Kyushu University Institutional Repository
大麦焼酎製造工程におけるグリセリンの生成機作と その役割に関する研究
大森, 俊郎
https://doi.org/10.11501/3099962
出版情報:Kyushu University, 1994, 博士(農学), 論文博士 バージョン:
権利関係:
しながら, もろみ中のグリセリン濃度向上を目的にクエン酸濃度を高めること は酵母の増殖阻害をもたらす危険があり さらに不飽和脂肪酸は酵母のグリセ リン生成を促進するが, 一方ではエステル生成を阻害する8 3 . 8 4 ) 。 以上の ことから, クエン酸および不飽和脂肪酸によるグリセリン生成の向上が必ずし も焼酎の品質向上につながらない可能性がある。
一方, 前章までの知見から, 製造条件を変更することでもろみ中のグリセリ ン濃度を高めることが可能である。 例えば, 第2章で述べたように, 従来の大 麦焼酎もろみではリパーゼ活性が低いために 大麦中のグリセリドからのグリ セリン生成はほとんどないが, もろみのリバーゼ活性を高めることで大麦中の グリセリドからのグリセリン生成が促進され, もろみ中のグリセリン濃度は増 加すると考えられる。 また, 第4章で述べたように, 大麦焼酎もろみは初期グ ルコース濃度が低いためグルコース濃度がグリセリン生成に影響することはほ とんどない。 しかし 糖化酵素を使用することによりもろみの初期グルコース 濃度を高まり, これにより酵母のグリセリン生成は向上すると考えられる。 さ らに, 前章で取得した18%塩化ナトリウム耐性株TK-2を用いた焼酎はもろみ中
のグリセリン濃度の向上による香気成分の増加でエステル香が高く, まろやか な焼酎が得られたことはすでに述べた。
本章ではまず酵素剤を使用して グリセリン濃度向上に最適な製造条件を検 討し, この条件でTK-2を用い実用レベルでの試験仕込みを行い, 焼酎製造を試 みた。
8-2 実験方法
原料大麦
第l章1 -2に示した。
大麦麹
第2章2-2に示した。
酵母
大麦焼酎醸造用酵母BAW-6を使用し, 試験仕込みでは18%塩化ナトリウム耐 性株TK-2も使用した。
供試酵素剤
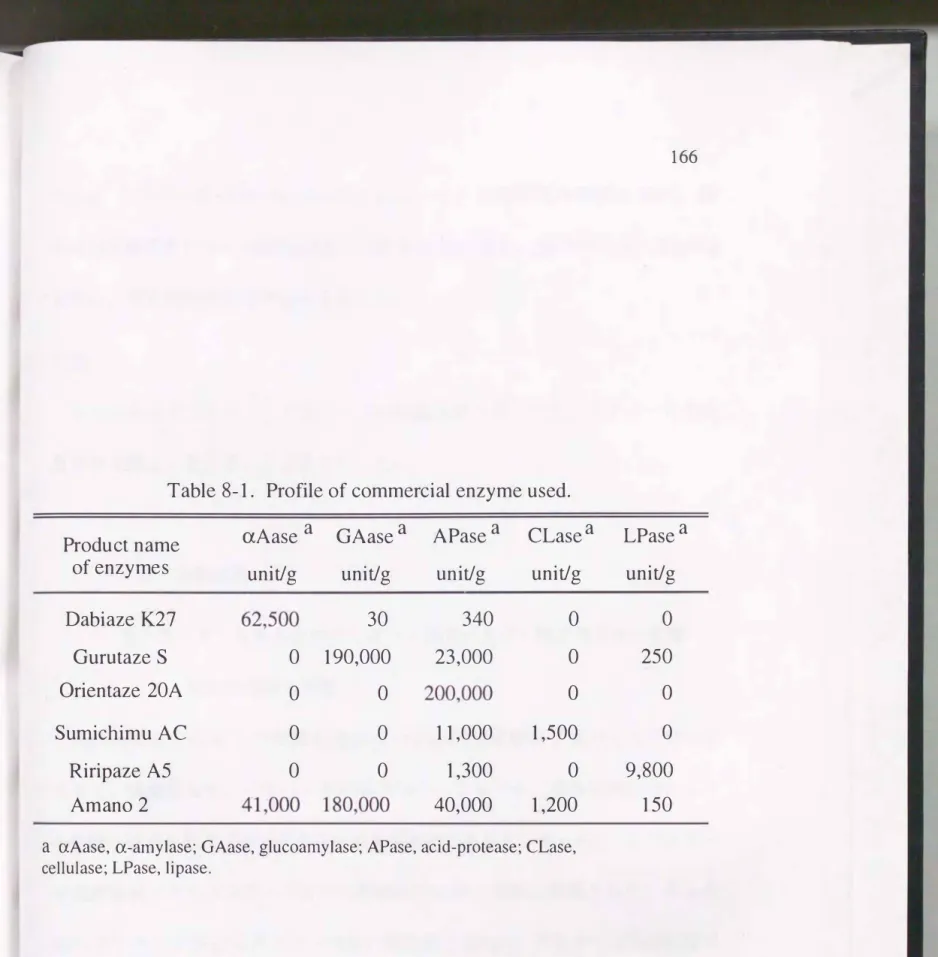
ダビアーゼK27 (ナガセ生化学工業, αーアミラーゼ系) , グルターゼs (上 回化学工業, グルコアミラーゼ系) , オリエンターゼ20A (上回化学工業, プ ロテアーゼ系) , スミチームAC (新日本化学, セルラーゼ系) , リリバーゼA5
ウムから370Cで1分間に1μmolのグルコースに相当する還元糖を生成する活性を 1unitと定義した。詳細はTable 8-1に示す。
酵素剤添加仕込み試験
酵素剤を添加した仕込み試験は, 精麦率650/0の大麦を用い第 2章Table2-1 に 示す麹歩合33%仕込み配合で, 温度250C一定で行ったO 酵素剤の影響を調べた 実験は, 酵素斉1J1.5g (総原料の0.50/0 (wjw) )を主もろみに添加した。 グルター
ゼS濃度の影響を 調べた実験は, グルターゼSを(0.6, l.5, 2.1 および、3g, それ ぞれ総原料の0.2, 0.5, 0.7, 1.00/0相当)主もろみに添加した。 また, グルター ゼS存在下でのリバーゼ活性の影響を調べた実験は, グルターゼS(1.5g, 総原 料の0.50/0 (wjw) )とリリバーゼA5 (0.2, 0.45, 0.9およびl.8g, それぞれ総原 料の0.07, 0.15, 0.3, 0.60/0相当)を主もろみに添加した。 コントロールは酵素 剤無添加の麹歩合33%仕込みとしたO
大麦焼酎試験仕込み
精麦率65%の大 麦を用い, 総原料100kgの大麦焼酎試験仕込みを行った。 酒 母は麹30kg, 水45/, 主もろみは大麦 70kg, 水105/で行い, 主もろみにアマノ2
Table 8-1. P rofile of commercial enzyme used.
Product name αAase a GAasea APase a CLasea LPase a of enzymes unitJg unitJg unitJg unitJg unitJg
Dabiaze K27 62.500 30 340 。 。
Gurutaze S 。 190,000 23,000 。 250
Orientaze 20A 。 。 200.000 。 。
Sumichimu AC 。 。 11,000 1,500 。
Riripaze A5 。 。 1,300 。 9,800
Amano 2 41.'000 180.000 40,000 1,200 150
a αAase, αー出nylase; GAase, glucoamylase; APase, acid-protease; CLase,
cellulase; LPase, lipase.
もろみ中のグリセリン, グル コースの定量は第l章1 - 2, エタノールの定 量は第3章3-2に示した方法で行った。
8-3 実験結果
8-3-1 もろみ中のグリセリン濃度に及ぼす酵素剤添加の影響 a. 酵素剤種類の影響
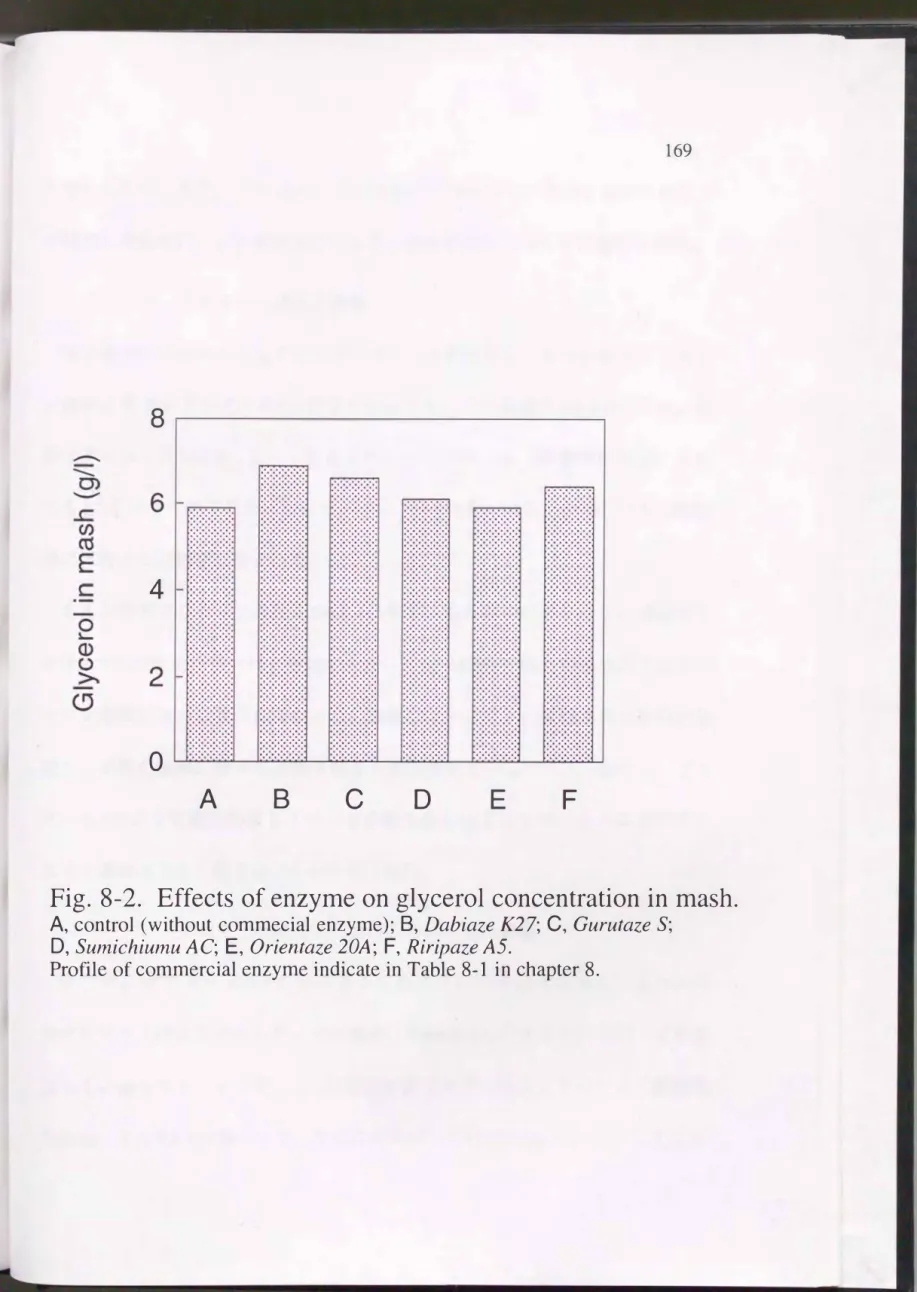
Fig.8-1 に主もろみでの発酵経過およびFig.8-2に発酵終了後の もろみ中のグ リセリン濃度を示す。 リリバーゼA5以外はコントロール(酵素剤無添加)よ り
も発酵が促進され, グルコアミラーゼ系酵素剤であるグルターゼS , αーアミラー ゼ系酵素剤である ダピアーゼK27の添加区では特に発酵が促進された。 もろみ 中のグリセリン濃度はダピアーゼ、K27添加区で 6.9g/l, グルターゼ、S添加区で 6. 6g/ 1, リリバーゼA5添加区で6.4g/1で, これらはコントロールよりも多かったO 一方, スミチームAC, オリエンターゼ20Aの添加区ではコントロールとの違い はほとんどなかった。 ダピアーゼ、K27, グルターゼSをj恭力日することでもろみ中 のグルコース初期濃度が高くなり, そのため酵母のグリセリン生成が向上した
100
40 20 80 60
(O)吉会コON00
10 12 8
4 6 2
。
Fermentation day
Fig. 8-1.
Shochu
fermentation ofkoji
ratio 33% with commercial enzymes.Materials used were shown in Table 2-1 in chapter 2.
Symbols : 0 , Dabiaze K27; 0 ,Gurutaze S;
口, Sumichiumu AC; ð. , Orientaze 20A;
V , Riripaze A5; ・, Control (without enzyme).
rででマでママ・7
8
4
(一\O)工mwcεc二O」ωO〉一。
Fig. 8-2. Effects of enzyme on glycerol concentration in mash.
A, control (without commecial enzyme); 8, Dabiaze K27; C, Gurutaze S;
0, Sumichiumu AC; E, Orientaze 20A; F, Riripaze A5.
Profile of commercial enzyme indicate in Table 8-1 in chapter 8.
F E
D B C
A
。
と考えられた。 また, リリバーゼA5は大麦のグリセリドに由来するグリセリン が増加したために, もろみ中のグリセリン濃度が増加したためと考えられたO
b. グルターゼ濃度の影響
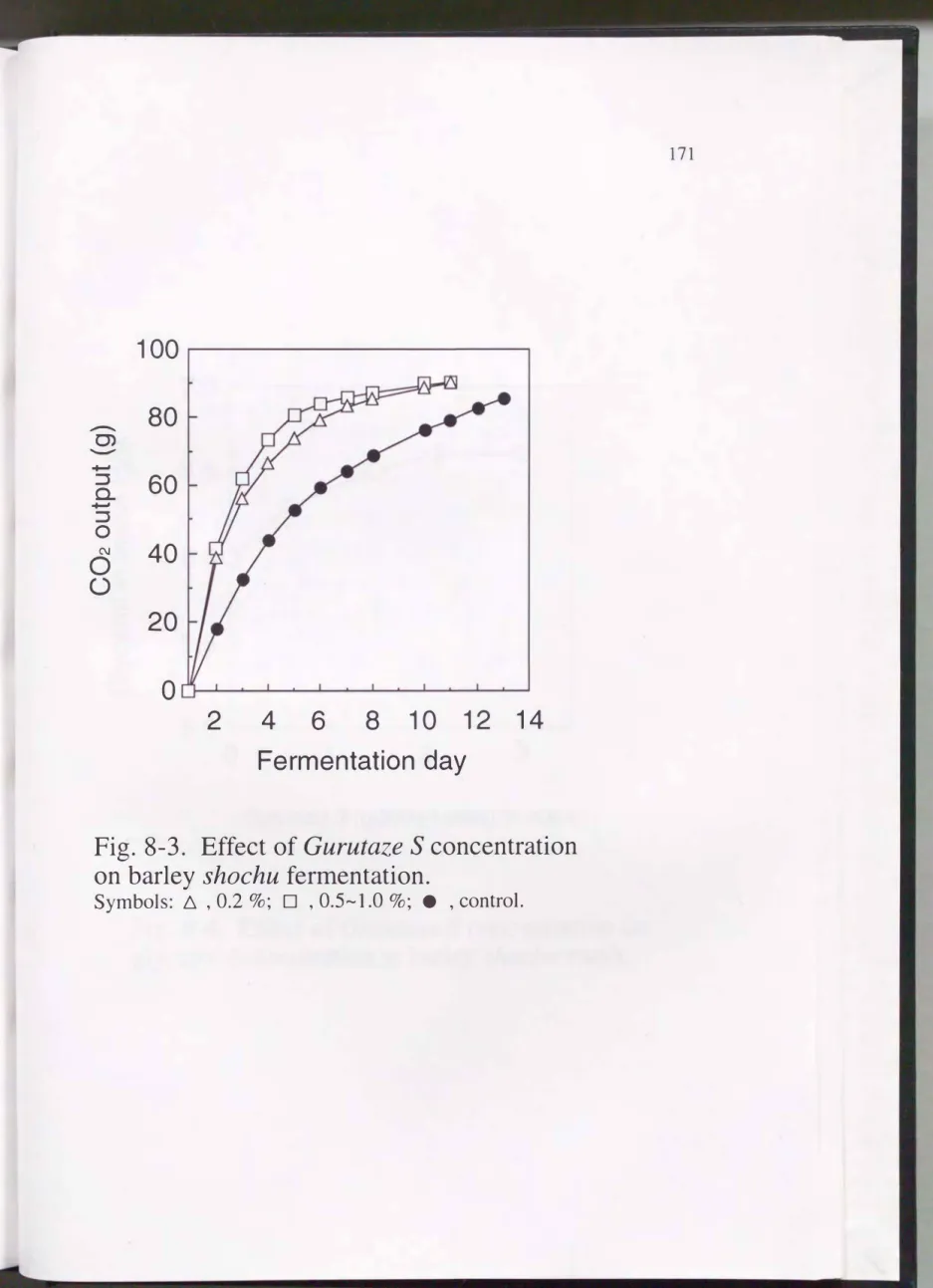
麹歩合33%仕込みの主もろみにグルターゼSを添加し もろみ中のグリセリ ン濃度に及ぼすグルターゼSの影響を検討した。 その結果をFig.8-3に示す。 発 酵はグルターゼS添加によって促進され, コントロール(酵素剤無添加)に比 べると2日はやく終了した。 しかし グルターゼSを0.50/0以上添加しでも発酵経 過にはほとんど影響しなかった。
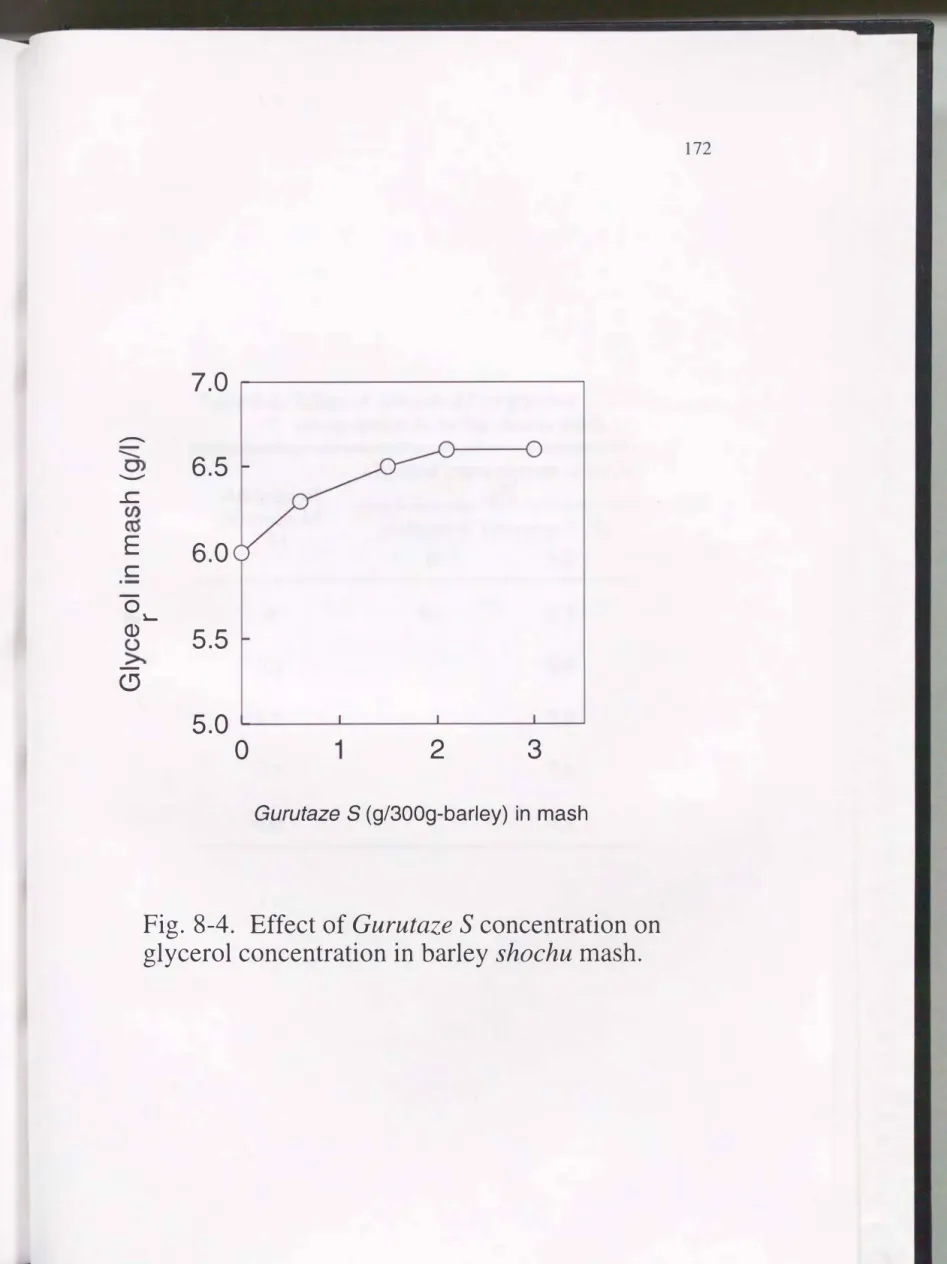
もろみ中のグリセリン濃度をFig.8-4に示す。 もろみ中のグリセリン濃度はグ ルターゼS添加量が多いほど増加したが, 1.5g (0.50/0 )以上の添加区では グリ セリン濃度に違いは見られなかった。 穀類にはデンプンに保持された脂質が存 在し, 原料の溶解に伴って遊離されると報告されている1 2 7 ) 。 従って, グル
ターゼSのような糖化酵素とリバーゼ、を組み合わせることで, もろみ中のグリ セリン濃度はさらに高まることが予想された。
c. グルターゼ、存在下におけるリバーゼ、の影響
そこで , グルター ゼSが 0.5%存在下でのリリパーゼA5を添加し, もろみ中 のグリセリン濃度を比較した。 その結果, Table8-2に示すようにリバーゼを添 加しない場合でも, グ ルターゼSの効果でグリセリンはコントロール(酵素剤 無添加)よりも0.7g/1多くなり, さらにリリバーゼA5を添加することでグリセ
80 60 40 20
(O)吉会コON00
。
14 12
Fermentation day 8 10
6 4 2
Fig. 8-3. Effect of Gurutaze S concentration on barley shochu fermentation.
Symbols: � ,0.2 %;口 ,0.5-1.0 %;・ ,control.
,.._、
、0、 、3
、-
工こU c u 3
ε
.-c
O L- o t
〉J
、
。
7.0 6.5
6.0
5.5
5.0 0 2 3
Gurutaze S (g/300g-barley) in mash
Fig. 8-4. Effect of Gurutaze S concentration on glycerol concentration in barley shochu mash.
Table 8�2. Effect of Riripaze A5 on glycerol concentration in barley shochu mash.
Addition of Riripaze A5
(%)
。 0.2 0.5 0.7 1.0
Glycerol concentration in mash (g/l)
Addition of Gurutaze S (%)
。 0.5
6.0 6.7
6.9 7.0 7. 1 7.3
リン濃度はO.9�1.3g/1増加した。 この結果は, 第2章2-2でも述べたように,
大麦焼酎もろみではリバーゼが不足していることを示すものと考えられた。
8-3-2 試験仕込みの分析と官能評価
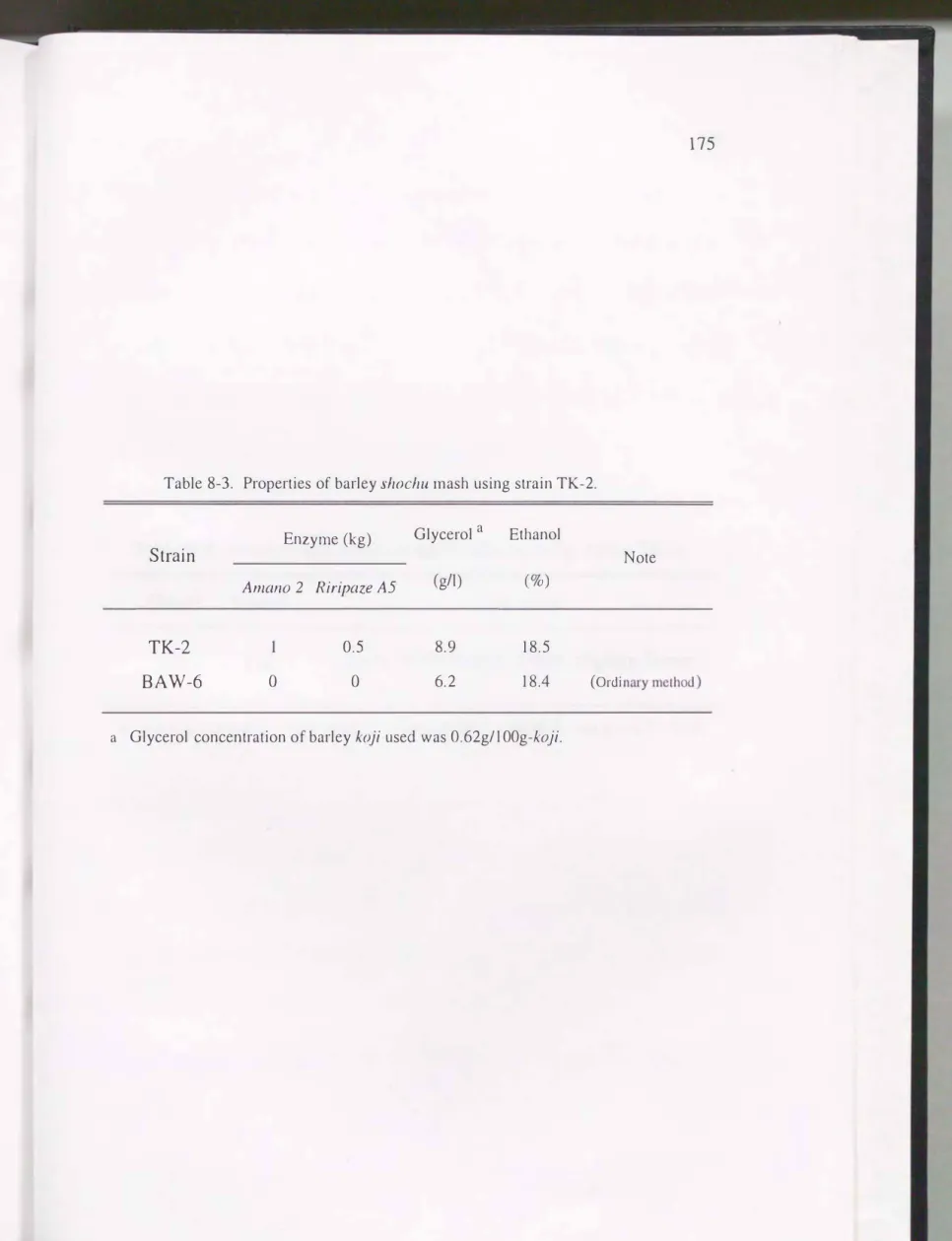
以上のように 酵素剤使用によってもろみ中のグリセリン濃度は増加したこ とから, αーアミラーゼ, グルコアミラーゼを含む焼酎醸造用複合酵素剤アマノ 2とリリバーゼA5を使用して実用規模での仕込み試験を行った。 酵母は前章で 取得したグリセリン高生成株TK-2を使用した。 また, 従来法として酵素剤無添 加でTK-2の親株であるBAW-6を使用した仕込みを行った。 発酵終了後のグリセ リンおよびエタノールの濃度をTable8-3に示す。 TK-2を使用し, 酵素剤を添加 したもろみ中のグリセリン濃度は8.9g/1で, BAW-6を使用した従来法より約44%
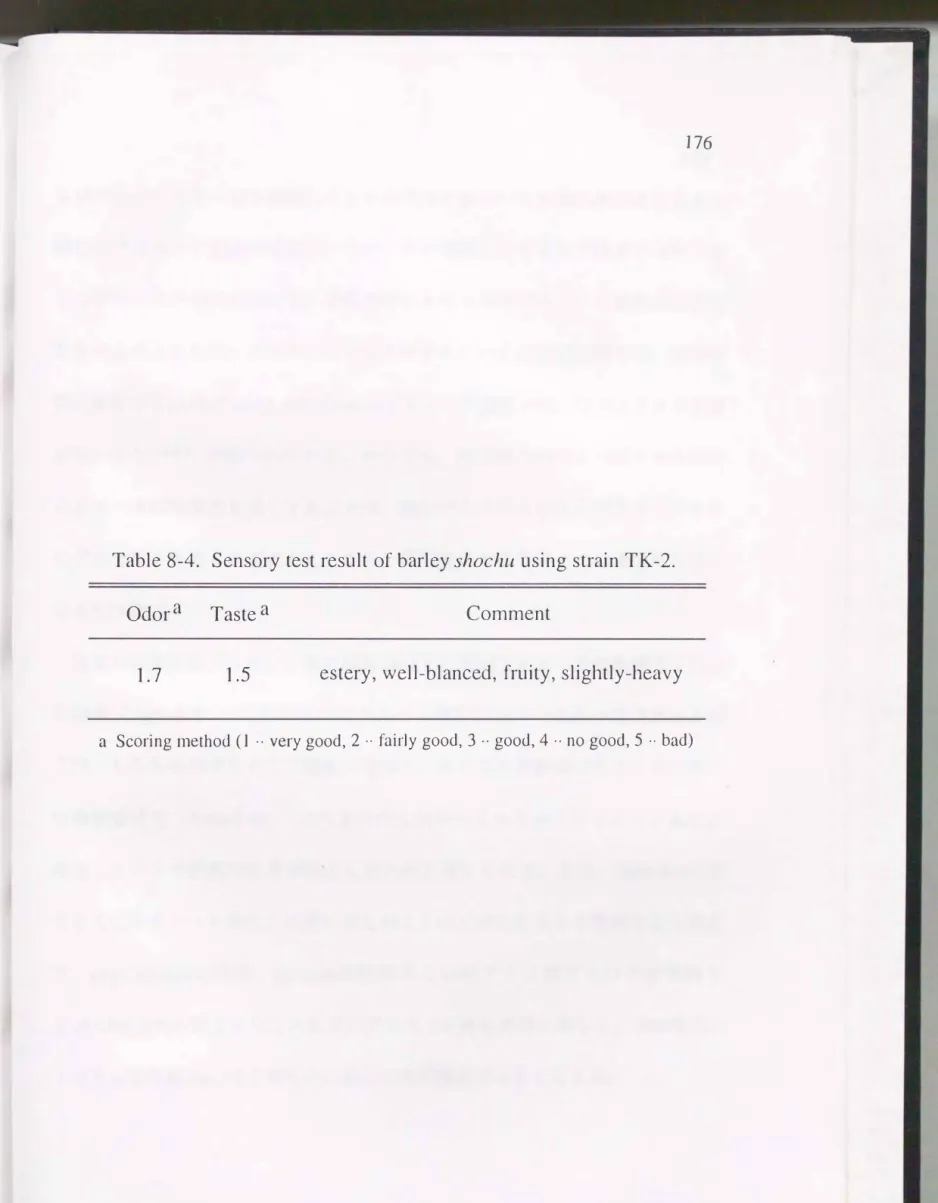
増加したO もろみを減圧蒸留し, 得られた焼酎製品を250/0に希釈後, 専門パネ ラーによる官能検査を実施した。 その結果, Table8-4に示すように15名中11名
のパネラーがエステル香が強い, まろやかな味の焼酎と高く評価したO
8-4 考 察
以上のように, グリセリン高生成の製造条件を検討した結果, もろみ 中の
αーアミラーゼ活性, グルコアミラーゼ活性およびリバーゼ活性を高めることで
もろみ中のグリセリン濃度を高めることができた(Fig.8-2)。 αーアミラーゼお
Table 8-3. Properties of barley shochu mash using strain TK-2.
Strain Enzyme (kg) Glycerol a Ethanol Amαno 2 Riripαze A5 (g/l) (%)
TK-2 0.5 8.9 18.5
BAW-6 。 。 6.2 18.4
a Glycerol concentration of barley koji used was 0.62g/l 00g-koji.
(0凶 Note
Table 8-4. Sensory test result of barley shochu using strain TK目2.
Odor a Taste a
1.7 1.5
Comment
estery, well-blanced, fruity, slightly-heavy
a Scoring method (1 ・ ・ very good, 2 ・ ・ fairly good, 3 ・ ・ good, 4 ・ ・no good, 5 ・ ・ bad)
膜に存在するalcohol acety 1 transferaseはグルコース濃度が高いほどエステル生成 が高いこと1 2 8 )が知られて いる。 そのため, 酵素剤添加によってもろみ中の グルコース初期濃度を高くすることは, 酵母のエステル生成を促進させ, さら にグリセリン生成も促進することから 焼酎製品の品質向上に効果的な方法と 考えられた。
前章で取得したグリセリン高生成株TK-2と酵素剤を使用した焼酎醸造を行っ た結果(Table8-3), もろみ中のエタノール濃度はBAW-6を用いた従来法と同
じで, もろみ中のグリセリン濃度は増加し, 得られた焼酎はパネラーから高い 評価を受けた(Table8-4)。 これまでの知見からもろみ中のグリセリン濃度が 増加したことで焼酎の品質が向上したためと考えられた。 また, Table8-4�こ示 すようにエタノール濃度には違いがないことは実用化する上で重要なことであ
り, allyl alcohol耐性株, pyrazole耐性株あるいはアミノ酸アナログ耐性株な どのADH活性が低下したこれまでのグリセリン高生成株と異なり, 18%塩化ナ
トリウム耐性株TK引ま工業生産に適した実用酵母であると言える。
8-5 小括
α-アミラーゼ\グルコアミラーゼ\フロテアーゼ, セルラーゼ、およびリバー ゼの各種酵素剤を使用し, もろみ中のグリセリン濃度に対する影響を調べた。
その結果, αーアミラーゼ系, グルコアミラーゼ系, リバーゼ系のどれか1種類 の酵素剤を添加することでもろみのグリセリン濃度は向上した。 αーアミラーゼ 系およびグルコアミラーゼ系の酵素剤を添加した場合, 大麦の溶解・糖化が促 進され, その結果もろみ中のグルコース初期濃度が向上し, 酵母のグリセリン 生成が向上したものと考えられた。
前章で取得したTK-2を用い, 麹歩合330/0仕込みで焼酎醸造用酵素剤アマノ2 とリリバーゼA5を添加し 大麦焼酎を試験醸造した結果, もろみ中のグリセリ ン濃度は8.9g/lとなり, 従来法であるBAW-6を使用した麹歩合33%もろみの場合 と比べ, グリセリン生成は約440/0増加した。 もろみを減圧蒸留し得られた焼酎
製品はエステル香が強い, まろやかな味の焼酎であった。
グリセリンは 醸造酒の甘味を構成する成分として知ら れていたが, 蒸留工程 では留出し ないことから , 蒸留酒 についてはこれまで研究された例はなかった。
第1章では焼酎醸造におけるグリセリンの役割を明らかにすることを試みた。
エタノール水溶液および焼酎もろみに グリセリンを添加し, 減圧蒸留における グリセリンの留出を検討した結果, 添加したグリセリン量 とほぼ同量のグリセ リンが蒸留残液から回収された。 このことから , グリセリンは蒸留工程では留 出せず, 焼酎香 味に直接は影響 しないことが確認された。 しかし, 一方で焼酎
原酒中の他の 香気成分濃度に影響し, 焼酎原酒中の 香気成分は グリセリン 濃度 の増加にと もなう挙動で ( 1)いったん増加した後減少した成分, (2)徐々に 減少した成分, (3)影響されな か った成 分に 分類 すること ができ た。 酢酸 ß-フェネチルは(1)に, ß-フェネチルアルコールおよび脂肪酸エチルは(2) に, 高級アルコールおよび低沸点のエステル類は(3)にそれぞれ分類された。
一般的な麹歩合33%もろみを用いて行った実験ではグリセリン 濃度が8--- 18g/1のとき, 焼酎原酒は, Hエス テル 香が高いに Hブルーティーに "まろやかな 味"など好ましい評価を受け , 2IJg/ lを超える濃度では味が重たくなる傾向にあ っ た。酢酸ß-フェネチル, ß-フェネチルアルコールおよび脂肪酸エチルの気液
平衡に与えるグリセリンの影響を水-エタノール系で検討した結果, グリセリン 濃度増加にともないß-フェネチルアルコール, パルミチン酸エチルおよびリノー ル酸エチルの気液平衡 比は低下し, 酢酸ß-フェネチルの気液平衡比は上昇した。
以上のことから, もろみ中のグリセリン濃度に よってもろみ中の香気成分の気 液平衡が影響を受け, グリセリン濃度が焼酎の官能評価に間接的に影響してい ることが明らかになった。
第2章では, 大麦焼酎もろみ のグリセリンの生成源について検討したO 市販 酵素剤リバーゼを用い大麦および大麦麹に由来するグリセリンを定量した結果,
リバーゼ活性の増大に伴って大麦あ るいは大麦麹からのグリセリン生成が増加 した。 しかし, もろ み中 のリバーゼ、はlunit/ml以下で あり, このことから発酵 中に大麦や大麦麹のグリセリドに由来するグリセリン生成はほとんどないと考 えられた。 もろ み中のグリセリン濃度は麹歩合が高いほど高かった。 これは麹 に由来するグリセリンが増加したことに加え, 酵母の代謝に伴って生成したグ リセリンが増加したためであったO 全麹もろみの酵母が生成し たグリセリンは 麹歩合33%の酵母より重量比 で約25%増加し, 酵母のグリセリン生成は 仕込み
条件に影響されてい た。
全麹もろみで酵母のグリセリン生成が向上した要因を明らかにするためには,
全麹もろみの特徴を把握する必要がある。 しか し, 大麦焼酎も ろみの仕込み配 合は麹歩合33%が一般的で, 全麹仕込みは行われていないため, これまで詳細 には検討されて いない。 そこで, 第3章では, 大麦麹および全麹もろみの特徴
グリセリンとリパーゼの基質となるグリセリド の製麹中の経時変化を調べた。
その結果, グリセリドは製麹 30時間までほとんど変化なかったが、 36時間以降 減少し始め、 42時間麹では大麦の約55%まで減少した。 一方、 大麦から遊離グ リセリンは検出されなかったが、 大麦麹中の遊離グリセリンは時間経過に従つ て徐々に増加し、 特に36時間以降顕著に増加した。 また, 麹中のリバーゼ活性 も36時間以降顕著に増加した。
もろみ中のグルコース濃度は最高で、10/0で24時間以降は0.250/0以下で推移し,
麹歩合の影響は小さかった。 もろみ中のクエン酸は麹に由来することから麹歩 合が高い方が多かった。 もろみのpHは, 麹歩合が高いほど低く, クエン酸濃度
の低下に従って上昇し, pHはクエン酸濃度の影響を強く受けていた。 大麦麹中 の高級脂肪酸(C14-C18:3)含有量は大麦のおよそ8.4倍で, 不飽和脂肪酸の割 合が増加していた。 もろみ中の脂肪酸濃度は主原料にも麹を使用する全麹で高 かった。 また 発酵終了後のもろみから 酵母を回収して菌体内脂肪酸を比較し た結果, 全麹から分離した酵母は麹歩合33%から分離した酵母に比べ菌体内脂 肪酸(CI4-C18:3)が菌体100mg当り3.6mg多く, 特にリノール酸は2.5mgと顕著 に多かった。
第4章では, 前章で調べたもろみの特徴に基づいて, 大麦全麹もろみで酵母
がグリセリンを 高生成した要因を検討した。 大麦焼酎もろみの初期グルコース 濃度を調整して発酵させた結果, 初期濃度で30/0以上になるともろみ中のグリセ リン増加が見られた。 しかしながら, 実際には大麦焼酎もろみ中でのグルコー ス濃度は10/0以下で推移することから, 大麦焼酎もろみでの酵母のグリセリン生 成に及ぼすグルコース濃度の影響は無視できるものと考えられた。 一方, 大麦 焼酎もろみで初期クエン酸濃度を調整して発酵させた結果, 全麹もろみに相当 する初期濃度10/0でもろみ中のグリセリン増加が見られ, これは麹歩合の違いに よるグリセリン生成の差のおよそ6割に達したO また, グルコース濃度10%での クエン酸濃度の影響を調べたところ, クエン酸 濃度の増加に伴ってグリセリン 濃度は増加し, 高濃度グルコー スであってもクエン酸はグリセ リン濃度に影響 したO
麹歩合330/0もろみに全麹もろみに相 当する量の高級脂肪酸を添加した結果,
もろみ中のグリセリン濃度は向上し, これは麹 歩合によるグリ セリン生成の差 のおよそ3割であった。 全麹もろみと同じ濃度になるようにクエン酸と脂肪酸 を添加したところ, 酵母のグリセリン生成は全麹もろみの酵母とほぼ一致した。
以上のことから, 全麹もろみで の酵母のグリセリン高生成はクエン酸と脂肪酸 の濃度の違いによるものと考えられた。
第5章では, 酵母のグリセリン生成に及ぼすグルコース, クエン酸および脂
肪酸の影響を合成培地においてさらに詳しく検討した。 並行複発酵モデル培地
上させていると推察された。また, pHも酵母の GPase活性に影響したが, 実際 のもろみの pHはクエン酸濃度と関連しており, クエン酸の影響に包括されるも のと考えられた。オレイン酸は, 供試した10種類の醸造用酵母のグリセリン 生成を増 加させ 特に焼酎酵母(BAW-6 , MK, Ko, SH-4) , ビール酵母 (IFOl167)およびウイスキー 酵母(IF02373)に対して顕著に増加させた。リ ノール酸は焼酎酵母, ビール酵母およびウイスキー酵母のグリセリン生成を促 進したが, 清酒酵母(K-7, K-9)およびワイン酵母(W-3)のグリセリン生 成は阻害した。焼酎酵母BAW-6の菌体当たりのグリセリン生成能はオレイン酸,
パルミチン酸の添加区では脂肪酸無添加区と変わらなかったの に対し, リノー ル酸添加区では向上していた。 また, グリセリン生成は窒素源の影響を受け,
酵母はアミノ態窒素よりも無機態窒素でグリセリンを高生成した。
第6章では, 窒素源が酵母のalcohol dehydrogenase (ADH)活性に影響してい ることを明らかにし, この結果を基にアミノ酸代謝系を変異したアミノ酸アナ
ログ耐性株からグリセリン高生成株を取得した。 すなわち, ADH活性はアミノ 態窒素添加区より無機態窒素添 加区で低く, グリセリン生成は無機態窒素添加 区で、高かった。 この結果から , アミノ酸生合成が活発になるとADH活性およ
ぴエタノール生成が 低下し , その ためにグリセリン生成が向上するのではな いかと推論し アミノ酸代謝系が 変異したアミノ酸アナログ耐性株 のグリセ リン生成を調べた 。 その結果, 5ム5-trifluoroleucine (TFL)およびp-fluoroDL-
phenylalanine (FPA)の耐性株から高 い確率で親株よりもグリセリンを高生成 する株が得ら れた。 T礼およびFPAの耐性株とも最優秀株は親株のおよそ1.8倍 のグリセリンを生成した。 また 対象として行ったcanavanine (CAN)および cerulenin (CER)の耐性株は親株よりもグリセリン生成が低下した株が多かっ た。 TFLおよびFPAの耐性株 ではグリセリン生成が多い株ほどエタノール生成 量は低下する傾向にあり, 両耐性株の菌体内ADH活性は親株よりも低く推移し た。 また, アミノ酸代謝系変異株のグリセリン生成量はフィードバック阻害が 解除されたアミノ酸に由来するイソアミル アル コールやß-フェネチルアルコー ル の生成量 とそれぞれ正の相関が認められた。 アミノ酸代謝系変異株は,
フィードバック阻害が解除されたいくつかのア ミノ酸を継続的に生合成したた めに親株よりADH活性が低下し, そのためにグリセリンを高生成したと推定さ れた。
以上のように, アミノ酸アナログ耐性株はグリセリンを高生成したが, ADH 活性が低下したためにアルコール生産性が低下する可能性があり, 焼酎醸造に とっては好ましくない。 そのため, ADH活性は低下することなく, グリセリン 生成だけが増加する変異株の取得 が望まれた。
第7章では, Zygosaccharomyces rouxii, Debariomyces hanseniiは耐塩性を有
ニングを行い, 塩化ナトリウム耐性株20株を取得した。 このうち, 18株が親株 よりグリセリンを高生成し, 高い確率でグリセリン高生成株が取得できたO し かし, グリセリン生成の増加率が親株の1割程度であったため, 180/0塩化ナトリ
ウムに対して耐性を有する 株の取得を試みたと ころ, 増殖はできないが生存可 能な2株が取得でき, これらはさらにグリセリン生成が向上していた。 最終的 に, 親株の1.3倍のグリセリン生成を示す180/0塩化ナトリウム耐性株(TK-2)を 取得したo TK-2のADH活性は親株とは大きな違いはなかったが, 2, 3日目での TK-2のGPase活性が親株のおよそ1.3倍に増加した。 このことから, TK-2のグリ セリン高生成メカニズムは ADH活性低下によりグリセリンを高生成したこれま でのグリセリン高生成株とは異なり, GPase活性が増加したためにグリセリン を高生成したものと推察された。 イソアミルアルコール, ß-フェネチルアルコー ルの留出率はTK-2, 親株と もほぼ同値であったのに対し, 酢酸イ ソアミル お
よび酢 酸ß-フェ ネチルはTK-2の方が15%以上高かったO
第8章では, もろみ中のグリセリン濃度 に及ぼす各種酵素剤の影響を調べ,
さらに大麦焼酎の試醸を行った。 その結果, 十アミ ラーゼ系, グルコアミラー ゼ系, リバーゼ系のどれか 1種類の酵素剤を添加 することでもろみのグリセリ
ン濃度は増加した。 グルコアミラーゼ系, リバ ーゼ系の 酵素剤を併用すること で, さらにグリセリン濃度は増加した。
第7章で取得したTK-2を用い, 麹歩合330/0仕込みで焼酎醸造用酵素剤アマノ 2とリリバーゼA5を添加し 大麦焼酎を試験醸造した結果, もろみ中のグリセ
リン濃度は8.9g/lとなり, 従来法であるBAW-6を使用した麹歩合330/0もろみの 場合と比べ, グリセリン生成は約440/0増加した。 もろみを減圧蒸留し, 得ら れた焼酎製品はエステル香が強い, まろやかな味の焼酎であった。
以上のように, 様々な生化学的アプローチでもろみ中のグリセリン濃度を調 整することで, 焼酎原酒の品質が好ましくなり , 香味豊かな焼酎製品が製造可 能であることを実験的に検証し, 理論を体系化して, これに基づき高品質の焼 酎を製造する工業的プロセスを完成した。
6. T. Ohta, Y. Morimitsu, Y. Sameshima, T. Samuta, T. Ohba : 1. Ferment. Bioeng., 72, 347 (1991).
7. 西谷尚道:醸協, 75, 641 (1980).
8. 西谷尚道:醸協, 75, 944 (1980).
9. 三枝維彦, 遠藤善彦, 岡村成通, 原田倫夫:生物工学, 71, 105 (1993).
10. 三枝維彦, 原田倫夫, 岡村成通y 篠原 隆:生物工字, 71, 383(1993).
11. 角田常芳, 西野英実, 山口 力, 前原喜義:鹿児島�[試発.'I �部研究速報9(1952).
12. 日高輝夫:宮崎県工業試験場報告, 28 (1952).
13. 管間誠之助:醸協, 67, 672 (1972).
14. 高下秀春, 大森菜奈子, 小川 清, 大森俊郎, 下回雅彦:醸協, 88, 727 (1993).
15. 土谷紀美, 木田健次, 中川 優, 商村賢了, 閣田頼和:醸協, 88, 701 (1993).
16. 小川喜八郎, 幸 賢二, 梅津慶太, レキ ウイチャクソノ アシャデイ, パラニー タヤーナムパツ 日高輝夫:醸協, 87, 821 (1992).
17. 西谷尚道, 荒巻 巧, 管間誠之助:醗酵工学, 56, 182 (1978).
18. 西谷尚道, 山川宗克, 荒巻 巧, 管間誠之助:醗酵工学, 56, 188 (1978).
19. 西谷尚道, 管関誠之助:醸協, 73, 311 (1978).
20. 西谷尚道, 久保井雅男, 管問誠之助:醸協, 73, 314(1978).
21. 西谷尚道, 荒巻 巧, 久保井雅男, 管問誠之助:醸協, 73, 318 (1978).
22. 玉城 武:醸協, 82, 475 (1987).
23. 玉城 武:醸協, 82, 542 (1987).
24. T. Ohta, R. Ikuya, M. Nakashima, Y. Morimitsu, T. Samuta and H. S氾ki: Agric. Biol. Chem.
, 54, 1353 (1990).
25. T. Ohta, T. Omori, H. Shimojo, K. Hashimoto, T. Samuta and T. Ohba : Agric. Biol. Chem.
, 55, 1811 (1991).
26. 岩野君夫, 二上重明, 福田清治, 枕木 敏, J為川忠明:醸協, 81, 554 (1986).
27. 岩野君夫, 二上重明, 福田清治, 椎木 敏, 烏山県:明:醸協, 82, 661 (1987).
28. 岩野君夫, 二上重明, 石田謙太郎, 枕木 敏:醸協, 83, 491 (1988) 29. 大森俊郎, 下回雅彦:醸協, 87, 373 (1992).
30. 大森俊郎, 長野壮一, 手島菜奈:I-, ド川雅彦:際協, 87, 527 (1992) 31. 大森俊郎, 下回雅彦:醸協, 89, 149 (1994).
32. 大森俊郎, 下回雅彦:醸協, 89, 311 (1994).
33. W. E. Parker, P. J. Richardson : J. Inst. Brew., 76, 19 (1970).
34. 大塚謙一:醸協, 70, 797 (1975).
35. 渡辺正澄, 篠原 隆, 島津善美, 清水純一:醸協, 75, 756 (1980).
36. G. Charalambous : Brewing Science (Vol. 2), p. 233, J. R. A. Pollok ed., Academic press
(1981).
37. 乙黒親男, 萩野 敏, 渡辺正平:際協, 78, 214 (1983).
38. A. C. Noble, G. F. Bursick : Am. J. Enol. Vitic, 35, 110 (1984).
39. 大淵和彦, 神田晃敬, 浜地正昭, 布川弥太郎:醗酵工学, 69, 203(1991).
40. 三枝維彦, 遠藤善彦, 岡村成通, J京旧倫夫:醗酵工学, 72, 185 (1994).
41. M. Johansson and J. E. Sjりstöm: Biotechnol. Lett., 6, 49 (1984).
42. U. Lutstorf and R. Megnet : Arch. Biochem. Biophys., 126, 933 (1968).
43. M. Ciriacy : Mutation Res., 29, 315 (1975).
44. C. Wills and D. Hom : Genetics., 119, 791 (1988).
45. M. Johansson and J. E. Sjöstりm: Appl. Microbiol. Biotechnol., 20, 105 (1984).
46. 気液平衡データハンドブック, p. 1050, コーガン編著, 講談社サイエンテイフイツク (1974).
47. A. Ik訂i, R. Kubo : J. Chem. Eng. Japan, 8, 294 (1974).
48. A. Ik訂i, Y. Hatate, R. Deguchi : 1. Chem. Eng. Japan, 11, 265 (1978).
49. 碇 醇, 幡手泰雄:化学工学論文集, 6, 23 (1980).
50. A. Ikari, Y. Hatate, S.Sakaue, Y. Kubota : J. Chem. Eng. Japan, 17, 486 (1984).
51. A. IkarÍ, Y. Hatate, S.Sakaue, O. Tokiyoshi : Ind. Eng. Chem. Process Des. Dev., 25, 859
57. 赤星亮一, 堀家静子, 渡辺悦二: 21th TEAC要旨集, 180 (1977).
58. 赤星亮一, 堀家静子, 渡辺悦:二: 22th TEAC要旨集, 136 (1977).
59. 赤星亮一, 堀家静子: 26出 TEAC要旨集, 121 (1982).
60. J. Okumura : Agric. Biol. Chem., 55, 1537 (1991).
61. J.Okumura: Agric. Biol. Chem., 55, 2931 (1991).
62. 1. Okumura : Agric. Biol. Chem., 57, 341 (1993).
63. 佐無田 隆, 木崎康造, 新里修一, 荒巻 功, rLî 市 明 紀, 百瀬 洋夫: 醸協, 79, 895 (1984).
64. 佐々木正興:麹学, p. 111, 村上英也編著, 日本醸造協会(1986).
65. D. E. Briggs : Barley, p. 109, Chapman & Hall (1978).
66. J. Fukumoto, M. Iwai and Y. Tsujisaka : J. Gen. Appl. Microbiol., 10, 257 (1964).
67. 田嶋克彦, 吉栖肇:醗酵工学, 50, 764 (1972).
68. S. Mikami, K.lwano, S. Shinoki and T. Shimada : Agric. Biol. Chem., 51, 2495 (1987).
69. 三上重明, 刈田修一, 岩野君夫, 椎木敏, 島田豊明:農化, 62, 867 (1988).
70. K. I to, H. Ogasawara, T. Sugimoto and T. Ishikawa : Biosci. Biotech. Biochem., 56, 547 (1992).
71. J. Fukumoto, M. Iwai and Y. Tsujisaka : J. Gen. Appl Microbiol., 9, 353 (1963).
72. 岩井美枝子, 辻坂好夫:科学と工業, 39, 415 (1965).
73. 本椿焼酎製造技術, p.87, 日本醸造協会(1991).
74. 椎木敏, 岩野君夫, 三上重明, 福田清治:醸協, 82, 60 (1986).
75. 本椿焼酎製造技術, p.1l4, 日本醸造協会(1991).
76. 第4回改正国税庁所定分析法注解, p.213, 日本醸造協会(1993).
77. 第4回改正国税庁所定分析法注解, p.223, H本醸造協会(1 993)・
78. 大内弘造, 石戸輝雄, 管問誠之助, 野1'1喜久雄:醸協, 62, 1029 (1967).
79. J. L. Reissig, J. L. Strominger, しF.Leloir : J. Biol. Chem., 217, 959 (1955).
80. 第4回改正国税庁所定分析法注解, p.221, 11本醸造協会(1993).
81. 石川雄章, 吉沢 淑: 醗酵工学, 56, 24 (1978).
82. A. A. Andreasen and T. J. B. Stier : 1. Cellular Comp. Physiol., 43, 271 (1954).
83. 吉沢 淑:農化, 50, 115 (1976).
84. T. Ishikawa and K. Yoshizawa : Agric. Biol. Chem., 43, 45 (1979).
85. 本格焼酎製造技術, p.104, 日本醸造協会(1991).
86. 藤田栄信, 杉本芳範, 田中伸哉, 11f旧敏臣, 田[ 1久治:i醗酵工学, 62, 63 (1984).
87. C. J. Panchal and G. G. Stewart : 1. lnst. Brew., 86, 207 (1980).
88. L. A. A. Hemming and L. Adler : FEBS letters, 286, 13 (1991).
89. 醸造成分一覧, p.292, 日本醸造協会(1977).
90. F. A. Vandenheuvel : Can.1. Biochem. Physiol., 40, 1299 (1962).
91. H. Suomalaine, L. Nykäen : 1. lnst. Brew., 72, 469 (1966).
92. 鬼頭 誠, 相原茂夫:化学と生物, 10, 819 (1972).
93. T. Äyräp泌and 1. Lindstrりm : Proc. of the 14th Cong. of Eur. Brew. Conv., Salzburg, p.271 (1973).
94. T. Kamiryo and S. Numa : FEBS. lettes, 38, 29 (1973).
95. 野沢義則:生化学, 47, 52 (1975).
96. K. H. Meyer and E. Schweizer : Eur. J. Biochem., 65, 317 (1976).
97. H. Suomalaine, T. Nurminen : J. Inst. Brew., 82, 218 (1976).
98. S. T. Bonting, J. J. H. H. M. de Pont : Membrane Transport., p.24, Elsevier!North-Holland Biochemical Press, Amsterdam (1981).
99. 高山卓美, 大屋敷春夫, 内田正裕, 坂井拓夫:醸協, 88, 895 (1993).
100. L. Adler, A. Blomberg and A. Nilsson : 1. Bacteriol., 162, 300 (1985).
101. H. Onishi : Bull. Agr. Chem. Soc. Japan, 24, 131 (1960).
102. H.Onishi, N. Saito and 1. Koshiyama : Agric. Biol. Chem., 25, 124 (1961).
103. 梅本春一, 入江淑郎, 今井:醗酵工学, 45, 117(1967).
104. 田嶋克彦, 育栖 肇:醗酵工学, 50, 758(1972).
(1990).
111. 秋田 修, 蓮尾徹夫, 原昌道, 古沢 淑: 醗酵工学, 67, 7(1989).
112. 秋田 修:醸協, 84, 96 (1989).
113. 市川英治, 川合菜穂美, 秦 洋二, 安部康久, 杉並考二, 今安 聡:日本農芸化学大
会講演要旨集, 115 (1989).
114. M. Edgley and A. D. Brown : J. Gen. Microbiol., 129, 3453 (1983).
115. L. A. Hemming and L. Adler : FEBS letters, 286, 13 (1991).
116. L. Adler, A. Blomberg and A. Nilsson : J. Bacteriol., 162, 300 (1985).
117. A. D. Brown : Bacteriol. Rev., 40, 803 (1976).
118. L. Gustafsson and B. Norkrans : Arch. Microbiol., 110, 177 (1976).
119. L. Adler and L. Gustafsson : Arch. Microbiol., 124, 123 (1980).
120. L. André, A. Nilsson and L. Adler : J. Gen. Microbiol., 134, 669 (1980).
121. 田嶋克彦, 吉栖 肇, 寺島 豊:醗酵工学, 44, 77(1966).
122. C. P. Kenyon, , B. A. Prior and H. J. 1. Vuuren : Enzyme Microb. Technol, 8, 461 (1986).
123. A. Blomberg and L. Adler : J. Bacteriol., 171, 1087 (1989).
124. L. Andre, A. Hemming and L. Adler : FEBS letters, 286, 13 (1991).
125. K. Matsutani, Y. Fukuda, K. Murata, A. Kimura and N. Y句ima: J. Ferment. Bioeng., 73
, 228 (1992).
126. T. Nishi and T. Yagi : FEBS Microbiol Lett., 99, 95 (1992).
127. 吉沢 淑, 石川雄章:醗酵工学, 63, 161 (1985).
128. 栗山一秀, 秦 洋二, 斉藤義幸, j吉田晋三, 杉並ー孝二, 今安聡:自発酵工学, 64, 247 (1986).
本研究を行うにあたり, 終始懇切なるご指導, ご鞭縫を賜りました九州大学教授石崎文彬 博士に深甚なる謝意を表します。 また, 本論丸-を校|苅, 添削されご懇切なるご指導いただい た九州大学教授筏島豊博士, 九州大宇教授藤尾雄策時J:に深く感謝いたします。
本研究は, 三和酒類株式会社三和研究所において行われたものであり, 本研究中, 終始懇 切なるご指導, ご鞭援を賜りました前研究所長手1][1-1昇代表取締役会長, 研究所長和田久継常 務取締役, また, 終始ご指導ならびに有援なるご助言を賜りました元アイム電機工業株式会 社伊規須太郎顧問(故人) , 下回雅彦研究所副所長ならびに千葉大学助教授太田剛雄博士に 深甚なる謝意を表します。
本研究の一部に共同研究者としてご協力頂いた三和酒類株式会社三和研究所高下秀春氏,
岩田太輔氏, 小川清氏, 竹嶋直樹氏, 幸賢二氏, 梅本泰史氏, 辻本祥子氏, 中野健治氏, 梶 原康博氏ならびに藤本千恵氏に深く感謝致します。
本研究遂行をご支援いただきました三和酒類株式会社赤松重明名誉会長, 熊埜御堂英二名 誉会長, 西太一郎代表取締役社長, 熊埜御堂宏賓代表取締役常務, 赤松健一郎代表取締役常 務, i可底伊八郎常務取締役ならびに熊谷敬造取締役に深く感謝いたします。
折りにふれ有意義なご教示を頂戴した鹿児島大学教授|幡手泰雄博士に深く感謝します。
最後に, 本研究遂行にあたり共同研究者の一人として協力し, また終始あたたかく見守っ てくれた妻の莱奈子に感謝いたします。