 、縦 軸は 、左 側 に鋼 材に 生じ る ひ ず み 量、 右側 に鋼 材に 生じ た き 裂の 長さ を と り 、ひ ず み に つ い て は破 線 で示 さ れ る よ う に 、き 裂 発 生ま で右 上が り の 直線 で表 され 、 き裂 発 生 後の き裂 の進 展は 実 線で 示さ れ る よ う に、 破断 に至 る ま で右 上が りの 曲線 で表 さ れ る 。
図 2.6‑1 平 均 F0の理 論 分 布と 採 択 領 域
0
2 4 6 8
0.8 1.0 1.2 1.4
Probability
F0
N(E(F0),s2 (F0) / r) Adoption area
図 2.7‑1 疲 労 劣 化 進 展の モ デ ルと 各 評 価 手 法 の適 用 範 囲
(状態 モ ニ タ リ ン グ に よ る疲 労 劣 化 評 価 技 術 に よ る き 裂 発 生 時 期の 予測 ) 出典 :H18 年 度 戦 略 的 技 術 開 発「 構 造 物 長 寿 命 化 高 度 メ ン テ ナ ン ス 技 術 開 発 」に 加筆
劣 化レ ベ ル に つ い て は、き 裂の 発生 する 近傍 の範 囲を「発 生 期 」と称 し、「 発 生 期」の 前 を「 潜 伏 期」、「発 生 期 」の 後を 「進 展 期 」と 称し て い る。 こ れ ら は お お よ そ の 劣化 の状 態 の区 分を 表す も の で あ り、 厳密 な閾 値を 持っ て い る も の で は な い 。
現 在、 疲労 き裂 発 生 前の 状態 を定 量 的 ・客 観 的 に評 価す る 技術 と し て、 陽 電 子 消 滅 法 、 X線 回 折 法、 バ ル ク ハ ウ ゼ ン ノ イ ズ 法な ど が あ る が、 陽 電 子 消 滅 法で は非 破 壊 検 査 が で き ず、 X線 回 折 法、 バ ル ク ハ ウ ゼ ン ノ イ ズ 法は 初 期 状 態 (機 械 ・鋼 構 造 物の 製 造 時 点 )の 把 握が 必要 に な り、 実 用 的で は な い。
一 方、 本 技 術に お い て は 、上 記の よ う な問 題 点 は な く、 潜 伏 期 か ら き裂 発 生 ま で の疲 労 劣 化 状 態 を捉 え、 き裂 発 生 時 期 の予 測が 可能 で あ る。 また 、 き裂 発 生 後の き裂 長さ の進 展 に つ い て はレ プ リ カ法 な ど に よ る、 き裂 を実 際に 計測 する 手 法が あ る が、 本 技 術に お い て も、 理 論 的に は き 裂長 さの 進展 を客 観 的 に捉 え ら れ る 可 能 性が あ る。
本 技 術は 、疲 労 劣 化の 状態 を機 械・ 鋼 構 造 物 に取 り付 けた セ ン サ ーに よ り リ ア ル タ イ ム で モ ニ タ リ ン グ す る こ と に よ り、 き裂 発 生 の予 測を 可能 に す る も の で あ る が 、そ の方 法は 以 下の と お り で あ る 。
ま ず、 セ ン サ ー を対 象と な る 機械 ・鋼 構 造 物に 設置 し、 そ の時 の繰 返し 荷重 に よ る ひ ず み、 な ど のデ ー タ を取 得し 、そ れ を 初 期 状 態 のデ ー タ と し て 保存 する 。次 に設 置 後 の繰 返 し荷 重に よ る ひ ず み な ど を リ ア ル タ イ ム でモ ニ タ リ ン グし 、 その デ ー タを 経 時 的に 取得 し て い く。 デ ー タを 取得 す る た び に、 あ る い は あ る 一 定 間 隔 で 、取 得デ ー タ と先 に保 存し た 初 期 状 態 での デ ー タと をF 検定 (※ )を 使っ て統 計 的 に比 較 し、 疲 労 劣 化 の状 態を 検 定 統 計量 (F0) と し て算 出 する 。
(※ )F 検定 とは :帰 無 仮 説( 統 計 検 定 に お い て 、変 数 間 に 変化 や差 異が な い 状態 )が 正 し け れ ば 統 計 量が F分 布に 従う よ う な統 計 学 的 検 定の 総称
こ の検 定 統 計 量 (F0) は、疲 労 劣 化 初 期 に お い て は ほ と ん ど変 化し な い が、 き裂 発 生 に 近づ く と 徐々 に増 加し は じ め、 き裂 が目 視で 確認 で き る よ う な状 態で は、 明ら か に 大き な 値を 取る よ う に な る。 こ の こ と は、 経 済 産 業 省の 平成 17 年 度「 戦 略 的 技 術 開 発( 構 造 物 長 寿 命 化 高 度 メ ン テ ナ ン ス 技 術 開 発 )」 の中 で確 認さ れ て い る 。
こ のリ ア ル タ イ ム モ ニ タ リ ン グに よ る 劣 化 状 態 の統 計 的 評 価 手 法の 基 本 原 理 に つ い て は、
既に 特 許 取 得 済み で あ る。 原理 と し て、 検 定 統 計 量の 変化 に より 疲 労 劣 化 の状 態を 捉え る 手法 で あ る た め に 、ひ ず み 、あ る い はA Eだ け で な く 、疲 労 劣 化 を捉 え ら れ る 物 理 量で あ れ ば あ ら ゆ る も の が扱 える 利点 が あ る。
第 3 章 センサー の 種 類 の 違い に よ る 影響 の 確 認
3.1 目的
セ ン サ ーの 種類 の違 い に よ り 、統 計 的 評 価 手 法 で扱 う物 理 量が 変わ り、 同じ 疲 労 劣 化 の 状態 でも 、結 果と し て 疲 労 劣 化 進 展 曲 線 に違 いが 出る 可 能 性 が あ る。 劣 化 発 生 の予 測は 早 く行 え る こ と が望 ま し い が 、そ れ は 疲 労 劣 化 進 展 曲 線 で早 く 変化 が捉 え ら れ る こ と と同 義 で あ る。 疲 労 劣 化 進 展 曲 線 で早 く変 化が 捉え ら れ る こ と は 、 す な わ ち 、劣 化 発 生の 予測 の 精度 が高 い こ と を 表し て い る。
現 在、 様々 なセ ン サ ーが 開発 され 実 用 化さ れ て い る が、 セ ン サ ーの 種類 が異 なる 場合 の 疲 労 劣 化 進 展 曲 線 、及 び そ の変 化の 現わ れ る 時点 を確 認し 、 セ ン サ ー の種 類に 応じ た き 裂 発生 の予 測 精 度の 違い を把 握す る た め に 、種 類の 異な るセ ン サ ー を用 いて 同一 の疲 労 劣 化 を捉 える 模 擬 構 造 体 試 験を 行い 、そ のデ ー タ から 統 計 的 評 価 手 法 を用 いた 固有 の疲 労 劣 化 進 展 曲 線 を そ れ ぞ れ求 め、 その 結果 を比 較 評 価す る こ と が 本 研 究 の目 的で あ る 。
今 回、セ ン サ ー と し て 、ひ ず み ゲ ー ジ 、光 フ ァ イ バ ー(FBG セ ン サ ー )及び 加 速 度 計 を 用い て、 その 種類 の違 い に よ る 予 測 精 度 に つ い て 評価 を行 う。
3.2 セ ン サ ーの 種 類
今回 の実 験で 用い たセ ン サ ーの 種類 は以 下に 示 す3 種類 であ る。
1) ひ ず み ゲ ー ジ 2) 光 フ ァ イ バ ー 3) 加 速 度 計
3.2.1 ひ ず み ゲ ー ジの 仕様
ひ ず み ゲ ー ジは 、機 械 的 な寸 法の 微 小 的な 変化 (ひ ず み ) を電 気 信 号と し て 検出 する セ ン サ ーで 、材 料や 構 造 物の 表面 に接 着し て ひ ず み を測 定し 、 強度 な ど を確 認す る も の で あ る。 その 扱い や す さ の た め 、機 械・ 自 動 車を は じ め電 気、 電 機、 土木 など 多 方 面で 汎 用 的 に用 い ら れ て い る 。
今 回の 実験 で用 い た ひ ず みゲ ー ジ は、 一 般 的に 鉄 鋼 構 造 体 で用 い ら れ て い る 一 般 応 力 測 定用 ひ ず みゲ ー ジ (共 和 電 業 製 )で あ り 、そ の仕 様を表 3.2-1 に 示す 。ひ ずみ ゲ ー ジと し ては 、1 軸の ひ ず みゲ ー ジ 及び 2 軸の ひ ず みゲ ー ジ を使 用し た。
表 3.2‑1 ひ ず み ゲ ー ジの 仕様 1軸 ゲ ー ジ 2軸 ゲ ー ジ
ゲ ー ジ長 2mm 2mm
抵 抗 値 120Ω 120Ω ゲ ー ジ率 約2.1 約2.1 リ ー ド線 2線 式 2線 式
型 式 名 KFG-2-120-C1 KFG-2-120-D16
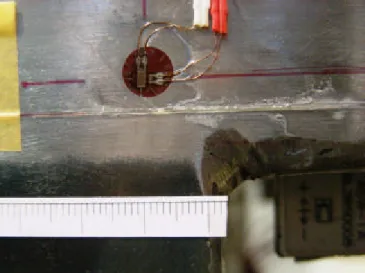
3.2.2 光 フ ァ イ バ ーセ ン サ ー
今 回 用 い た ひ ず み 計 測 用 光 フ ァ イ バ ーは 、FBG(Fiber Bragg Grating) セ ン サ ーで あ る。FBG は局 所 的 な ひ ず み を 高 精 度に か つ 動的 に測 定す る光 フ ァ イ バ ーセ ン サ ーで あ る 。 光フ ァ イ バ ー にブ ラ ッ グ回 折 格 子が 造ら れ て お り 、ブ ラ ッ ク 回 折 格 子 に光 が入 射さ れ る と 回 折 格 子 間 隔 と屈 折 率 の積 に比 例す る特 定の 周 波 数の 反 射 光 が発 生す る。 光フ ァ イ バ ー に ひ ず み が 生じ る と 格 子 間 隔 が変 化し ま た 屈 折 率も 変化 す る た め、 反 射 光の 周 波 数( ブ ラ ッ グ波 長) が変 化す る。 こ の ひ ず み と ブ ラ ッ グ 波長 との 関係 を図 3.2‑1 に示 す。 この 関係 を 用い て、 ブ ラ ッ グ 波長 の変 化 量 を捉 え ひ ず み に変 換し 計測 する 。
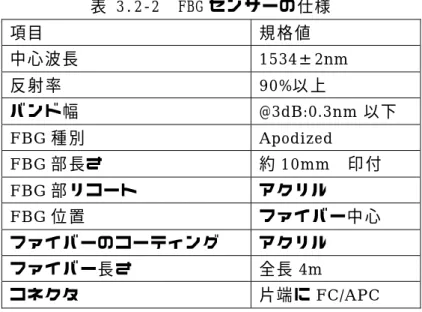
今 回の 試験 で使 用し た FBGセ ン サ ー (Avensys社 製) の仕 様を表 3.2‑2に示 す。
図2 ひずみとブラッグ波長の関係( 例)
1548 1549 1550 1551 1552
-1500 -1000 -500 0 500 1000 1500 2000
ひずみ(με)
ブラッグ波長(nm
図 3.2‑1 FBG セ ン サ ーの ひ ず み と ブ ラ ッ グ 波長 の関 係
表 3.2‑2 FBG セ ン サ ーの 仕様
項目 規 格 値
中 心 波 長 1534±2nm
反 射 率 90%以 上
バ ン ド幅 @3dB:0.3nm 以下
FBG種 別 Apodized
FBG部 長さ 約10mm 印 付
FBG部 リ コ ー ト ア ク リ ル
FBG位 置 フ ァ イ バ ー中 心
フ ァ イ バ ーの コ ー テ ィ ン グ ア ク リ ル フ ァ イ バ ー長 さ 全長 4m
コ ネ ク タ 片端 に FC/APC
3.2.3 加 速 度 計
加 速 度 計 は走 行 車 両の 加 速 度、 機械 など の振 動な ど を 計測 す る た め に 一般 に用 い ら れ て いる 。加 速 度 計で は物 体の 移 動 速 度 を直 接 計 測す る こ と は で き な い が 、状 態の 変化 を連 続 的に 記録 す る こ と で、現在 の状 態を 推測 す る こ と が で き る 。原 理と し て は、「ば ね の 変形 を 用い る も の」、「振 動を 用い る も の」、「光 フ ァ イ バ ーを 用い る もの 」が あ る 。今 回の 研究 に お い て は 、「 ば ね の変 形を も ち い る も の 」を 採用 し た。用い た加 速 度 計は 、定 格 容 量 1G用 の1 軸 防 水 型 加 速 度 変 換 器 (ASW-1W、 共 和 電 業 製) で あ る。 仕 様を表 3.2‑3に示 す。
表 3.2‑3 加 速 度 計の 仕様
型 式 名 ASW-1A
定 格 容 量 (参 考 値 ) ±9.807m/s2(±1G)
応 答 周 波 数 範 囲(23℃) DC〜40Hz 感 度 偏 差±5%
設置 共 振 周 波 数 70Hz
3.3 試 験 概 要
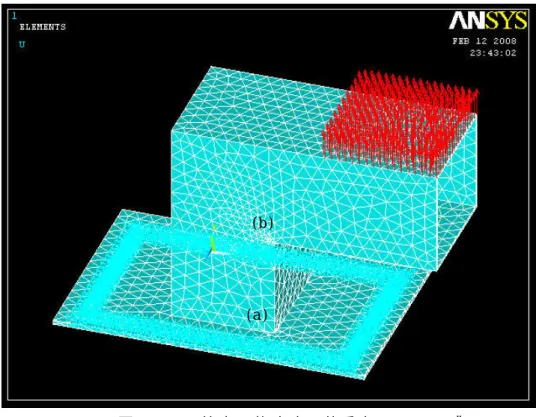
試験 は、 実 構 造 体 で問 題と な る 溶 接 部を 考慮 した 模 擬 構 造 試 験 体 を作 成し た。 こ れ に、
2.2 で示 した 、各 種セ ン サ ーを 同一 の疲 労 劣 化を 捉え る よ う に と り つ け疲 労 試 験を 実施 し た。 こ れ に よ り、 各種 セ ン サ ー に よ る固 有の 疲 労 劣 化 進 展 曲 線を 求め 、そ の結 果を 比 較 評 価す る こ と で セ ン サ ー に よ る感 度の 違い に つ い て 検討 を実 施し た 。
対象 と し た溶 接は 、一 般に 疲労 の検 出が 難し い と い わ れ て い る図 3.3‑1に 示す 溶接 三 重 点 で あ る。溶接 三 重 点は 、疲 労 設 計 指 針 1)に お け る 強 度 等 級 も な く 実際 に問 題に な る 箇所 で も あ る。 溶接 三 重 点は 構 造 体 内 部に 位置 し、 外部 から 目視 な ど定 期 的 な検 査で は発 見が 難 しい 。そ の た め、 オ ン ラ イ ン モ ニ タ リ ン グに よ る 疲 労 劣 化 検 出 は 非常 に重 要で あ る 。
図 3.3‑1 溶接 三 重 点 の構 造
3.4 試 験 装 置
本 試 験 で用 いた 試 験 装 置 は、1,000kN構 造 物 疲 労 試 験 用 油 圧ジ ャ ッ キ シ ス テ ム( 鷺 宮 製 作 所 製、EFH-1000-5-10)で あ る 。試 験 機 の仕 様を表 3.4‑1に示 す。 外部 か ら の入 力で の 制御 が可 能で あ る の で 、今 回の 試験 は外 部か らラ ン ダ ム波 形 の入 力 信 号を 与え 、ラ ン ダ ム 荷重 に よ る疲 労 試 験を 実施 した 。
表 3.4‑1 構 造 物 疲 労 試 験 機 用 油 圧ジ ャ ッ キ シ ス テ ム 仕様
加 振 力 ±1,000kN
変位 ±100mm
最 大 速 度 (無 負 荷 ) 5cm/s
加 振 周 波 数 範 囲 D.C. 0.01〜10Hz 制 御 方 式 荷重 、変 位、 外 部 入 力
試 験 体の 最 大 寸 法 6m×2.5m( 幅)×2.5m( 高さ )
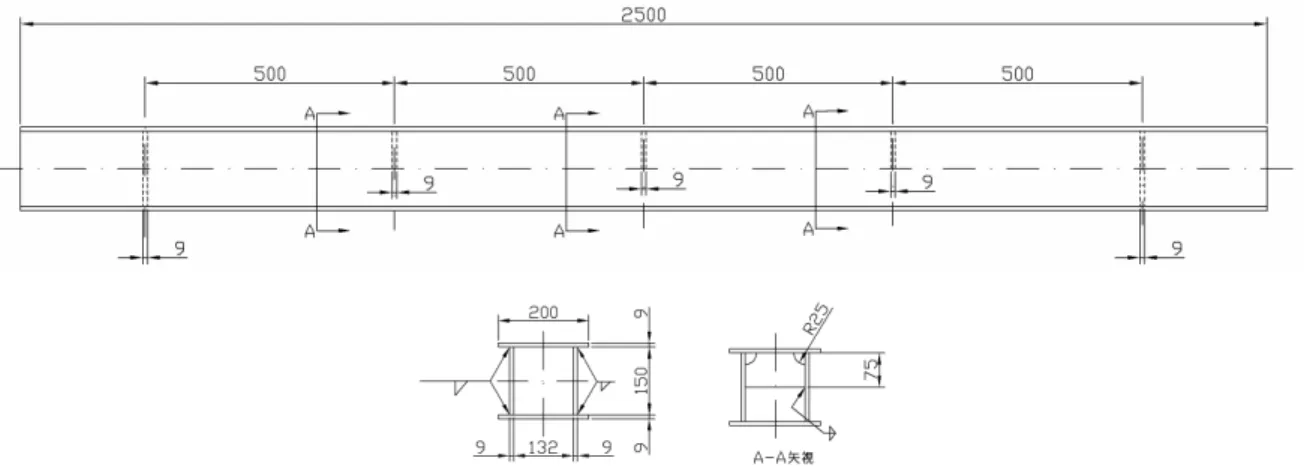
3.5 模 擬 試 験 体 形 状( タイプ A)
溶接 三 重 点を 含ん だ構 造 体 試 験 片 形 状の 概観 図を図 3.5‑1に全 体 寸 法 を図 3.5‑2に 示す 。 図 3.5‑2に 示す 、B 部 分に 溶接 三 重 点を 設け る構 造と し た 。 試 験 体は 、下 部を ボ ル トで 固 定し 、上 面を お す こ と で、 溶接 三 重 点に 曲げ 荷重 が加 わ る よ う な 構造 と し て い る。 構 造 試 験体 の材 料は 一 般 的な 構 造 材 料 で あ るSS400を 用い た。試 験 体の 溶 接 条 件 を図 3.5‑3に 示 す。溶 接三 重 点 部は 2 箇所 で き る が 、 片側 は完 全 溶 け込 み溶 接を 、も う片 側は 隅 肉 溶 接 と した 。試 験は 、荷 重 制 御で 実施 し2.7に 示す ラ ン ダ ム 波形 を 外部 から 入力 する 方法 を採 用 した 。
図 3.5‑1 三 重 点 を含 んだ 模 擬 試 験 体( タ イ プ A)の 概 観 図
図 3.5‑2 模 擬 試 験 体 (タ イ プ A) の組 図
B 部 A 部
C 部
図 3.5‑3 溶 接 構 造 体 試 験 体の 溶 接 条 件
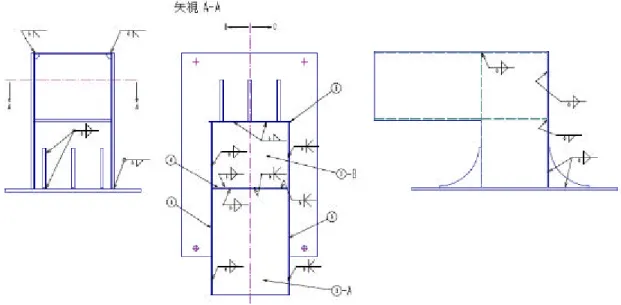
3.6 セ ン サ ー設 置 箇所 及 び数 量
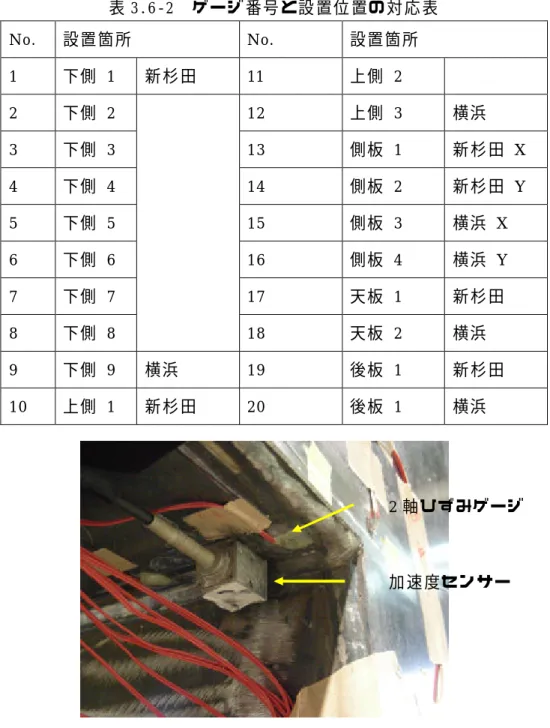
図 3.5‑2に示 した 模 擬 構 造 試 験 体に 、ひ ず み ゲ ー ジ、 光 フ ァ イ バ ー、 加 速 度 計 を設 置し た。 各セ ン サ ーの 設 置 数を表 3.6‑1 に示 す。 その 設置 箇所 を図 3.6‑1 に示 す。 単軸 の ひ ず みゲ ー ジ を溶 接三 重 点 が あ る下 面に 9 箇 所 等 間 隔に 設置 した 。ま た、試 験 体 天 板 に 3箇 所 等間 隔に 設置 した 。なお 、天板 と後 板の 境目 にも 2箇 所 、後 ろ板 に も2 箇所 設置 した 。三 重点 側 面 部に は2軸ゲ ー ジ を そ れ ぞ れ 設置 した。また 、FBGセ ン サ ー は、急な 折れ 曲が り を う け る と測 定が 不 可 能に な る こ と を考 慮し 、2軸ゲ ー ジ を貼 った 位置 に対 応す る よ う に 、 側面 に4 箇所 設置 した 。加 速 度セ ン サ ーは 、単軸 ゲ ー ジと 対 応す る よ う に 上 面 及び 下面 に 4箇 所 設 置し た。図 3.6‑2 に各 種セ ン サ ーの 設 置 状 況を 示す 。
表 3.6‑1 各種 セ ン サ ーの 設 置 数 ひ ず みゲ ー ジ 単軸 :16箇 所
2軸 :2 箇所 FBGセ ン サ ー 4箇 所 加 速 度セ ン サ ー 4箇 所
図 3.6‑1 各種 セ ン サ ー設 置箇 所
横 浜 側 新 杉 田 側
FGB 5mm
2軸ゲージ
加速度計 端部より 30mm
ひずみゲージ 溶接止端部より 5mm ひずみゲージ 溶接止端部より 5mm
FGB 5mm 2軸ゲージ
溶接始端部より 5mm
10mm 10mm
加速度計 端部より 30mm より 5mm溶接始端部
ひずみゲージ 溶接止端部より 5mm
ひずみゲージ 溶接止端部より 5mm ひずみゲージ 溶接止端部より 5mm
表 3.6‑2 ゲ ー ジ 番号 と設 置位 置の 対 応 表 No. 設 置 箇 所 No. 設 置 箇 所 1 下側 1 新 杉 田 11 上側 2
2 下側 2 12 上側 3 横浜
3 下側 3 13 側板 1 新 杉 田 X 4 下側 4 14 側板 2 新 杉 田 Y
5 下側 5 15 側板 3 横浜 X
6 下側 6 16 側板 4 横浜 Y
7 下側 7 17 天板 1 新 杉 田
8 下側 8 18 天板 2 横浜
9 下側 9 横浜 19 後板 1 新 杉 田 10 上側 1 新 杉 田 20 後板 1 横浜
図 3.6‑2 各種 セ ン サ ー設 置状 況外 観 図 (溶 接三 重 点 部)
3.7 作 用 荷 重
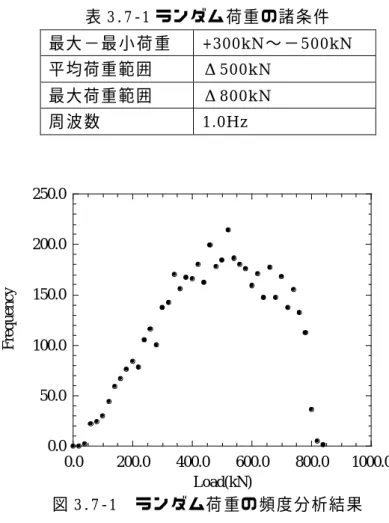
作 用 荷 重 はラ ン ダ ム荷 重を 用い た。 ラ ン ダ ム 荷重 の諸 条 件 を表 3.7‑1に示 す。 最 大 荷 重 が+300kN、最 小 荷 重が-500kN と な る よ う に ラ ン ダ ム 荷重 を設 定し 、ま た 、平 均 荷 重 範 囲 をΔP = 500kN、最 大 荷 重 範 囲 をΔP = 800kN、最 小 荷 重 範 囲を ΔP = 0kNと な る よ う に 、 ラ ン ダ ム 荷 重 波 形 を設 定し た。ラ ン ダ ム 荷重 の頻 度 解 析を 実施 した 結果 を図 3.7‑1に 示す 。 ラ ン ダ ム 荷重 は、1ル ー プ に 20,000 サ イ ク ル とし 、6,000 サ イ ク ル を一 定 荷 重(平 均 荷 重 -10kN、荷 重 範 囲300kN) と し て与 えた 。 加 速 度 セ ン サ
加 速 度セ ン サ ー 2軸 ひ ず みゲ ー ジ
表 3.7‑1 ラ ン ダ ム 荷重 の諸 条 件 最大 −最 小 荷 重 +300kN〜 −500kN 平 均 荷 重 範 囲 Δ500kN
最 大 荷 重 範 囲 Δ800kN 周 波 数 1.0Hz
図 3.7‑1 ラ ン ダ ム荷 重の 頻 度 分 析 結 果
3.8 試 験 結 果
静 的 試 験 に よ り、 ラ ン ダ ム 荷重 の条 件で あ る+30kN〜−50kN 迄 負 荷 し た と き の、 三重 点部 の ひ ず み 変化 を図 3.8‑1に 示す 。ほ ぼ線 形の 関係 が得 られ て い る こ と が わ か る。また 、
−500kNで 約 1,000? ? ( 約? ??MPa?発 生し て い る こ と が わ か る。
図 3.8‑1 負荷 荷 重と 三 重 点部 の ひ ず み の関 係 0.0
50.0 100.0 150.0 200.0 250.0
0.0 200.0 400.0 600.0 800.0 1000.0
Frequency
Load(kN)
-1500 -1000 -500 0 500 1000
-600.0 -400.0 -200.0 0.0 200.0 400.0 No.1
No.9
Strain(µε)
Load (kN)
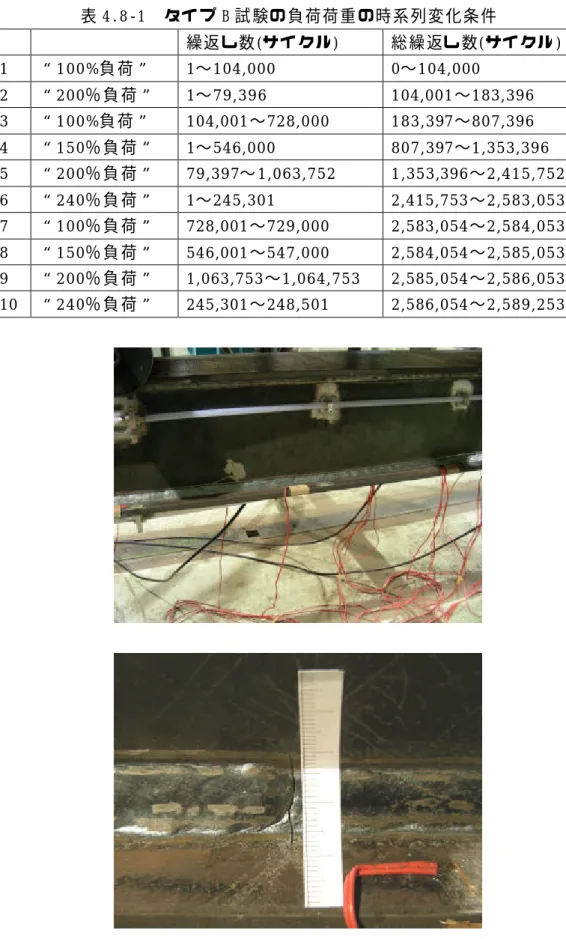
図 3.7‑1及 び表 3.7‑1に 示 した ラ ン ダ ム 荷 重 条 件 で疲 労 試 験を 実施 した 。疲 労 試 験 中 は、
目視 に よ る き 裂の 発 生 有 無 を確 認し た。そ の結 果、48,000サ イ ク ル ま で は、溶 接三 重 点 部 にき 裂は 確認 で き なか っ た 。し か し な が ら 、50,000サ イ ク ル に達 し た と き に図 3.8‑2に 示 す よ う な 溶接 三 重 点に 疲労 き裂 が見 つ か っ た 。ま た、 試 験 体 の付 け根 部に お い て は 、そ れ より 早い 32,000 サ イ ク ル で試 験 体 の付 け根 部に図 3.8‑3に 示す 疲労 き裂 が確 認さ れ た 。
(a)溶 接三 重 点 部の き裂 発 生 位 置(隅 肉 溶 接 側 )
(b)溶 接三 重 点 部の き裂 発 生 位 置( 完 全 溶け 込み 側)
図 3.8‑2 約 50,000 サ イ ク ルで 発見 さ れ た溶 接 三 重 点部 の疲 労き 裂