減圧を用いた薄肉鋳鋼品の製造技術
6
0
0
全文
(2) 9 0 7. 減圧を用いた薄肉鋳鋼品の製造技術. ( 1 ) 極めて湯回り性がよく. 2-2.5mmという薄肉の 量産できる. 複雑形状品がf. 表 1は,各種シェル中子の排砂率をまとめたものであ る.また図 2は,中子を半割りして,排砂状態を鯛べた. ( 2 ) 取鍋じよる注湯に比較して,鋳込温度のばらつき が少なく,製品品質が安定する.. ものである.中子の中空化はガス抜き通路を被保する意 味でも重要であり,通常どちらか一端は閉そくしている. ( 3 ) 溶湯表面のスラグが吸上げられることが少なく鋳 造後の機械加工時にのろかみ不良となることがほとん. が,そこに穴をあけて貫通孔にすることにより,さらに ガス抜き性を高める場合もある.. 3 . 4 サンドメタル比. どない. という長所がある.以下ヱ穏に従って,本技術を紹介する.. 本技術による量産製品のサンドメタル比は,一部で採 用しているダンプ式シェルモールド鋳型を除くと 4-8. 3 .造 型. であって,一般の鋳造法に比べてかなり悪い.そして既. 3. 1主 型. に述べたように鋳型の一部を溶湯に漫演する関係上,肉. 鋳型を溶湯に浸演する関係上ある程度の鋳型強度が必. 盗みなどにも限界があり,大幅にこの値を改善すること. 要である.さらに鋳型を通して減圧吸引するので,鋳型. も難しい. しかしながら,製品が薄肉の中空軽量品であ. の通気性も重要因子であるが,砂づまりの良い造型法で. ることも大きな要因であり,もし通常の肉厚品であれば. ないと減圧によって溶湯のさし込みが生じ鋳肌不良にな. その値は少くとも 30-40%は良化するものと考えてい. りやすい. したがって,試作などの非量産鋳物には,木. る.. 型によるペプセット法あるいは,アルファセ ット法を用. 3 . 5塗 型. い量産鋳物にはシェルモールド法を採用している.ベー. 通常ジルコン系の有機塗型弗l を製品によっては主型あ. タセット法は,木型による非量産鋳物にも,金型による. るいは中子に塗布している.また,鋳型が通気性を持つ. 量産鋳物にも対応可能で,造型能率にも秀れるが,対象. ことにより,減庄時,鋳造機外で溶湯に漫演されない下. i 成庄鋳込みに起因する 製品の大きさと形状によっては, l. 型外周部のリークが,問題になることがあり,塗型剤を. 鋳肌不良を防止するために塗型が必要である.また,フ. 塗布して減圧状態の安定化を図っている.. ラン法は,熱劣化が急速で,鋳型が崩壊しやすく,生砂. 3 . 6 型合せ. 裂は,金〈溶湯に耐えられない.. 褒 1 各種中空シェル中子の排砂率. 3 . 2 大きさ 主型は鋳造機の把持機構から,円筒形あるいは円盤形. 種 類. 排砂率. m. 00,450,5 0 0,550mmの 4種類の大きさに標 で,ゆ 4. 備. 中 子 重 量 (g). 考 製品. 準化している .鋳型直径を 550mm以上に大きくするこ. A. 5 7 .4. 6 3 0. とは溶解炉径から,制限を受ける.したがって,押湯ス. B. 5 0 . 3. 1 4 2 5. 同上. c. 5 8 . 3. 1 0 4 0. 同上. 収まる程度である.原理的には製造設備を大型化すれ. D. 4 8 .1. 1 5 6 0. ば,上記制約は緩和されるが,自重による上下型のはく. E. 3 7. 3. 1 40 0. ペースを考慮すると現状での最大製品は,. > 1380mmに. エ } ' / i .Htバ ン. エキプ-^トマニネール r I. 離などの問題が生じておのずと限界が生じる.鋳型の高 さについても同様のことがいえ,現状では上下型合わせ て約 500mmである.. 3 . 3 中 子 薄肉鋳物の製造に適した本技術は,当然のことながら ほとんどの場合,中子を必要とする.非量産の場合には 主型の場合と同様,ペプセット法,アルファセット法あ るいはペータセット法による中子を用いているが,量産 の場合にはシェルモールド中子とし,一般によく行われ るように,焼成後は,中心部の未硬化砂を排出して中空 中子として使用している.薄肉鋳物は鋳型拘束割れが生 じやすく,それを防止するために,可能な限り排砂し て,中子の薄肉化による拘束力の緩和を期している.. │. 図 2 中空シェル中子(半割品). 同上.
(3) 9 0 8. 鋳. 物 第 6 7巻 ( 1 9 9 5 )第 1 2号. 中子をセットし,上下型を速硬性接着剤を用いて合せ 塗布の必要がない一部の量産部品は中 ているが,塗型弗l 子のセッテイングを除いてロボットによる自動造型に成 功している.湯回り性が極めて良好な鋳造法であるがた めに鋳ばりも発生しやすく,その防止は重要課題で型合 せ時のクリアランスの許容値を一般の鋳造法に比べて厳 しくしている.また薄肉鋳物ほど肉厚の厚い部分を優先 的に溶湯が走る傾向が強くなるので木型あるいは金型の 製作に当たり.可能な限り偏肉を少なくする精度確保が 重要である.. 4 .鋳 込 み. 図3鋳 込 み. 造型,型合せの完了した鋳型はコンペアにて鋳込ス テーションに搬送される.コンベアに接続して,鋳型の 位置決め機構があり,所定の位置に停止した鋳型は鋳造 機に把持される.そして溶解炉の直上まで運ばれ鋳造機 の把持機構とともに下降して,溶湯中へ浸i 賞される. 図 3はその様子を示したものである.鋳型の浸漬深さ は,図 4から明らかなように鋳型の大きさ(径).溶解炉 径,さらに押湯系を含めた鋳型の容積すなわち減圧吸引 すべき鋳込量の関係で決まる.具体的には ( 1 )式によ る.. H > m P 'π( R f R i ). … (1). 溶湯. o. ここで H;浸漬深さ ,m;鋳込重量, ρ;溶湯密度,. R l; 溶解炉半径.R 2 ;鋳型半径. 溶解炉. 1. 0 0. 図 4 鋳型の浸潰深さ. 減圧吸引に伴い図 4の A部(斜線部)の湯面が低下す るが鋳込完了前に湯面が鋳型下端に達すると十分な溶湯. 一般に最適鋳込時間は,鋳物の重量 と肉厚,鋳込温度. の吸上げが行われず,湯回り不良になったり溶湯ととも. から決定されるカえ薄肉鋳物では短時間であり,重力鋳. に空気が吸込まれ,エアプローが多くなる. しかし不必. 造でそれを実現するのは困難なことが多い. しかし,本. 要に浸潰深さを大きくすると溶湯からの直接の熱影響が. 技術では通常減圧開始より 2s以内で,鋳型キャピティ. 大きくなって,鋳型損傷の危険性が増大したり製品その. に溶湯を充てんすることができる.一方,ゲート部の凝. ものに“てらされ"などのガス欠陥が多くなる恐れがあ. 固には 5-20sが必要であるから,浸漬時間の大部分は. る.. ゲート部凝固までの待機時間である.. 一方,漫演時間は,減圧吸引に伴って,溶湯が鋳型キ. その後,鋳型は上昇し,さらに水平移動して鋳型離脱. ャピティを満たした後,少くともゲート部が凝固するま. テープル上まで運ばれ,鋳造機からはずされる .製品に. でを必要とする.鋳型を溶湯から引上げた時点でもし. 厚肉部がある場合にはゲート部が凝固しでも,来凝固部. ゲート部が未凝固であると,それに速なる押湯や製品の. 分があり,凝固に悪影響を及ぽさないように鋳型離脱. 厚肉都も未凝固であり,溶湯が溶解炉に逆流して,押湯. テープル上までの移動速度は 0.12m/sと極端に遅くし. 効果が減るだけでなく欠肉だらけの不良品になる.逆に. ている. したがって,鋳造機のサイクルタイムは小物の. 浸演時間が長過ぎると浸漬深さが大き過ぎる場合と同様. 場合 20sぐらいであるが,大型鋳物では. 60sを超え. に浴湯による鋳型への熱影響が大きくなり,時には鋳型. ることもある. しかし,鋳造機を 2台にして交互鋳込. の部分崩落を起こして溶湯を汚染することにもなる.さ. を行えば,大型鋳物でも 40sぐらいまで短縮可能であ. らに一度凝面したタート部が再ぴ溶けることもあり,必. る.. 要最小限の漫漬時間を設定することが大事である..
(4) 減圧を用いた薄肉鋳鋼品の製造技術. 足 │ ノ 蹴 単位時間. 9 0 9. 最終減圧度. 時間. 図 5 減圧カ『プ. 5 . 鋳込温度と減圧条件. 溶湯. 図 6 湯戻技術概念図. 冒頭で述べたように鋳込温度は非常に安定している. 溶解炉中の大量の溶湯は小型の取鍋に比べて温度変化が 緩慢であり,しかも洛解炉の出力を適切に保つことによ り士 10Kに制御して鋳込むことは決して困難なことで はない. しかも湯回り性が良いために,一般の鋳造法に 比べて 30-50Kも低温で鋳込むことが可能で,それだ け結晶粒の組大化が少なく,製品品質に秀れる. 一方,減圧条件であるが,図 5に減圧カーブの 1例 を示す.本技術といえども適切な条件で鋳込まなけれ 』 え 2-2.5mmという薄肉鋳物では湯回り不良が起る. したがって,鋳込温度とともに減圧条件が極めて大事で 図 5の減圧カーブで減圧開始から,単位時間内にどの 位まで減圧するか,つまり減圧速度の大小を管理指標の ーっとしている.薄肉であるほど減圧速度を大にしない. 図 7 湯戻しした製品例(鋳放状態). と湯回り不良を起こすことは論を待たないが,いたずら 威圧速度を大きくすると鋳込溶湯が乱流となって,エ にi. きな押湯とゲートが必要である. したがってゲート部が. アプローが生じやすくなる.また最終減圧度は,製品の. 凝固するまでに長時間鋳型を溶湯に漫潰しなければなら. 高さに応じて決定している.. ず,溶湯の熱影響による鋳型の損傷が起きる.ゲートを. 6 . 濁戻技術. 絞れば見掛け上湯戻しは実現できるが,押湯効果が不十 分で厚肉部にひけ巣が発生する.よって,湯戻方案が適. 既述したように薄肉軽量品を対象とする本技術は,サ. 用できるのは,ゲートを設ける部分の製品厚さが,最大. ンドメタル比が悪いが,材料歩留りも 30-50%とよく. でも 10mmぐらいのものまでに限られる.量産で実績. ない. しかし,図 6に示すような太い湯遵の方案で減圧. をあげているのは全体に薄肉で厚肉部のない自動車用エ. 吸引鋳造し,製品とゲート部が凝固した時点で速やかに. キゾーストチャンパや配管用継手類である.. 減圧を解除し,鋳型を溶解炉から引上げると未凝固であ. 図 7にエキゾーストチャンパの鋳放状態を示したが,. る湯道や押湯の溶湯が溶解炉に逆流する,)そのため材. 湯戻しが行われた湯道や押湯は残っていても薄い外殻だ. 料歩留りは飛躍的に向上する.このような方案を湯戻方. けの空洞になっていて,材料歩留りは 90%を超えてい. 案と称、し,製品全体が薄肉で厚肉部がない,あるいは少. る.さらにこのような状態では仕上工程でのゲート除去. ない製品には積極的に適用している.しかしながら製品. が極めて簡易にできるようになるという大きな効用もあ. に厚肉部が存在すると湯戻方案の適用は非常に難しくな. る.. る.すなわち,一般に厚肉部があるとそれに見合った大. なお,溶解炉に戻った湯は一度鋳型商に接触した湯で.
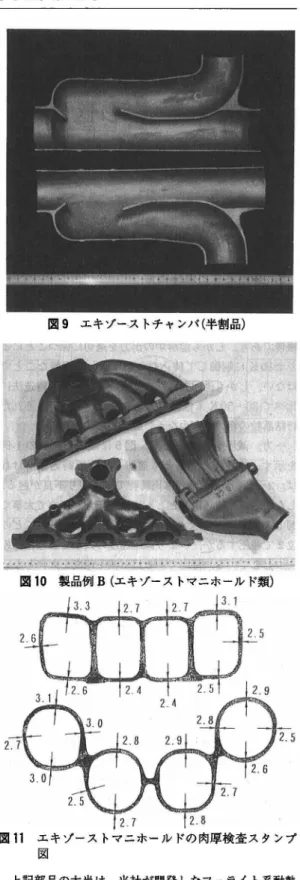
(5) 9 1 0. 鋳. 物 第. 6 7巻 ( 1 9 9 5 )第 1 2号. 図 8 製品例 A(エキゾーストチャンパ類) あり, : l 容湯の清浄度を害する懸念があったが,実生産で. 図 9 エキゾーストチャンパ(半割品). は問題になるような化学成分の変動は認められず,既に 述べたようにのろかみなどの材質欠陥は皆無に等しい.. 7 . ばらし・仕上げ・検査 鋳込後のばらし以降の工程は一般の量産鋳鋼品と基本 的には同じである.強いていえば,吸上げ鋳造するため の鋳造方案に起因する独特の湯道や押湯を除去しなけれ ばならないことであり,試作品はガス溶断するが,量産 品はエメリーソーにより半自動切断をしている.ただし 湯戻方案によるものは,既述したように簡単な作業で除 去している.押湯系除去後は,応力除去の熱処理を施し ショットプラストとグラインダ仕上げ,各種検査の工程 を経て,出荷しており特記することはない.ただ,既に. 図1 0 製品例 B(エキゾーストマニホールド類). 述べたように型合せの精度が悪いとばりが発生しやす く,多大な仕上工数を要することになる.. 8 .製 品 例 関 8に示したのは,本技術に最も適合していると考え られる自動車用エキゾーストチャンパ類である.その中. -2.5 の一部品の断面を図 9に示すが,全体がほぼ 2. mmの薄肉であり,内側に板金溶接では製造困難な仕切. 2 . 5. 板を有している.この種のものは通常湯戻方案を適用し ている.. 0に示したものは,自動車用あるいは二輪車用エ 図1 キゾーストマニホールド類である.さらにポート部を切 断し,その肉厚が公差内にあることを確認したスタンプ 図を図 1 1に示す.これらの製品には厚さlOmm以上の フランジがあって,肉厚変動が大きいため,健全な鋳物 を作るための方案設計が大事である.. 2. 7 ! 2 . 8 1 エキゾーストマニホールドの肉厚検査スタンプ 図1 図 上記部品の大半は,当社が開発したフェライト系耐熱 鋳鋼 TR115か採用されて製品化された 5) が,表 2にそ.
(6) 減圧を用いた薄肉鋳鋼品の製造技術 表 2 開発材の化学組成. 9 1 1. 用ルーフドレーンは一般に鋳鉄製であるが,一部ではさ ぴの心配がないステンレス銅製が要求され,本技術によ り薄肉製品となって実用化されている.その他,紙数の 関係で写真では紹介できないが,グレーチング,止水 栓,ポンプ用側板,ツリーサークル,ガイドホルダ, コーナピース,ガスターピンノズル部品など,多数の生 産実績がある.. 9 . 今後の標題 以上,紹介したように本減圧吸引砂型鋳造法は,その ユニークな特徴を生かし,量産技術として定着しつつあ る. しかしながら,現状の製造可能な寸法上の制約は, 大きな問題であり,より長尺な製品への対応,そして, 当然のことであるが,より一層の原価低減なくして,大 きな発展は望めないと考え,具体的には下記開発課題に 取組んでいる. ( 1 ) たて込め方案の適用……長尺製品への対応,方案. 設計の自由度拡大 ( 2 ) ストーク@利用……溶解炉径を超える大型品への対. 応. 2 製品例{;(ターピンハウジング類) 図1. ( 3 )積層鋳型の適用…… 1回当たりの鋳込数増大による 原価低減 ( 4 ) 自動化,無人化の推進 ・・省人による原価低減, H. H. 品質向上. 1 0 . おわりに いかに秀れた製造技術といえども,それが設計者なり 企画考に正しく理解されなければ,広く利用されること はない.現に設計者が 2-3mmの薄肉鋳鋼品を利用し たいと考えてもロストワックス法以外は製造不可能との 先入感があり,ロストワックス法にも多くの制約がある ため設計をあきらめるケースはかなりあると恩われる.. 3 製品例 D(一般産業部品) 図1. 原価低減を進めるために技術面で改善を図るのは当然で あるが,対象製品の数量を増やし畳産効果を発揮するこ. の化学組成を示す.湯回り性は必ずしもよくないが本技. とも不可欠である.本報告カえ減圧吸引砂型鋳造法の理. 術で使用する限り問題にはならない.. 解者を増やし,薄肉鋳鋼品の市場拡大め一助になれば幸. 2に示したのは,やはり TR1 l5が適用されてい 図1 る自動車用ターボチャージャのタービンハウジング類 で,スクロールを構成する壁の一部が薄肉化され,軽量 化に寄与している. 図1 3に示したのは自動車以外の一般産業部品であり, 配管用継手,消雪用ノズル,建築用ルーフドレーンある いは熱処理用薄肉トレイなどであり,用途によって各種 のステンレス鋼や耐熱鋼が適用されている.例えば建築. いである. 文 献. 1 ) 日本鋳物協会編:鋳物便覧(丸善)( 1 9 8 6 )59 2 ) 日本機械工業連合会,ほか編:薄肉耐熱鋳銅製造 1 9 9 4 )69 技術と材料特性 ( 3 ) 出向井登:鋳鋼と鍛鏑 493( 1 9 9 4 )28 2 8 5 3 3 3 4 ) 公開特許公報平 1 1 9 9 4 )6 5 ) 素形材:35( 1 9 9 4 )960 6 ) 材芳郎:鋳物 66(.
(7)
図

関連したドキュメント
Effect of mass ratio of molten steel to slag on material balance between FeO+MnO concentration in slag and [mass %Al], which determines the re-oxidation rate control process...
カルといいますが,大気圧の 1013hp からは 33hp ほど低い。1hp(1ミリバール)で1cm
医薬品医療機器等法(以下「法」という。)第 14 条第1項に規定する医薬品
定可能性は大前提とした上で、どの程度の時間で、どの程度のメモリを用いれば計
(1860-1939)。 「線の魔術」ともいえる繊細で華やかな作品
ㅡ故障の内容によりまして、弊社の都合により「一部代替部品を使わ
基準の電力は,原則として次のいずれかを基準として決定するも
と判示している︒更に︑最後に︑﹁本件が同法の範囲内にないとすれば︑
