シリカフュームを用いたコンクリートの
オートクレーブ養生温度の低温化に関する研究
山口 晋
i
目 次
第1章 緒論 ··· 1
1.1 研究の背景 ··· 2
1.2 既往の研究 ··· 8
1.2.1 オートクレーブ養生の発展 ··· 8
(1) 地中杭の高強度化 ··· 8
(2) オートクレーブ養生によるコンクリートの高強度化理論 ··· 9
1.2.2 コンクリートの高強度化 ··· 17
1.3 研究の目的 ··· 22
1.4 本論文の概要・構成 ··· 24
参考文献[第1章] ··· 28
第2章 けい石微粉末を用いたオートクレーブ養生による強度の発現性 · 33 2.1 概要 ··· 34
2.2 実験方法 ··· 35
(1) 使用材料および配合 ··· 35
(2) 供試体の作製方法 ··· 36
(3) 養生装置と養生方法 ··· 36
(4) 圧縮強度試験 ··· 39
(5) 粉末X線回折 ··· 39
2.3 実験結果および考察 ··· 41
2.3.1 圧縮強度 ··· 41
(1) 圧縮強度とセメント水比 ··· 41
(2) 圧縮強度とけい石微粉末の置換率 ··· 43
2.3.2 粉末X線回折 ··· 45
2.4 まとめ ··· 46
参考文献[第2章] ··· 48
ii
第3章 シリカフューム混入プレミックス粉末を用いたオートクレーブ
養生温度の低温化 ··· 51
3.1 概要 ··· 52
3.2 シリカフューム混入プレミックス粉末を用いたオートクレーブ養生 による強度の発現性とケイ酸源としての反応性 ··· 54
3.2.1 実験の目的および概要 ··· 54
3.2.2 実験方法 ··· 54
(1) 使用材料および配合 ··· 54
(2) 供試体の作製方法 ··· 55
(3) 養生装置と養生方法 ··· 56
(4) 圧縮強度試験 ··· 57
(5) 粉末X線回折 ··· 58
3.2.3 実験結果および考察 ··· 58
3.2.3.1 圧縮強度 ··· 58
3.2.3.2 粉末X線回折 ··· 59
3.3 前置き養生時間の違いがオートクレーブ養生による強度の発現性と 細孔空隙ならびに微細構造に及ぼす影響 ··· 61
3.3.1 実験の目的および概要 ··· 61
3.3.2 実験方法 ··· 62
(1) 使用材料および配合 ··· 62
(2) 供試体の作製方法 ··· 62
(3) 養生装置と養生方法 ··· 63
(4) 圧縮強度と静弾性係数 ··· 64
(5) 細孔空隙 ··· 64
(6) 粉末X線回折 ··· 66
(7) 生成水和物の形態観察 ··· 67
3.3.3 実験結果および考察 ··· 67
3.3.3.1 力学的特性 ··· 67
(1) 圧縮強度 ··· 67
(2) 静弾性係数 ··· 69
3.3.3.2 細孔空隙 ··· 71
iii
3.3.3.3 微細構造 ··· 74
(1) 粉末X線回折 ··· 74
(2) 生成水和物の形態観察 ··· 75
3.4 オートクレーブ養生時間と養生温度の違いが強度の発現性と細孔空隙 ならびに微細構造に及ぼす影響 ··· 76
3.4.1 実験の目的および概要 ··· 76
3.4.2 実験方法 ··· 76
(1) 使用材料および配合 ··· 76
(2) 供試体の作製方法 ··· 77
(3) 養生装置と養生方法 ··· 77
(4) 圧縮強度 ··· 78
(5) 細孔空隙 ··· 79
(6) 粉末X線回折 ··· 79
(7) 生成水和物の形態観察 ··· 79
3.4.3 実験結果および考察 ··· 79
3.4.3.1 圧縮強度と細孔空隙 ··· 79
(1) オートクレーブ養生時間が3時間の場合 ··· 79
(2) オートクレーブ養生時間が72時間の場合 ··· 82
(3) 細孔空隙と圧縮強度の関係 ··· 86
3.4.3.2 微細構造 ··· 88
(1) 粉末X線回折 ··· 88
(2) 生成水和物の形態観察 ··· 89
3.5 まとめ ··· 91
参考文献[第3章] ··· 93
第4章 シリカフュームを用いたオートクレーブ養生温度の低温化 ··· 97
4.1 概要 ··· 98
4.2 最適な水セメント比およびシリカフューム添加率の検討と強度の発現 要因に関する検討 ··· 98
4.2.1 実験の目的および概要 ··· 98
4.2.2 実験方法 ··· 99
iv
(1) 使用材料および配合 ··· 99
(2) 供試体の作製方法 ··· 100
(3) 養生装置と養生方法 ··· 101
(4) 圧縮強度 ··· 102
(5) 細孔空隙 ··· 102
(6) 粉末X線回折 ··· 102
(7) 生成水和物の形態観察 ··· 103
4.2.3 実験結果および考察 ··· 104
4.2.3.1 圧縮強度と細孔空隙 ··· 104
(1) 圧縮強度 ··· 104
(2) 細孔空隙 ··· 108
(3) 細孔空隙と圧縮強度の関係 ··· 110
4.2.3.2 微細構造 ··· 114
(1) 粉末X線回折 ··· 114
(2) 生成水和物の形態観察 ··· 115
4.3 最適な前置き養生時間に関する検討と強度の発現要因に関する検討 ··· 117
4.3.1 実験の目的および概要 ··· 117
4.3.2 実験方法 ··· 117
(1) 使用材料および配合 ··· 117
(2) 供試体の作製方法 ··· 118
(3) 養生装置と養生方法 ··· 119
(4) 凝結時間試験方法 ··· 120
(5) 圧縮強度 ··· 120
(6) 細孔空隙 ··· 120
(7) 粉末X線回折 ··· 121
(8) 生成水和物の形態観察方法 ··· 121
4.3.3 実験結果および考察 ··· 122
4.3.3.1 凝結時間 ··· 122
4.3.3.2 前置き養生時間と圧縮強度 ··· 123
(1) 前置き養生後の圧縮強度 ··· 123
(2) 常圧蒸気養生後の圧縮強度 ··· 124
(3) オートクレーブ養生後の圧縮強度 ··· 127
v
(4) 積算温度と圧縮強度の関係 ··· 129
4.3.3.3 細孔空隙 ··· 131
4.3.3.4 微細構造 ··· 133
(1) 粉末X線回折 ··· 133
(2) 生成水和物の形態観察 ··· 134
4.4 低温オートクレーブ養生の提案 ··· 135
4.5 まとめ ··· 136
参考文献[第4章] ··· 138
第5章 オートクレーブ養生によるトバモライトの生成が高強度の発現 に及ぼす影響
···139
5.1 概要 ··· 140
5.2 実験方法 ··· 141
(1) 使用材料および配合 ··· 141
(2) 供試体作製と養生方法 ··· 143
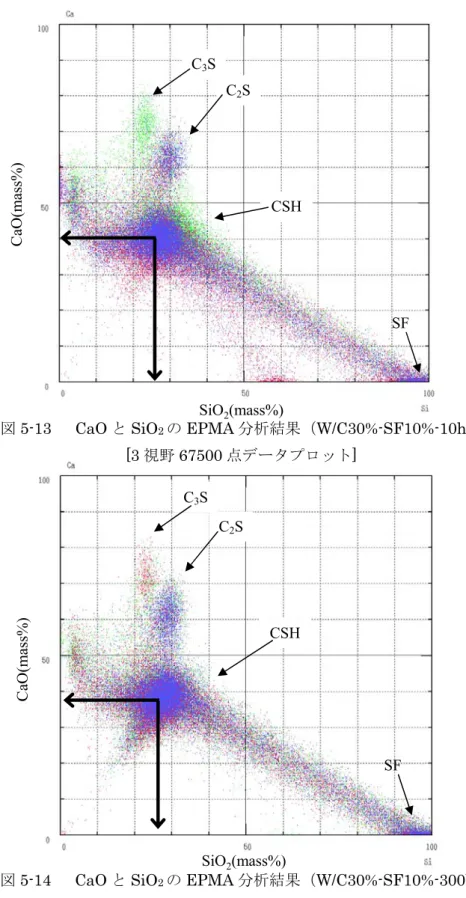
(3) 生成水和物の組成分析方法 ··· 146
(4) 圧縮強度 ··· 148
(5) 細孔空隙 ··· 148
(6) 粉末X線回折 ··· 148
(7) 生成水和物の形態観察 ··· 148
5.3 実験結果および考察 ··· 149
5.3.1 微細構造 ··· 149
(1) 生成水和物の組成分析 ··· 149
(2) 粉末X線回折 ··· 153
(3) 生成水和物の形態観察 ··· 155
5.3.2 圧縮強度と細孔空隙 ··· 157
5.4 オートクレーブ養生によるコンクリートの高強度化 ··· 159
(1) 11Å Tobermoriteの生成と強度発現への影響 ··· 159
(2) オートクレーブ養生による高強度の発現要因 ··· 160
5.5 まとめ ··· 164
参考文献[第5章] ··· 167
vi
第6章 オートクレーブ養生温度の低温化による環境負荷低減効果 ··· 169
6.1 概要 ··· 170
6.2 実験方法 ··· 171
6.2.1 養生装置と養生方法 ··· 171
(1) 養生装置 ··· 171
(2) 養生方法 ··· 172
6.2.2 温室効果ガスとその算定方法 ··· 172
6.3 実験結果および考察 ··· 175
(1) 重油使用量から算出したCO
2排出量 ··· 175
(2) 重油使用量から算出したオートクレーブ養生費 ··· 175
6.4 まとめ ··· 177
参考文献[第6章] ··· 178
第7章 総括
···179
謝 辞
···189
- 1 -
第 1 章
緒 論
- 2 -
1.1 研 究 の 背 景
近 年 ,高 強 度 コ ン ク リ ー ト 二 次 製 品 の 一 つ で あ る 地 中 杭 の 需 要 が 高 ま っ て い る . 経 済 産 業 省 に よ る 窯 業 ・ 建 材 統 計 年 報
1 -1 ) , 1 -2 )に よ れ ば , 国 内 の 出 荷 量 は 平 成 22年 度 の 約 2,080千 t に 対 し , 平 成 24 年 度 で は 約 2,250千 tと 約 170 千 tも 増 加 し て い る . そ の 要 因 と し て は , 近 年 の 超 高 層 マ ン シ ョ ン 建 設 の 増 加 が 主 因 で あ り , 今 後 も そ の 需 要 は 増 加 す る と し て い る
1 - 3 ). ま た , 電 波 塔 と し て は 世 界 第 1 位 と な っ た 2012 年 2 月 に 竣 工 し た 「 東 京 ス カ イ ツ リ ー : 全 高 637.3m 」 を は じ め , ド バ イ の
「 ブ ル ジ ュ ・ハ リ フ ァ : 全 高 828.0m 」 や 台 湾 の 「 台 北 101 : 全 高 509.2m 」 な ど を 代 表 と す る 超 高 層 ビ ル が 多 数 建 設 さ れ て お り , そ の 高 さ の 上 位 は 表 1-1 に 示 す 通 り で ,こ こ 数 年 に 建 設 さ れ た も の が 多 い
1 - 4 ).こ れ ら 構 造 物 の 高 さ は そ の 国 の 経 済 を 象 徴
1 - 5 )し , 競 っ て 建 設 し て い る こ と も 鑑 み る と , 世 界 規 模 に お い て こ れ ら 構 造 物 の 基 礎 と な る 地 中 杭 の 需 要 は 増 加 し て い る と 考 え ら れ る .
表1-1 世界の超高層ビル1-4)
順位 ビル名 都市 国 高さ(m) 階数 到達年
1 ブルジュ・ハリーファ ドバイ UAE 828.0m 162 2010
2 アブラージュ・アル・ベイト・タワーズホテル棟 メッカ サウジアラビア 601.0m 95 2011 3 ウィリス・タワー(旧シアーズ・タワー) シカゴ アメリカ 527.3m 108 1974
4 台北101 台北 台湾(中華民国) 509.0m 101 2004
5 上海環球金融中心 上海 中国 492.0m 101 2008
6 環球貿易広場(ICC) 香港 中国 484.0m 118 2010
7 ジョン・ハンコック・センター シカゴ アメリカ 457.2m 100 1969 8 ペトロナスツインタワー(2棟) クアラルンプール マレーシア 452.0m 88 1998
9 紫峰タワー 南京 中国 450.0m 89 2009
10 エンパイア・ステート・ビルディング ニューヨーク アメリカ 448.7m 102 1931
11 京基100 深圳 中国 442.0m 100 2011
12 広州国際金融センター(広州西塔) 広州 中国 440.2m 103 2009 13 トランプ・インターナショナル・ホテル&タワー シカゴ アメリカ 423.4m 92 2009
14 ジンマオタワー(金茂大厦) 上海 中国 421.0m 88 1998
15 香港国際金融中心・第二期 香港 中国 415.8m 88 2003
16 プリンセス・タワー ドバイ UAE 414.0m 101 2012
17 アル・ハムラ・タワー クウェートシティ クウェート 414.0m 80 2011
18 23マリーナ(en) ドバイ UAE 393.0m 90 2011
19 CITICプラザ(中信広場) 広州 中国 391.1m 80 1997
20 信興広場 深圳 中国 384.0m 69 1996
- 3 -
こ れ ら 構 造 物 の 基 礎 と な る 地 中 杭 は , 主 と し て 既 製 コ ン ク リ ー ト 杭 と よ ば れ る 高 強 度 コ ン ク リ ー ト 二 次 製 品 の 一 つ に 区 分 さ れ , コ ン ク リ ー ト 二 次 製 品 の 専 用 工 場 で 製 造 し て い る . 地 中 杭 は 図 1-1 に 示 す 種 類 に 分 類
1 - 6 )さ れ , 用 途 や 要 求 性 能 に 合 わ せ た 製 品 が 存 在 す る .
地 中 杭 を は じ め と し た 高 強 度 コ ン ク リ ー ト 二 次 製 品 は , オ ー ト ク レ ー ブ 養 生 と よ ば れ る 促 進 養 生 に よ る の が 一 般 的 で あ る . こ の オ ー ト ク レ ー ブ 養 生 は , 密 閉 さ れ た 圧 力 容 器 に 約 180°C-1MPa(10 気 圧 ) に も お よ ぶ 高 温 高 圧 蒸 気 を 供 給 す る こ と に よ り 水 熱 反 応 を 起 こ し , 内 部 構 造 が 緻 密 化 す る こ と で 高 強 度 化 す る と し て い る
1 - 7 ). こ の オ ー ト ク レ ー ブ 養 生 に よ る 高 強 度 化 論 は , 国 内 に お い て は 約 50 年 前 に 総 説
1 - 8 ) , 1 - 9 )
さ れ , 現 在 で も そ の 理 論 に 基 づ く 製 造 が 行 わ れ て い る .
コ ン ク リ ー ト の 高 強 度 化 を 目 的 と す る オ ー ト ク レ ー ブ 養 生 で 使 用 す る 主 要 な 設 備 は , 高 温 高 圧 の 蒸 気 を 発 生 さ せ る 高 圧 ボ イ ラ ー と , そ の 高 圧 に 耐 え る 鋼 製 の 大 型 円 筒 状 の 圧 力 容 器 で あ る
1 - 1 0 ).こ の 圧 力 容 器 は , 直 径 2.5~4.0m, 長 さ 20~60m 程 度 の 大 型 の 気 密 養 生 槽 を 用 い る が ,こ れ は 地 中 杭 を は じ め と し た コ ン ク リ ー ト 二 次 製 品 が 数 十 mに も お よ ぶ 大 型 製 品 を 対 象 と し て い る た め で あ る . 製 造 工 場 で は , 生 産 性 や 合 理 性 を 向 上 さ せ 効 率 良 く 製 品 を 出 荷 す る 必 要 が あ る こ と に 加 え , 製 品 が 大 型 と な る こ と か ら , 製 造 場 所 と 貯 蔵 場 所 が 異 な る こ と が 多 く , コ ン ク リ ー ト が 比 較 的 若 材 齢 の う ち に 製 品 の 場 内 運 搬 ( 移
図1-1 既製杭の分類1-6)
高強度プレストレストコンクリート杭 PHC杭
外殻鋼管付き遠心力コンクリート杭 SC杭
高強度プレストレスト鉄筋コンクリート杭 PRC杭
拡径(断面変化部[テーパー部])を有する高強度プレストレストコンクリート杭 ST杭
遠心力鉄筋コンクリート杭 RC杭
既製コンクリート杭
節付きプレストレスト高強度コンクリート 鋼杭
鋼管杭 H形鋼杭
- 4 -
動 ) が 必 要 と な る . そ こ で , コ ン ク リ ー ト を 型 枠 に 打 設 し た 後 に 数 時 間 程 度 の 前 置 き 養 生 を 行 い , さ ら に そ の 後 , 常 圧 蒸 気 養 生 を 行 う の が 一 般 的 で あ る
1 - 7 ). コ ン ク リ ー ト 二 次 製 品 の 製 造 費 用 に 影 響 を 及 ぼ す 要 因 の 一 つ が 型 枠 費 で あ り , 型 枠 ご と オ ー ト ク レ ー ブ 養 生 を 実 施 す る と 型 枠 の 損 傷 が 大 き く 型 枠 の 劣 化 が 早 ま る た め , 前 置 き 養 生 , 常 圧 蒸 気 養 生 を 行 い , 製 品 を 脱 型 し た 後 に オ ー ト ク レ ー ブ 養 生 を 実 施 す る . つ ま り , 前 置 き 養 生 や 常 圧 蒸 気 養 生 は 脱 型 強 度 を 確 保 す る こ と も 意 味 し て い る . 前 置 き 養 生 を 含 む 常 圧 蒸 気 養 生 は 一 次 養 生 , オ ー ト ク レ ー ブ 養 生 を 二 次 養 生 と 総 称 し て お り , 一 般 の 製 造 工 程
1 - 11 )と 養 生 温 度 勾 配
1 - 1 2 )は 図 1-1 , 図 1-2に 示 す 通 り で あ る .
図1-1 地中杭の製造工程の一例1-11)
コンクリート 材料
セメント 砂 砂利 混和材 混和剤
水
鉄筋籠・型組
遠心成形
蒸気養生
脱型 練混ぜ・打設
オートクレーブ養生
検査
・ 出荷
貯蔵
前置き養生
- 5 - 0
50 100 150 200
0 5 10 15 20 25 30 35
温度(℃)
時間(hrs.)
常圧蒸気
昇温 養生 徐冷期間
昇温 等温 等圧
自然放冷
成形後20~24hで脱型して オートクレーブ養生槽へ 20℃
2~5h 20℃/h 以下
65℃
3~5h
自然放冷
強度:
40~50N/mm2
オートクレーブ 養生後強度:
80~90N/mm2 180℃‑1MPa(10気圧)
前置き 養生
1日目:蒸気養生と常圧蒸気養生 2日目:オートクレーブ養生
80℃/h 以下
3h
徐冷期間
図1-2 オートクレーブ養生の温度勾配の一例1-12)
オ ー ト ク レ ー ブ 養 生 に よ る 高 強 度 コ ン ク リ ー ト 二 次 製 品 の 製 造 方 法 は , 養 生 直 後 に 所 要 の 高 強 度 が 得 ら れ , 規 格 化 さ れ た 製 品 の 安 定 供 給 を 可 能 と す る 大 き な 利 点 が あ る . し か し , オ ー ト ク レ ー ブ 養 生 は , 大 型 の 養 生 槽 内 を 養 生 温 度 180°C-1MPaと い う 高 温 高 圧 の 製 造 条 件 と す る た め , 高 温 高 圧 の 蒸 気 を 供 給 す る ボ イ ラ ー の 燃 焼 に は , 非 常 に 多 く の 化 石 燃 料 が 必 要 と な る . さ ら に こ の こ と は , 化 石 燃 料 の 多 量 消 費 に よ る 多 く の CO
2排 出 を 意 味 し て い る .
表 1-2 は ア ス フ ァ ル ト 混 合 物 と コ ン ク リ ー ト 二 次 製 品 の 温 室 効 果 ガ ス 排 出 量 の 比 較 を し た も の で あ る が , 原 料 と な る セ メ ン ト 製 造 に 伴 う
原料 原料 製造 原料 原料 製造
製造 輸送 工程 製造 輸送 工程
1 3.5 1.5 32.1 37.1 1 198.5 1.5 46.9 246.8
2 4.1 1.2 36.6 41.9 2 141.7 2.0 42.6 186.3
3 4.2 2.3 51.2 57.8 3 105.1 0.4 81.9 187.4
4 2.5 1.3 24.5 28.2 4 121.7 0.9 18.2 140.8
5 3.4 3.0 31.8 38.2 5 124.2 0.9 37.6 162.7
6 3.5 1.9 39.5 44.9 6 124.2 0.9 26.8 151.9
7 2.6 0.6 29.7 32.8 7 122.2 1.8 108.8 232.7
8 3.5 2.1 28.3 33.9 8 128.3 0.9 36.8 166.0
9 3.3 1.4 40.6 45.3 9 173.6 2.8 17.2 193.5
10 2.3 1.4 11.8 15.5 10 140.4 0.6 61.3 202.2
11 2.3 1.3 11.7 15.3 11 127.2 1.7 5.4 134.3
12 3.6 1.0 45.0 49.6
アスファルト混合物 コンクリート二次製品
認定製品[kg-CO2/ton-製品]
製品 合計 製品 合計
表1-2 アスファルト混合物とコンクリート二次製品のCO2排出量1-13)
- 6 -
温 室 効 果 ガ ス の 排 出 を 除 き , 製 造 工 程 に 大 き な 差 が 生 じ て い る の は オ ー ト ク レ ー ブ 養 生 に よ る こ と か ら で あ る
1 - 1 3 ).
従 来 か ら , 土 木 構 造 物 を 構 築 す る 上 で 主 要 な 建 設 材 料 と な る コ ン ク リ ー ト 分 野 か ら 排 出 さ れ る CO
2の 影 響 が 大 き い こ と は 常 識 と さ れ て い る . 表 1-3 に 示 す 100m
3の 鉄 筋 コ ン ク リ ー ト を 想 定 し た 場 合
1 - 1 4 )に お い て は ,コ ン ク リ ー ト が 主 と な る 構 成 材 料 の CO
2排 出 量 が 全 体 の 84.9%を 占 め て お り ,鋼 材 に よ る も の を 考 慮 し て も そ の 影 響 が 大 き い こ と は 明 ら か で あ る . ま た , コ ン ク リ ー ト 二 次 製 品 は , 現 場 打 ち コ ン ク リ ー ト と 比 較 し て も ,表 1-4に 示 す 通 り 約 3 倍 に 近 い CO
2排 出 量 が
試 算
1 - 1 5 )さ れ て い る .
こ の よ う な 背 景 の 中 ,国 内 の 全 産 業 の 約 40% も 占 め る と さ れ て い る 建 設 業 界 か ら 排 出 さ れ る CO
21 - 1 6 )の 削 減 へ の 取 組 み は , 現 代 の 社 会 に お い て は 必 須 事 項 で あ り , 年 々 そ の 関 心 が 高 ま っ て い る . 特 に 影 響 の 大 き い コ ン ク リ ー ト 業 界 に お い て は , ( 社 )コ ン ク リ ー ト 工 学 会 を 含 む 8団 体 が 環 境 保 全 の 重 要 性 や 持 続 的 発 展 の 観 点 か ら 2012年 に「 コ ン ク リ ー ト サ ス テ ナ ビ リ テ ィ 宣 言 」を 発 表
1 - 1 7 )す る な ど ,環 境 へ の 負 荷 低 減 を 目 指 し た 技 術 開 発 の 重 要 度 は ま す ま す 高 ま っ て い る . さ ら に 世 界 に 視 野 を 広 げ る と ,こ れ ら 温 室 効 果 ガ ス と な る CO
2排 出 に 関 す る 課 題 は , 1992年 に 制 定 さ れ た 「 気 候 変 動 に 関 す る 国 際 連 合 枠 組 み 条
CO2 SOx NOx ばいじん
構成材料 84.9 63.2 40.6 27.9 施工 4.9 9.5 16.0 19.2 解体 5.3 14.9 28.7 31.4 廃棄・リサイクル 1.2 1.9 1.6 2.1 輸送 3.6 10.5 13.1 19.4
排出量(%)
表1-3 大気への排出物質について各工程が占める割合1-14)
表1-4 現場打ちコンクリートとコンクリート二次製品の CO2排出量の比較1-15)
材料 運搬 製造・施工 廃棄 合計 現場打ちコンクリート 206.1 13.2 7.5 2.0 228.8 コンクリート二次製品 203.1 7.3 22.4 1.2 234.0
- 7 -
約 (United Nations Framework Convention on Climate Change) 」
1 - 1 8 )を は じ め と し た 国 を 上 げ て 取 組 む べ き 課 題 で も あ る . ま た , 図 1-3 に 示 す 環 境 省 に よ る 「 世 界 の エ ネ ル ギ ー 起 源 CO
2排 出 量 」
1 - 1 9 )に よ れ ば , 日 本 は 世 界 第 5 位 の CO
2排 出 国 で あ り , 世 界 に お け る 日 本 の 現 状 を 鑑 み て も CO
2の 削 減 は 急 務 で あ る .
以 上 の こ と か ら , オ ー ト ク レ ー ブ 養 生 は , コ ン ク リ ー ト の 高 強 度 化 手 法 の 一 つ と し て ,約 50 年 前 の 総 説
1 - 8 ) , 1 - 9 )に 基 づ き 今 現 在 で も 一 般 的 に 用 い ら れ て い る こ と , な ら び に オ ー ト ク レ ー ブ 養 生 に は 多 く の 化 石 燃 料 の 消 費 と 多 量 の CO
2を 排 出 す る 課 題 が あ る こ と か ら ,オ ー ト ク レ ー ブ 養 生 に よ る コ ン ク リ ー ト の 高 強 度 化 技 術 の 更 な る 発 展 , そ し て 環 境 へ の 負 荷 低 減 な ど の 観 点 か ら , 多 く の 研 究 余 地 が 残 さ れ て い る .
図1-3 世界のエネルギー起源CO2排出量(2009)1-19) 23.7 17.9
5.5 5.3 3.8 3.3 2.6 1.8 1.8 1.8 1.6 1.4 1.4 1.4 1.3 1.3 1.3 1.2 1.2
20.5
0 5 10 15 20 25 30
中国 アメリカ インド ロシア 日本 EUその他 ドイツ イラン カナダ 韓国 イギリス サウジアラビア メキシコ オーストラリア イタリア インドネシア 南アフリカ フランス ブラジル その他
世界の CO
2排出量 290 億トンに対する割合 (%)
CO P3 加盟 国 ( 京都 会 議 参加 国 )
- 8 -
1.2 既 往 の 研 究
1.2.1 オ ー ト ク レ ー ブ 養 生 の 発 展 (1) 地 中 杭 の 高 強 度 化
1 - 2 0 )1934年 に 古 く か ら 使 用 さ れ て き た 木 製 杭 に 変 わ り , 工 場 生 産 に よ る 既 製 コ ン ク リ ー ト 杭 が JR(旧 国 鉄 ) 成 田 駅 に 採 用 さ れ た .こ の 既 製 コ ン ク リ ー ト は 腐 食 を せ ず に , 大 き な 支 持 力 が 得 ら れ る 当 時 で は 画 期 的 な も の で , 遠 心 成 型 の み に よ り 製 造 さ れ て い た . こ の 遠 心 成 型 を 用 い た 製 造 方 法 は 現 在 で も 採 用 さ れ て お り , コ ン ク リ ー ト が 均 一 に 締 固 め ら れ , 余 剰 水 が 排 出 さ れ る た め , 良 質 な コ ン ク リ ー ト 杭 の 製 造 を 可 能 と す る .
コ ン ク リ ー ト 杭 の 施 工 方 法 は , 大 型 ハ ン マ ー に よ る 打 込 み 工 法 が 1960年 代 ま で は ほ と ん ど で あ っ た が , 騒 音 ・ 振 動 問 題 の 観 点 か ら 埋 込 み 工 法 が 現 在 の 主 流 で あ る . 当 時 の 打 込 み 工 法 は , コ ン ク リ ー ト 杭 を 打 ち 込 ん で い る 途 中 で , 硬 い 地 層 や 転 石 , 傾 斜 し て 打 込 む こ と が 原 因 で 破 損 す る こ と が 課 題 と な っ て い た . ま た , コ ン ク リ ー ト は 引 張 力 に 弱 く , 打 込 み 中 の 反 発 力 に よ る 一 時 的 な 引 張 力 に よ り ひ び 割 れ が 生 じ る こ と も あ っ た .
こ の よ う な 背 景 か ら 開 発 さ れ た の が , 予 め 圧 縮 力 を 与 え る プ レ ス ト レ ス を 導 入 し た 遠 心 成 型 プ レ ス ト レ ス コ ン ク リ ー ト 杭 (PC 杭 ) で あ る . 当 時 の コ ン ク リ ー ト 杭 の 圧 縮 強 度 が 30N/mm
2で あ っ た の に 対 し , PC 杭 の 圧 縮 強 度 は 50N/mm
2程 度 で あ っ た . PC 杭 は 首 都 高 速 1 号 線 の 橋 脚 に 用 い ら れ た の が 最 初 で あ る .
コ ン ク リ ー ト の 高 強 度 化 は , 杭 の 径 を 小 さ く で き る こ と , つ ま り
同 じ 径 で 大 き な 支 持 力 を 得 ら れ る こ と に な る . 現 場 打 ち 鉄 筋 コ ン ク
リ ー ト 杭 は , 数 メ ー ト ル の 抗 径 の も の で も 施 工 で き る が , 建 築 用 に
使 用 さ れ て い た 既 製 コ ン ク リ ー ト 杭 の 抗 径 は 600mm ま で も あ っ た .
そ の た め , 階 層 が 10階 を 超 え る よ う な 更 な る 支 持 力 を 必 要 と す る 建
築 物 の ほ と ん ど は ,場 所 打 ち 鉄 筋 コ ン ク リ ー ト 杭 が 採 用 さ れ て い た .
そ こ で , 開 発 さ れ た の が オ ー ト ク レ ー ブ 養 生 を 用 い た 高 強 度 鉄 筋 コ
ン ク リ ー ト で あ る . こ の 技 術 は ALC (Autoclaved Lightweight aerated
Concrete: 軽 量 気 泡 コ ン ク リ ー ト ) 製 品 に 用 い ら れ て い た 技 術 で ,遠
- 9 -
心 成 型 し た 杭 に オ ー ト ク レ ー ブ 養 生 を 実 施 す る と 養 生 直 後 に コ ン ク リ ー ト の 圧 縮 強 度 が 70N/mm
2程 度 に 達 し ,短 時 間 で 出 荷 を 可 能 と す る も の で あ る .
1970 年 に は , 現 在 で も 最 も 多 く 採 用 さ れ て い る 遠 心 力 高 強 度 プ レ ス ト レ ス コ ン ク リ ー ト 杭 (PHC 杭 )が 開 発 さ れ ,コ ン ク リ ー ト の 強 度 は 80N/mm
2ま で に 達 し , 打 込 み に も 強 い 高 強 度 杭 が 開 発 さ れ た . な お , JISに 制 定 さ れ た PHC 杭 の 抗 径 は ,制 定 さ れ た 1982年 で 1000mm,現 在 で は 1200mmま で 規 定 さ れ て い る .
(2) オ ー ト ク レ ー ブ 養 生 に よ る コ ン ク リ ー ト の 高 強 度 化 理 論
オ ー ト ク レ ー ブ 養 生 に よ る 促 進 養 生 技 術 は , 1880年 に Michaelis
1 - 2 1 )が 考 案 し た 石 灰 と 珪 砂 の 混 合 物 を 金 型 に 押 し 込 み , 2〜 3時 間 の 高 圧 蒸 気 に よ り 化 学 的 硬 化 を 速 め る 手 法 を 用 い て , け い 灰 レ ン ガ を 製 造 し た こ と が 原 点 で あ る .次 に ,1912年 に は R.J.Wig
1 - 2 2 )が ,高 圧 蒸 気 中 で セ メ ン ト モ ル タ ル を 養 生 す れ ば , 顕 著 な 硬 化 促 進 と 強 度 増 加 が あ る こ と を 明 ら か に し た . 1930 年 代 に 入 り , C.A.Menzel
1 - 2 3 )が ポ ル ト ラ ン ド セ メ ン ト に シ リ カ 質 混 合 材 を 混 入 し て オ ー ト ク レ ー ブ 養 生 を 行 え ば , 強 度 発 現 に 効 果 が あ る こ と を 明 ら か に し , こ の 研 究 が オ ー ト ク レ ー ブ 養 生 の 実 用 化 へ の 道 を 開 い た . そ し て , H.F.W.Taylor
1 - 2 4 )な ど 多 く の 研 究 者 に よ っ て 理 論 の 礎 が 構 築 さ れ , そ の 後 欧 州 に お け る ALC パ ネ ル の 製 造 に 本 格 的 に 採 用 さ れ る よ う に な っ た
1 - 1 3 ).
国 内 に お い て は ,石 綿 セ メ ン ト 製 品 が 1931 年 頃 か ら 製 造 さ れ ,そ の 後 1962 年 頃 か ら ALC パ ネ ル が 製 造 さ れ た . そ し て , 1965 年 に 竹 本
1-8)
が オ ー ト ク レ ー ブ 養 生 に よ る セ メ ン ト の 水 和 に 関 し て C.A.Menzel , H . F. W. Ta y l o rを は じ め と し た オ ー ト ク レ ー ブ 養 生 に よ る 高 強 度 化 理 論 に 関 わ る 研 究 成 果
1 - 2 3 ) , 1 - 2 4 )を 自 身 の 実 験 結 果 と 併 せ た 総 説 を 行 っ た . 同 様 に 1969年 に は 須 藤
1 - 9 )に よ り 高 圧 養 生 の 理 論 が 総 説 さ れ た .
現 在 , 製 造 現 場 で 行 わ れ て い る 高 強 度 コ ン ク リ ー ト の 二 次 製 品 を 量 産 す る 手 法 と し て , 高 性 能 減 水 剤 を 用 い て 高 温 ・ 高 圧 蒸 気 養 生 , つ ま り オ ー ト ク レ ー ブ 養 生 す る 方 法 が 一 般 化 さ れ て い る .JIS A 0203
「 コ ン ク リ ー ト 用 語 」 に よ れ ば , オ ー ト ク レ ー ブ 養 生 と は 「 高 温 高
- 10 -
圧 の 蒸 気 が ま の 中 で , 常 圧 よ り 高 い 圧 力 下 で 高 温 の 水 蒸 気 を 用 い て 行 う 蒸 気 養 生 」と 定 義
1 - 2 5 )さ れ て い る .具 体 的 に は ,対 象 と な る 製 品 を 高 圧 に 耐 え ら れ る 圧 力 容 器 に 静 置 し , そ の 密 閉 さ れ た 容 器 内 で 約 180 ° C-1MPa の 環 境 条 件 で 養 生 を 行 う も の で あ る . オ ー ト ク レ ー ブ 養 生 に お い て は , 雰 囲 気 の 温 度 と 圧 力 が 密 接 に 関 与 す る が , 主 な 作 用 は 温 度 で あ り , 圧 力 は 図 1-4 に 示 す よ う に , 飽 和 蒸 気 圧
1 - 2 6 )と し て 温 度 に よ っ て 二 次 的 に 定 ま る も の に 過 ぎ な い .
こ の よ う に オ ー ト ク レ ー ブ 養 生 は , 約 180°C-1MPa に も お よ ぶ 高 温 高 圧 蒸 気 に よ り , 結 晶 性 の ケ イ 酸 カ ル シ ウ ム 水 和 物 で あ る Tobermorite(5CaO ・ 6SiO
2・ 5H
2O) を 生 成 す る こ と で ,コ ン ク リ ー ト は 高 強 度 化
1 - 7 )す る と し て い る . し か し , こ の 理 論 が 国 内 で 総 説 さ れ た の は 1960年 代 に 竹 本 や 須 藤 ら に よ る も の で , 約 50 年 前 の こ と で あ る .
竹 本 や 須 藤 ら に よ る オ ー ト ク レ ー ブ 養 生 に よ る 高 強 度 化 理 論
1 - 8 ) , 1 - 9 )
に よ れ ば ,オ ー ト ク レ ー ブ 養 生 は ,コ ン ク リ ー ト 内 に 生 じ る 硬
化 反 応 が 常 温 の 養 生 と は 全 く 異 な る も の と し て い る . オ ー ト ク レ ー ブ 養 生 中 の 化 学 反 応 を 常 温 下 に お け る 水 和 反 応 と 区 別 し て 水 熱 反 応 と 呼 ぶ が , こ の 水 熱 反 応 に よ り セ メ ン ト や そ の 他 の 関 連 物 質 の 水 和 や 結 合 反 応 が 著 し く 促 進 さ れ , 完 成 さ れ た セ メ ン ト 硬 化 体 の 組 織 は 常 温 養 生 の 供 試 体 と 異 な っ た も の に な る . オ ー ト ク レ ー ブ 養 生 に よ
図1-4 飽和水蒸気圧1-26) 0.0
0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6
0 30 60 90 120 150 180 210
圧力(MPa)
温度(℃)
- 11 -
る コ ン ク リ ー ト の 高 強 度 化 は , こ の セ メ ン ト 化 合 物 の 水 熱 反 応 に よ る 水 和 の 促 進 に 加 え , セ メ ン ト の 石 灰 (Ca(OH)
2) と シ リ カ (SiO
2) の 結 合 反 応 に よ る カ ル シ ウ ム シ リ ケ ー ト (CaO-SiO
2-H
2O) 系 水 和 物 の 生 成 に あ る と し て お り ,シ リ カ 質 材 の 混 和 に よ り 不 安 定 な Ca(OH)
2を 容 易 に 固 定 す る こ と で 強 度 の 向 上 を 図 っ て い る . つ ま り , 特 定 の CaO-SiO
2-H
2O 系 の 水 和 物 を 多 量 に 生 成 さ せ る こ と が コ ン ク リ ー ト の 高 強 度 化 に 重 要 な 指 針 に な る と し て い る . し た が っ て , 一 般 の オ ー ト ク レ ー ブ 養 生 で は , セ メ ン ト に シ リ カ 質 混 和 材 の 粉 末 を 適 当 量 混 入 し て 使 用 す る こ と が 多 い . 水 熱 条 件 下 で 生 成 す る CaO-SiO
2-H
2O系 に お け る 水 和 物 は , 竹 本 , 須 藤 両 者 と も に 図 1-5 に 示 す H.F.W.Taylor が 示 し た CaO-SiO
2-H
2O 系 水 和 物 の 生 成 図
1 - 2 7 )を 用 い て 論 じ て い る .
横 軸 は 出 発 配 合 に お け る カ ル シ ウ ム と シ リ カ の 比 (Ca/Si比 ) の 範 囲 を 意 味 し , a-b 線 よ り 上 側 域 で は 無 水 物 の 存 在 , a-b , c-d 線 で 囲 ま れ た 領 域 で は 水 の 大 部 分 が OH- と し て 存 在 し , c-d 線 以 下 で は 水 和 物 の 構 造 中 に Si-OH を 含 む も の が 多 い .
図1-5 CaO-SiO2-H2O系水和物の生成図1-27)
- 12 -
こ の よ う な CaO-SiO
2-H
2O 系 に お け る 水 和 物 に お け る オ ー ト ク レ ー ブ 養 生 製 品 に 関 わ る 水 和 物 の 生 成 は , 原 材 料 の 配 合 や 組 成 , 養 生 条 件 な ど の 他 に 水 和 物 自 体 の 安 定 性 や 生 成 速 度 な ど に 支 配 さ れ て い る . 例 え ば , 14Å Tobermoriteは , 11Å Tobermoriteよ り 低 温 度 領 域 に あ り 層 間 水 の 多 い 化 合 物 で あ る が , 60°Cで 脱 水 し て 14Å Tobermoriteに 変 わ る た め 不 安 定 な も の で あ る . Afwilliteも 比 較 的 低 温 度 で 安 定 す る 化 合 物 の よ う に 思 え る が , そ の 生 成 は C
3S や C
2Sス ラ リ ー の 常 温 水 和 と 石 灰 と シ リ カ 混 合 物 の 110°C~ 160°Cの 水 和 に よ り 報 告 は さ れ て い る が ,純 合 成 は 困 難 で あ る .Afwilliteも オ ー ト ク レ ー ブ 養 生 製 品 の 研 究 に は 確 認 さ れ て お ら ず ,同 様 に Hillebranditeに お い て も そ の 合 成 は 困 難 で あ る .
工 業 的 な 養 生 条 件 や 出 発 配 合 の Ca/Si比 等 に よ り , オ ー ト ク レ ー ブ 養 生 製 品 で は 表 1-5 に 示 す 水 和 物 が 結 合 組 織 を 構 成 し て お り , 主 に 11Å Tobermorite を 基 本 と す る 結 晶 性 の 高 い Tobermorite類 と , 結 晶 性 が 低 い CSH( Ⅰ ) と CSH( Ⅱ ) お よ び 非 晶 質 の Tobermoriteゲ ル が 存 在 す る . CSH( Ⅰ ) と CSH( Ⅱ ) は , Tobermorite ゲ ル よ り も 結 晶 性 は 良 く , 石 灰 と ケ イ 酸 を 含 む 水 ( ケ イ 酸 ア ル カ リ 溶 液 ) と の 100°C 以 下 の 水 和 反 応 ま た は 100°C 以 上 の 水 熱 反 応 に よ っ て 得 ら れ る .
CSH( Ⅰ ) は Ca/Si 比 <1.5 , CSH( Ⅱ ) は Ca/Si 比 ≥ 1.5 と し て い る が , こ れ ら CSH( Ⅰ ) と CSH( Ⅱ ) と は 別 に , Ca/Si 比 が 1.5 以 上 の 組 成 と な る CSH が 存 在 す る と し , こ れ を Tobermorite ゲ ル ま た は CSH ゲ ル と 称 し て い る .
表1-5 オートクレーブ養生製品に現れるCaO-SiO2-H2O系水和物の諸性質1-28),1-29)
CSH (Ⅰ) C<1.5SHn C0.8~ 1.5SH0.5~ 2.5 <100 半結晶性 巻いた箔状 CSH (Ⅱ) C>1.5SHn C1.5~ 2.0SH1.0~ 4.0 <100 半結晶性 繊維束 11Å Tobermorite C5S6H5 C/S=0.8~1.0 110~140 斜方
C6S6H (C5S5H?) 150~400 斜方 ラス状,繊維状 C2SH 100~200 斜方 短形,柱状,ラス状 C6S2H3 (C6S3H1.5?) 150~500 長繊維状
C2S3H2 (C3S4H3,CS2H2?) 120~220 斜方 六角状 C2SH (C/S変化) 100~350 単斜 針状,柱状
C5S3H2
結晶性 形状
生成温度 (℃)
板状,繊維状,ラス状
Hillebrandite Phase F]
化学組成
標準 範囲
名称 Tobermorite 類
Xonotlite α‑C2S hydrate
Tricalcium silicate hydrate Gyrolite
- 13 -
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ 130
120 110 100 90 80 70 60 50 40 30 20 10
圧縮強度(N/mm2 )
図1-6 各種水和物の生成量と強度1-30) 生成物の量(%/vol)
Ⅰ .Tobermorite相
Ⅱ .CSH(Ⅰ)
Ⅲ .Gehlenite 水和物 + CSH(Ⅰ)
Ⅳ .ハイドロガーネット + CSH(Ⅰ)
Ⅴ .C3AH6(ハイドロガーネット)
オ ー ト ク レ ー ブ 養 生 に よ る こ れ ら 水 和 物 の 具 体 的 な 相 互 関 係 は , 遊 離 し た Ca(OH)
2と SiO
2の 反 応 に お い て , SiO
2粒 子 表 面 に CSH( Ⅱ ) ま た は そ れ に 類 似 し た 水 和 物 が 生 成 す る . 全 体 の Ca/Si 比 が 低 い と き に は ,こ の 生 成 反 応 が Ca(OH)
2が な く な る ま で 継 続 す る .そ の 後 , C S H (Ⅱ ) と SiO
2が 反 応 し て CSH( Ⅰ ) に 変 化 し , 十 分 な 養 生 温 度 と 養 生 時 間 に よ り CSH( Ⅰ ) は 次 第 に 11Å Tobermorite に 転 移 し , 最 終 的 な Ca/Siは 0.8ま で 下 が る . こ れ ら CSH(Ⅱ ) と CSH( Ⅰ ), 11Å Tobermoriteの 強 度 の 発 現 力 は Ca/Si が 低 い 方 が 硬 化 機 能 に 富 む と さ れ , J.Jambor
1 - 3 0 )に よ れ ば 図 1-6 や 表 1-6 に 示 す よ う に Tobermorite の 生 成 こ そ が 強 度 発 現 の 要 因 で あ る こ と を 示 し て い る .
化合物 強度比率(%)
Tobermorite 100
CSH(Ⅰ) 56~62
70~80%gehlenite水和物+20~30%CSH(Ⅰ) 28~32 70~80%hydrogarnet+20~30%CSH(Ⅰ) 13~20
hydrogarnet C3AH6 3~4
表1-6 水和物の強度発現性1-30)
- 14 -
C.A.Menzel は , オ ー ト ク レ ー ブ 養 生 の 特 徴 を 発 揮 し 高 強 度 を 得 る た め に は シ リ カ 質 材 粉 末 を セ メ ン ト に 混 合 す る こ と が 有 効 と な る こ と を 自 身 の 研 究 で 明 ら か に し て い る
1 - 3 1 ). C.A.Menzel は , 普 通 ポ ル ト ラ ン ド セ メ ン ト に け い 石 微 粉 末 を 40% 混 入 し た セ メ ン ト ペ ー ス ト を 用 い て オ ー ト ク レ ー ブ 養 生 条 件 と 圧 縮 強 度 に 関 す る 実 験
1 - 3 1 )を 行 い , 図 1-7に 示 す よ う に 200°C-15.9MPaの と き に 最 高 強 度 を 示 し た .
X 線 回 折 に よ れ ば こ れ ら の 養 生 条 件 に お け る 硬 化 体 は ,最 高 強 度 の 時 に Tobermorite 量は最大としている.この Tobermorite は, 11Å Tobermorite で あ る こ と に 加 え ,低 結 晶 の CSH( Ⅰ )が 存 在 す る 可 能 性 を 示 唆 し て お り , こ れ ら Tobermorite 量 が 最 大 と な る シ リ カ 質 材 の 混 合 量 で 最 高 強 度 と な る こ と を 明 ら か に し て い る . J.Jamborが 示 し た Tobermoriteの 生 成 こ そ が 強 度 発 現 の 要 因
1 - 3 0 )で あ る こ と は , こ れ を 裏 付 け る も の で , 11Å Tobermorite こ そ が オ ー ト ク レ ー ブ 養 生 に よ る 高 強 度 の 発 現 要 因 と な る .
ま た , C.A.Menzel は ,普 通 ポ ル ト ラ ン ド セ メ ン ト に け い 石 微 粉 末 を
40%混入したセメントペーストによる実験
1-31)において,11Å Tobermorite
図1-7 シリカ質材料混合セメントの養生条件と圧縮強度1-31) 温度(℃)-圧力(MPa)
100‑0.15 150‑0.48 200‑1.59 250‑4.06 100
90
80
70
60
50
40
30
20
圧縮強度(N/mm2 )
- 15 -
の 生 成 は 115°C 以 下 で は 起 こ ら ず , 159°C 以 下 で は 少 な く ,約 180°C で 最大となると述べており,シリカ質混合材の量が多い場合は,バインダー の希釈効果により強度は低下することも明らかにしている ( 図 1-8 参照 ) .
な お 須 藤
1-9)に よ れ ば , P.I.Bozhenov ら
1-32)が 普 通 ポ ル ト ラ ン ド セ メ ン ト に け い 石 微 粉 末 を 混 入 し た セ メ ン ト ペ ー ス ト を 用 い れ ば 200 ~ 225°C(1.6MPa ~ 2.5MPa) の 条 件 で 最 高 強 度 を 示 し た こ と に 対 し , 通 常 の 工 業 的 オ ー ト ク レ ー ブ 養 生 で は ,要 求 さ れ る 硬 化 体 の 圧 縮 強 度 ,ま た は 圧 縮 強 度 以 外 の 諸 物 性 お よ び 製 造 工 場 の 経 済 的 観 点 か ら , 175°C-0.9MPa で 8時 間 保 持 す る オ ー ト ク レ ー ブ 養 生 条 件 が 一 般 的 と し て い る .
こ れ ま で 述 べ て き た オ ー ト ク レ ー ブ 養 生 に よ る 強 度 の 発 現 要 因 と な る 11Å Tobermorite に つ い て , 竹 本
1 - 8 )が 市 販 の ALC (Autoclaved Lightweight aerated Concrete: 軽 量 気 泡 コ ン ク リ ー ト )建 材 の 電 子 顕 微 鏡 観 察 を 行 っ た と こ ろ , 板 状 の 11Å Tobermorite と 考 え ら れ る 層 状 の 柱 状 集 塊 と そ の マ ト リ ッ ク ス か ら な る 組 織 が 観 察 さ れ , こ の よ う な 組 織 で あ る 以 上 , こ れ ら の 量 的 な 割 合 や 集 合 状 態 な ど が 強 さ に 影 響 す る と 述 べ て い る .当 時 の 画 像 で は な い が ,現 在 市 販 さ れ て い る ALC
セメント-シリカ混合物のシリカ量(0‑200メッシュ)(%) 175
140
105
70
35 圧縮強度(N/mm2 )
図1-8 セメント-シリカ混合物のオートクレーブ養生強度1-32)
- 16 -
パ ネ ル ( 図 1-9 参 照 ) を 走 査 型 電 子 顕 微 で 鏡 観 す る と 図 1-10 の 通 り で あ る .
以 上 の よ う に , C.A.Menzel, H.F.W.Taylorを は じ め と し た オ ー ト ク レ ー ブ 養 生 に よ る 高 強 度 化 理 論 に 関 わ る 研 究 成 果 を も と に , 1960 年 代 に 竹 本 , 須 藤 ら に よ っ て 国 内 で 総 説 さ れ た オ ー ト ク レ ー ブ 養 生 に よ る 高 強 度 化 理 論
1 - 8 ) , 1 - 9 )に よ り ,こ れ 以 降 ,1971年 頃 に は 高 強 度 コ ン ク リ ー ト 地 中 杭 が 製 造 さ れ る よ う に な り 急 激 な 普 及
1 - 1 0 )を 見 せ た .し か し , そ れ 以 降 の オ ー ト ク レ ー ブ 養 生 に よ る 研 究 は , ALC製 品 を 対 象 と す る 報 告 が ほ と ん ど で あ り , 地 中 杭 を は じ め と し た 高 強 度 コ ン ク リ ー ト 二 次 製 品 を 対 象 と し た オ ー ト ク レ ー ブ 養 生 と Tobermoriteの 生 成 に よ る 強 度 発 現 に 関 す る 研 究 報 告 は , 文 献 調 査 し た 結 果 皆 無 で あ っ た .
近 年 で は , 超 高 層 構 造 物 の 需 要 増 加 に よ る 地 中 杭 の 高 強 度 化 が 進 み , 2006 年 に は 150N/mm
2級 の 地 中 杭 の 開 発
1 - 3 5 )に 関 す る 報 告 も な さ れ て い る . し か し , 現 在 に お い て も 約 50 年 前 に 総 説 さ れ た 高 強 度 化 理 論 を も と に , 製 造 現 場 に よ る 経 験 的 な 知 見 や 試 行 錯 誤 の 中 で 製 造 し て い る の が 現 状 で あ る .
図1-9 ALCパネル1-33) 図1-10 ALCパネルの電子顕微鏡観察
による11Å Tobermorite1-34)
- 17 -
1.2.2 コ ン ク リ ー ト の 高 強 度 化
コ ン ク リ ー ト は ,人 間 が 生 活 す る 上 で の 社 会 基 盤 構 築 の 根 底 を 支 え る 重 要 な 建 設 材 料 で あ り ,古 く か ら 多 く の 研 究 が 行 わ れ て き た .前 述 し た 1.2.1「 オ ー ト ク レ ー ブ 養 生 の 発 展 」で も 述 べ た よ う に ,オ ー ト ク レ ー ブ 養 生 は ,コ ン ク リ ー ト の 高 強 度 化 を 目 的 と し た 促 進 養 生 の 一 つ で あ る .そ も そ も コ ン ク リ ー ト の 高 強 度 化 は ,要 求 さ れ た 圧 縮 強 度 を 満 足 す る だ け で は な く ,構 造 物 を 長 寿 命 化 す る こ と で 環 境 へ の 負 荷 を 低 減 す る こ と を 可 能 と し て い る .コ ン ク リ ー ト の 長 寿 命 化 に は ,塩 害 や 凍 害 ,中 性 化 な ど コ ン ク リ ー ト の 劣 化 要 因 を で き る だ け 少 な い 高 耐 久 な コ ン ク リ ー ト を 使 用 す る こ と が 一 つ の 手 段 と な る .つ ま り ,水 和 組 織 な ど の 微 細 構 造 に 着 目 す れ ば , 超 緻 密 化 す る こ と で 劣 化 要 因 の 遮 断 を 可 能 と す る た め , 高 強 度 化 よ る 長 寿 命 化 の 手 段 も 一 つ の 方 策 で あ る . そ こ で , コ ン ク リ ー ト の 高 強 度 化 の 変 遷 や 理 論 が , オ ー ト ク レ ー ブ 養 生 に よ る 高 強 度 化 理 論 へ の 要 求 に も 関 連 す る 本 研 究 に 重 要 な 役 割 を 担 う と 考 え , コ ン ク リ ー ト の 高 強 度 化 の 歴 史 に つ い て , 以 下 の 通 り 既 往 の 文 献 を 調 査 し た .
土 木 構 造 物 に 関 連 し た 高 強 度 の コ ン ク リ ー ト の 出 現 は , 1973 年 の
PC ト ラ ス 方 式 橋 梁 の 現 場 打 ち で 60N/mm
2, プ レ キ ャ ス ト 部 材 で は
80N/mm
2の コ ン ク リ ー ト
1 - 3 6 )が 使 用 さ れ て い る . 一 方 , 建 築 構 造 物 で
は 1988 年 の 建 築 基 準 法 の 改 正 に よ り , 国 内 の 建 築 構 造 物 は 飛 躍 的 に
高 層 化 し , 1992 年 に は 45 階 建 て 建 築 物 に 60N/mm
2の コ ン ク リ ー ト が ,
1999 年 に は 100N/mm
2の コ ン ク リ ー ト に よ る 構 造 物
1 - 3 7 ) , 1 - 3 8 )が 出 現 し
て い る .さ ら に 最 近 で は 150N/mm
2を 超 え る 200N/mm
2級 の コ ン ク リ ー
ト が 実 用 化
1 - 3 9 ) , 1 - 4 0 )さ れ て い る . 高 強 度 化 の 基 礎 的 な 研 究 は , セ メ ン
ト 硬 化 体 の 最 高 強 度 を 目 指 し た 研 究 が 行 わ れ て き た . こ れ ら 高 強 度
化 の 研 究 は , 低 水 セ メ ン ト 比 や 緻 密 化 に 着 眼 し た 実 験 か ら は じ ま っ
て い る . セ メ ン ト 硬 化 体 高 強 度 化 の 変 遷 は , 1972年 に Bajza
1 - 4 1 )が 乾
燥 セ メ ン ト を 加 圧 成 型 し 養 生 す る 方 法 や , 水 セ メ ン ト 比 を 変 え て 加
圧 成 型 し 養 生 し た 場 合 の 圧 縮 強 度 を 測 定 し , そ れ ら の 空 隙 率 か ら 空
隙 を 極 限 ま で 減 ら し た 場 合 の 圧 縮 強 度 の 推 定 を 行 っ て い る . 具 体 的
な 実 験 方 法 は , 32mm×100mmの シ リ ン ダ ー に 乾 燥 セ メ ン ト と セ メ ン
- 18 -
ト ペ ー ス ト 充 填 し ,最 高 190N/mm
2の 加 圧 成 型 を 3 分 間 行 い ,脱 型 し た 後 に 真 空 容 器 に 30 分 間 放 置 し , 大 気 圧 に 戻 し な が ら 水 を 流 入 さ せ 20°C で 養 生 す る 方 法 で あ る . 供 試 体 の 最 高 強 度 は 160N/mm
2で あ り , 空 隙 率 は 約 20%で あ っ た .空 隙 率 と 圧 縮 強 度 の 関 係 か ら ,空 隙 率 が 0%
の 場 合 の 圧 縮 強 度 は 218N/mm
2で あ る と 予 想 し て い る (図 1-11参 照 ) .
一 方 , 1972 年 Roy ら
1 - 4 2 )は , 加 圧 成 型 に 加 え て 更 に 加 熱 す る 方 法 で 強 度 を 向 上 さ せ て い る .Roy ら の 実 験 方 法 は ,約 130mm角 の 供 試 体 を 約 350N/mm
2で 加 圧 し , 150°C の ホ ッ ト プ レ ス を 続 け , 次 に 真 空 容 器 に 30 分 間 放 置 し 大 気 圧 に 戻 し な が ら 水 を 流 入 さ せ 20°Cで 養 生 を 行 っ て い る . 28日 養 生 後 の 圧 縮 強 度 は 510N/mm
2で あ り , 水 セ メ ン ト 比 は わ ず か 9.3%で あ っ た . さ ら に 翌 年 の 1973年 に は Bajzaと 同 様 に , 加 熱 温 度 を 250°C に 上 げ る こ と に よ り , 650N/mm
2を 超 え る に 至 っ た
1 - 4 3 ). こ の 時 の 空 隙 率 は 1.78%と 記 録 さ れ て い る . Roy ら も ホ ッ ト プ レ ス を し た 場 合 の セ メ ン ト 硬 化 体 の 圧 縮 強 度 に つ い て 、 非 常 に 少 な い 空 隙
図1-11 Bajzaの最高圧縮強度の推定1-42) 圧縮強度(kP/cm2 )
硬化体の空隙量(%)
- 19 -
図1-12 Royの最高圧縮強度の推定1-43)
率 で の 圧 縮 強 度 を 対 数 近 似 し て お り , こ の 推 定 に よ れ ば 空 隙 率 1% の 圧 縮 強 度 は , 760N/mm
2と し て い る ( 図 1-12 参 照 ) .
そ の 後 , セ メ ン ト 硬 化 体 に よ る 超 高 強 度 化 の 報 告 は 長 年 な さ れ て い な か っ た が , 1992 年 に P.Lu ら
1 - 4 4 )が 800N/mm
2の 圧 縮 強 度 を 持 つ セ メ ン ト 硬 化 体 の 報 告 を し て い る .こ の 報 告 に よ れ ば , 1981 年 に Bache に よ っ て 提 唱 さ れ た 「 超 微 粒 子 を セ メ ン ト に 加 え る こ と に よ り 充 填 性 が 高 ま り , 高 強 度 化 す る 」 と い う Densified bySmall Particles(DSP) 理
論
1 - 4 5 )を 新 た に 使 用 し ,減 水 剤 と 併 用 す る こ と で よ り 効 果 的 に 高 強 度
化 す る こ と か ら と し て い る . P.Lu ら は ,セ メ ン ト に シ リ カ フ ュ ー ム を 添 加 し た セ メ ン ト 硬 化 体 を 420 N/mm
2の 加 圧 成 型 と 160°C の 加 熱 を 同 時 に 行 う ホ ッ ト プ レ ス を 1 時 間 行 い , さ ら に 200°C で 24 時 間 の オ ー ブ ン 乾 燥 養 生 を 行 っ た セ メ ン ト 硬 化 体 の 圧 縮 強 度 は , 804N/mm
2を 記 録 し た .今 現 在 に お い て も ホ ッ ト プ レ ス 養 生 に DPS 理 論 を 導 入 し ,高 温 養 生 を 行 う こ と に よ っ て 実 現 し た こ の 圧 縮 強 度 を 上 回 る 研 究 報 告 は な さ れ て い な い .
1994年 に Richardら
1 - 4 6 )は , 粒 径 0.15~ 0.4mm の 細 か な 珪 砂 と 平 均 粒
径 4μ の け い 石 微 粉 末 , シ リ カ フ ュ ー ム , セ メ ン ト , 減 水 剤 と 長 さ 約
3mmの 金 属 繊 維 を 使 用 し , 800N/mm
2に 近 い 圧 縮 強 度 の 供 試 体 作 製 を
実 現 し て い る . 全 て の 実 験 方 法 は 明 ら か に さ れ て い な い が , 無 加 圧
- 20 -
で 成 型 し ,硬 化 後 90°C で 48 時 間 の 蒸 気 養 生 を 行 い , 400°C の 乾 燥 養 生 を 行 っ た 場 合 の 圧 縮 強 度 が 520N/mm
2, ま た , 珪 砂 の 代 わ り に 鉄 粉 を 加 え た 場 合 の 圧 縮 強 度 は 776N/mm
2で あ っ た が , こ の 結 果 は 測 定 中 に 試 験 機 の 容 量 を 超 え て し ま っ た た め で あ り , 最 終 的 に は 800N/mm
2に 到 達 し て い た で あ ろ う と 論 文 中 で 述 べ て い る . Richard ら は DSP理 論 に 基 づ き , 超 微 粒 子 の シ リ カ フ ュ ー ム 以 外 に , 中 間 粒 子 と し て け い 石 微 粉 末 を 使 用 し て 充 填 性 を 向 上 さ せ , 靭 性 を 付 与 す る た め に 金 属 繊 維 を 使 用 し て い る 点 で 画 期 的 で あ り , こ れ ら を Reactive Powder Concrete(RPC)理 論
1 - 4 6 )と 称 し て い る .こ の よ う な 供 試 体 の 作 製 方 法 や 超 高 強 度 化 は あ ま り 実 用 的 で は な い が , コ ン ク リ ー ト の 高 強 度 化 の 可 能 性 を 熟 慮 す る 上 で 興 味 深 く ,図 1-13 に 示 す コ ン ク リ ー ト 高 強 度 化 の 基 礎 的 な 研 究 と な る セ メ ン ト 硬 化 体 の 最 高 強 度 を 目 指 し た 研 究 は 大 変 意 義 の あ る 成 果 で あ る . 実 際 に , こ れ ま で 述 べ て き た 高 強 度 化 の 研 究 を も と に 課 題 で あ っ た 流 動 性 を 向 上 さ せ 自 己 充 填 を 可 能 と し た 200N/mm
2級 の 超 高 強 度 繊 維 補 強 コ ン ク リ ー ト が 実 用 化 さ れ 今 日 に 至 っ て い る
1 - 4 7 ).
0 100 200 300 400 500 600 700 800 900 1000
1970 1975 1980 1985 1990 1995
圧縮強度(N/mm2)
西暦(年)
1992年P.Lu DPS理論(シリカフューム) 加圧・加熱成型 [804N/mm2]
1994年Richard DPS理論+RPC理論 (シリカフューム+鋼繊維補強) 加圧・加熱成型 [776N/mm2]
1972年Roy 加圧成型 [510N/mm2]
1972年BajZa 加圧成型 [160N/mm2]
1973年Roy 加圧・加熱成型
[510N/mm2]
図1-13 コンクリート高強度化の基礎的研究における
セメント硬化体の最高強度を目指した研究の変遷と最高強度の推移
- 21 -
2002 年 に は こ れ ら に 関 連 し た 超 高 強 度 繊 維 補 強 コ ン ク リ ー ト の み
に よ る 人 道 橋
1 - 4 8 )が 開 通 さ れ , PC 橋 梁 や 補 修 部 材 等 多 数 の 施 工 実 績 を
残 し て い る
1 - 4 9 ).
- 22 -
1.3 研 究 の 目 的
本 論 文 は , こ れ ま で に 研 究 例 の な い 地 中 杭 を は じ め と し た コ ン ク リ ー ト 二 次 製 品 を 対 象 と し た オ ー ト ク レ ー ブ 養 生 に よ る 高 強 度 発 現 の 要 因 の 解 明 と 現 行 の 約 180°C の オ ー ト ク レ ー ブ 養 生 温 度 の 低 温 化 の 二 つ を 目 的 と し て い る .
高 強 度 コ ン ク リ ー ト 二 次 製 品 の 製 造 に 用 い ら れ て い る オ ー ト ク レ ー ブ 養 生 は , 約 50 年 前 に 総 説 さ れ た オ ー ト ク レ ー ブ 養 生 に よ る 高 強 度 化 理 論 が 基 と な り , 現 在 で も こ の 方 法 が 用 い ら れ て い る . オ ー ト ク レ ー ブ 養 生 に よ る コ ン ク リ ー ト の 高 強 度 化 は , オ ー ト ク レ ー ブ 養 生 に よ っ て 生 成 し た 11Å Tobermorite が 主 な 要 因 と さ れ , 今 日 に お い て も 11Å Tobermorite を 多 量 に 生 成 す る こ と が 高 強 度 化 の 必 須 条 件 と さ れ て い る .
オ ー ト ク レ ー ブ 養 生 に 関 す る 11Å Tobermorite の 生 成 と コ ン ク リ ー ト の 高 強 度 発 現 に 関 す る 研 究 は , 現 在 に お い て も 盛 ん に 行 わ れ て い る が ,そ の 全 て が ALC (Autoclaved Lightweight aerated Concrete: 軽 量 気 泡 コ ン ク リ ー ト ) 製 品 に 関 す る 研 究 報 告 で あ り , 地 中 杭 な ど 高 強 度 コ ン ク リ ー ト 二 次 製 品 を 対 象 と し た 既 往 の 研 究 は 文 献 調 査 し た 結 果 皆 無 で あ っ た . そ の た め , 現 在 の 製 造 現 場 で は , 前 述 し た 約 50 年 前 の 考 え 方 を も と に , 圧 縮 強 度 が 当 時 よ り も 格 段 に 上 昇 し て い る に も か か わ ら ず , 現 場 の 経 験 論 や 試 行 錯 誤 に よ っ て 対 応 し て い る の が 現 状 で あ る .
環 境 面 に お い て も ,数 十 m に お よ ぶ 地 中 杭 の よ う な 製 品 を 養 生 す る
た め に は 非 常 に 大 型 な 養 生 槽 を 使 用 す る た め , オ ー ト ク レ ー ブ 養 生
に よ る 養 生 条 件 約 180°C-1MPa と す る た め に は , 膨 大 な 化 石 燃 料 を 消
費 量 す る こ と が 課 題 と な っ て い る .さ ら に ,化 石 燃 料 の 多 量 消 費 は ,
多 く の CO
2を 排 出 す る こ と を 意 味 す る た め ,環 境 へ の 負 荷 を 低 減 す る
観 点 か ら も , 新 し い 製 造 方 法 の 提 案 は 重 要 で あ り , 急 務 で も あ る .
以 上 の こ と か ら , 本 研 究 は , オ ー ト ク レ ー ブ 養 生 に よ る 高 強 度 発
現 の 要 因 の 解 明 と 従 来 の 養 生 条 件 約 180°C-1MPa の オ ー ト ク レ ー ブ 養
生 の 低 温 化 に 関 し て 実 験 を 行 っ た も の で あ る . な お , 供 試 体 に は モ
ル タ ル を 使 用 し , 小 型 の 実 験 用 オ ー ト ク レ ー ブ 養 生 装 置 に よ る 検 討
- 23 -