マ ッ チ ン グ フ ァ ン ド 方 式 に よ る 産 学 連 携 研 究 開 発 事 業
ゼ オ ラ イ ト 膜 の 高 速 連 続 製 膜 プ ロ セ ス の 開 発
研 究 開 発 プ ロ ジ ェ ク ト 総 括 研 究 成 果 報 告 書
平 成 1 3 年 5 月
総
括 代 表 者 岡 本 健 一
( 山 口 大 学 工 学 部 ・ 教 授 )
企 業 分 担 代 表 者 松 尾 保 夫
( 三 井 造 船 株 式 会 社 機 械 ・ シ ス テ ム 事 業 本 部 ・ 部 長 )
○ 研 究 開 発 プ ロ ジ ェ ク ト の 背 景 ・ 経 緯 と 目 的 近 年 、 製 造 プ ロ セ ス に 対 す る 省 エ ネ ル ギ ー か つ 低 環 境 負 荷 の 実 現 、 さ ら に は 製 品 の 要 求 純 度 の 高 度 化 等 へ の 社 会 の 強 い 要 請 に 対 し て 、 こ れ を 実 現 で き る 革 新 的 な シ ー ズ 技 術 と し て 、 目 的 物 質 だ け を 一 段 で 分 離 ・ 精 製 で き る 膜 法 が 期 待 さ れ て い る が 、 こ の 膜 プ ロ セ ス の 実 用 化 に は 、一 に 多 種 多 様 な 目 的 物 質 に 対 応 可 能 な 優 れ た 分 離 膜 の 開 発 、 特 に 耐 熱 、 耐 溶 剤 性 で 高 選 択 高 透 過 性 の 無 機 膜 の 開 発 が 必 要 不 可 欠 で あ る 。 山 口 大 学 で は 、 こ の よ う な 背 景 の も と 、 世 界 に 先 駆 け て 従 来 の 高 分 子 膜 を は る か に 上 回 る 極 め て 高 選 択 高 透 過 性 の ゼ オ ラ イ ト 製 浸 透 気 化 膜 を 開 発 し た 。 さ ら に 三 井 造 船 ( 株 ) と の 共 同 研 究 で 膜 の モ ジ ュ ー ル 化 を 図 り 、 現 在 、 メ ン ブ レ ン リ ア ク タ ー と し て エ ス テ ル 化 反 応 等 の 液 相 化 学 反 応 と の 複 合 化 の 実 用 化 研 究 を 進 め て い る 。 ゼ オ ラ イ ト 膜 は 従 来 の 高 分 子 膜 に は な い 耐 久 性 に 優 れ た 、 高 性 能 な 分 離 膜 と し て 、 さ ら に は そ の 触 媒 能 の 利 用 に よ り 分 離 と 反 応 を 複 合 化 出 来 る 新 規 な メ ン ブ レ ン リ ア ク タ ー と し て 幅 広 い 展 開 が 期 待 さ れ て い る が 、 こ れ ま で の ゼ オ ラ イ ト 膜 の 製 膜 方 法 は 、 我 々 の 方 法 も 含 め て 全 て バ ッ チ 式 で 、 多 孔 質 支 持 体 上 に 多 結 晶 膜 と し て 長 時 間 の 水 熱 合 成 法 で 製 膜 さ れ て い る 。 本 研 究 で は 、 今 後 、 製 造 プ ロ セ ス の 省 エ ネ ル ギ ー 化 ・ 高 効 率 化 に 資 す る 革 新 的 な ゼ オ ラ イ ト 膜 の よ る 膜 分 離 技 術 を 完 成 さ せ る た め に は 、 膜 モ ジ ュ ー ル の 大 量 生 産 を 念 頭 に 置 い た ゼ オ ラ イ ト 膜 の 製 膜 時 間 短 縮 と 連 続 製 膜 プ ロ セ ス の 開 発 が 不 可 欠 で あ る と の 観 点 か ら 、 ゼ オ ラ イ ト 製 膜 の 高 速 化 お よ び 連 続 化 を 目 的 に 、 ① 製 膜 課 程 に お け る 種 結 晶 処 理 の 自 動 化 、 ② マ イ ク ロ 波 加 熱 に よ る ゼ オ ラ イ ト 膜 水 熱 合 成 時 間 の 短 縮 と 連 続 化 に つ い て 、 マ ッ チ ン グ フ ァ ン ド 方 式 に よ る 三 井 造 船 ( 株 ) と の 産 学 連 携 研 究 開 発 を 実 施 し た 。 ○ 共 同 研 究 組 織 総 括 代 表 者 岡 本 健 一 (山 口 大 学 ・ 工 学 部 ・ 教 授 ) 研 究 分 担 者 喜 多 英 敏 (山 口 大 学 ・ 工 学 部 ・ 助 教 授 ) 田 中 一 宏 (山 口 大 学 ・ 工 学 部 ・ 助 教 授 ) 吉 野 真 (山 口 大 学 ・ 工 学 部 ・ 助 手 ) 企 業 分 担 代 表 者 松 尾 保 夫 ( 三 井 造 船 株 式 会 社 機 械 ・ シ ス テ ム 事 業 本 部 機 械 工 場 技 術 部 部 長 ) 研 究 分 担 者 近 藤 正 和 (三 井 造 船 株 式 会 社 技 術 本 部 機 械 制 御 技 術 開 発 セ ン タ ー 主 幹 研 究 員) 阿 部 淳 (三 井 造 船 株 式 会 社 機 械 ・ シ ス テ ム 事 業 本 部 機 械 工 場 産 機 設 計 部 課 長) 杉 本 悦 夫 (三 井 造 船 株 式 会 社 機 械 ・ シ ス テ ム 事 業 本 部 機 械 工 場 技 術 部 課 長 補 佐) 山 村 忠 史 (三 井 造 船 株 式 会 社 機 械 ・ シ ス テ ム 事 業 本 部 機 械 工 場 技 術 部) 浦 野 進 司 (三 井 造 船 株 式 会 社 機 械 ・ シ ス テ ム 事 業 本 部 機 械 工 場 産 機 設 計 部 課 長) 川 口 清 史 (三 井 造 船 株 式 会 社 機 械 ・ シ ス テ ム 事 業 本 部 機 械 工 場 産 機 設 計 部 課 長) 村 上 清 彦 (三 井 造 船 株 式 会 社 機 械 ・ シ ス テ ム 事 業 本 部 機 械 工 場 産 機 設 計 部 課 長) 合 計 1 2 名 ○ 研 究 期 間 平 成 1 2 年 3 月 1 7 日 ∼ 平 成 1 3 年 3 月 3 1 日
2 ○ 研 究 開 発 の 実 施 状 況 等 ( 1 ) 研 究 開 発 の 実 施 状 況 ゼ オ ラ イ ト 膜 の 連 続 製 膜 プ ロ セ ス を 構 築 す る に は 、 1 . 原 料 ゲ ル の 調 整 と 多 孔 質 支 持 体 の 前 処 理 工 程 、 2 . 水 熱 合 成 工 程 、 3 . 結 晶 化 調 整 剤 の 除 去 等 の 製 膜 後 の 後 処 理 工 程 の 各 要 素 技 術 を 確 立 し な け れ ば な ら な い 。 本 研 究 で は 以 下 に 示 す 役 割 分 担 の も と に 研 究 を 実 施 し た 結 果 、 短 期 間 で 新 規 プ ロ セ ス 技 術 と し て 注 目 さ れ て い る マ イ ク ロ 波 加 熱 法 を 用 い た ゼ オ ラ イ ト 連 続 高 速 製 膜 法 が 確 立 で き た 。
連 続 製 膜 プ ロ セ ス の 構 築
(総 括 : 山 大 /岡 本 )前 処 理
原 料 ゲ ル 組 成 の 最 適 化 ( 山 大 /喜 多 , 吉 野 ) 種 塗 布 条 件 確 立 ( 喜 多 ) 自 動 製 膜 (種 自 動 塗 布 )設 備 ( 共 同 研 究 ・ 三 井 造 船 が 担 当 ) 膜 構 造 の 解 析 と 透 過 性 能 の 評 価流 通 式 水 熱 合 成
( 山 大 /岡 本 , 田 中 , 吉 野 ) 喜 多 ,吉 野 ; 三 井 /松 尾 ) ICP発 光 分 析 装 置 導 入 マ イ ク ロ 波 照 射 熱 分 析 / ガ ス ク ロ マ ト グ ラ フ 装 置 導 入 (山 口 大 学 ) 質 量 分 析 計 導 入 ス ケ ー ル ア ッ プ SEM/TEM・ 吸 着 装 置 (現 有 ) マ イ ク ロ 波 照 射 装 置 導 入 (三 井 造 船 ) 膜 構 造 と 透 過 物 性 の 評 価 ( 三 井 造 船 ) 電 子 線 マ イ ク ロ ア ナ ラ イ ザ ー 導 入後 処 理
( 山 大 /喜 多 ; 三 井 造 船 ) 超 臨 界 二 酸 化 炭 素 抽 出 解 析 シ ス テ ム 導 入 ( 山 口 大 学 )膜 モ ジ ュ ー ル の 透 過 性 能 評 価
( 岡 本 ・ 松 尾 )( 2 ) 各 機 関 別 の 研 究 開 発 目 標 、 実 施 方 法 、 成 果 ( 2 − 1 ) 山 口 大 学 製 造 プ ロ セ ス の 省 エ ネ ル ギ ー 化 ・ 高 効 率 化 に 資 す る 革 新 的 な ゼ オ ラ イ ト 膜 の よ る 膜 分 離 技 術 を 完 成 さ せ る た め に は 、 膜 モ ジ ュ ー ル の 大 量 生 産 を 念 頭 に 置 い た ゼ オ ラ イ ト 膜 の 製 膜 時 間 短 縮 と 連 続 製 膜 プ ロ セ ス の 開 発 が 不 可 欠 で あ る と の 観 点 か ら 、 ゼ オ ラ イ ト 製 膜 の 高 速 化 お よ び 連 続 化 を 目 的 に 、 1 . 原 料 ゲ ル の 調 整 と 多 孔 質 支 持 体 の 前 処 理 条 件 、 2 . 水 熱 合 成 条 件 、 3 . 製 膜 後 の 後 処 理 条 件 の 各 要 素 技 術 に つ い て 検 討 し た 。 2 − 1 − 1 ゼ オ ラ イ ト 膜 の 作 製 ( a ) ア ル ミ ノ シ リ ケ ー ト ゲ ル の 調 製 N a A 型 ゼ オ ラ イ ト 膜 の 作 製 は 、 ア ル カ リ 濃 度 H2O / N a2O = 6 0 , 7 5 , 9 0 , 1 2 0 , 1 8 0 、 合 成 時 間 1 0 ∼ 90 分 、 合 成 温 度 1 0 0 ∼ 120 ℃ と 変 化 さ せ て 行 っ た 。 図 1 に A 型 ゼ オ ラ イ ト 膜 の 作 製 手 順 を 示 す 。 出 発 原 料 に は S i 源 と し て ケ イ 酸 ナ ト リ ウ ム 、 A l 源 と し て 水 酸 化 ア ル ミ ニ ウ ム を 用 い た 。 原 料 を 組 成 比 H2O / N a2O = 6 0 , N a2O / S i O2= 1 , Si O2/Al2O3= 2 に 調 製 し て 室 温 ( 2 0 ∼ 3 0 ℃ ) で S i 源 と A l 源 を 混 合 、 撹 拌 す る こ と で 均 一 な ア ル ミ ノ シ リ ケ ー ト ゲ ル を 得 た 。 H2O / N a2O の 調 整 は 、 最 初 に H2O / N a2O = 6 0 の ゲ ル を 作 成 し て お き 、 次 に 水 を 適 量 加 え て 組 成 H2O/Na2O= 75,90,120,180 に し た 。 Y 型 ゼ オ ラ イ ト 膜 は 出 発 原 料 と し て S i 源 に 水 ガ ラ ス 、A l 源 に ア ル ミ ン 酸 ナ ト リ ウ ム を 用 い た 。 原 料 を H2O / N a2O = 4 5 , N a2O / S i O2= 0 . 8 8 , S i O2/Al2O3= 25 の 組 成 比 に 調 整 し て 室 温 ( 2 0 ℃ ) で S i 源 と A l 源 を 混 合 、 撹 拌 ( 2 ∼ 3 時 間 ) し て 白 色 の ア ル ミ ノ シ リ ケ ー ト ゲ ル を 得 た 。 ゲ ル は 室 温 ( 25℃ ) で 24 時 間 エ ー ジ ン グ を 行 っ た 。 (b ) 支 持 体 ゼ オ ラ イ ト 結 晶 を 析 出 さ せ る た め の 支 持 体 に は 、円 筒 状 セ ラ ミ ッ ク ス 多 孔 質 管 ( 外 径 12 m m, 内 径 9 m m , 平 均 細 孔 径 1 . 3 μ m) を 使 用 し た 。合 成 前 に 支 持 体 は 、 耐 水 サ ン ド ペ ー パ ー で 支 持 体 表 面 の 被 膜 を 取 り 除 い た 後 に 脱 イ オ ン 水 で 洗 浄 し た 。 支 持 体 に 種 結 晶 塗 布 を 行 う 場 合 、 種 結 晶 に は 市 販 の N a A 型 ゼ オ ラ イ ト 結 晶 粉 末 ま た は N a Y 型 ゼ オ ラ イ ト 結 晶 粉 末 を 用 い 、 粉 末 を 脱 イ オ ン 水 で ペ ー ス ト 状 に し て 支 持 体 上 に 擦 り 込 み 、 薄 く 均 一 に 塗 布 し た 後 、 60∼ 70℃ で 1 時 間 乾 燥 さ せ た 。 (c ) マ イ ク ロ 波 加 熱 マ イ ク ロ 波 加 熱 に は 電 子 レ ン ジ ( 発 信 周 波 数 2 4 5 1 M H z ) を 用 い 、 出 力 は 1 2 0 0 W , 6 0 0 W 又 は 2 0 0 W を 使 用 し た 。 反 応 容 器 に は 以 下 に 示 す 1 ) 開 放 式 、 2 ) 密 封 式 、 3 ) 連 続 式 の 装 置 を 用 い た 。 粉 末 合 成 の 種 結 晶 添 付 時 は 製 膜 に 用 い た と 同 じ 市 販 の ゼ オ ラ イ ト 粉 末 を ゲ ル 重 量 の 1wt%添 加 し た 。 1 ) 開 放 系 図 2 に 開 放 系 の マ イ ク ロ 波 加 熱 装 置 図 を 示 す 。 パ イ レ ッ ク ス 反 応 管 ( 全 長 3 5 c m , 外 径 4 c m , 内 径 3 . 2 c m) に 支 持 体 お よ び ゲ ル を 1 5 0 m l 仕 込 み 、 家 庭 用 電 子 レ ン ジ ( 松 下 電 器 製 N E - S 3 0 ) の 上 部 か ら で た 玉 入 り 冷 却 管 等 は マ イ ク ロ 波 漏 洩 防 止 の た め に ア ル ミ ホ イ ル で 覆 っ た 。 開 放 系 の 特 徴 は 従 来 の 水 熱 合 成 と 同 様 な 装 置 で 1 0 0 ℃ で の 合 成 が 可 能 な こ と で あ る 。 上 部 に コ ン デ ン サ ー を 取 り 付 け て い る た め ゲ ル 中 の 水 分 の 損 失 は ほ と ん ど な い 。 図 3 に 開 放 系 の 温 度 上 昇 プ ロ フ ァ イ ル を 示 す 。 温 度 測 定 に は マ イ ク ロ 波 の 影 響 を 受 け な い 蛍 光 式 光 フ ァ イ バ ー 温 度 計 ( N O R T E C 社 製 E M I- TS) を 用 い 、 ゲ ル 上 部 ( 上 か ら 約 3 c m ) の 温 度 を 測 定 し た 。 マ イ ク ロ 波 出 力 に つ い て は 最 初 の 2 分 間 は 6 0 0 W 、 そ の
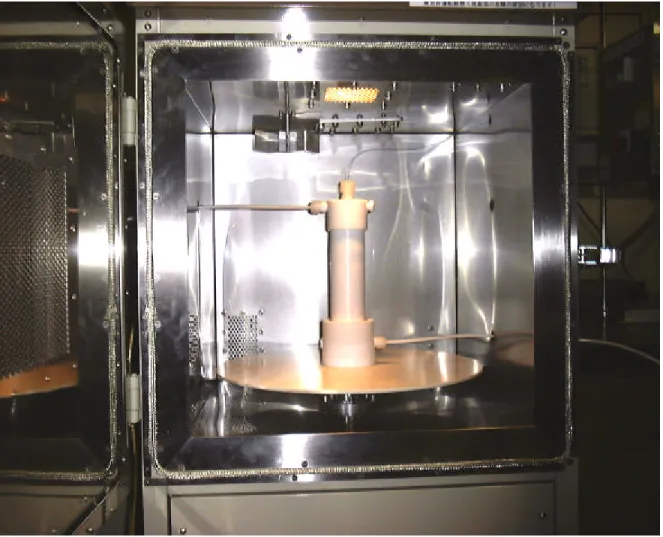
後 は 200W を 照 射 し た 。 2 ) 密 封 系 図 4 に 密 封 系 の マ イ ク ロ 波 加 熱 反 応 装 置 ( C E M 社 製 M A R S - 5 ) を 示 す 。 こ の 装 置 は 圧 力 セ ン サ ー 、光 フ ァ イ バ ー 温 度 計 を 用 い て 反 応 容 器 内 の 圧 力 ・ 温 度 を 出 力 に よ り コ ン ト ロ ー ル で き る 。 今 回 は 昇 温 時 間 を 設 定 で き る R A M P T O T E M P E R A T U R E 方 式 と し 、 マ イ ク ロ 波 出 力 ( ∼ 1 2 0 0 W ) 、 昇 温 時 間 ( 2 ∼ 3 0 分 ) 、 圧 力 ( < 2 0 0 p s i ) 、 合 成 温 度 ( 1 0 0 ∼ 1 2 0 ℃ ) 、 保 持 時 間 ( 5 ∼ 3 0 分 ) を 設 定 し た 。 合 成 中 の 圧 力 、 温 度 の デ ー タ は モ ニ タ ー 及 び プ リ ン タ ー 出 力 に よ り リ ア ル タ イ ム で チ ェ ッ ク し た 。 図 5 に プ リ ン タ ー 出 力 例 を 示 す 。 テ フ ロ ン 製 の 反 応 容 器 ( 高 さ 1 2 5 m m 外 径 3 8 m m 内 径 3 3 m m ) に ア ル ミ ノ シ リ ケ ー ト ゲ ル を 5 0 m l 入 れ た 。 膜 合 成 は 長 さ 5 c m の 支 持 体 を 温 度 測 定 用 の サ フ ァ イ ア ガ ラ ス 棒 に 通 し た 状 態 で 合 成 し た 。 3 ) 連 続 式 図 6 に 連 続 式 の マ イ ク ロ 波 加 熱 装 置 写 真 を 示 す 。こ の 装 置 は マ イ ク ロ 波 加 熱 装 置 ( ミ ク ロ 電 子 製 M O H - 1 5 0 0 E Y ) と ゲ ル を 供 給 す る モ ー ノ ポ ン プ ( 兵 神 装 備 製 2 N V L 0 8 F ) か ら で き て い る 。こ の マ イ ク ロ 波 加 熱 装 置 は マ イ ク ロ 波 出 力 の 最 大 値 と 合 成 温 度 が 設 定 で き 、 昇 温 時 は 設 定 温 度 ま で 最 大 出 力 で 、 そ の 後 温 度 を 保 持 す る た め 出 力 が 変 動 す る 機 能 を 持 っ て い る 。 ポ ン プ は 連 続 的 に 液 体 を 供 給 で き る 回 転 容 積 型 の 一 軸 偏 心 ネ ジ ポ ン プ で あ る 。 テ フ ロ ン 製 容 器 に 支 持 体 と ゲ ル を 入 れ 、 マ イ ク ロ 波 加 熱 装 置 内 に 設 置 し 、 温 度 は 蛍 光 式 光 フ ァ イ バ ー 温 度 計 で 測 定 し た 。 合 成 は 設 定 温 度 に 昇 温 し て か ら は 常 時 ポ ン プ を 稼 動 さ せ て ゲ ル を 供 給 し 、 排 出 し た ゲ ル は 冷 却 後 ポ ン プ に 戻 し て 循 環 さ せ た 。 設 定 温 度 1 0 5 ℃ 、 マ イ ク ロ 波 最 大 出 力 1 2 0 0 W で 行 っ た 。 図 7 は 大 型 の マ イ ク ロ 波 加 熱 装 置 で あ る 。 合 成 後 は 、 膜 を 取 り 出 し 脱 イ オ ン 水 で 十 分 に 水 洗 を 行 い 、 製 膜 後 の ピ ン ホ − ル の 有 無 を 調 べ る た め 、 膜 の 内 側 を ア ス ピ レ ー タ で 減 圧 し て 水 の 吸 い 込 み 具 合 を 調 べ た 。 製 膜 状 態 は 緻 密 、 ピ ン ホ ー ル 有 り 、 緻 密 で な い の 3 通 り に 分 け て 調 べ た 。 そ の 後 、 膜 は 定 温 乾 燥 器 に 入 れ 60∼ 70℃ で 乾 燥 (1 日 )さ せ た 。 膜 の 同 定 に は 、 膜 及 び 生 成 物 の X 線 回 折 測 定 ( X R D , S h i m a d z u X D - D 1 (C u - K α ) ま た は R i g a k u X - R a y D i f f r a c t m e t e r R I N T 2 0 0 0 ) を 行 っ た 。 さ ら に 膜 表 面 又 は 断 面 を 走 査 型 電 子 顕 微 鏡 ( SEM, 日 立 製 S-2300) で 観 察 し 、 膜 構 造 を 評 価 し た 。 ( d ) 浸 透 気 化 分 離 実 験 A 型 ゼ オ ラ イ ト 膜 の 浸 透 気 化( P V )分 離 実 験 は 、水 / エ タ ノ ー ル 系 で 操 作 温 度 3 0 ∼ 7 5 ℃ 、 供 給 液 濃 度 2 ∼ 5 0 w t % H2O 、 有 効 膜 面 積 1 8 . 8 4 c m2 で 行 っ た 。 Y 型 ゼ オ ラ イ ト 膜 の P V 分 離 実 験 は メ タ ノ ー ル / MTB E 系 ( 1 0 / 9 0 w t % ) , 操 作 温 度 5 0 ℃ 、 有 効 膜 面 積 1 8 . 8 4 c m2 で 行 っ た 。 PV 測 定 前 に は 膜 を 真 空 乾 燥 器 で 200℃ 24 時 間 脱 着 し た 。 図 8 に P V 分 離 実 験 装 置 を 示 す 。こ の 装 置 は 流 通 式 で あ り 、 供 給 液 を 2 5 ∼ 3 0 g / m i n ( 5 3 ∼ 6 4 c m / s ) の 流 速 で 膜 の 上 流 側 に 供 給 し 、 膜 を 透 過 し な か っ た 液 は 冷 却 し て 回 収 し た 。 熱 電 対 を セ ル 及 び セ ル の 入 口 に セ ッ ト し て 、 操 作 温 度 を 一 定 に し た 。 膜 の 下 流 側 は 真 空 に 引 き 、 膜 を 透 過 し た 気 体 を 液 体 窒 素 中 の コ ー ル ド ト ラ ッ プ で 捕 集 し た 。 透 過 物 の 重 量 か ら 透 過 流 束 [kg/m2h]を 求 め た 。 液 組 成 は ガ ス ク ロ マ ト グ ラ フ ( 島 津 製 GC-8A)
10
図 6 合 成 ゲ ル の 連 続 供 給 式 マ イ ク ロ 波 加 熱
ゼ オ ラ イ ト 膜 製 膜 装 置
図 7 ゼ オ ラ イ ト 膜 製 膜 用 大 型 マ イ ク ロ 波 加 熱 装 置
(2450 MHz, 4.9 kW, Oven: W7m x D7m x H15m)
で 決 定 し た 。 図 9 に 透 過 セ ル を 示 す 。 セ ル は ス テ ン レ ス ス チ ー ル 製 で 、 内 筒 を 付 け る こ と に よ り 異 な る 長 さ ( 1 0 c m 、 1 5 c m 、 2 0 c m ) の 膜 を セ ッ ト で き る 。 膜 の 両 端 2 . 5 c m に シ リ コ ン グ リ ー ス を 薄 く 均 一 に 塗 布 し 、 バ イ ト ン 製 O - リ ン グ ( 1 2 m m 、1 0 m m ) お よ び 金 属 O - リ ン グ で 膜 の 両 端 を 固 定 し た 。こ の セ ル を P V 用 恒 温 槽 に セ ッ ト し 、 所 定 温 度 で P V 分 離 実 験 を 行 っ た 。 2 − 1 − 2 結 果 と 考 察 1 ) A 型 ゼ オ ラ イ ト 膜 種 結 晶 を 未 塗 布 の 支 持 体 へ の 製 膜 結 果 図 10 に 種 結 晶 を 塗 布 し な い 支 持 体 上 に 製 膜 し た A 型 ゼ オ ラ イ ト 膜 表 面 の S E M 写 真 を 示 す 。 膜 の 合 成 に は 組 成 H2O / N a2O = 6 0 , N a2O /Si O2= 1 , S i O2/ A l2O3= 2 の ゲ ル を 用 い た 。 支 持 体 を ゲ ル に 浸 漬 2 4 時 間 エ ー ジ ン グ し た 場 合 や 、 エ ー ジ ン グ の 無 い 場 合 、 と も に 合 成 時 間 6 0 分 ま で に は 均 一 な 膜 は 得 ら れ な か っ た 。緻 密 な 膜 を 作 製 す る た め に 一 回 の 合 成 時 間 を 9 0 分 に 延 ば し た 膜 で は 立 方 体 の A 型 ゼ オ ラ イ ト 結 晶 が 多 数 析 出 し て い た が 、 ア ス ピ レ ー タ 減 圧 テ ス ト で は 膜 に ピ ン ホ ー ル が 見 ら れ た 。 ゲ ル の 条 件 を い ろ い ろ 変 え て 合 成 を 行 っ た が 1 回 の 合 成 で は ピ ン ホ ー ル の 無 い 膜 は 得 る こ と が で き な か っ た 。 従 っ て 次 に 2 度 合 成 を 試 み た 。 図 1 1 は 9 0 分 マ イ ク ロ 波 を 照 射 後 、ゲ ル を 交 換 し て さ ら に 9 0 分 マ イ ク ロ 波 を 照 射 し た 試 料 表 面 の S E M 写 真 で あ る 。 2 度 目 の マ イ ク ロ 波 照 射 時 間 を 3 0 分 、 6 0 分 と 増 加 さ せ る に つ れ 膜 は 緻 密 に な り 表 1 に 示 す よ う に 浸 透 気 化 分 離 性 能 の 優 れ た 膜 が 得 ら れ る こ と が わ か っ た 。 合 成 時 間 9 0 分 2 度 合 成 の 膜 で は 支 持 体 上 に は 一 辺 が 1 ∼ 3 μ m の A 型 ゼ オ ラ イ ト 結 晶 が 多 く 析 出 し て い た 。 膜 厚 は 約 1 0 μ m で あ り A 型 ゼ オ ラ イ ト 結 晶 が 支 持 体 表 面 を 緻 密 に 覆 っ て い る こ と が 確 認 で き た 。 最 初 の 合 成 時 間 で 析 出 し た 結 晶 が 種 結 晶 と な っ て 、2 度 目 の マ イ ク ロ 波 9 0 分 照 射 で 膜 が 緻 密 に 製 膜 さ れ た と 考 え ら れ る 。 種 結 晶 を 塗 布 し た 支 持 体 へ の 製 膜 結 果 種 結 晶 を 塗 布 し た 支 持 体 上 へ の 製 膜 で は 表 1 に 示 し た よ う に 照 射 時 間 3 0 分 か ら 開 放 式 、 密 封 式 お よ び 連 続 式 の い ず れ の 場 合 に も 分 離 性 能 の あ る 膜 を 合 成 す る こ と が で き た 。 図 1 2 に 一 連 の A 型 ゼ オ ラ イ ト 膜 の X R D 測 定 結 果 を ま と め た 。い ず れ の 膜 も X R D 測 定 か ら 膜 は A 型 ゼ オ ラ イ ト と 支 持 体 の ピ ー ク か ら 成 り 立 っ て い る こ と が 確 認 さ れ た 。H2O / N a2O = 7 5 , 合 成 時 間 6 0 分 の 膜 の S E M 観 察 に よ れ ば 、膜 の 結 晶 サ イ ズ 約 5 μ m 、 膜 厚 は 約 10μ m で 支 持 体 表 面 を 緻 密 に 覆 っ て い た 。 最 適 製 膜 条 件 を ま と め る と 以 下 の よ う に な る 。 【 種 結 晶 塗 布 密 封 式 】
ゲ ル 組 成 H2O/Na2O=120,Na2O/SiO2=1,SiO2/Al2O3=2,合 成 温 度 120℃ ,合 成 時 間 30 分
【 種 結 晶 塗 布 開 放 式 】
ゲ ル 組 成 H2O/Na2O=75,Na2O/SiO2=1,SiO2/Al2O3=2, 合 成 温 度 100℃ ,合 成 時 間 30 分 【 種 結 晶 塗 布 連 続 式 】
図 1 0 マ イ ク ロ 波 加 熱 に よ る N a A ゼ オ ラ
イ ト 膜 表 面 の S E M 写 真
16
図 1 1 種 結 晶 を 用 い ず に マ イ ク ロ 波 加 熱 に よ り 合 成 し た
ゼ オ ラ イ ト 膜 表 面 の S E M 写 真
18 【 種 結 晶 未 塗 布 開 放 系 】
ゲ ル 組 成 H2O / N a2O = 6 0 , N a2O / S i O2= 1 , S i O2/ A l2O3= 2 , 合 成 温 度 1 0 0 ℃ , 合 成 時 間 9 0 + 9 0 分
の 2 度 合 成
【 種 結 晶 塗 布 に よ る 従 来 加 熱 法 】
ゲ ル 組 成 H2O/Na2O=60,Na2O/SiO2=1,SiO2/Al2O3=2,合 成 温 度 100℃ ,合 成 時 間 3∼ 4 時 間
浸 透 気 化 分 離 性 能 表 1 に 水 / エ タ ノ ー ル 系 で の A 型 ゼ オ ラ イ ト 膜 の P V 分 離 性 能 を 示 す 。 種 結 晶 を 塗 布 し た 支 持 体 へ の 製 膜 の 場 合 、密 封 式 で は 加 熱 時 間 3 0 分 で 透 過 流 束 は 2 [ k g / m2h ] 以 上 で 高 い 水 選 択 透 過 性 能 を も ち 、 従 来 加 熱 の 膜 と 同 等 の 性 能 を 示 し た 。 開 放 式 、 連 続 式 で は H2O / N a2O 比 を 1 2 0 か ら 7 5 ま で 低 下 さ せ る と 短 時 間 で 分 離 性 能 の 良 い 膜 が 得 ら れ た 。 ま た 、 い ず れ も 種 結 晶 塗 布 し た 場 合 に は 、 ゲ ル の エ ー ジ ン グ を 行 わ な い で も 優 れ た 分 離 性 能 を 有 す る 膜 が 作 製 で き た 。 図 13 に 水 / エ タ ノ ー ル 系 ( 7 5 ℃ ) で の A 型 ゼ オ ラ イ ト 膜 の P V 分 離 に お け る 供 給 液 濃 度 依 存 性 を 示 す 。 マ イ ク ロ 波 加 熱 法 に よ る 種 結 晶 塗 布 し た 膜 ( 1 0 0 ℃ , 3 0 分 ) お よ び 塗 布 な し 膜 ( 100 ℃ , 9 0 + 9 0 分 ) は 、 供 給 液 中 の 水 濃 度 の 増 加 に つ れ て 透 過 流 束 は 増 加 し 5 0 w t % 付 近 か ら 飽 和 す る 傾 向 を 示 し た 。こ れ ら は 従 来 加 熱 法 の 膜( 1 00 ℃ , 3 . 5 時 間 ) と 同 様 な 傾 向 を 示 し た 。 図 1 4 に 水 / エ タ ノ ー ル 系 ( 1 0 / 9 0 w t % ) に お け る 透 過 流 束 の 温 度 依 存 性 を 示 す 。 温 度 の 増 加 に 伴 い 透 過 流 束 は 増 加 し た 。 直 線 の 傾 き か ら 求 め た 透 過 の 活 性 化 エ ネ ル ギ ー は 、マ イ ク ロ 波 合 成 : 種 結 晶 塗 布 あ り( 1 0 0 ℃ 3 0 分 )で 3 2 k J / m o l 、 種 結 晶 無 し ( 1 0 0 ℃ , 9 0 + 9 0 分 ) で 3 2 k J / m o l 、 従 来 水 熱 合 成 :( 1 0 0 ℃ 3 . 5 時 間 ) で 3 5 k J/ m ol で あ っ た 。 マ イ ク ロ 波 で 作 製 し た 膜 は 、 従 来 加 熱 の 膜 と ほ ぼ 同 様 な 温 度 依 存 性 を 示 し た 。 以 上 、 マ イ ク ロ 波 加 熱 法 に よ る A 型 ゼ オ ラ イ ト 膜 の 製 膜 法 は 、 従 来 の 水 熱 合 成 法 に く ら べ 短 時 間 で 高 性 能 な 製 膜 プ ロ セ ス で あ る こ と が 明 ら か と な っ た 。
22 2 ) Y 型 ゼ オ ラ イ ト 膜 製 膜 結 果 支 持 体 上 に 種 結 晶 塗 布 し た 場 合 、 合 成 時 間 6 0 分 か ら ほ ぼ ピ ン ホ ー ル の な い 膜 が 得 ら れ た 。 ゲ ル 組 成 は 従 来 加 熱 と 同 じ 組 成 で 合 成 で き た 、 即 ち H2O / N a2O = 4 5 , N a2O / S i O2 = 0.88, SiO2/Al2O3= 25 で あ る 。 図 1 5 に 開 放 式 と 連 続 式 で 製 膜 し た Y 型 ゼ オ ラ イ ト 膜 表 面 の S E M 写 真 を 従 来 加 熱 の 膜 と と も に 示 す 。 合 成 時 間 1 時 間 で は 膜 表 面 は 凹 凸 が あ り 、 ピ ン ホ ー ル が 多 数 観 察 さ れ た が 、 合 成 時 間 3 時 間 の 膜 表 面 は 凹 凸 が 殆 ど な く 均 一 で あ り 、 Y 型 ゼ オ ラ イ ト 結 晶 が 緻 密 に 膜 化 し て い た 。 種 結 晶 未 塗 布 の 製 膜 も 合 成 時 間 3 時 間 及 び ゲ ル を 交 換 し た 3 + 3 時 間 で 行 っ た が 、 緻 密 な 膜 は 得 ら れ な か っ た 。 SEM 観 察 か ら 、 合 成 時 間 3 時 間 で は 膜 表 面 に は Y 型 ゼ オ ラ イ ト 結 晶 ( 1 μ m 以 下 ) が 多 数 析 出 し て い る が 、 ピ ン ホ ー ル も 多 数 存 在 す る こ と が わ か っ た 。 又 、 繰 り 返 し 合 成 し た 合 成 時 間 3 + 3 時 間 の 膜 で も ピ ン ホ ー ル が ま だ 存 在 し た 。 緻 密 な 膜 に す る に は 更 に 繰 り 返 し 合 成 を 数 回 行 う 必 要 が あ る 。 種 結 晶 未 塗 布 の Y 型 膜 の 製 膜 は 今 後 の 検 討 課 題 で あ る 。 図 1 6 に ゲ ル を 循 環 し た 連 続 式 で 製 膜 し た 膜 の X R D 測 定 結 果 を 示 す 。ゲ ル の 供 給 速 度 を 1 0 、1 8 、4 2 m l / m i n と 変 え て 行 っ た ゲ ル 供 給 速 度 が 異 な る 3 つ の 膜 の X 線 回 折 ピ ー ク を 比 較 す る と ほ と ん ど 差 は な い が 分 離 性 能 は 表 2 に 示 し た よ う に 1 8 m l / m i n の 膜 が 最 も 高 い 分 離 性 能 を 示 し た 。 ゲ ル の 循 環 速 度 が 速 す ぎ る と 結 晶 が 成 長 す る 前 に 結 晶 が 流 れ て し ま い 支 持 体 上 に 堆 積 し に く い と 考 え ら れ る 。 今 後 、 反 応 容 器 の 形 状 、 合 成 温 度 、 マ イ ク ロ 波 出 力 、 合 成 時 間 等 の 詳 細 な 検 討 に よ り 膜 性 能 の さ ら な る 向 上 が 期 待 さ れ る 。 浸 透 気 化 分 離 性 能 表 2 に マ イ ク ロ 波 加 熱 法 で 製 膜 し た Y 型 ゼ オ ラ イ ト 膜 の メ タ ノ ー ル / M T B E 系 の PV 分 離 結 果 を 示 す 。 照 射 時 間 6 0 分 か ら 分 離 性 能 の あ る 膜 が 得 ら れ た 。 ま た 、 全 体 的 に マ イ ク ロ 波 加 熱 で 作 製 し た Y 型 ゼ オ ラ イ ト 膜 は 、メ タ ノ ー ル / M T B E 系 の P V 分 離 に お い て 従 来 加 熱 に よ る 膜 よ り も 高 い 透 過 流 束 ( 1 . 5 ∼ 2 . 7 [k g / m2h ] ) を 示 し た 。 ま た 、 合 成 時 間 3 時 間 以 降 の 膜 は 高 い 透 過 流 束 ( 約 1 . 5 [ k g / m2h] 以 上 )、 メ タ ノ ー ル 選 択 性 ( 分 離 係 数 3000 以 上 ) を 示 し た 。 連 続 式 の 装 置 を 用 い 合 成 途 中 ( 7 5 分 ま た は 9 0 分 後 ) に 新 し い ゲ ル に 交 換 し た マ イ ク ロ 波 加 熱 で は 合 成 時 間 9 0 + 9 0 分 の 膜 の 方 が 7 5 + 7 5 分 の 膜 に 比 べ て 膜 の X 線 回 折 ピ ー ク が 大 き く 、 P V 分 離 性 能 も 高 か っ た 。 結 晶 化 が 7 5 分 か ら 9 0 分 の 間 で 進 行 し 緻 密 な 膜 が 形 成 さ れ た と 考 え ら れ る 。 こ れ ら の 膜 は 特 に 透 過 流 束 が 高 い 値 を 示 し た 事 か ら Y 型 ゼ オ ラ イ ト 結 晶 が 均 一 に 薄 く 析 出 し た も の と 考 え ら れ る 。 S E M 観 察 に よ る と 膜 厚 は 約 10μ m で あ っ た 。 蒸 気 透 過 分 離 性 能 Y 型 ゼ オ ラ イ ト 膜 に お い て は ベ ン ゼ ン / シ ク ロ ヘ キ サ ン 系 で 蒸 気 透 過 分 離 実 験 を 行 っ た 。 メ タ ノ ー ル / M T B E 系 で 透 過 流 束 1 . 5 6 [ k g / m2h ] , 分 離 係 数 5 9 0 0 を 示 し た 開 放 式 合 成 時 間 4 時 間 の 膜 で 、 1 5 0 ℃ で ベ ン ゼ ン / シ ク ロ ヘ キ サ ン の 分 離 性 能 は 透 過 流 束 0. 1 0[ k g / m2h] , 分 離 係 数 8 8 と 高 い ベ ン ゼ ン 選 択 透 過 性 を 示 し た 。 従 来 加 熱 の Y 型 ゼ オ ラ イ ト 膜 と 比 較 し て マ イ ク ロ 波 加 熱 の 膜 は 、 既 報 の 膜 性 能 ( Q = 0 . 0 1 [ k g / m2h] , α = 4 1 ) よ り も 高 い 透 過 流 束 、 分 離 係 数 を 示 し た 。
26 ( 2 − 2 ) 三 井 造 船 株 式 会 社 近 年 、 省 エ ネ ル ギ ー 対 策 、 環 境 保 全 の 立 場 か ら 化 学 プ ロ セ ス に 膜 分 離 を 利 用 す る こ と が 非 常 に 注 目 さ れ て い る 。 膜 分 離 プ ロ セ ス は 蒸 留 法 な ど の 比 べ て 省 エ ネ ル ギ ー で リ サ イ ク ル に よ る 省 資 源 化 が 可 能 な 環 境 調 和 型 の 分 離 プ ロ セ ス と し て 注 目 さ れ て お り 、 近 年 開 発 が 進 め ら れ て い る ゼ オ ラ イ ト か ら な る 高 性 能 な 水 選 択 性 の 分 離 膜 は 、 耐 久 性 、 分 離 性 、 及 び 透 過 性 に お い て 従 来 の 高 分 子 膜 よ り は る か に 優 れ て お り そ の 幅 広 い 展 開 が 期 待 さ れ て い る 。 し か し こ れ ま で の ゼ オ ラ イ ト 膜 の 製 膜 方 法 は 、 全 て バ ッ チ 式 で 多 孔 質 支 持 体 上 に 人 手 に よ り ゼ オ ラ イ ト の 種 結 晶 を 塗 布 し た 後 に 長 時 間 の 水 熱 合 成 を 行 う こ と に よ り 製 膜 さ れ て い る 。 こ の た め 、 今 後 の 膜 分 離 プ ロ セ ス の 発 展 に よ る 膜 の 大 量 生 産 を 考 え た 場 合 に は 、 製 膜 時 間 の 短 縮 を は か る と と も に 省 力 化 を 行 っ た 連 続 製 膜 プ ロ セ ス の 開 発 が 不 可 欠 で あ る 。 本 研 究 で は こ の よ う な 観 点 か ら 、 ゼ オ ラ イ ト 膜 の 製 膜 工 程 の 中 で 前 処 理 工 程 と し て 行 わ れ て い る 種 結 晶 塗 布 工 程 の 自 動 化 と マ イ ク ロ 波 加 熱 を 利 用 し た ゼ オ ラ イ ト 膜 の 水 熱 合 成 時 間 の 短 縮 に つ い て 検 討 を 行 っ た 。 ( 2 − 2 − 1 ) 種 結 晶 塗 布 工 程 の 自 動 化 従 来 の N a A 型 膜 の 製 膜 工 程 従 来 の バ ッ チ 式 に よ る 製 膜 工 程 で は N a A 型 ゼ オ ラ イ ト 膜 は ム ラ イ ト 製 セ ラ ミ ッ ク 多 孔 質 支 持 体 の 素 管 ( ニ ッ カ ト ー ( 株 ) 製 、 α ア ル ミ ナ 6 5 % 含 有 、 長 さ 8 0 c m 、 内 / 外 径 9 / 1 2 m m 、 平 均 細 孔 径 1 μ m 、 気 孔 率 約 4 0 % ) の 外 表 面 を 6 0 0 番 以 上 の 研 磨 紙 で 研 磨 を 行 い 、 膜 表 面 の 凹 凸 を 1 0 数 μ に し 、 水 で 溶 い た N a A 型 ゼ オ ラ イ ト の 種 結 晶 を 研 磨 面 に 塗 布 し 、 素 手 ま た は シ リ コ ン ゴ ム 製 の 手 袋 を し た 手 で 3 ∼ 5 分 間 膜 面 に 摺 込 み 、 種 結 晶 を 付 着 さ せ る 。 一 方 合 成 容 器 に は 所 定 の 原 料 組 成 に 調 合 し た ア ル ミ ノ シ リ ケ ー ト ゲ ル を 仕 込 ん で お き 、 前 処 理 ( 種 結 晶 塗 布 ) し た ム ラ イ ト 製 素 管 を 合 成 容 器 に 入 れ 、 大 気 圧 下 1 0 0 ℃ で 3 . 5 時 間 の 水 熱 合 成 を 行 う こ と に よ り 素 管 の 外 表 面 に N a A 型 ゼ オ ラ イ ト 膜 が 合 成 さ れ る 。 合 成 さ れ た 膜 は 合 成 容 器 か ら 取 り 出 し 十 分 に 水 洗 を 行 い 乾 燥 さ せ る こ と に よ り N a A 型 膜 が 完 成 す る 。 こ れ ら の 工 程 の 中 で ム ラ イ ト 製 素 管 を 研 磨 し 、 ゼ オ ラ イ ト の 種 結 晶 を 塗 布 し 擦 り 込 む 工 程 は 人 手 に よ っ て お り 、 1 本 の 素 管 を 処 理 す る の に 約 1 0 分 を 要 し て い る 。 こ れ は 膜 面 積 1 ㎡ 分 の 膜 を 製 膜 す る の に 人 手 が 約 6 時 間 か か る こ と に な り 、 大 量 生 産 を 考 え る 場 合 に は 、 こ れ ら の 工 程 の 省 力 化 が 大 き な 課 題 と な っ て い る 。 研 磨 工 程 1 ) 従 来 の 研 磨 作 業 自 動 化 仕 様 を 検 討 す る に あ た り 、 従 来 人 手 で 行 っ て い る 作 業 を 細 分 化 し 定 量 化 を 行 っ た 。 人 手 作 業 で は 個 人 差 も あ る が 、 平 均 値 と し て 次 の よ う な 数 値 で あ っ た 。 ・ 研 磨 材 料 : サ ン ド ペ ー パ ー 6 0 0 番 ・ サ ン ド ペ ー パ ー の 摺 動 速 度 : 5 0cm/ s ・ 研 磨 時 間 : 5 分 ・ 研 磨 時 の 押 付 力 : 握 力 ・ 研 磨 量 : 1 . 0 g ( 乾 燥 後 ) ・ 研 磨 面 の 表 面 粗 さ : 1 5 μ m
2 ) 研 磨 装 置 研 磨 工 程 の 自 動 化 に あ た り 、 最 適 な 運 転 条 件 を 検 討 す る た め 、 運 転 条 件 を 変 え る 事 が 可 能 な 研 磨 装 置 を 製 作 し た 。 研 磨 方 式 と し て は い ろ い ろ な 方 式 が 考 え ら れ 、 各 方 式 に つ い て テ ス ト を 含 め た 検 討 を 行 い 、 最 終 的 に は 素 管 を 回 転 さ せ 、 研 磨 材 を 素 管 に 押 付 け な が ら 、 素 管 の 長 手 方 向 に 摺 動 さ せ て 研 磨 す る 方 法 に よ る こ と と し た 。 以 下 に 検 討 結 果 を 示 す 。 ① 素 管 の セ ッ ト 研 磨 す る 素 管 の セ ッ ト 方 向 に つ い て は 垂 直 に 配 置 し た 場 合 、 素 管 を セ ッ ト す る 時 の 操 作 性 が 悪 く な り 、素 管 を 破 損 す る 可 能 性 が 高 い た め 、水 平 に セ ッ ト す る こ と と し た 。 ② 素 管 へ の 回 転 伝 達 及 び 支 持 方 法 素 管 の 全 外 表 面 を 研 磨 材 で 研 磨 す る に は 素 管 を 回 転 さ せ て お く 方 法 が 一 般 的 で あ る 。 素 管 に 回 転 力 を 伝 達 す る 方 法 と し て は 、 図 1 7 に 示 す よ う に 、 素 管 の 端 部 に 動 力 を 伝 え る 軸 回 転 方 式 を 検 討 し た が 素 管 の 材 料 が セ ラ ミ ッ ク で あ り 、 回 転 駆 動 軸 を 素 管 に 押 付 け る と き に 素 管 の 端 部 が 破 損 す る こ と が あ り 、 ま た 研 磨 時 砥 石 に よ る 押 付 け 荷 重 に 対 し て 素 管 の 端 部 で 荷 重 を 受 け る こ と に な り 素 管 に 曲 げ 応 力 が 生 じ る こ と に な り 、 素 管 の 端 部 が 破 損 す る 可 能 性 が 高 い の で 、 素 管 の 下 側 に ロ ー ラ ー を 配 置 し 、 そ れ に よ り 回 転 力 を 伝 達 す る ロ ー ラ ー 方 式 を 検 討 し た 。 こ の 方 式 の テ ス ト を 行 っ た と こ ろ 、 素 管 端 部 の 破 損 も な く 砥 石 押 付 け 時 の 素 管 へ の 回 転 伝 達 も 問 題 な く 行 わ れ た の で こ の 方 式 を 採 用 し た 。 こ の 方 式 で は 砥 石 に よ る 押 付 け 荷 重 荷 重 に 対 し て も ロ ー ラ ー 全 体 で 支 持 が 出 来 、 素 管 へ の 曲 げ 応 力 が か か ら な い た め 破 損 は ほ と ん ど 考 え ら れ な い 。 押付け 押付け 押付け 砥石 膜チュー 押付け 砥石 膜チュー ローラー ( 軸 回 転 方 式 ) ( ロ ー ラ ー 方 式 )
図 1 7 素 管 へ の 回 転 伝 達 方 式
③ 研 磨 材 研 磨 剤 に つ い て は 、 サ ン ド ペ ー パ ー を 使 用 し た 場 合 、 消 耗 が 早 く 取 替 え 回 数 が 増 え 省 力 化 に な ら な い た め 、 砥 石 を 使 っ て 交 換 頻 度 を 減 ら す こ と と し た 。 使 用 す る 砥 石 は 砥 石 の 粗 さ と 研 磨 表 面 の 粗 さ の 関 係 を 検 討 し た 結 果 、 図 1 8 に 示 す よ う に 6 0 0 番 以 上 の 砥 石 で あ れ ば 従 来 方 法 と 同 等 の 表 面 粗 さ を 得 ら れ る こ と が 分 か っ た 。 ④ 研 磨 材 の 押 付 け お よ び 移 動 研 磨 材 を 素 管 に 押 付 け る 方 法 と し て は 空 気 圧 を 用 い る 方 法 と し た 。 押 付 け 荷 重 と し て は 、 従 来 の 人 手 で 研 磨 す る 祭 の 接 触 荷 重 は 1kgf 程 度 で あ る と 考 え ら れ 砥 石 の 素 管28 へ の 押 付 け 力 は 最 大 3 k g f で 調 整 出 来 る よ う に し た 。 ま た 砥 石 の 摺 動 速 度 は 最 大 で 1.5m/s ま で 調 整 出 来 る よ う に し た 。 ⑤ 研 磨 装 置 の 仕 様 図 1 9 に 実 験 に 使 用 し た 研 磨 装 置 の 写 真 を 示 す 。 研 磨 装 置 は サ ン ド ペ ー パ ー の 代 わ り に 砥 石 (1 5× 10 ×3 0 ㎜ ) を 使 用 し 、 手 の 圧 力 に 代 わ り に エ ア シ リ ン ダ を 用 い て 砥 石 を 素 管 に 押 付 け 、 砥 石 を 軸 方 向 に 摺 動 さ せ る と 共 に 、 周 方 向 の 研 磨 の た め に ロ ー ラ で 素 管 を 回 転 さ せ な が ら 研 磨 す る 機 構 で あ る 。 ま た 研 磨 中 は 砥 石 前 後 ( 軸 方 向 ) を 流 水 で 洗 浄 し な が ら 研 磨 を 行 う 構 造 と な っ て い る 。 素 管 を セ ッ ト す れ ば 自 動 的 に 設 定 し た 条 件 ( チ ュ ー ブ 回 転 数 、 砥 石 押 付 力 、 砥 石 摺 動 速 度 、 摺 動 回 数 ) で 研 磨 を 行 う よ う に な っ て お り 、 砥 石 の 交 換 と チ ュ ー ブ の セ ッ ト 以 外 は 人 手 を 必 要 と し な い 。 装 置 の 仕 様 を 表 1 に 示 す 。 3 ) 研 磨 装 置 の 運 転 実 験 実 験 で は “ 押 付 力 ”“ 摺 動 ( ス ト ロ ー ク ) 回 数 ” を パ ラ メ ー タ に と り 、 素 管 の 研 磨 量 と の 関 係 を 計 測 し た 。 ま た 、 表 面 状 態 の 観 察 の 為 、 E P M A に よ る 表 面 観 察 を 行 っ た 。 尚 、 自 動 研 磨 機 の 摺 動 ア ー ム の 摺 動 速 度 と 素 管 の 回 転 数 を 固 定 パ ラ メ ー タ と し て 定 め た 。 こ れ は 自 動 研 磨 機 が 軸 方 向 に 対 す る 研 磨 を 押 付 け シ リ ン ダ ア ー ム の 摺 動 で 、 周 方 向 の 研 磨 を ロ ー ラ の 回 転 で 行 っ て い る た め ロ ー ラ の 回 転 速 度 と 摺 動 速 度 の 関 係 に よ っ て は 未 研 磨 領 域 の 発 生 と 研 磨 ム ラ を 引 き 起 こ す 原 因 に な る た め で あ り 、 今 回 の 実 験 で は 全 て の 条 件 を 通 し て 1 回 の 摺 動 ( 1 / 2 ス ト ロ ー ク ) の 間 に 粗 管 の 全 表 面 が 研 磨 で き る よ う に 定 め た 。 素 管 の 全 周 を 研 磨 す る 為 に は 素 管 が 1 回 転 す る 時 間 に 砥 石 が 摺 動 す る 距 離 は 砥 石 の 長 さ ( L = 3 0 ㎜ ) 以 下 と し な け れ ば な ら な い 。 こ の 実 験 で は 素 管 回 転 数 を 約 1 5 0 r p m 、 摺 動 速 度 を 5 0 ㎜ / s e c と し 、 素 管 1 回 転 の 間 の 摺 動 距 離 を 2 0 ㎜ ( 余 裕 率 1 5 0 % ) と し た 。 研 磨 量 は 研 磨 前 後 の 素 管 の 重 量 差 か ら 求 め て い る が 、 素 管 の 乾 燥 状 態 に よ る 影 響 を 最 小 限 に す る た め 、 7 0 ℃ の 恒 温 槽 で 3 h r 乾 燥 さ せ た 後 で 計 測 を 行 っ た 。 実 験 は N o . 6 0 0 J ( 硬 い コ ン パ ウ ン ド ) の 砥 石 を 使 用 し て 、 砥 石 押 付 け 用 エ ア シ リ ン ダ の 圧 力 を 0 . 0 5 M P a ,0 . 1 0 M P a ,0 . 2 0 M P a の 3 圧 力 と し 、摺 動 数 を 1 0 ス ト ロ ー ク( 往 復 )、 2 0 ス ト ロ ー ク で 研 磨 を 行 っ た 。 そ れ ぞ れ の 押 付 け 圧 力 に 対 し 3 本 か ら 5 本 の 素 管 を 用 い て 研 磨 し 研 磨 量 を 計 測 し た 。 実 験 結 果 を 図 2 0 に 示 す 。 砥 石 の 押 付 圧 力 が 高 い ほ ど 研 磨 量 は 多 く な り 、2 0 ス ト ロ ー ク の 摺 動 数 の 場 合 、0 . 2 M p a の 圧 力 で 押 付 け て 研 磨 す れ ば 研 磨 量 は 2 . 0 g 以 上 と な り 、 ま た 同 じ 押 付 力 の 場 合 、 ス ト ロ ー ク 数 を 減 ら す と 研 磨 量 が ほ ぼ ス ト ロ ー ク 数 に 比 例 し て 減 る こ と が 分 か っ た 。 手 作 業 の 場 合 の 研 磨 量 は 1 . 0 g で あ る の で 、 砥 石 の 押 付 け 圧 力 を 0 . 1 M P a 、 摺 動 数 を 2 0 ス ト ロ ー ク と す れ ば 手 作 業 に よ る 研 磨 と 同 等 で あ る と 考 え ら れ 、 こ の 条 件 で 研 磨 し た 素 管 と 従 来 の 手 作 業 に よ る 研 磨 を 行 っ た 素 管 に つ い て 、 従 来 法 に よ る 種 結 晶 塗 布 を 行 い 製 膜 を 行 っ た と こ ろ 、 両 方 の 場 合 と も 表 面 に ゼ オ ラ イ ト が 合 成 さ れ て お り 、 製 膜 結 果 に 差 異 は な い こ と が 確 認 さ れ た 。 こ れ ら の こ と か ら 人 手 に よ る 研 磨 に 代 わ り 、 研 磨 装 置 に よ る 自 動 研 磨 で 研 磨 す る こ と が 可 能 で あ る こ と が 確 認 で き 、 大 幅 な 省 力 化 が 可 能 と な っ た 。
種 結 晶 塗 布 ・ 擦 り 込 み 工 程 1 ) 従 来 の 種 結 晶 塗 布 作 業 種 結 晶 塗 布 工 程 の 機 械 化 を 検 討 す る に あ た り 、 手 作 業 で 行 っ て い る 種 塗 布 の 工 程 を 細 分 化 し 定 量 化 し た 。 手 動 で の 作 業 は 個 人 差 も あ る が 平 均 値 と し て は 以 下 の よ う で あ っ た 。 ・ 種 塗 布 量 約 0 . 3 g ( 塗 り こ み ・ 乾 燥 後 ) ・ 塗 布 方 法 ハ ケ 塗 り ・ 種 結 晶 濃 度 3 0 ∼ 5 0 % ・ 擦 り 込 み 材 料 シ リ コ ン ゴ ム 手 袋 ・ 擦 り 込 み 速 度 2 0 ∼ 4 0 c m / s ・ 擦 り 込 み 押 付 け 力 握 力 ・ 擦 り 込 み 時 間 約 4 分 2 ) 種 結 晶 塗 布 装 置 種 結 晶 塗 布 ・ 擦 り 込 み 工 程 自 動 化 の 最 適 な 運 転 条 件 を 検 討 す る た め 、 擦 り 込 み 時 の 運 転 条 件 を 変 え る 事 が 可 能 な テ ス ト 装 置 を 製 作 し た 。 種 結 晶 塗 布 方 法 や 擦 り 込 み 方 法 と し て は い ろ い ろ な 方 式 が 考 え ら れ た が 、 本 装 置 で は 以 下 の 方 式 の も の と し た 。 ① 種 結 晶 塗 布 種 結 晶 は 水 に 溶 け て い る の で は な く 混 合 し て い る 状 態 で あ り 、 静 置 す る と 沈 殿 が お こ り 、 ま た 水 分 が 少 な く な る と 固 ま っ て し ま う 性 質 が あ る 。 こ の た め 運 転 停 止 時 な ど に 種 結 晶 が 固 着 し な い 様 に 考 慮 し て 、 機 械 的 動 作 の 少 な い エ ア ー に よ る 噴 霧 方 式 と し た 。 ② 種 結 晶 擦 り 込 み 種 を 研 磨 し た 管 に 擦 り 込 む 場 合 、 手 作 業 の 場 合 は シ リ コ ン ゴ ム 製 の 手 袋 を は め て こ す る 方 法 を と っ て お り 、 手 の 表 面 の 弾 力 に よ り 、 管 の 広 範 囲 に 力 が 加 わ っ て い る が 、 機 械 で 擦 り 込 む 場 合 、 管 と の 接 触 部 材 が 手 動 の 場 合 と 同 様 に ゴ ム を 使 っ て も 荷 重 を 1 方 向 か ら 加 え る だ け で あ り 、 管 の 周 方 向 で 擦 り 込 み が 均 一 に 行 わ れ に く い と い う 問 題 が あ る 。 そ こ で 今 回 の 装 置 で は 管 の 周 方 向 に 均 一 に 荷 重 を 与 え る 方 法 と し て 、 タ イ ヤ の チ ュ ー ブ 状 の よ う な グ リ ッ パ で 管 を は さ み 、チ ュ ー ブ に 圧 力 を か け た エ ア ー を 入 れ 、 グ リ ッ パ を 膨 ら ま せ る こ と に よ り 管 の 全 周 に 荷 重 を 加 え る 方 式 を 採 用 し た 。 擦 り 込 み 時 の 摺 動 速 度 や 接 触 荷 重 な ど に つ い て は 、 手 動 に よ る 場 合 と 同 程 度 の 効 果 が 出 る よ う 装 置 の 運 転 条 件 を 変 更 で き る 様 に し た 。 ③ 種 結 晶 塗 布 装 置 の 仕 様 図 2 1 に 実 験 に 使 用 し た 種 結 晶 塗 布 装 置 の 写 真 を 示 す 。 種 結 晶 塗 布 装 置 の 構 造 は 2 つ の グ リ ッ パ ( 手 作 業 の 手 に 相 当 す る ) が あ り 、 グ リ ッ パ に は タ イ ヤ の チ ュ ー ブ 状 の シ リ コ ン ゴ ム 製 グ リ ッ プ チ ュ ー ブ に 圧 力 を か け た エ ア を 入 れ 膨 ら ま せ る こ と で 研 磨 管 に 密 着 さ せ 、 グ リ ッ パ を 摺 動 さ せ る こ と で 種 結 晶 の 塗 布 を 行 う 構 造 と な っ て い る 。 ま ず 純 水 噴 出 ノ ズ ル か ら 純 水 で 十 分 に 管 を 湿 ら せ た 後 、 純 水 で ペ ー ス ト 状 に し た 種 結 晶 を ス プ レ ー 式 の ポ ン プ に よ っ て 管 に 噴 霧 す る 。 ス プ レ ー が 全 周 方 向 を カ バ ー し て い な い 為 、 管 を 半 回 転 さ せ た 後 、 も う 一 度 種 結 晶 の 噴 霧 を 行 い 、 そ の 後 グ リ ッ パ に よ っ て 所 定 の 圧 力 ( 握 力 ) を か け た ま ま 摺 動 さ せ る こ と で 種 結 晶 の 擦 り 込 み を 行 う 機 構 と
30 な っ て い る 。 装 置 の 仕 様 を 表 3 に 示 す 。
表3 種晶塗布装置の仕様
注 1) ワーク回転は純水塗布、種晶塗布の際に使用 項 目 仕 様 1)ワーク ワーク材質 外径 肉厚 全長 円筒度 ワーク取付け取り外し 多孔質セラミック支持体チューブ φ12±0.3 mm 1.5t±0.3 mm 800mm±1.0 mm max 1.5mm/800mm(全長に対して) 手動 2)自動研磨装置 型式 砥石 砥石ヘッド走行駆動 砥石ヘッド走行速度 ワーク回転駆動 ワーク回転数 ワーク押付力 ワーク外表面洗浄 ワーク洗浄水 横型、砥石ヘッド往復方式(ワーク回転機構付) #600 角形砥石 ステッピングモータ付スライダー 0 ∼ 1500 mm/sec. 25W ? 1/36 減速機付 DC モータ 12 ∼ 250rpm(可変) max 3kgf(精密レギュレータによる調整式) 銅管ノズル式(ヘッド一体型 数量:2個) 水道水圧力 1kg/cm2程度、流量 10LPM 程度 3)種晶塗布装置 形式 種晶 クランプヘッド材質 クランプヘッド走行駆動 クランプヘッド走行速度 ワーク回転駆動 ワーク回転数 ワーククランプ力 純水、種晶塗布 純水、種晶圧送ポンプ 横型、擦り込みクランプヘッド往復方式 種ゼオライト(ペースト状) エア式ラバーチューブ 100W AC サーボモータ+スライダー 0 ∼ 500 mm/sec 10W-1/30 減速機付 DC モータ 3 ∼ 70rpm(可変) 10 ∼ 30kgf 程度 (電空レギュレータによる無段階調整式) エアボルトガン式 (絞り弁による流量調整) エアダイアフラム式(テフロン仕様)3 ) 種 結 晶 塗 布 装 置 の 運 転 実 験 種 結 晶 塗 布 の 実 験 で は 、 種 結 晶 の 濃 度 が 濃 す ぎ る と 噴 霧 が 均 一 に 行 わ れ ず ム ラ が 出 来 る こ と が あ っ た が 、 種 / 純 水 = 1 / 5 の 濃 度 で 噴 霧 す れ ば ム ラ な く 塗 布 で き る こ と が わ か っ た 。 し か し 噴 霧 に よ る 塗 布 の た め 、 従 来 の ハ ケ 塗 り に 比 べ 種 結 晶 の 使 用 量 が 多 く 、 今 後 種 結 晶 の 回 収 や 消 費 量 の 削 減 を 検 討 す る 必 要 が あ る 。 種 結 晶 擦 り 込 み の 実 験 で は 、 グ リ ッ パ の エ ア 圧 力 、 摺 動 数 を パ ラ メ ー タ ー と し て 擦 り 込 み 管 へ の 種 結 晶 の 付 着 量 の 計 測 と 擦 り 込 み 表 面 の 目 視 観 察 を 行 い 、 さ ら に 処 理 し た 管 を 水 熱 合 成 を し て ゼ オ ラ イ ト が 合 成 さ れ て 製 膜 が 出 来 て い る か を 液 浸 透 検 査 に よ り 判 定 し た 。 付 着 量 の 計 測 に つ い て は 、 種 結 晶 塗 布 装 置 で の 処 理 後 、 擦 り 込 み 管 の 表 面 を 乾 い た キ ム ワ イ パ で 軽 く 拭 き 取 っ た 後 、 7 0 ℃ の 恒 温 槽 で 3 時 間 の 乾 燥 処 理 を し て 計 測 し た 。 表4 擦り込み条件による製膜結果 グリッパ圧力 (MPa) 摺動数 種付着量 (g) 擦り込み表面状況 製膜結果 0.25 0.25 0.17 0.17 0.17 0.10 0.10 0.10 10 20 10 20 30 10 20 30 0.31 0.30 0.28 0.25 0.30 0.19 0.16 0.18 グリッパ部が磨耗し管にゴムが付着 グリッパ部が磨耗し管にゴムが付着 湿った状態で擦り込み不十分 乾燥し擦り込み十分 乾燥し擦り込み十分 湿った状態で擦り込み不十分 湿った状態で擦り込み不十分 湿った状態で擦り込み不十分 − − × 〇 〇 × × ×
32 表4に実験結果を示す。グリッパのエア圧力が0.25MPa と高い場合、シリコンゴム製のグ リッパが擦り込み管に削られ、擦り込み管にシリコンゴムの跡がついてしまう現象がみられ、 またエア圧力が0.1MPa と低い場合は、擦り込み管へのグリップ力が低いため、摺動回数を増 やしても擦り込み管の表面が乾燥した状態にならず擦り込みが不充分であると思われた。エア 圧力が 0.17MPa の場合には、摺動回数を 20 回以上にすれば擦り込み管の表面が乾燥した状 態になり擦り込みが十分なされていると思われた。これらの擦り込み処理した管を従来の方法 で水熱合成処理をして製膜して、膜表面を液浸透検査により確認したところ、図22に示すよ うに、擦り込みが十分にされた管はピンホールもなく表面にゼオライト膜が合成されているこ とが確認できた。しかし擦り込みが不十分と思われた膜は表面にピンホールが多く見られ合成 が不十分であった。 今回の実験で、従来人手によって行われていた種結晶塗布工程を自動化処理出来ることが実証 され、本工程の大幅な省力化が可能なことが確認できた。 (2−2−3)マイクロ波加熱による水熱合成装置 山口大・三井造船㈱の研究グループでは、すでに世界に先駆けゼオライト膜の実用化に貢献 し、NaA 型ゼオライト膜については多くのプラントに適用されつつある。また、NaY および T 型ゼオライトについても工業的に製膜できる見通しが得られ、実機プラントに適用されよう としている。しかしながら、従来の製膜法はバッチ式で、多孔質支持体上に多結晶膜として長 時間の水熱合成を必要とするため、ゼオライト膜の高コスト化と製膜に要する多量のエネルギ ーロスをまねいている。昨今の製造プロセスに対する環境負荷の低減と製品純度の高度化等の 強い社会要請から、ゼオライト膜の製膜技術に対する省エネルギー化・高効率化が求められて いる。 そこで、石油、ガス等の燃焼や電気ヒータ等による加熱法(物質の表面を外部から加熱し、 内部へ熱伝導・対流により徐々に加熱する方法、以降従来加熱法と称す)に対し、マイクロ波 が物質内部に浸透・吸収され、熱に変換される加熱法であるマイクロ波加熱法は ・高速加熱(マイクロ波は、瞬間的に被加熱物の中に浸透し熱に変換されるため、従来加熱に 比べて短時間で加熱できる。)、 ・高い熱効率(被加熱物自体が発熱体となるため、周囲媒体を熱するロスがなく、高い熱効率 が得られる。)、 ・高速熱応答性(マイクロ波は、光速度で伝播する高速応答性を有する。そのため、瞬時起動、 停止および出力調整による温度制御が容易である。)、 ・均一加熱(被加熱物の各部が同時に発熱するので、均一加熱が可能である。)、 ・選択加熱(誘電損で発熱するため、損失の大きなものに選択的に吸収され、必要な部分のみ 加熱可能である。) 等の特徴を有し、その特徴に着目した山口大では、ゼオライト膜製膜法への応用に関する基礎 研究を家庭用電子レンジで行った。その結果、製膜時間の大幅な短縮と製膜の高効率に繋がる
との結論が得られた。しかしながら、山口大で開発されたマイクロ波加熱によるゼオライト膜 の創製法は実験室規模の製膜手法で、実用化するためにはこの創製手法をスケールアップする 必要があるが、ゲル状況、加熱状況、マイクロ波の照射装置等製膜に関するスケールアップ因 子は分かっていない。ここでは、マイクロ波加熱によるゼオライト膜の製膜に関するスケール アップ因子を調査し、その結果に基づいてスケールアップ化したマイクロ波加熱装置について 報告する。 ゼオライト膜製膜に関する因子 山口大では、ゼオライト膜の合成時間の短縮、連続式製膜、種結晶なしの製膜法の確立を目 的にNaA 型ゼオライト、NaY 型ゼオライトおよび ZSM-5 ゼオライト製膜へのマイクロ波加 熱の適用が検討され、その最適性膜条件が見出された。検討された製膜因子としは原料ゲルの 組成、熟成時間、合成温度、合成時間、合成容器、マイクロ波照射時間、攪拌速度等である。 マイクロ波加熱装置のスケールアップ 山口大の成果をもとにマイクロ波加熱装置のスケールアップを検討した。山口大のNaA 型 およびNaY 型ゼオライト膜製膜に実績のある最適性膜条件は開放系であるので、この形態を 雛型とした大型マイクロ波加熱装置の概観を図23に、その仕様を表5に示す。
34 表5 大型マイクロ波加熱装置の仕様 項 目 定 格 仕 様 電 源 入 力 三相、60Hz、AC200V、11KVA 接 地 D種(第三種接地相当、接地抵抗100Ω以下 冷 却 水 最小12L/min、(マイクロ波発振機用、コンデンサ用) 発 振 出 力 4.9kW(約0.5kW∼最大出力まで連続可変) 発 振 周 波 数 2450±50MHz マ イ ク ロ 波 照 射 部 材料:SUS304 扉 :片蝶番・片開き方式、観察窓付属 寸法:幅 700mm 奥行き 700mm 高さ 1350mm ターンテーブル:被加熱部搭載位置…直径300mm円周上4等分の 位置 回転数…約6rpm 塗 装 マンセル#N7、ステンレスは無塗装 なおマイクロ波照射部、制御盤などは貴社ご指定になります 但し、メーカーよりの標準購入品はメーカー標準色とします 重 量 マイクロ波照射部 :約300kg マイクロ波発振機など応用機器:約330kg 検討された製膜因子は開放系での最適製膜条件をもとにし、原料ゲルの組成、合成時間、マ イクロ波照射時間である。すなわち、NaA 型ゼオライト膜用のアルミノシリケートゲル組成 としてNa2O/SiO2=1、SiO2/Al2O3=2 を固定し、H2O/Na2O=60∼180 まで変化させた。
また、NaY 型用のアルミノシリケートゲル組成は Na2O/SiO2=0.88、SiO2/Al2O3=25 に固 定し、H2O/Na2O を 45∼60 まで変化させた。 円筒状ムライト多孔質支持体外表面(外径12mm、内径 9mm、長さ 800mm、平均細孔径 1μm、気孔率約 40%)の皮膜を本研究で開発された自動研磨装置で取り除いた後、脱イオン 水で洗浄した。市販のNaA 型あるいは NaY 型ゼオライト結晶粉末を種晶自動塗布装置で、 この支持体外表面上へ薄く均一に塗布した後、60∼70℃で 3 時間乾燥させた。 合成には大型マイクロ波加熱装置(発信周波数 2451MHz)を用い、約 0.5kW∼4.9kW の 出力を用いた。反応容器の形状は、パイレックス反応管(全長400∼1000mm、外径 40∼150mm、 内径35∼130mm)に冷却管を取り付けたものである。種結晶を塗布した 200mm 長の支持体 をゲル組成H2O/Na2O=75、Na2O/SiO2=1、SiO2/Al2O3=2 のゲル中に仕込み、出力 0.6kW で30 分間合成して膜を得た。SEM 観察によれば、山口大の膜と同様膜厚 10μm 程度で支持 体表面が約5μm の結晶サイズで覆われていた。図24に、この膜の水/IPA 系(95℃)での浸 透気化分離における供給濃度依存性を示す。マイクロ波加熱による膜は、従来法と同様の供給 濃度依存性を示した。 結論 ゼオライト膜モジュールの大量生産を念頭においた高速連続製膜プロセスの構築のため、製 膜の前処理工程である研磨処理と種結晶塗布処理の自動化を検討した。その結果、内/外径9 /12mm、長さ 800mm のムライト製の素管の自動研磨処理については、素管をローラー上で 保持・回転させておき、600 番の砥石を 0.1Mpa の圧力で素管に押付ながら長手方向に 20 往 復摺動させることにより、従来の手作業による研磨と同等の研磨処理ができた。また自動種結 晶塗布処理については素管を両端で保持した状態で種結晶噴霧機を移動させながら種を吹き 付け、その後シリコンゴム製のタイヤチューブ状のグリッパに素管をはさみ、グリッパに 0.17Mpa の空気圧をあたえて素管の外面を 20 ストローク以上摺動させることにより従来の手 作業による種結晶塗布と同等の処理ができた。このことにより、従来は10 本の素管の前処理 に約1.5 時間の人手を必要としていたが、今回開発した自動化システムを使用することにより 人手がほとんど不要となり大幅な省力化が可能となることが確認された。 またマイクロ波過熱を利用した実用化規模のゼオライト膜の製膜に関するスケールアップ 因子を検討し、組成H2O/Na2O=75、Na2O/SiO2=1、SiO2/Al2O3=2 のゲルを用いて前述 の自動研磨及び自動種結晶塗布処理した長さ 200 ㎜の管を、大型マイクロ波加熱装置を使っ て出力 0.6KW で30分の合成処理を行ったところ、管の表面に NaA 型のゼオライト膜が合 成されていることが確認でき、今後スケールアップの検討を進めることにより、実用化規模の マイクロ波加熱を利用した製膜方法が確立できる見通しを得た。
36
0
20
40
60
80
0
200
400
600
800
1000
1200
砥石粗さ番号(-)
表面粗
さ
(
μm)
図18 砥石の粗さと研磨面表面粗さの関係
図19 研磨装置写真
装置全景
38
0
0.5
1
1.5
2
2.5
3
0
0.05
0.1
0.15
0.2
0.25
押付圧力(MPa)
研磨量
(g)
20ストローク
10ストローク
図20 砥石押付圧力と研磨量
40
図22 種結晶塗布状況による製膜合成結果
自動種塗り機による種塗布条件が 適正でない場合の膜の欠陥 適正な条件で自動種塗り機に よる種塗布を行った場合の膜②
①
③
手作業により種塗布を行っ た膜図23 マイクロ波加熱装置写真
マイクロ波オーブ
42
0
500
1000
1500
2000
2500
3000
0
5
10
15
液濃度(wt
%H2O)
FLUX(
g
/m2
h
r)
α
(
−)
FLUX
α
図24 NaAゼオライト膜のIPA/水系(95℃)の性能
○ま と め (1)当該研究開発プロジェクト全体の進捗状況及び成果のまとめ ゼオライト膜モジュールの大量生産を念頭に置いた高速連続製膜プロセスとして、1)製膜 の前処理行程である研磨処理と種結晶塗布処理の自動化により大幅な省力化が可能になった。 2)マイクロ波加熱法によるA型およびY型ゼオライト膜の製膜法の合成条件を確立した。3) 原料ゲル組成ならびにマイクロ波照射条件を最適化し、従来加熱法に比べて短時間で分離選択 性の優れたゼオライト膜の製膜が可能になった。マイクロ波加熱法で製膜したA型およびY型 ゼオライト膜はとくに透過流束が従来加熱法の膜に比べて大きく、緻密な薄膜が支持体上に短 時間に製膜可能である。さらに、A型ゼオライト膜においては原料ゲルを交換して製膜する事 で種結晶をもちいない種なし合成も可能となった。さらに実用規模のゼオライト膜製膜に関す るスケールアップ因子を検討し本方法の実用化の目処を得た。以上の成果は、ゼオライト製膜 プロセスの生産性向上ならびに自動化システムによる品質向上に資するところ大である。 (2)今後の展開 今回の開発の中で課題となった種結晶塗布工程での種結晶の使用量を減らす検討を行うと ともに、本研究で確立したマイクロ波加熱法によるゼオライトの高速連続製膜法を、従来人手 を使い長時間を必要としていたゼオライト膜の製膜合成工程を省力化し短時間で製膜が可能 な実用技術として確立するため、今回設置した装置を利用した実用規模の膜での水熱合成の最 適運転条件の検討を行い、ゼオライト膜の高速連続製膜プロセスの完成度をより高くし、平成 14年3月までに最終的な実用化の目処を得たいと予定している。 最後に、平成11年度マッチングファンド方式による産学連携研究開発事業により行われた 本研究の遂行に当たり、日本学術振興会およびNEDO担当各位をはじめご支援をいただいた 皆様方に厚くお礼を申し上げます。 ○キーワード: ゼオライト膜、膜分離、水熱合成、マイクロ波加熱、無機膜 ○研究成果発表 1 岡本健一,最近のゼオライト膜の動向 化学装置,42,37(2000) 2 喜多英敏,マイクロ波加熱によるゼオライト膜の製膜 ケミカルエンジニヤリング,45,446(2000) 3 喜多英敏,マイクロ波加熱によるゼオライト膜の作成 マイクロ波応用技術研究会(2000年5月) 4 喜多英敏,原田敏行,芝田哲三,岡本健一 マイクロ波加熱法によるゼオライト膜の製膜とその透過物性 膜シンポジウム2000,膜,No.12,109(2000) 5 喜多英敏,芝田哲三,川上英治,岡本健一
44 ゼオライト膜の高速連続製膜法の検討 化学工学会弟66年会,E115(2001) 6 H. Kita
Continuous Synthesis of Zeolitic Membrane by Microwave Heating International Workshop on Zeolitic and Microporous Membranes 2001 7 H. Kita, T. Harada, T. Shibata, X. Lin, K. Okamoto,
Microwave vs.Conventional Hydrothermal Synthesis of LTA, FAU and MFI Zeolite Membranes and Their Permeation Properties
222nd American Chemical Society Meeting 2001 8 喜多英敏
ゼオライト膜のマイクロ波合成