博士学位論文
鉄鋼業における高温物体を対象とした熱画像計測に関する研究
2015 年 2 月
群馬大学大学院 理工学府
杉 浦 雅 人
目次
第1章 序論 1
1.1 本研究の背景 1
1.2 本研究の目的と意義 2
1.3 本論文の構成 3
第2章 熱放射とその計測への応用 5
2.1 黒体放射 5
2.2 放射率 7
2.3 反射率 10
2.4 反射率・吸収率・透過率の関係 11
2.5 放射測温法 12
第3章 固体撮像素子による高温の分布計測 17
3.1 緒言 17
3.2 CCDカメラによる熱画像計測の特徴 19
3.3 熱放射検出器としての特性とその測定方法 23
3.3.1 黒体炉を用いた温度校正システム 23
3.3.2 温度校正曲線 25
3.3.3 画像輝度の再現性 27
3.3.4 CCD素子の画素感度の不均一性 28
3.3.5 レンズ周辺光量低下の影響 30
3.3.6 CCDカメラの温度変動による画像輝度のドリフト 31
3.3.7 特殊な状況での温度校正方法 33
第4章 高炉出銑流計測への応用 38
4.1 緒言 38
4.2 対象プロセスと計測の課題 39
4.3 出銑流の熱画像 41
4.4 計測項目 43
4.4.1 溶銑温度 43
4.4.2 溶融スラグ温度 49
4.4.3 スラグ比率 53
4.4.4 流速 57
4.4.5 出銑口径 60
4.5 オンライン常設試験機 64
4.6 試験結果と考察 65
4.7 まとめ 67
第5章 コークス炉炭化室の炉壁計測への応用 70
5.1 緒言 70
5.2 コークス炉の構造と計測対象 71
5.3 高温炉内の測定 73
5.3.1 耐熱プローブ 73
5.3.2 熱画像と炉壁凹凸の同時測定 74
5.3.3 凹凸測定に必要な画像処理 78
5.4 実炉診断で得られた知見 86
5.5 炉壁凹凸情報の活用 88
5.5.1 押し出し負荷のモデル化 89
5.5.2 ラボ試験装置 91
5.5.3 実際のコークス炉への適用 93
5.5.4 抵抗指数に基づく補修判断 94
5.6 まとめ 95
第6章 他の応用事例と今後の展開 97
6.1 緒言 97
6.2 精錬炉内の溶鋼の連続測温 97
6.2.1 背景 97
6.2.2 精錬炉における放射測温 98
6.2.3 小型試験炉における実験 100
6.2.4 生産現場での実験 102
6.3 熱画像計測の2色温度計 103
6.3.1 2色放射温度計の測定原理 103
6.3.2 高炉羽口内の燃焼場の温度分布測定実験 105
6.4 多波長化による外乱補正の検討 108
6.5 まとめ 110
第7章 結論 112
7.1 本研究の成果 112
7.2 今後の課題 113
7.2.1 製銑工程における熱画像計測の活用 113
7.2.2 固体撮像素子による温度分布計測の発展 114
謝辞
業績リスト 論文 学会発表 特許
第1章 序論
1.1 本研究の背景
鉄鋼の製造は,鉄鉱石などの原料を高炉で還元して銑鉄を取り出す製銑工程,溶融した銑鉄を 精錬して鋼に変える製鋼工程,各種の鋼板や形鋼の形を作る圧延工程,めっきなどの表面処理を 行う工程などの多岐にわたるプロセスから構成される.各プロセスはマスプロダクションといわ れる巨大な生産設備であり,物理的・化学的・熱力学的な現象が混在する非常に複雑なダイナミ ックスを持つ特徴がある[1,2].例えば,高炉では鉄鉱石が 2000℃を上回る温度で還元され,溶 融した銑鉄が1日当たり10000 t以上製造される.次の製鋼工程では,転炉に装入された300 t の溶銑に酸素を吹き込み,わずか15 minで不純物元素を取り除いて溶鋼にする.この処理の間 に鉄の温度は 1500℃から 1700℃に上昇する.熱間圧延工程では,1000℃に加熱された厚み
200mm の鋼材スラブが搬送ラインを走行しながら圧延ロールで数ミリの薄い鋼帯に延伸される.
最後段の圧延ロールを抜けた鋼帯の速度は600m/minに達していて,この速度で走行する鋼帯に 冷却水を噴きつけて金属組織を作り込む.このような鉄鋼プロセスでは,材料の処理や加工にお いて,生産性,製造コスト,あるいは製品品質の制御や管理を行うため,“計測と制御”がきわめ て重要な要素技術の一つである.
鉄鋼業の計測は,温度,形状,成分などのプロセス現象を観測することを目的とした“プロセ ス計測”と,材質や疵といった製品品質を把握することを目的とした“品質計測”に大別される.
プロセス計測に関しては,設備の巨大さ,高温,振動,粉塵といった他産業に比べるときわめて 過酷な条件下でのオンライン計測が求められる.このため国内の鉄鋼メーカは,社内の生産設備 に必要な計測技術を自社開発することも多い.日本鉄鋼協会が主催する講演大会の計測・制御・
システム部門におけるこれまでの報告事例や,岩村が鉄鋼業の計測・制御技術を系統的に調査し た報告[3]を見ると,鉄鋼製造ラインにおける計測対象は,温度計測,形状・寸法計測,位置検知,
物体認識,成分計測,速度計測,厚み計測など多岐にわたることが特徴であるといえる.特に,
鋼材の加熱・冷却を繰り返すことから,プロセス制御や省エネルギーに直接関わる高温測定に普 遍的なニーズがある.また,寸法・形状計測などにおいても対象が赤熱している高温物体の場合 が多いことが特徴である.これらの計測技術は,センサ技術や計算機の進歩を享受しながら発展 してきている.
プロセス制御に目を向けると,我が国の鉄鋼業では 1980 年代から計算機の性能が向上したこ とを受けて,プロセス現象を数値モデル化して取り扱う現代制御理論が導入された.最新の制御 理論を取り入れることで,プロセスの制御精度は大きく向上した.ところが,この多変数制御が 実用化できたのは鉄鋼製造プロセスの中でも現象のモデリングが比較的容易な圧延工程や表面処 理工程が主体であった.一方で,製銑工程や製鋼工程では,鉄の融点を超える高温の粉体・流体 を扱うことから,そもそも計測手段自体が乏しく,プロセス現象の解明やモデル化が十分になさ
れているとはいえない[4].このような工程では,今日でも熟練工の経験や知識に頼った生産が行 われているケースも少なくなく,研究開発によって克服すべき計測・制御技術の課題が多い.こ れらの課題への挑戦は,鉄鋼製造をより科学的に捉えて生産の最適化や製品品質の向上を目指す ことであり,激化するグローバル競争にさらされている国内鉄鋼メーカが技術的な優位性を維持 するために欠くことのできない取り組みといえる.このような背景のもと,これまで必ずしも見 る手段が十分ではなかった製銑工程を中心とした新たな計測技術の創出に取り組んだのが本研究 である.
1.2 本研究の目的と意義
鉄鋼業の計測には長い歴史があり,汎用的な工業センサやプロセスコンピュータのシステム化 はすでに製品化された技術として確立されているものも多い.一方で,劣悪な測定環境などの問 題でこれまでセンサの設置が難しかったプロセスでは,既存技術の単純な改良や組み合わせによ る測定方法では所望の計測が実現できない課題が残されている.そこで本研究は,熱放射を応用 した計測において,撮像デバイスの高性能化,計算機の信号処理能力の向上と安価化といった近 年のエレクトロニクス分野の飛躍的な進歩を取り入れて,従来の“点観察型の計測”では分から なかった情報を“2次元的な計測”で取得する手法を開拓することを目的とした.
本研究が計測対象とするのは1000℃ を超える高温の溶融金属や耐火物である.この温度域で は物体が黒体放射理論に従って可視光から赤外の波長帯域の放射を発している.一般的な工業分 野では,熱放射分布を観測する手段として赤外カメラが使われることが多いが,赤熱している高 温物体であれば,短波長の光を観測した方が温度に対する放射輝度の変化が大きくなる特徴があ る.そこで,本研究では可視域から近赤外域に分光感度を有する固体撮像素子である CCD を撮 像デバイスとして利用することを試みた.はじめに,CCD カメラを面計測型の放射測温法に使 用する方法について体系化した.CCD カメラは高速露光などの撮像制御が容易に行えるため,
高速で移動してなおかつ温度の空間分布を有する高温物体の放射測温が可能になる.さらに,
CCD カメラの熱画像を計算機に取り込み,画像処理によって温度情報のみならず,形状・寸法 を測定したり特定物体を識別する手法を探索した.本研究では熱画像に基づく計測を主に以下の 2つのテーマに適用した.
(1)高炉から流出する溶銑・溶融スラグ混合流体の温度計測
高炉の出銑口から排出される 1500℃程度の溶融物の温度は直接観察できない炉内の熱状態を 知る重要な情報であるが,これまで浸漬消耗型熱電対による間欠的な測定に頼ってきた.今回,
溶融物の成分である溶銑とスラグの温度を非接触で連続的に測定する技術を研究した.高速で流 出する対象を像流れが生じない短い露光時間で撮像すると溶銑とスラグが斑状に分離して捉えら れることを見いだし,熱画像上の溶銑とスラグのそれぞれの輝度を認識して,放射測温法の原理 で両者の温度を算出する.
(2)コークス炉炭化室の高温炉壁の画像診断
高炉の燃料および還元材として使われるコークスは,コークス炉とよばれる大型の工業炉で製 造される.高度経済成長期に集中的に建設された国内コークス炉は老朽化が進行しているため,
炉内を診断する装置が必要である.1000℃を超える高温でなおかつ狭小幅のコークス炉内の大面 積の煉瓦炉壁を観察するため,ライン CCD カメラを搭載した水冷構造の炉内挿入装置を開発し た.カメラの線状視野に斜め方向から複数のレーザ光を投射する方式を考案し,一度の炉壁撮像 で熱画像を得ると同時に炉壁の凹凸損傷の形状を測定する手法を確立した.
これらの研究内容は,鉄鋼業のみならず高温プロセスを有する他の工業分野においても以下に 述べる意義と貢献がある.
(1)では,赤熱物体の温度分布をCCDなどの固体撮像素子で観測する方法を確立した.そし て,溶銑と溶融スラグが混在する高温液体の温度計測を実現した.放射率の異なる2種類の液体 が未知の割合で混ざり合っているこの測温対象は,これまでの点計測型の放射測温法では測定で きない対象といわれていた.熱放射輝度を2次元で観測したことで溶銑およびスラグの分別が可 能になり,溶銑と溶融スラグの連続的な測温が実現した.また,測温と同時にスラグ比率などの 情報を複合的に計測する技術に発展させた.これらの計測は,今後,直接観察することができな い高炉下部の熱状態を推定する計測技術に展開させる予定である.一方,本研究では CCD カメ ラを使った画像計測型の放射測温法を他のいくつかの高温計測にも適用して,その汎用性と有用 性を確認した.
次に,(2)のコークス炉炭化室の高温炉壁の診断技術については,高温炉内という過酷な対象 に対して,耐熱プローブに搭載する独自の光計測手法を考案して装置化した.ここで確立された 計測技術は,今後,さまざまな高温空間での計測に適用できるものと期待される.本計測によっ て得られたコークス炉炭化室内壁の診断データはきわめて有益な知見をもたらした.例えば,炉 壁煉瓦に生じている損傷の形態が明らかになり,老朽化したコークス炉でしばしば発生する押し 詰まりとよばれるコークス排出不良のメカニズムが解明された.この結果,コークス炉の保守技 術が高度化され,設備の長寿命化が図られた.
1.3 本論文の構成
序論に続く第2章では,熱放射の基本となる黒体放射理論と関連する物理法則について述べた 後,放射測温法の原理と産業応用について概説する.
第3章では,はじめに高温物体の熱放射を可視から近赤外の波長帯域で観測する利点を説明す る.そして,CCDカメラなどの固体撮像装置を放射測温法に利用する際に課題となる,温度校正 手法,画像輝度の再現性・画素感度の不均一性などの不確かさの調査方法について,本研究を通 じて得られた知見を整理する.
第4章では,高炉から流出する溶融銑鉄を対象とした熱画像計測について述べる.はじめに,
高炉の出銑作業について,これまでの温度計測の問題点をまじえて概説する.次に,本研究が進 展するきっかけとなった重要な知見である,溶銑と溶融スラグの混合液体がマーブル模様状に分 離して観察される現象について述べる.そして放射率の異なる2つの高温液体の熱画像から溶銑 と溶融スラグのそれぞれの温度,溶銑と溶融スラグの混合比率,流出速度などを複合的に測定す る手法を述べる.操業中の高炉で実施したオンライン試験では,これまで知られていなかった出 銑流のさまざまな時間変動が明らかになり,本測定手法の有用性が示された.
第5章では,コークス炉の煉瓦炉壁の診断に熱画像計測を応用した研究開発を述べる.ここで は大容積のコークス炉内が常時1000℃を超える高温でなおかつ狭小幅であることが課題である.
炉壁の熱画像を撮像すると同時にレーザ光切断法で炉壁の3次元プロフィールを計測する手法を 考案し,水冷構造の耐熱プローブに搭載する光学システムを製作した.熱画像から炉壁の凹凸デ ータを得るための信号処理も重要な研究項目である.炉壁の経年劣化が生じている長期稼働コー クス炉を診断して得られた知見と,炉壁凹凸の有害度合いを定量化した取り組みについても言及 する.
第6章では,CCD カメラを用いた画像計測型の放射測温法について,第 4 章の高炉出銑流測 温以外の研究の取り組みを紹介するとともに,今後研究が進展する方向の一つと考えている多波 長化について論じる.
最後に第7章では,本研究によって得られた成果と今後の課題をまとめる.
<参考文献>
1. 杉江俊治,永田泰昭,西田吉晴,北条成人,「ここまできた鉄鋼の計測・制御・システム技術」, ふぇらむ,Vol.13, No.3, (2011), pp.8-13.
2. 橋爪健次,佐々木純,下井振一郎,住田伸夫,杉浦雅人,大下功,小林敬和,「計測・制御・
システム技術開発の歩みと今後の展望」,新日鉄技報 第391号, (2011), pp.117-121.
3. 岩村忠昭,「鉄鋼業の計測・制御技術の系統化」,国立科学博物館 平成20年度技術の系統的 調査報告,(2009), pp.21-22.
4. 大西忠治,浜田直也,福谷和彦,「エレクトロニクス分野におけるソリューション技術展開」, 新日鉄技報 第369号,(2003), pp.2-6.
第2章 熱放射とその計測への応用
すべての物体は温度に応じた強度とスペクトルの電磁波を発生している.これを熱放射あるい は単に放射という.例えば,鉄鋼プロセスが扱う常温から2000℃の温度範囲では,物体から放射 される電磁波は可視光域と赤外域に集中している.本章では,はじめに熱放射の基本となる物理 法則について述べる.理想物体である黒体の放射は Planck の放射則に代表される理論式で体系 化されている.実際の物体の熱放射を考える時には,黒体放射理論に加えて,放射率,吸収率,
反射率の概念が必要である.次に,熱放射現象を利用して物体の温度を知る放射測温法の原理を 述べる.そして放射測温法を鉄鋼プロセスなどの測定環境の悪い状況で利用する際にはさまざま な課題があることを説明する.
2.1. 黒体放射 [1-3]
放射とは電磁波によるエネルギーの移動のことであり,途中の媒体がなくても遠隔的にエネル ギーが輸送される.放射に関する物理量とその定義をTable 2-1に示す.
Table 2-1 放射量として使用される用語とその定義
物理量の名称 慣用記号 定義 単位
放射エネルギー radiant energy Q J
放射束 radiant flux Φ dQ/dt W
放射発散度 radiant emittance M dΦ/dS W・m-2 放射強度 radiant intensity I dΦ/dΩ W・sr-1 放射輝度 radiance L dI/(dScosθ) W・sr-1・m-2 放射照度 irradiance E dΦ/dA W・m-2 分光放射エネルギー spectral radiant energy Qλ dQ/dλ J・m-1 分光放射束 spectral radiant flux Φλ dΦ/dλ W・m-1
分光放射発散度 spectral radiant emittance Mλ dM/dλ W・m-3 分光放射強度 spectral radiant intensity Iλ dI/dλ W・sr-1・m-1 分光放射輝度 spectral radiance Lλ dL/dλ W・sr-1・m-3 分光放射照度 spectral irradiance Eλ dE/dλ W・m-3
t:時間[s],S:放射面の面積[m2],Ω:立体角[sr],θ:放射角[rad]
λ:波長[m],A:照射面の面積[m2]
Kirchhoff は 1860 年に熱線のよい吸収体はよい放射体であるという法則を見いだし,完全な
吸収体は最も効率の高い放射体であるという黒体の概念を導入した.黒体(blackbody)は,完
全放射体(full radiator)ともよばれ,光の波長,入射方向あるいは偏光に関係なく,入射した 光を完全に吸収する理想的な放射体のことを指す.この放射体は,熱平衡状態において,与えら れた温度における最大の分光放射輝度を有している.黒体は入射した光を完全吸収するので,光 を反射することも透過することもない.
絶対温度T [K]の黒体放射体の分光放射輝度,すなわち特定の波長λ[m]において単位波長間隔 当たり,単位面積当たり,単位立体角当たりの放射束 Lb(λ,T ) はPlanck の放射則により,理 論的に次の式で表わされる.
1 exp
1 , 2
2 5
1 b
T c T c
L
[W・sr-1・m-3] (2.1)ここで,c1は放射の第1定数(c1=c2h≒5.9548×10-17 W・m2),c2は放射の第2定数(c
2=ch/k≒0.014388 m・K)である.これらの定数におけるc は真空中の光速(c=2.99792458
×108 m・s-1),h はPlanck定数(h=6.6256×10-34 J・s),k はBoltzmann定数(k=1.38054
×10-23 J・K-1)である.Lb(λ,T ) の添え字bは黒体を表わす.
Fig.2-1は30℃から2000℃における黒体の分光放射輝度を示している.
1.E+04 1.E+06 1.E+08 1.E+10 1.E+12
5.00E-07 1.00E-06 2.00E-06 4.00E-06 8.00E-06 1.60E-05 分光放射輝度 (W・sr-1 ・m-3 )
放射される光の波長 (μm)
30 200 400 600 800 1000 1200 1500 2000
Fig.2-1 黒体の分光放射輝度
温度 (℃) 1012
1010
108
106
104
0.5 1 2 4 8 16
全立体角に発せられる分光放射輝度の総和である分光放射発散度 Mb(λ,T ) は,
Mb (λ,T )=π× Lb (λ,T )
1 exp
1 2
2 5
1
T c c
(2.2)である.Planckの放射則で表わされる分光放射輝度は,(c2 /λ/T ) ≫ 1 の場合,(2.1)式中の 指数の項が1より十分に大きくなるため,次式で近似される.
T
c T c
L
b 2
51exp
2,
(2.3)この式は,Wienの式とよばれ,Planckの放射則を簡略化するためにしばしば使用される.例 えば,1000Kの黒体を可視光の赤色領域(波長0.7m)で観測する場合,(c2 /λ/T ) =20.6と なり,(2.3)式の近似が十分な精度で成り立つ.
(2.2)式の分光放射発散度を全波長にわたって積分して放射発散度Mb (T ) を求めると,次式 が導かれる.
40 b
b T M ,T d T
M
(2.4)ただし,
4 2
1 5
15 2
c
c
≒5.6696×10-8 W・m-2・K-4この式はStephan Boltzmannの法則として知られており,σはStephan Boltzmann定数とよ ばれる.
Fig.2-1では,分光放射輝度が最大となる波長λmaxが温度Tの上昇とともに短波長方向に変位
している.この関係は,(2.1)式を波長λについて微分した式を0とおくことによって得られ,
次式で記述される.
λmax・T =2.8978×10-3 m・K (2.5)
(2.5)式はWienの変位則として知られている.
2.2 放射率
現実の物体が出す放射は,それと同じ温度の黒体が出す放射より必ず小さい.黒体の分光放射 輝度をLb(λ,T ) とすると,一般物体の分光放射輝度L (λ,T ) は(2.6)式で表わされる.
L (λ,T ) =ε(λ,T )×Lb(λ,T ) (2.6)
ε(λ,T ) は,分光放射率とよばれ,物体を形成する物質,表面状態(表面粗度,表面皮膜,な ど)および温度や観察角度などにより変化する.
放射率は,厳密には,物質固有の性質で決まる放射率と,表面状態や形状の影響を含めて評価 する見かけの放射率に区別され,前者を固有放射率,後者を実効放射率あるいは見かけの放射率 という.実効放射率は,さらに測定系の光路上の透過率や,あるいは背光雑音までも含めて求め る場合がある.
金属,無機材料などの多くの物質の放射率は波長によっても変化する.熱放射を波長λ1から λ2の帯域で観測した場合,実効放射率ε(T ) は次式で定義される.
d S R T L
d S R T L T T
2
1 2
1
, , ,
b b
(2.7)
ここで,ε(λ,T ) は分光放射率,R (λ) は測定系の分光透過率,S (λ) は光検出素子の相対 分光感度である.分光放射率の波長による変化が急激ではなく,比較的狭帯域の場合は波長λ1
とλ2の間に存在する見かけの波長λeを使って実効放射率ε(T ) を分光放射率ε(λe,T ) で近似 することが行われる.
放射率はさまざまな要因で変化するパラメータであり,主な要因を整理すると以下のようにな る.
(1)放射率の波長依存性,角度依存性
Fig.2-2(a)は放射率の波長依存性の概念を示している.分光放射率ε(λ,T ) がすべての波
長λに対して1である物体が黒体に相当する.ε(λ,T ) が1より小さいが波長によって変化しな い物体を灰色体という.灰色体は現実の物体としては厳密には存在しないが,ある特定の波長帯 域の範囲内で分光放射率の波長依存性が無視できる程度に小さい時に灰色体として扱うことがで きる.表面が光学的に平滑な金属の分光放射率は可視光の短波長域では高く,近赤外域で急激に 低下して,中赤外域より長波長では徐々に低下する.このような金属の波長に対する分光放射率 の振る舞いは Maxwell の電磁波理論で定性的に説明される.絶縁物の分光放射率は,金属に比 べて大きく,波長とともに増加する傾向があるが,人の見た目にさまざまな色の物体があるよう に,絶縁物の放射率は物質固有のスペクトルを有する.
Fig.2-2(b)は分光放射率の角度依存性の概念を示す.黒体の放射率はあらゆる角度で等しく 1 であるが,実在する物体は少なからず放射率の角度依存性を有する.すなわち,放射を観測す る方向によって放射率が変化する.一般に金属材料では角度θ が 60°付近から放射率が急激に 上昇して 80°近くでピークを示す特徴がある.一方,絶縁物は放射率が極大値を示す角度は存 在せず,ある角度まではほぼ一定の値をとり,その後漸減してθ=90°でゼロになる[3].
(2)表面状態が放射率に及ぼす影響
放射率に影響を及ぼす表面状態とは,表面の皮膜(酸化膜,塗布膜,広い意味では汚れも皮膜 の一種と考えることができる)と表面形状(粗度,微視的な表面の立体形状)である.前者の例 としては,金属表面に酸化膜が成長した状況が挙げられる.絶縁物である酸化膜は金属とは異な った放射率を有しているので,酸化膜の成長期には放射率が激しく変化する.また,表面が鏡面 的で,なおかつ酸化膜が光学的に半透明であれば干渉現象が観測されることが知られている.
金属の実効放射率は表面プロフィールと関係している.山本によれば,Fig.2-3に示すように,
完全な平面とした場合の見かけの表面積をS 0,実際の表面積をS 1とすれば,実効放射率εeffは 実験的に次式によって表わされる[4].
1
1 0 eff
S
S (2.8)
ここで,εは物質固有の放射率である.表面の凹凸が大きくなるほど実効放射率が高くなる理 由は,凹形状の部位で放射光の多重反射が生じることで定性的に説明される.
Fig.2-2 黒体と実在する物体の放射率の違い
Fig.2-3 表面プロフィールと実効放射率 黒体
灰色体 実在物体
波長
放射輝度
(a)波長依存性 (b)角度依存性
S0 S1
θ
黒体
実在物体
以上で述べた放射率の変動要因以外に放射率は温度依存性も有するが,金属材料は温度に対す る放射率の変化がそれほど大きくない.
(3)空洞黒体
完全な黒体は存在しないが,形状により黒体に近い状態を実現することができる.その一つが 空洞黒体であり,黒体炉で使われている.Fig.2-4に示す黒体炉は,円筒状の発熱部の内壁が均一 な温度に維持されている.底部には円錐状の傾斜が付けられている.開口部から円筒内部を覗く と,底面からの放射光に加えて円筒部の内壁からの放射光が底部で反射した光が同時に観測され るため,見かけ上黒体と近似できる放射特性を示す.
2.3 反射率
反射率は物体表面で反射される放射束の割合であり,光の入射角度と反射光を観察する角度の 2つの方向を規定して考える必要がある.反射面には,完全拡散面と完全鏡面の2つの概念的な 状態がある.Fig.2-5 に示すように,完全拡散面では入射した光が全方位に均等に拡散して反射 する.対照的に完全鏡面では入射光がすべて正反射方向に反射される.実在する物体の表面はこ れらの理想的な反射面の中間に位置する.完全拡散面は粗面の反射現象を考える時に仮定として 有用なことが多い.
Fig.2-4 空洞黒体の原理を利用した擬似黒体 放射光 反射光
Fig.2-5 2つの理想的な反射面の概念
入射光 角 度 依 存 性 の な い 均一な反射光
(a)完全拡散面 (b)完全鏡面
θ θ
2.4 反射率・吸収率・透過率の関係 [3]
次に,物体に光が入射する際の反射率,吸収率,透過率の関係を示す Kirchhoffの法則につい て説明する.
いま,Fig.2-6 に示すように,鏡面的な界面を有する媒質 A に光が入射する状況を考える.入 射光の一部は界面で反射される.媒質Aに進入した光の一部は吸収され,残りが透過する.波長 λにおいて表面に入射するエネルギーのうち,吸収されるものの割合を分光吸収率とよびαλで 表わす.分光吸収率は物体の種類や表面状態のほか波長,温度などにより変化する.同様に,反 射率ρλと透過率τλをそれぞれ入射するエネルギーのうち反射されるもの,および透過されるも のの割合と定義すれば,エネルギー保存の法則より,
αλ+ρλ+τλ=1 (2.9)
となる.不透明の物体に対しては,下記の(2.10)式が成り立つ.
αλ+ρλ=1 (2.10)
また,Kirchhoff の法則は,同一の波長と温度における分光放射率ελと分光吸収率αλはすべ ての物体に対して同一であることを導いている.すなわち,不透明物体については,
ελ=αλ (2.11)
ελ+ρλ=1 (2.12)
が成り立つ.
Fig.2-6 物体に入射する光の反射,吸収,透過の関係 媒質A
大気
大気
反射光(反射率;ρλ)
吸収を伴う内部通過
透過光(透過率;τλ)
(吸収率;αλ) 入射光
2.5 放射測温法
(1)放射測温法と鉄鋼業のかかわり
前述の熱放射の諸法則を利用して物体の温度を非接触で測定する放射測温法は,今日では多く の産業に普及している.製造工程で鋼材の加熱と冷却を繰り返す鉄鋼業では温度管理が特に重要 であり,なおかつ赤熱して強い放射を発している鋼材は放射測温法の格好の対象である.このた め鉄鋼業は古くからその利用技術に関する研究開発に積極的であった.1900年にPlanckによっ て導出された黒体放射理論は量子力学の始まりとして有名であるが,溶鉱炉の温度測定が対象で あったといわれている.当時産業革命で英国に遅れをとったドイツは 19 世紀の終わりから国を 挙げて鉄鋼業を発展させていた.しかし工業的な光学測定装置が不十分であったこの時代は,放 射測温法はすぐには実用化しなかった.当時の鉄鋼業の生産現場では,熟練工が専用のカラーガ ラスを通して目視して温度を監視していた.高温物体が発光する赤色光の強度や色合いが温度に 依存しているので,経験を積んだ工員の目は温度の変化を知ることができた.2 つの物体の輝度 を比較する時の肉眼の鋭敏性を利用した光高温計も使われた.光高温計は,内蔵しているフィラ メントの輝度を対象の輝度に一致させて温度を推定する.1970年代以降になると,日本の鉄鋼各 社が放射測温技術の研究開発を精力的に推進し,数多くの測温技術が考案された.この背景とし ては,焼鈍工程の連続化などによって高速で走行する鋼板の温度を測定するニーズが高まったこ とと,デバイスの進歩で放射温度計の性能が向上したことが挙げられる.特に連続ラインの処理 過程で表面の放射率が変化する鋼板の温度をいかに正確に求めるかの研究は 1990 年代まで盛ん であった.現在では一つの製鉄所の中で圧延ラインや熱処理ラインを中心として数百台の放射温 度計が使われている.
(2)放射測温法の原理
温度T,分光放射率εの物体の分光放射輝度L (λ,T )は(2.6)式より,
L (λ,T ) =ε×Lb (λ,T ) (2.13)
で表現される.ここでLb (λ,T ) は波長λ,温度Tにおける黒体の分光放射輝度である.放射温 度計はL (λ,T ) を観測する.分光放射率が1であると仮定した場合の見かけの温度を輝度温度 とよぶ.すなわち,輝度温度Sは,(2.14)式で定義される温度である.
Lb (λ,S ) =ε×Lb (λ,T ) (2.14)
(2.14)式に(2.3)式のWienの式を代入すると,温度Sと温度Tの間に,
T S
c 1 1
ln 2
(2.15)の関係が成り立つ.輝度温度 Sは真の温度 Tより必ず小さいか等しい.S =T は物体が黒体の 場合だけである.
分光放射率εが正確に分かっている時,放射温度計が観測する輝度温度Sから(2.15)式の関 係を使って真の温度Tを求めることができる.
実際に放射測温を行う場合,放射率εの見込み違いや変動によって測温誤差が生じる.放射率 εがΔεだけ変動するとき,(2.13)式に代わって次式が成り立つ.
L (λ,T ) =(ε+Δε ) ×Lb (λ,T ) (2.16)
このとき,放射率の補正をεで行ったとする.すなわち,(2.16)式をεで割ると,
T
L
T
Lb , a b
,
(2.17)を得る.(2.17)式のTaは輝度温度である.測温誤差ΔT は,
ΔT = Ta-T (2.18)
で表わされる.
(2.17)式において,Wienの式を使用すると,次式のように展開できる.
1 1 1 exp
a 2
T T
c
(2.19)(2.19)式の両辺の対数をとると,測温誤差ΔTは,
1
aln
a n
T T T
T (2.20)
T n c
2 (2.21)
となる.(2.21)式のn値が大きいほど測温誤差が小さく抑えられる特徴がある.すなわち,通常 の単波長放射測温では観察波長λを短波長にするほど放射率変動に起因した測温誤差を低下させ ることができる.
(3)放射光の検出素子
入射した放射光を電気信号に変換する検出素子は,動作原理から光電型(photon detector)と 熱電型(thermal detector)に大別される.光電型検出素子は,半導体の光導電効果や光起電力 効果を利用して電気信号を得る.今日市販されている点計測型の放射温度計で使用される光電型
検出素子としてはSi,InGaAs,PbS,PbSe,HgCdTeなどがある.これらの光電型素子は検出 感度のある波長が異なるため,測定温度に応じて使い分ける.Table 2-2 に光電型素子の種類と 測定下限温度を示す.固体撮像素子のCCD(Charge Coupled Device)はシリコン基板上に形成 された多数の受光素子の並びで光電変換を行うアレイ型の検出器である.最近では別の固体撮像 素子である CMOS(Complementary Metal–Oxide Semiconductor)の利用も広まっている.
CMOSは基本的な働きはCCDと同じであるが,電気信号を転送する方式がCCDと異なり,通 常の状態ではほとんど電流が流れないので消費電力が少ない特徴がある.赤外域に分光感度があ
る InGaAs,PbS,HgCdTe のアレイ型検出器は,現在のところ,画素数が少ない,冷却が必要
になる,価格が高いといった課題があり,工業的な利用は少ない.
検出素子 感度波長 測温下限
Si 0.5~1.2m 600℃
InGaAs 0.5~2.6m 200℃
PbS 1.0~3.2m 100℃
PbSe 1.5~5.2m 50℃
HgCdTe 2~22m –50℃
熱電型検出素子は,入射光のエネルギーを熱に変換し,素子の温度上昇を二次的に電気信号に 変換する.熱電型検出素子は光電型検出素子に比較して感度と応答速度が大きく劣るが,素子が 安価であり,検出感度の波長依存性がない特徴がある.汎用的な熱電型検出素子には,強誘電体 材料の表面に温度変化に応じた電荷が生じる現象を利用する焦電型素子,熱電対を直列に接続し て起電力を高めたサーモパイル,熱による抵抗変化を利用するボロメータがある.検出素子を 2 次元に配置した熱型イメージセンサは 1990 年代に出現し,多くの企業や研究機関が開発に参入 した[6].今日では非冷却マイクロボロメータのイメージセンサを使った赤外カメラの普及が進ん でいる.この赤外カメラは常温近傍から熱画像を捉えることができ,光電型検出素子を搭載した 赤外カメラに比較すると安価であるが,画素数は320×240画素程度と少ない.
(4)放射測温法の実用上の難しさ
鉄鋼業の実際の生産現場に放射測温法を適用する場合にはFig.2-7に示すようなさまざまな難 しさをともなう.第一に,放射率変動と背景放射が本質的な問題として存在する.測定対象が鋼 材であれば放射率に波長依存性があり,さらに表面の酸化,粗さ,材料組成などによっても放射 率が変動する.加熱炉内にある物体の測温では,測定対象より高温の炉壁や燃焼火炎からの背景 放射が対象表面で反射して放射温度計で同時に観測される.この背景放射は背光雑音あるいは迷 光雑音とよばれ測温精度を著しく低下させる.第二に,多くの鉄鋼プロセスの製造ラインは,発
Table 2-2 主な光電型検出素子の特性 [1,5]
塵,水蒸気,煙霧あるいはガスといった放射光の吸収や散乱を引き起こす外乱源が存在する環境 である.ときには放射温度計を収納する保護ジャケットの観察窓の汚れが観測光を減衰させて問 題となる.溶融金属を対象とする場合は,測定表面がスラグで覆われている場合もある.また,
巨大な生産設備や高速で移動する鋼材から発生する振動は,設置した放射温度計に機械的なダメ ージを与えて故障を引き起こすこともある.
放射測温法は,測定対象物体からの分光放射輝度Lb
,T
を光検出器で観測して,予め測定し た温度校正データに基づき温度を求めるのが基本的な原理である.しかし,Fig.2-7に示した外乱 要因を考慮すると,放射温度計が捉える分光放射輝度Lλは次式のように複雑になる.
λ
λ b
λ
b
s
λ
1 L , T 1 L , T
L
(2.22)ここで,ελは測定対象の分光放射率,βは背光雑音が混入する割合を表す係数,αλは測定 対象から放射温度計までの光路上の分光吸収率である.放射測温法でよい測定精度を得るために は,分光放射率ελを正しく把握し,かつ外乱要素のβおよびαλを適切に除去するかこれらの影 響を補償することが必要である.
放射温度計
放射率が変動・不明 放射光の減衰・散乱
・ダスト,有色ガス
・水蒸気,湯気
背光(迷光)雑音
設置環境
・高温雰囲気
・振動,汚れ
測定対象 温度;T 周囲放射源
温度;Ts
外乱光
自発光
Fig.2-7 実際の放射測温の難しさ
<参考文献>
1. 計測自動制御学会編,「新編温度計測」,コロナ社,(1992).
2. 山香英三,「赤外線技術(その1)」,計測技術,Vol.7,(1982),pp.90-102.
3. D. P. DeWitt, G. N. Nutter, “Theory and Practice of Radiation Thermometry”, Wiley-Inerscience Publication JOHN WILEY & SONS, INC., (1988).
4. 山本弘,「実効放射率の数値的評価」,応用物理,Vol.38, No.6, (1969), pp.618-622.
5. 浜松ホトニクWebカタログ,
http://www.hamamatsu.com/jp/ja/product/category/3100/4007/index.html.
6. 木股雅章,「非冷却赤外線イメージセンサ」, 電気学会論文誌 E, Vol.121, No.11, (2001), pp.589-592.
第3章 固体撮像素子による高温の分布計測
3.1 緒言
熱画像に基づく温度分布計測は,点計測型の放射温度計で捉えられない広域の温度パターン,
瞬間的な温度の空間分布,物体の形状が変化する対象の測温などに有用であることは言うまでも ない.このような高温物体の熱放射分布を観測する着想はフィルム写真器しかない時代から存在 した.筆者が調べた範囲では,例えば 1937 年に,流れる溶銑の熱放射分布を写真撮影し,写真 上の輝度から温度パターンを測定した先駆的な記録が国内にある[1].
今日の一般的な工業分野では,熱放射分布を観測する検出器として赤外カメラが使われること が多い.赤外カメラは常温近傍から熱画像を捉えることができる.比較的安価な赤外検出素子で ある非冷却マイクロボロメータが登場して以来,遠赤外の波長帯域に感度がある赤外カメラの普 及が進んでいる.一方,測定する物体の温度が数百℃以上あれば,可視域から近赤外域に分光感 度を有する固体撮像素子であるCCDやCMOSも熱放射分布を観測する撮像デバイスとして使用 することができる.
CCDカメラで熱放射を画像として捉えて温度分布を求める方法は1980年代から報告されはじ めるが,この草創期はまだ文献の数が少ない.文献[2] では,鉄鋼の鋳造工程で鋼材の幅方向(線 状)の温度分布の測定が行われた.溶接部位の溶融金属の温度分布を測定する取り組みも報告さ れている[3].この時代はまだ計算機の能力が低く,画像をいったんメモリに取り込んでからプロ セッサに転送するバッチ処理であったため,熱画像をリアルタイムで信号処理することが容易で はなかった.
1990 年代になると,高温物体を扱ういくつかの分野で画像計測測温の研究事例が報告される
ようになる.国内の原子力研究分野では,銅を蒸発させる現象を対象として CCD カメラによる 温度分布測定手法が研究され[4] ,これはその後ウランの蒸発時の測温に発展した[5,6].半導体 分野ではシリコン結晶成長のモニタリングが画像計測測温の対象になった[7] .溶接分野の研究 現場では,1990年代の終わりから画像計測測温の試みが盛んになった.ここでは,紫外線領域の 熱放射を観測することで放射率変動の影響を受けにくい測温方法が提案され,イメージインテン シファイアを利用した微弱な紫外領域の熱放射光の観測が行われた[8-10].
2000 年頃からは工業用バーナーの火炎やエンジンシリンダー内部の燃焼火炎の温度分布が計 測対象となった[11-14].この分野では,2台のCCDカメラで2色温度計を構成する方法が出現 した.当初はハーフミラーなどで分岐した観測光を2台のモノクロカメラで撮像する方法であっ たが,その後,カラーCCD の 2 つの色成分(例えば,赤色成分と緑色成分)を使うより安価な 方法が提案されている.
本来は放射温度計として作られていない CCD カメラで放射量を検出するには,画像上の画素 ごとの輝度階調と観測対象物体の輝度温度とを対応付ける,いわゆる温度校正が必要になる.文
献[15] では,複数の熱電対を取り付けた測定対象を撮像して温度校正を実施している.この方法 は放射率が未知であっても観測物体の温度と画像の輝度レベルを対応させることができるが,比 較の熱電対を取り付けることが難しい対象もある.点計測型の放射温度計と同様に,黒体炉を用 いて測温システムを温度校正する方法がより汎用的であると考えられる.文献[16] は,CCD カ メラで熱放射を撮像する際に,カメラ内部の温度(CCD素子の温度)によって画像輝度が変動す る様子を調査した結果を報告している.非冷却の固体撮像素子を温度分布計測に利用する場合に は,撮像素子の温度変化によって測温値が影響を受けることが示されている.
近年では,CCD カメラを利用した画像計測型の放射測温がさまざまな高温現象を調査するた めにある程度一般化された方法として使われている[17,18].しかしながら,これらの文献では,
CCD カメラを放射温度計として使う際の精度や不確かさ要因についての言及がほとんどない.
2013年10月に開催された温度標準・計測に関する国際会議TEMPMEKOで,ドイツの国家標 準研究を担うPTB(物理工学研究所)からCCDカメラ測温の不確かさの調査研究について報告
[19] があったが,これ以前には類似の発表は見当たらない.したがって,メーカや機種ごとに特
性が異なるであろうCCDカメラを2次元放射温度計として使うためには,使用者がそのカメラ の特性を実験的に調査して温度校正を行う必要がある.
本章では,CCD カメラなどの可視域から近赤外域に分光感度を有する固体撮像装置を熱放射 測定に使用する方法について,本研究を通じて体系的に整理した知見を述べる.はじめに3.2節 でCCDカメラを高温物体の熱画像観察に使用する利点を説明する.次に3.3節では,本来熱画 像装置として作られていないCCDカメラを高温計測に使用する際の温度校正手法について述べ る.また,温度計測で不確かさを生じる要因として,カメラの輝度出力の再現性,画素ごとの感 度の不均一性,レンズの周辺光量低下の影響などがあることを説明し,それらを具体的にどのよ うに測定するのかを述べる.
3.2 CCDカメラによる熱画像計測の特徴
Fig.3-1は,黒体の分光放射輝度の波長依存性を温度1000℃~1600℃の範囲について示した図
である.近年普及が進んでいる非冷却マイクロボロメータを検出素子とした赤外カメラは,およ
そ8 m~12 mの遠赤外域を観測する.CCDカメラは,通常,可視域の青色から1 m程度の
近赤外域に感度を持つ.Fig.3-1 から明らかなように,遠赤外域では温度に対して分光放射輝度 の変化が小さいが,CCD カメラの感度領域では分光放射輝度の温度変化が顕著である.この様 子は次のように定式化される.
(2.1)式のPlanckの放射則を温度に対して分光放射輝度がどのように変化するのかを記述す る以下の式に変形する.
T TnLb
,
(3.1)ここでδは定数である.指数nは一般にn値とよばれ,次式で求められる.
T
L T dT
T n dL
, ,
b b
(3.2)1 exp
exp
2 2 2
T c
T c T
n c
(3.3)Wien の近似式が適用できる波長λ,温度 Tの範囲であれば,(3.3)式は次のように簡略化さ れる.
T n c
2 (3.4)
波長λおよび温度Tによりn値がどのように変化するのかを計算した結果をFig.3-2に示す.
n値は分光放射輝度が温度によってどのくらい変化するかを示している.実際の測定環境で起こ り得る予期しない放射率の変動や光路上の粉塵あるいはガスによる吸収減衰といった外乱に対し て,n値が大きければよりロバストな放射測温を行うことができる.したがって,可視から近赤 外の熱放射を発している高温物体の熱画像を観察する場合,遠赤外を検出する赤外カメラより CCDカメラの方が温度の空間分布を高いコントラスで撮像することができる.
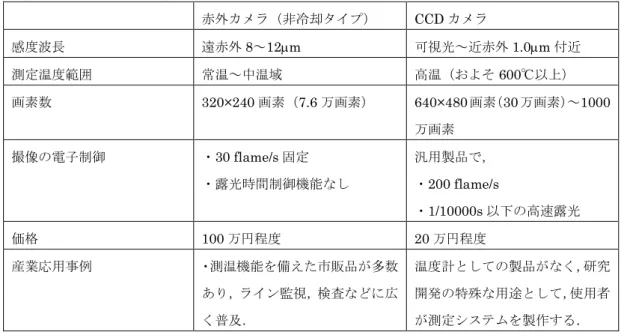
また,今日の CCD カメラは,露光時間,フレームレートあるいはゲイン調整などの電子制御 機能を備えているとともに,検出素子の画素数は赤外カメラよりはるかに大きい.以上で述べた CCDカメラと赤外カメラのそれぞれの特徴はTable 3-1のとおり整理される.
1.E+02 1.E+03 1.E+04 1.E+05
0.5 1 2 4 8
分光放射輝度 (W・sr-1 ・m-2 ・μm-1 )
波長 (m) 1000℃
1200℃
1400℃
1600℃
Fig.3-1 黒体の分光放射輝度
Fig.3-2 n値の波長依存性
CCDカメラ 非冷却赤外カメラ
105
104
103
102
1 10
0.5 1 2 4 8
n値
波長 (m)
1000℃
1200℃
1400℃
1600℃
Table 3-1 熱画像検出器の比較
赤外カメラ(非冷却タイプ) CCDカメラ
感度波長 遠赤外8~12m 可視光~近赤外1.0m付近 測定温度範囲 常温~中温域 高温(およそ600℃以上)
画素数 320×240画素(7.6万画素) 640×480画素(30万画素)~1000
万画素 撮像の電子制御 ・30 flame/s固定
・露光時間制御機能なし
汎用製品で,
・200 flame/s
・1/10000s以下の高速露光
価格 100万円程度 20万円程度
産業応用事例 ・測温機能を備えた市販品が多数 あり,ライン監視,検査などに広 く普及.
温度計としての製品がなく,研究 開発の特殊な用途として,使用者 が測定システムを製作する.
次に,高温物体を撮像するCCDカメラの実効的な分光感度特性について説明する.
温度Tの黒体からの放射光を捉えた検出素子が出力する信号V (T ) は次式で表現される.
d P S R T L C T
V
2 1
b , (3.5)
ここで,Lb (λ,T ) は黒体の分光放射輝度,λ1およびλ2はそれぞれ検出素子の分光感度の下 限波長および上限波長,R (λ) はレンズなどの測定系の光学要素の総合的な分光透過率,S (λ) は検出素子の相対分光感度,P (λ) は光路上の分光透過率,またC は電子回路の定数である.
いま,理想状態としてR (λ)およびP (λ) が波長に依らず1とすると,(3.5)式は,
d S T L C T
V
2 1
b , (3.6)
となり, 温度 T における黒体の分光放射輝度と検出素子の相対分光感度を掛け合わせた分光特 性を有する.Fig.3-3(a)は4章に述べる放射測温装置に使用したカメラ(竹中システム製,
FC350CL)の代表的な相対分光感度である.波長0.4 m~0.7m付近が主たる感度帯であり,
より長波長になると感度が急速に低下する.一方,Fig3-3(b)は1000℃と1500℃の黒体の分 光放射輝度の相対値(波長 1.1 mを基準とする)である.この波長帯域では,波長が長くなる ほど放射輝度が急速に増大する.(a)と(b)のデータを波長ごとに掛け算するとFig.3-3(c)
が得られる.実質的な分光感度波長のピークは,測定対象が1000℃ であれば0.8 m~0.9 m 付近,また1500℃であれば0.7 m~0.8 m付近にある.なお,分光感度波長を特定した上で放 射測温を行う場合にはカメラに波長選択フィルタを取り付ける.
0 0.2 0.4 0.6 0.8 1
0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1
相対分光感度
波長 (μm)
0 0.2 0.4 0.6 0.8 1
0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1
相対分光検出輝度
波長 (μm) 1000℃
1500℃
0 0.2 0.4 0.6 0.8 1
0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1
相対分光放射輝度
波長 (μm) 1000℃
1500℃
Fig.3-3 検出素子の分光感度特性と温度に応じた分光放射輝度を考慮した 実効的な分光感度
(a)CCDカメラの相対分光感度
(b)黒体の分光放射輝度の相対値
(c)検出される放射の実質的な分光特性
3.3 熱放射検出器としての特性とその測定方法
一般的な CCD カメラは熱画像装置として作られていない.したがって,観測する物体の輝度 温度を画像輝度に目盛り付けする温度校正を実施してはじめて放射温度計として使用することが できる.この際,点計測型の放射温度計にはない不確かさ要因として,CCD素子の感度の不均一 性やレンズの周辺光量低下の影響などを考慮する必要がある.本研究では,黒体炉を基準放射源 とした温度校正システムを構築して,熱放射検出器としての CCD カメラの特性を実験的に測定 した.温度校正曲線や画像輝度の不均一性および変動を竹中システム社製のモノクロ CCD カメ ラについて調査した結果を以下に詳述する.
3.3.1 黒体炉を用いた温度校正システム
ここでは第4章の高炉出銑流の測温に使用したCCDカメラ(竹中システム社製,型式FC350CL)
を例として温度校正方法を説明する.このCCDカメラの主な仕様をTable 3-2に示す.
Table 3-2 CCDカメラ(竹中システム社製FC350CL)の主仕様 撮像素子 プログレッシブ走査,インターライン転送方式CCD 1/3インチサイズ,
ユニットセルサイズ 7.4μm(H)×7.4μm(V)
有効画素数 640(H)×480(V)正方格子配列 標準感度 400Lx F16
(露光時間1/30sにてディジタル出力512/1024階調出力時)
最低被写体照度 1.0 Lx F 1.4
ビデオ出力信号 プログレッシブ走査:210フレーム/s
ディジタル出力:カメラリンク(Base Configuration)方式準拠 :10bitまたは8bit
電子シャッタ 1/40000 s~1/210 s
外部制御 カメラリンクケーブル経由シリアルインターフェース レンズマウント Cマウント
寸法・重量 46(W)×42(H)×60(L)mm(コネクタ部を除く),約150g
Fig.3-4に温度校正を行うセットアップを模式的に示す.また,Fig.3-5に温度校正の様子の写
真を示す.熱放射源となる比較黒体炉は,MIKRON社製モデルM-330型(設定温度範囲300℃
~1700℃,実効放射率 0.99以上,空洞部開口径 25.4mm)もしくは,チノー社製モデルIR-27
(設定温度範囲 800℃~1450℃,実効放射率0.99以上,空洞部開口径30mm)を使用した.標 準放射温度計とは,比較黒体炉を用いて放射温度計を比較校正するための標準器となる単色放射 温度計である.チノー社の標準放射温度計モデル IR-RST(測定波長:0.9m(半値幅 80nm), 測定温度範囲400℃~2000℃,420℃における分解能0.1℃,距離計数125(φ3mm/400mm),
測定距離400mm~∞)を使用した.CCDカメラから出力される8bit(256階調)のディジタル
画像は PCに入力される.画像上の黒体炉空洞部の内側の領域の輝度の平均値を読み取り,標準 放射温度計が指示する温度と突き合わせる.CCDカメラのAGC(オートゲインコントロール)
などの自動輝度調整機能はオフにしておく.光学フィルタは,単に熱画像を撮像する場合は不要 であるが,実際の放射測温では放射率補正計算に波長の項があり,観察波長を特定しておくと都 合がよい.このためカメラレンズの前面に光学干渉フィルタを設置した.光学フィルタの透過帯 域は,Fig.3-3(c)の波長範囲から光量の調節も考慮して決めればよく,ここでは中心透過波長
690nm,透過半値幅40nmとした.
Fig.3-4 CCDカメラの温度校正のセットアップ
Fig.3-5 温度校正風景
キャビティ温度
常温周囲(暗領域)
高温開口部 比較黒体炉
キャビティ
標準放射温度計
CCDカメラ
画像
1450℃ 1500℃ 1550℃ 1600℃
PC 光学フィルタ
比較黒体炉
標準放射温度計
CCDカメラ
温度校正作業では,はじめに測定対象の温度変動範囲に合せて CCD カメラの輝度を以下の手 順で調整する.
① CCDカメラのゼロレベル(光の入射がない場合の画像輝度)をゼロ近くに調整する.
② 測温範囲で画像輝度が適正になるように以下の項目を調整する.
CCDカメラの電子ゲイン
CCDカメラの露光時間
(上記2点はPCから専用ソフトで設定可能)
レンズのメカニカル絞りの開閉
3.3.2 温度校正曲線
(1)温度に対する画像輝度
CCDカメラFC350CLの温度校正結果の一例をFig.3-6に示す.黒体炉の空洞底部の温度は標
準放射温度計で測定している.Fig.3-6の(A)と(B)は縦軸と横軸を入れ替えたグラフである.
0 64 128 192 256
1300 1350 1400 1450 1500 1550 1600
画像輝度
黒体炉温度 (℃)
校正1回目 校正2回目
1300 1364 1428 1492 1556
0 64 128 192 256
黒体炉温度(℃)
画像輝度
校正1回目 校正2回目
Fig.3-6 温度校正データの測定例 (A)
(B)