光学機能シートの低コントラスト欠陥検出 に関する研究
Detection of Low-Contrast Defects on Optical Sheets
平成
15
年度廣瀬 修
Osamu HIROSE
Abstract
The purpose of my research is to develop the automatic inspection technique for the low-contrast defects on optical sheets. Optical sheets are indispensable materials for liquid crystal display (LCD). Automatic inspection of low-contrast defects is very difficult for applying as the current technology. Within the display market, insistence for high-resolution and large-sized display increases rapidly. Therefore, it requires that the two categories of defects must be detected. First is the point defect, which is similar in size to the display pixel (about 20μm minimum). In many cases, the point defect has high enough contrast, making it practical to apply the current commercial inspection equipments. Second is the low-contrast defect that can be recognized under a broader view. In contrast to the first, the automatic inspection of the low-contrast defect is very difficult for the following reasons. i) It is difficult to design the optimum observation system, because the mechanism of defect generation cannot be clarified. ii) Inspection standard is not quantitative.
This paper describes development of the automatic inspection technique for the slight convexo-concave defects and the color shading defects. These are the two most serious types of defects among the low-contrast ones.
The paper is composed of the following chapters.
Chapter 1 is the introduction of background of the research and review of the previous studies.
In chapter 2, a detection method for slight convexo-concave defects by using patterned illumination is proposed. The characteristic of the defects and problems on typical inspection equipments are explained in detail. The principle of the defect detection and the corresponding image processing algorithm is described.
The successful detection results are shown.
In chapter 3, the validation of the proposed method by using ray-tracing simulation is estimated, in order to disclose the detection limit. Detection sensitivities for various defect shapes are estimated based on computer graphics images generated by the simulation. Then a selection method of illumination pattern size is introduced.
Chapter 4 gives an estimation method of effective area in the patterned illumination that contributes to the defect observation, which evolve the technique in Chapter 3. Chapter 4 also shows a design method of the optical system, covering illumination pattern and optical alignment.
In chapter 5, a quantitative evaluation of the color shading defects on the anti-reflection coating is described. The mechanism that the defects are caused by local disturbance of coating thickness is disclosed.
Therefore, the correlation between coating thickness and the defects are described. Then limit of thickness change for non-defective area is indicated.
In chapter 6, an inspection method of color shading defect based on the quantitative evaluation described in chapter 5 is proposed. Variation of defect appearance with coating thickness and observation angle is given. Then, an inspection standard to judge the quality of anti-reflection coating, which is based on MacAdam's ellipsoid, is proposed.
目 次
第1章 緒論 1
1.1 光学機能シートの表面欠陥検出の背景 1
1.1.1 本研究の目的 1
1.1.2 光学機能シートとは 1
1.1.3 光学機能シートに要求される機能と品質管理 2
1.1.4 表面欠陥の種類と欠陥検査技術の整備状況 2
1.2 シート状製品の外観検査の自動化技術 3
1.2.1 一般的な外観検査装置 3
1.2.2 外観検査の応用分野と課題 4
1.2.3 欠陥の特徴 5
1.2.4 低コントラスト欠陥検査の従来技術と課題 6
1.3 本研究の新規性と成果 7
1.3.1 微小起伏欠陥 7
1.3.2 色むら欠陥 8
1.3.3 むら欠陥の官能検査の自動化に関する提案 8
1.4 本論文の構成 8
第2章 パターン照明を用いた微小起伏欠陥の検出 21
2.1 緒言 21
2.2 対象欠陥の特徴と検査の課題 22
2.2.1 対象欠陥の特徴 22 2.2.2 欠陥検査の課題と開発目標 22
2.3. 検出原理 23
2.3.1 欠陥撮影方法 23 2.3.2 輝度プロファイルモデル 23
2.3.3 欠陥検出アルゴリズム 24
2.4. 実験 26
2.4.1 実験方法 26 2.4.2 検出結果 26
2.5 ラインセンサを用いたインライン検査装置の開発 27
2.5.1 インライン検査のための課題 27
2.5.2 非同期画像入力による並列処理方法 28
2.5.3 画像解析時間の短縮 28
2.6 結言 29
第3章 微小起伏欠陥検出の光学シミュレーションによる評価 39
3.1 緒言 39
3.2 欠陥検出のシミュレーション 40
3.2.1 光学系の配置 40 3.2.2 受光面で観測される光強度分布の計算 41
3.2.3 欠陥形状モデルの作成 41
3.2.4 解析に使用したパラメータ 42
3.3 シミュレーションおよび実験結果 42 3.3.1 シミュレーションと実験との比較 42 3.3.2 欠陥の深さによる欠陥観測画像の違い 43 3.3.3 パターン周期による欠陥観測画像の違い 43 3.3.4 パターン周期と欠陥検出感度との関係 44
3.3.5 考察 44
3.4 光学配置と検出感度との関係 45
3.4.1 シミュレーション 45
3.4.2 実験 46
3.4.3 考察−欠陥の識別− 46
3.5 結言 47
第4章 光線の影響領域に基づく光学系の最適設計 59
4.1 緒言 59
4.2 光線の影響領域に基づく光学系の最適設計 60
4.2.1 光線追跡シミュレーション 60
4.2.2 影響領域の定義 61 4.2.3 影響領域の計算例 62 4.2.4 影響領域を用いた検出感度の評価 62
4.2.5 欠陥とパターンの位相との関係 63 4.2.6 影響量曲線と欠陥の見え方との関係 63
4.3 考察 64
4.3.1 光学系設計の簡易化 64 4.3.2 欠陥抽出方法の選定 64 4.3.3 既存設備の仕様変更の簡易化 65
5.3.2 反射防止膜から知覚される色 76
5.3.3 色むら発生の原理 77
5.4 実験 77
5.4.1 観測方法 77 5.4.2 色度によるむら欠陥の評価 77
5.4.3 「等価膜厚」に基づくむら欠陥の評価 78 5.4.4 観測角によるむらの見え方の変化 78
5.5 考察 79
5.6 結言 79
第6章 色むらの感覚評価の定量化および色むら低減に関する検討 91
6.1 緒言 91
6.2 検査対象と色むら欠陥 92 6.3 シミュレーションによる色むらの生成と評価 92
6.3.1 反射防止膜から知覚される色度 92 6.3.2 膜厚の違いによる色度変化 93
6.3.3 明度変化の取扱い 93 6.3.4 色むらの可判別性の評価 94
6.4 色むらの低減 94 6.4.1 色むらの見え方の違い 94
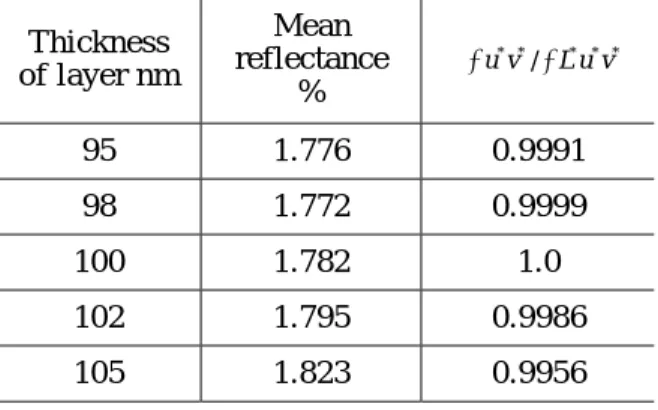
6.4.2 色むらを低減するための膜厚選定 95
6.5 結言 96
第7章 むら欠陥の官能検査の自動化に関する検討 105
7.1 緒言 105
7.2 特徴量の度数分布に基づく官能検査方法 105
7.2.1 むら欠陥の官能検査に関する仮説 106 7.2.2 仮説に基づく官能検査方法(特徴頻度法) 106
7.2.3 官能検査実験 107 7.2.4 しきい値曲線の設定方法 107
7.3 格子構造フィルムの濃淡むら欠陥検査 108
7.3.1 格子構造フィルムとむら欠陥検査の背景 108
7.3.2 欠陥検査における課題 109 7.4 回折パターンを用いた濃淡むら検査の基礎理論 109
7.4.1 フーリエ光学12),13) 109
7.4.2 格子構造フィルムによる回折パターン 111
7.4.3 欠陥検査原理 111 7.5 シミュレーション 112
7.5.1 光学配置とモデル 112
7.5.2 シミュレーション結果 112
7.6 実験 113
7.6.1 実験装置 113 7.6.2 実験結果 113 7.7 むら欠陥の官能検査への応用 114
7.7.1 線幅不良を表す特徴量の定義 114
7.7.2 むら欠陥の評価方法 114 7.7.3 特徴頻度法による合否判定 115
7.8 結言 115
第8章 結論 129
8.1 本研究の成果 129
8.1.1 各章の結論 129
8.1.2 研究成果の活用 130
8.2 今後の展望 131
各章構成論文リスト 133
謝 辞 135
第1章 緒論
1.1
光学機能シートの表面欠陥検出の背景1.1.1
本研究 の目 的本研 究の目 的は ,各種デ ィスプ レイ の 部材と して使 用さ れ る光学 機能シ ート を対象 として ,シ ー ト表面 欠陥の 検出 技 術を確 立する こと に より品 質の高 いシ ートの 生産を 可能 に し,デ ィス プレイ の 品質向 上に寄 与す る ことで ある .なか でも ,近年 重要 性が 高まっ ており 検出 が 困難な「低 コン トラ スト欠 陥」を対 象 として 欠陥検 出技 術 を確立 する.
1.1.2
光学機 能シ ー トとは本論 文で取 扱う 光 学機能 シート とは ,液晶デ ィスプ レ イ 1)-6)やプラ ズマデ ィ ス プ レ イ 7)-9)等 の 表 示 装 置 に 使 用 さ れ る 各 種 の シ ー ト 状 部 材 を 総 称 す る も の である .ディ スプ レ イに使 用され る部 材 には, アクリ ルシ ー ト 10),11),偏光フ
ィル ム 12),13),位相 差 フィル ム 14),カラ ー フィル タ 15)などが あ る.
一般 に,いずれ の 表示装 置も多 くの 部 材から 構成さ れて い る.そ の一 例とし て,液晶 ディス プレ イの基 本的な 構成 を 図
1.1
に示す.この 図から も分か るよ う に , 液 晶 セ ル 以 外 に 多 く の 光 学 機 能 シ ー ト が 使 用 さ れ て い る . 同 図(a)
はSTN
方式 ,同 図(b)
はTFT
方式の 液晶 デ ィスプ レイの 基本 構 成を示 してい る.こ れ ら の 図 は 光 源 を デ ィ ス プ レ イ の 後 方 に 配 置 す る バ ッ ク ラ イ ト 型 の 構 成 を 示して いる
(
光源を 前面に 配置す るフ ロ ントラ イト型 もあ る が,パ ソコ ンやテ レビ等 ではほ とん ど がバッ クライ トを 採 用して いる)
16).バ ックラ イト用 光源 には冷 陰極管 がよ く 用いら れる. バッ ク ライト が発し た光 は 導光板 17)-19)と呼 ばれる 板材に より 表 示面全 体に均 一に 分 配され る.導光板 に は均質 で透明 度の 高いア クリル シー ト がよく 用いら れる .液晶デ ィスプ レイ の 心臓部 である 液晶 セルは2
枚の偏 光フ ィルム 12),13)に挟ま れる構 成とな って い る.第1
の偏光 フ ィルム を通過 した 光 の振動 方向を ,液 晶 セルに かける 電界 に よって 回転さ せる ことに より ,第2
の 偏光フ ィルム を通 過 する光 量(
各画素 の 明るさ)
を制御す るしく みにな って い る. 図1.1 (a)
のSTN
方式で は, 液晶 セ ルがも つ波長 分散 に よっ て 画 面に 偏 っ た 色が 生 じ るの を 防 ぐ ため , 位 相差 フ ィ ルム 14)が 使 用さ れる. また,(b)
のTFT
方式ではRed, Green, Blue
の各画 素が規 則的に 配置 さ れた カ ラ ーフ ィ ル タ 15)が使 用 さ れる . さら に , 実際 の 液 晶デ ィ ス プレ イ で は , 画 面 保 護 や 画 質 改 善 , 背 景 光 の 反 射 防 止 等 の 機 能 を 付 加 し た 基 材 シ ー ト20)-22)
が前面に 貼付 さ れてい る場合 が多 い .このよ うに,
1
つ のディ スプレ イ装 置は様 々な機 能を も ったフ ィルム やシ ー トから 構成さ れて い るが,これ らの部 材の いず れか1
つ にで も外 観不 良が 存 在す ると ディ スプ レ イの 品質 を損 なう結果と なる .その た め,こ れら のフィ ル ムやシ ートに は液 晶 セル本 体と同 様に 厳しい 外観品 質が 要 求され る.
1.1.3
光学機 能シ ー トに要 求され る機 能 と品質 管理光学 機能シ ート に は,本来の 光学 特性 のほか に,ディ ス プ レ イ の 見 や す さ ・ 使いや すさを 向上 さ せるた めの様 々な 付 加機能 が要求 され る .例え ば,照明光 や背景 の画面 への 映 り込み を防止 する た めに,ディ スプレ イ 表面の シート には 防 眩 処 理
( Anti-glare ; AG )
14),20)-22)と 呼 ば れ る 微 細 加 工 が 施 さ れ , 反 射 防 止 膜( Anti-reflection ; AR )
14),20)-24)と呼ば れる 光 学薄膜 が施さ れる . また, 携帯端 末 の普及 に伴い ,傷 付 きや汚 れ防止 のた め のハー ドコー トや 防 汚コー ト等 14),20) のコー ティン グ技 術 の重要 性が増 して い る.自 動車 等に搭 載 される 車載端 末に おいて は,盛 夏の 高 温およ び厳冬 期の 低 温に耐 え得る 耐熱 ・ 耐寒性 14),20)が必 要であ る.オフィ ス や家庭 では視 野角
(
画面が よく見 える 角 度範囲)
が広い方 が好ま れる .その た め,見 る角 度によ ら ず光学 特性が 一定 に なるよ う設計 され た光学 フィル ムが 使 用され る 25),27).逆 に,列 車等の 公共 の 乗物で は隣席 から 画面が 見えに くい 方 が好ま しい .この よ うなニ ーズに 対し て は,見 る角 度によ っ て光 の 直 進性 が 異 な る視 角 制 御フ ィ ル ム 27)を選 択 す るこ とも で き る. さ ら に,長 時間 の使用 に よる目 の疲労 を低 減 するた めにデ ィス プ レイの 鮮明度 を改 善 し た り , バ ッ ク ラ イ ト の 効 率(
光 源 の 強 度 に 対 し て 実 際 に 目 に 届 く 光 の 割 合)
を改善し て画 面 を明る くする など の 機能 14)も有し てい る .これ らの機 能を 付 加する ため ,一見 し て
1
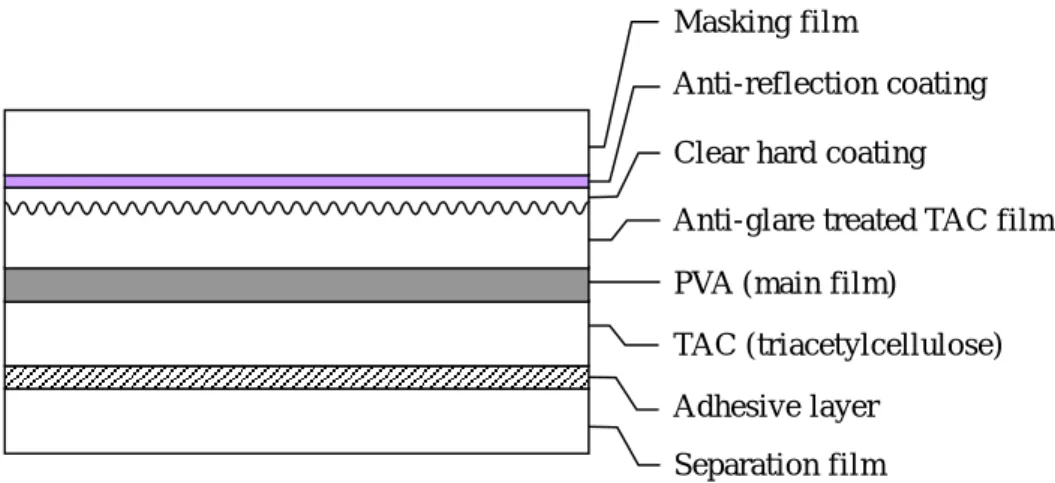
枚 のフィ ルム あ るいは 薄板に 見え る光学 機能シ ート は ,実は 様々 な光学 特 性を有 する多 層の シ ートか ら構成 され ている.一例 として ,高機能 偏光 フィル ムの層 構成を 図1.2
に示す.この 例で は,1
枚の 偏光フ ィ ルムは 最表面 の保 護 フィル ムを含 める と8
層構造 とな って いる.この ように 多 層構造 を形成 する こ とは,製造 者の立 場 からみ ると製 造工 程の増 加を意 味し て いる.一般 に,工 程 が増え るほど 異物 混 入や搬 送時の 擦過 傷等 の欠 陥が 発生 す る機 会が 多く なる . その ため ,光 学機 能 シー トの 製造 は , 通常ク リーン ルー ム 内で行 われる が,そ れでも 欠陥の 発生 を 完全に 防ぐこ とは 困難で ある .した が って,品質 管理に お いては 各工程 で発 生 した欠 陥を後 工程 へ流出 させな いと い う自工 程保証 の確 立 が重要 である .そ の ため,外観 検査の 形態と しては ,品 質 情報の 工程へ の迅 速 なフィ ードバ ック が 可能な インラ イン 検査(
製造ライン の 中で行 われる 検査)
が望ま しい.点状欠 陥には ,異物 ,気 泡など があ り,線状欠 陥には すじ 状 の擦過 傷や亀 裂等 がある .こ れらの 欠 陥の多 くは正 常部 と 欠陥部 とのコ ント ラ ストが 高い .その ため,光学 機能シ ー トに微 細欠陥 があ る と,デ ィス プレイ 上 でその 部分が 黒く つぶれ たり ,明 るい 輝点と なった り ,あ るい は
R,G,B
い ずれ かの色 が発色 しな いなど の表示 機能 障 害とな る.そのた め ,微細 欠陥 の許容 サ イズは 目視で 確認 できる 程度以 下で あ ること が多く , 数10μ m
から厳 しい もの では20μm
と も いわれ ている .(2)
低コ ントラ スト 欠陥近年 のディ スプ レ イの大 型化に とも な い,広 い面 積を眺 め たとき に目に つく コント ラスト の低 い 欠陥が 大きな 問題 と なって いる .この 種 の欠陥 は正常 部と の境界 が不鮮 明で あ るため 欠陥部 の抽 出 が困難 である .ま た ,欠陥 サイ ズは上 述の微 細欠陥 と比 較 して大 きく ,面状 に 分布す るのが 特徴 で ある.低コ ントラ スト欠 陥には ,シー ト表面 の緩や かな 起 伏欠陥
(
以後,微小 起伏欠 陥)
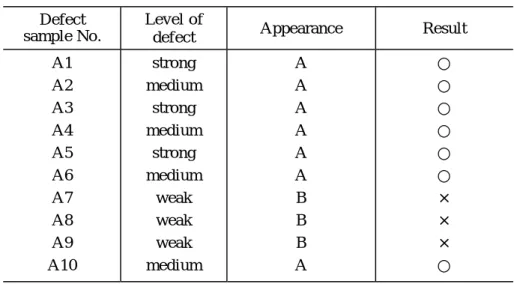
や,色 むら, 濃淡む ら等 の 不均一 性の欠 陥が あ る.表
1.1
は,欠 陥の 種類と 特徴を 示し た もので ある.微 細欠 陥は比 較的既 存の 検査装 置が適 用し や すい.しか し,欠 陥 の許容 サイズ の微 小 化およ び検査 範囲(
ディス プレ イ面 積)
の拡大 に伴 い, 高解 像度 かつ 高速 な検 査 が必 要と なっ て きてい る.その ため コスト 面から 自動 検 査が困 難な場 合も 多 い.ただし ,現時 点では 解像度 や処 理 速度の 限界か ら直 ち に適用 が困難 な場 合 でも,将来 の機器 の高性 能化に よっ て 適用可 能とな るこ と は期待 できる .一 方 ,低コ ント ラスト 欠陥 につ いて は, 様 々な 欠陥 に汎 用的 に 適用 でき る技 術は 整 備さ れて いな い . それは ,欠 陥の発 生 メカニ ズムが それ ぞ れ異な り,それに よ って観 測方法 や評 価基準 が異な るた め である .ま た ,欠陥 の合否 判定基 準が 感 覚的で あり ,定 量 的な判 定が困 難な こ とも検 査の自 動化 が 困難な 要因と なっ て いる.本研 究では これ ら の欠陥 のうち ,既 存 技術の 適用が 困難 な 低コン トラス ト欠 陥を検 出対象 とす る .
1.2
シート状製品の外観検査の自動化技術1.2.1
一般的 な外 観 検査装 置画像 処理技 術の 検 査・産 業への 応用 に ついて のサー ベイ が ,中川 28),29),原
30),秦 31),江尻 ら 32)によっ てまと めら れ ている .また ,外 観 検査の 動向か ら 今後の 展開に つい て ワーク ショッ プ等 で 議論さ れている 33)-40).一般 に,工 程 内での 外観検 査に お いては ,欠 陥の検 出 に適し た観測 系は 工 程毎に 異なっ てい る.そ のた め,観 測 系の構 築と画 像処 理 システ ムとを 組合 わ せた開 発事例 が多 く報告 されて いる 41)-51).ここで は, シ ート状 製品の 自動 検 査に限 定して 従来 技術を 概説す る.
図
1.3
は,一 般的 なシー ト状製 品の 外 観検査 装置の 構成 を 示す.撮 像手段 と し ては , 製 品を 搬 送 し なが ら 撮 影す る と い う観 点 か らラ イ ン セン サ 52)が よく用いら れる .その た め,固 定光 学系を 用 いた検 査が可 能で あ ること が前提 とな る.後 述す るよう に ,この こと が低コ ン トラス ト欠陥 の自 動 検査に おいて 大き な障害 となっ てい る .
ライ ンセン サか ら の画像 データ は画 像 処理装 置に入 力さ れ ,画像 前処 理・二 値化・ 特徴量 計測 等 53)-55)が行われ , 欠陥が 抽出さ れる . 抽出さ れた欠 陥情 報 は,欠陥マ ップ の作 成,オペレ ータ への アラー ム出力 ,製造 記録帳 票の作 成等 の処理 に活用 され る .帳票 によ る欠陥 情 報管理 では不 十分 な 場合は ,マ ーキン グ装置 と組合 せて ,実際の 製品の 欠陥 部 位また はそれ に準 じ る位置 に直接 マー キング を行う 場合 も ある.
画像 処理エ ンジ ン として は,画像デ ー タを一 度メモ リへ 格 納しソ フトウ ェア によっ て解析 を行 う 方式と ,画 像処理 の ほとん どをハ ード ウ ェアで 行う方 式と がある .実 際のイ ン ライン 検査の 現場 で は製品 は連続 して 搬 送され ている ため , 撮像か ら欠陥 情報 出 力まで をリア ルタ イ ムに行 う必要 があ る .その ため ,従来 実 用 化 さ れ て い る イ ン ラ イ ン 欠 陥 検 査 装 置 は 後 者 の ハ ー ド ウ ェ ア 方 式 に よ る ものが 多い .しか し ,ハー ドウ ェア方 式 では搭 載され てい る 画像処 理アル ゴリ ズムに 限定さ れる た め多様 なニー ズに 対 する柔 軟性に は欠 け る.実 際,ハード ウェア 方式で は現 在 でも二 値化処 理が 基 本であ り,画像前 処 理等の パラメ ータ 設定が できる 程度 の シンプ ルなも のが 多 い.一 方,ソフト ウ ェア方 式は自 由な アルゴ リズム のコ ー ディン グが可 能で あ るが,処理 が複雑 に なるほ ど処理 時間 が長く なり ,製造 ラ イン速 度に追 いつ か なくな る.近年の マ イクロ プロセ ッサ の高速 化・メモリ の 大容量 化に伴 いソ フ トウェ ア方式 の実 用 事例は 増えて いる が,一 方で 検査に 要 求され る能力
(
解像 度や欠 陥判別 能力)
も年々 高くな って おり, 画像処 理コ ス トの問 題等か ら適 用 が困難 な場合 も多 い .1.2.2
外観検 査の 応 用分野 と課題実際 の外観 検査 の 現場で は,検査対 象 物の特 性に応 じた シ ステム 開発が 重要 である と言わ れて い る.原 氏に よる欠 陥 の特徴 および 検査 の 要求能 力・コスト の分 類 30)は,外観検 査装置 の開発 にあ た り非常 に有用 であ る .図
1.4
は,原 氏 による 分類を 引用 し ,これ に対 する昨 今 のシー ト検査 への 要 求範囲 を加筆 した もので ある. この 分 類によ ると,LSI
パ ターン ,回路 パタ ー ン等の 分野( A
分 野)
では,検出対 象 は検査 内容が 明確 で あるが 高速・高精 度 のため 機械の 能力 が人間 を超え てお り ,設備 費は 数億円 ,画像処 理はハ ード ウ ェアで 実行さ れる として いる .ま た,CRT
画面の色む ら等 の 感覚的 な検査 の分 野( C
分野)
では,μ
m
程度以 上)
であり,欠 陥のコ ント ラ ストは 明瞭で あっ た .検査 内容は 比較 的明確 であり ,機械 と人間 との検 出能 力 は拮抗 してい た.設 備費 は1〜数 千万
円であ り,設 備投 資 に対し てある 程度 の 合理化 メリッ トが 期 待でき た.しか し,昨今の デ ィスプ レイ向 け外 観 検査は これと は様 子 が異な ってき てい
る.
1.1.4
節で述 べ たよう に,欠 陥の 種 類は微 細欠陥 と低 コ ントラ スト欠 陥に大別さ れる.微細欠 陥の許 容サイ ズは 目 視の限 界を超 えつ つ あり,
A
分野に 近 い解像 度と処 理速 度 が要求 される よう に なった .ま た,低 コ ントラ スト欠 陥の 検査に は,むらの 程 度や画 面のひ ずみ 具 合とい った感 覚的 な 検査,いわ ゆる官 能検査 が必要 にな り ,従来C
分野の 領 域であ った検 査も 同 時に要 求され るよ うにな った .これ ら 性質の 異な る2
種 類 の検査 を共通 の設 備 あるい は画像 処理 アルゴ リズム を用 い て行う ことは 容易 で はない .一 方 ,市場 動向を みると ,パ ソコン や液晶 テレ ビ 等の情 報機器 の価 格 は年々 低下傾 向に あ る.そ のた め,検 査装置 には一 層の コ ストダ ウンが 要求 さ れてい る.1.2.3
欠陥の 特徴ここ では, 実際 の 製品検 査の現 場か ら みた欠 陥の特 徴を 述 べる.
(1)
微細欠 陥微 細欠 陥の 検査 に は固 定光 学系 が用 い られ る. 微細 欠陥 の 大き さは ,近 年 , 目視の 限界に 近く な ってき ている .そ の ため,検査 員の熟 練 度によ って欠 陥の 発見に 要する 時間 が 異なり ,単 位時間 あ たりの 検査量 には 個 人差が ある .しか し,微細 欠陥 は高い コント ラスト をも ち ,欠陥サ イズ の特定 は容易 である ため , 合否判 定基準 を明 確 に定め ること が可 能 である .そ のため ,検査員 の熟練 度に よらず 一定の 判定 基 準の下 で検査 を行 う ことが できる .
微細 欠陥の 自動 検 査を考 えるう えで 問 題とな るのは ,設 備 コスト と期待 され る経済 効果と の関 係 である .設 備コス ト は欠陥 の検出 に必 要 な解像 度,検査面 積,お よび 必要な 検 査速度 から決 まる が ,欠陥 サイ ズに対 し て検査 面積が 広大 である ため年 々設 備 コスト が高く なる 傾 向にあ る.
(2)
低コ ントラ スト 欠陥低コ ントラ スト 欠 陥の検 査には ,微 細 欠陥と は異な る次 の
2
つの特 徴が ある .1
つめは,固定 光学 系によ る検査 が困 難 なこと である .その ため製 品検査 の現 場では ,検 査員は 図1.5
に示 すよ うに被 検査体 を手で 動か し て最も 欠陥が 目立 つ観測 条件を 探し な がら検 査を行 って い る.こ のよ うな検 査 の自動 化を考 える 場合,固定 光学系 を 前提と した従 来の 検 査装置 をその まま 適 用する ことは 不可 能であ る.2つ めの 特徴は,コン トラス トが低 いため に欠 陥 部と正 常部と を明 確に区 別する こと や ,欠陥 の程 度を定 量 的に表 すこと が困 難 なこと である .そ のため ,合 否判定 を 検査員 の感覚 に頼 る ことが 多く ,検査 基 準にば らつき(
個 人差や 検査員 の疲 労 ,性格 などに よる ば らつき)
が生じる .これ らのこ とか ら ,低コ ント ラスト 欠 陥の自 動検査 を考 え る場合 には ,まず 欠陥 が知 覚さ れる 原 理を 明ら かに し, 次 にそ れに より 生じ る 物理 量を 計測 し ,
最 後 に 計 測 さ れ た 物 理 量 に 基 づ い て 欠 陥 の 程 度 を 定 量 評 価 す る と い う 手 順 が 必要で ある.
(3)
低コ ントラ スト 欠陥の 種類と 検査 方 法本研 究の最 初の ス テップ として 目視 検 査の分 析を行 った 結 果,低 コン トラス ト欠陥 には大 別し て 微小起 伏欠陥 と色 む ら欠陥 の
2
種 があ り ,同じ よう な作業 に み え る 検 査 で あ っ て も 検 査 対 象 に よ っ て 異 な る 現 象 を 観 測 し て い る こ と が 分かっ た.微小 起伏欠 陥は ,平面サ イズに 対す る 高さ方 向の変 位
(
アスペク ト比)
が非 常に小 さい欠 陥で あ る.平 面サ イズ は1mm
程度〜 数cm,高 さ 方向の 変位は 数
μm〜 100μ m
程 度で あり, 点状の 欠陥 か ら数cm
の範囲 に分 布する 欠陥ま で , 様々な 大きさ のも の がある .微 小起伏 欠 陥を検 査する 場合 に は被検 査面に 映り 込んだ 光源像 の位 置 を変化 させて 被検 査 面を走 査する よう に 検査し ている . 一方 ,色 むら欠 陥 は,被 検査 面の広 い 範囲を 眺めた とき に わずか な色合 いの 違いが 見える もの で ある.色む ら欠陥 を 検査す る場合 には 観 測姿勢 を変化 させ ながら 被検査 面全 体 を眺め るよう に検 査 する.これ らのこ とか ら ,微小 起伏 欠陥と 色 むら欠 陥とで は,そ れぞれ 別の現 象が 生じて いると 考え ら れる.
1.2.4
低コン トラ ス ト欠陥 検査の 従来 技 術と課 題(1)
微小 起伏欠 陥微小 起伏欠 陥は ,それを 直接視 認す る ことは 困難で ある .しかし ,正 常部 と 比較し て欠陥 部で は 照明光 の反射 方向 あ るいは 透過方 向が 変 化する .こ れを利 用して ,被 検査面 に 映った 光源の 映り 込 み像あ るいは 被検 査 面を透 過した 光源 像のひ ずみを 検出 す る方法 が多く 研究 さ れている 56)-67).実 際の生 産現場 へも 応用さ れてお り,自 動車の ボディ やガ ラ ス,金 属表 面等の 検 査にお いてそ の効 果が報 告され てい る .
被検 査体を 介し て 光源像 を観測 する こ れらの 手法で は,製 造ライ ン中で 観測 位置を 一定に 保持 す ること が重要 であ る .しか し,本研究 が 対象と する光 学機 能シー トは自 動車 の ボディ やガラ スと は 異なり ,剛 性をほ と んども たない .そ のため ,搬 送中に わ ずかな 反り等 の変 形 が生じ ること が避 け られず ,光 学系を 固定し た従来 の検 査 装置を そのま ま適 用 するこ とが困 難で あ る 68)-71).この問 題を解 決する ため に 従来報 告され てい る 手法で は,独自の 照 明装置 や画像 処理 アルゴ リズム と組 合 せた開 発例が 多い .このこ とは ,フィ ル ムのよ うな比 較的
むらを 検出す るも の である 72)-81).しか し,こ れらの 手法 の 多くは 濃淡差 ある いは色 差とい う物 理 量の計 測にと どま っ ており ,人 間の感 覚 に左右 される 合否 判定基 準の定 量化 に は到っ ていな い.む らの程 度を表 す指 数 を独自 に定義 して 欠 陥を 判 定 する 装 置 76)も存 在 す るが , 感覚 量 と の相 関 に つい て は 明ら か にさ れてい ない.
むら 欠陥検 査が 必 要な製 品の中 には ,むらの 検出自 体が 非 常に困 難な場 合が 多い .この ため ,高 度な画 像処理 アル ゴ リズム を用い て ,通 常の画 像処理 では 困難な 淡いむ らを 検 出する ための 研究 事 例が報 告され てい る 82)-91).また, む ら欠陥 は通常 ,検出 ができ ても評 価が 困 難であ る.その ため ,検 出され たむ ら を定量 評価す る手 法 も多く 研究さ れて い る 92)-103).さらに ,生産現 場の実 態に 合致し たむら 検査 を 行うた めには ,人 間 がむら 欠陥を 見た と きの感 覚的な 評価
104)-106)
を自動 化する 必要が ある.このた めには,画像 の輝度 差や色 差とい った 物 理 量 か ら , 人 間 の 心 理 に 与 え る 影 響
(
心 理 量)
を 評 価 し な け れ ば な ら な い . そ の た め , 画 像 計 測 と 人 間 に よ る 官 能 検 査 と を 結 び つ け る 研 究 107)-118)が 盛 ん になっ てきて いる .この ように ,むら 欠陥検 査に関 する 研 究は数 多くな され て いる .しか し ,む ら 欠 陥 の 発 生 メ カ ニ ズ ム や 欠 陥 に よ っ て 生 じ る 光 学 現 象 は 対 象 に よ っ て そ れ ぞれ 異 な って い る. その た め 現在 は , 図
1.6 (a)
に示 すよ うに , そ れぞ れ の検 査対象 毎に個 別に 研 究が行 われて いる の が実情 である .将 来 ,これ らの 個別技 術が統 合され ,汎 用 的なむ ら欠陥 検査 技 術が確 立され るた め には,次の3
つの 課題が ある.1
つ は 観測さ れる特 徴量 を 基に人 間の感 覚と 合 致する 検査基 準を 確立す ること,2
つ めはそ の検査 基準 を 様々な 特徴量 に対 し て適用 可能す るた めの汎 用アル ゴリ ズ ムを構 築する こと,3
つめは 検査 対象毎 に光学 現象を 個別 検討す る必要 のな い よう,観測 系の選 定 指針が 整備さ れる こ とであ る.これら の研 究を 発展 させ , 図1.6 (b)
に示す よ うな 理想 的な 開発 手 順を 確立 して いく ことが 必要で ある .1.3
本研究の新規性と成果1.3.1
微小起 伏欠 陥本研 究では ,まず ,1 つめの 低コ ント ラスト 欠陥で ある 微 小起伏 欠陥を 検出 するた め,パタ ーン 照明を 利用し た検 査 方法を 提案し た .本 手法に よると ,こ れまで 困難で あっ た 起伏欠 陥を固 定光 学 系で検 出でき る.被 検査面 に映り こん だ照明 パター ンの 像 が欠陥 によっ てぼ け るとい う現象 を利 用 し,従 来法 と比較 し て 非 常 に シ ン プ ル な 装 置 構 成 お よ び 画 像 処 理 に て 信 頼 性 の 高 い 検 査 を 実 現 した .また ,光線追 跡シミ ュレー ショ ン の手法 を用い て ,欠 陥の観 察像を コン ピュー タグラ フィ ッ クスに よって 評価 す る手法 を確立 した .さらに ,欠 陥像の 形成に 寄与す るパ タ ーン照 明の範 囲を 示 す「影 響領 域」と い う概念 を新た に提 案し,これ に基づ い て最適 な照明 パタ ー ン配置 ,お よび画 像 処理ア ルゴリ ズム
の選定 方法を 確立 し た.一 般に ,実際 の 現場で は様々 な形 状 の欠陥 サンプ ルを 入手す ること が困 難 なため ,実 験検証 の みでは 光学系 の最 適 設計が 困難で あっ た.こ れら の手法 を 用いる ことに より ,実験検 証でき なか っ た形状 の欠陥 につ いても 検出感 度の 評 価が可 能にな り,装 置開発 期間の 短縮 が 期待で きる.また , 従来,目視 による 欠 陥検査 では欠 陥の 有 無は検 出でき ても ,欠陥形 状と欠 陥の 見え方 との関 係は 明 らかで はなか った .本研究 の成果 によ り ,どの 程度 の欠陥 が目立 って見 える の かを評 価でき るよ う になっ た.
1.3.2
色むら 欠陥次に,2 つめ の低 コント ラスト 欠陥 で ある色 むら欠 陥に つ いて,欠 陥発 生の メカニ ズムを 明ら か にした .色 むら欠 陥 が問題 となる 反射 防 止膜を 対象に ,膜 構成 と色 むら との 関 係を 基に ,「等 価膜 厚」 とい う概 念を 用 いて 色む らを 評価 する方 法を提 案し た .そして ,観測 条件 と 色むら の見え 方の 関 係を明 らかに し,
色むら を低減 する 製 膜条件 を求め た.さ らに,人間 の視覚 感 度に基 づいた 色む ら判定 方法を 提案 し た.こ れに より,従 来目視 による 感覚 的 な評価 に頼ら ざる を得な かった 色む ら 検査に 定量的 な判 定 基準を 設定す るこ と が可能 にな っ た .
1.3.3
むら欠 陥の 官 能検査 の自動 化に 関 する提 案本研 究では さら に ,官能 検査 の自動 化 法を提 案した .従 来 法の多 くはそ れぞ れ 孤 立 し た 個 々 の む ら 欠 陥 の 程 度 を 評 価 し て い る の に 対 し て 目 視 検 査 で は 被 検査面 全体を なが め て合否 を判定 して い る点に 注目し た.検 査面内 での特 徴量 の度数 分布を 求め ,この度 数分布 と目 視 による 評価結 果と を 比較し ,両 者の間 に相関 がある こと を 見出し た.
本手 法を性 質の 異 なる
2
種類の むら 欠 陥に適 用し ,それ ぞ れ目視 検査と 一致 する判 定結果 を得 た .これ により ,官 能 検査の 汎用化 の可 能 性を示 した.1.4
本論文の構成本論 文は8 章よ り 構成さ れてい る.
第
1
章は緒 論で あ り,光 学機 能シー ト の表面 欠陥検 出の 背 景,従 来技 術の概 要と課 題,本 研究 の 目的と 新規性 およ び 本論文 の構成 につ い て述べ る.第
2
章では ,パ タ ーン照 明を利 用し て 光学機 能シー ト表 面 の微小 起伏欠 陥を 検出す る手法 につ い て述べ る.まず ,欠 陥の特 徴につ いて 紹 介し ,通常 の検 査第
4
章では ,パ タ ーン照 明を用 いた 欠 陥検出 法につ いて ,光学系 の最適 配置 や 欠 陥 の 抽 出 に 適 し た 画 像 処 理 ア ル ゴ リ ズ ム の 選 定 を 含 め た 検 査 シ ス テ ム の 最適設 計の指 針を 述 べる.各種 欠陥形 状 に対し て,欠陥像 の 形成に 寄与す るパ ターン 照明の 領域 を シミュ レーシ ョン に より求 め,これを 欠 陥固有 の「 影響領 域」 とし て定 義す る .こ の影 響領 域と 照 明パ ター ンと の位 置 関係 に基 づい て , 欠陥の 検出感 度を 評 価する .第
5
章では ,光 学 機能シ ート表 面に 形 成され た反射 防止 膜 を対象 に,色むら 欠陥を 定量的 に評 価 する手 法につ いて 述 べる.まず ,色む ら 欠陥の 発生の メカ ニズム を光学 シミ ュ レーシ ョンに より 明 らかに し,色むら の 原因が 反射防 止膜 の膜厚 変動に よる も のであ ること を述 べ る.色 むら と反射 防 止膜の 膜厚と の関 係につ いて述 べ,外 観品質 上問題 とな る 膜厚変 動量を 明ら か にする .実 際に色 むらを 観測し た画 像 を用い て実験 検証 を 行う.第
6
章では ,色 む らを判 定する 手法 に ついて 述べる .反 射 防止膜 の構成 およ び観測 方法に よる 色 むら欠 陥の見 え方 の 違いを 明らか にす る .また ,色 むら欠 陥 と 人 間 の 色 判 別 特 性 と の 関 係 に 基 づ い て 色 む ら の 合 否 判 定 を 行 う 手 法 に つ いて述 べる.第
7
章では ,色 む ら欠陥 の官能 検査 の 自動化 法を提 案す る .個々 のむ らの程 度を評 価する ので は なく検 査面全 体を 評 価する ため ,特徴 量 の度数 分布に 基づ いて合 否判定 を行 う 手法に ついて 述べ る .また ,本 手法の 汎 用性を 確認す るた め,格 子構 造フィ ル ムの濃 淡むら とい う 異なる 種類の むら 欠 陥検査 につい て紹 介する .提 案する 官 能検査 法がこ れ ら2
種類の むら欠 陥に 対 して有 効であ るこ とを述 べる.第
8
章は結 論で あ り,本 研究 で得ら れ た成果 および 今後 の 展望に ついて 述べ る.参 考 文 献
[1]
工 業 調 査 会 : 電 子 デ ィ ス プ レ イ 技 術2003,
電 子 材 料2003
年6
月 号 別 冊,(2003).[2]
工 業 調 査 会 : 液 晶 デ ィ ス プ レ イ 技 術2002,
電 子 材 料2002
年6
月 号 別 冊,(2002).[3]
岡 野 光 治,小 林 駿 介 共 編 : 液 晶
基 礎 編 , 応 用 編,培 風 館,(1985).
[4]
液 晶 若 手 研 究 会 編 : 液 晶 デ ィ ス プ レ イ の 最 先 端,シ グ マ 出 版 ,(1996).
[5]
吉 野 勝 美,尾 崎 雅 則 : 液 晶 と デ ィ ス プ レ イ 応 用 の 基 礎,コ ロ ナ 社 ,(1994).
[6]
日 本 学 術 振 興 会 編 : 液 晶 デ バ イ ス ハ ン ド ブ ッ ク,日 刊 工 業 ,(1990).
[7]
川 村 正 行 : よ く わ か る プ ラ ズ マ テ レ ビ,電 波 新 聞 社 ,(2002).
[8]
別 井 圭 一 :PDP
の 製 造 技 術 の 現 状,精 密 工 学 会 誌 ,69,7,(2003) 919-923.
[9]
康 乗 幸 雄,本 多
聡 :PDP
前 面 板,電 子 材 料,37,12,(1998) 63-66.
[10]
康 乗 幸 雄,落 合 伸 介 ,中 川 佳 美,山 本
努:帯 電 防 止 ハ ー ド コ ー ト ア ク リ ル 板 の 開 発, 住 友 化 学,1998-I,(1998) 16-22.[11]
真 鍋 健 二,山 崎 和 広,西 垣 善 樹 ,前 川 知 博 : 液 晶 バ ッ ク ラ イ ト 用 ア ク リ ル 材 料 と 成
形 技 術 の 開 発,住 友 化 学, 2002-II,(2002) 15-22.
[12]
林 成 年 : 偏 光 板,FPD Intelligence,3,10,(1998)77-80.
[13]
東 浩 二 :LCD
用 光 学 フ ィ ル ム の 開 発 動 向,第 8
回 フ ァ イ ン プ ロ セ ス テ ク ノ ロ ジ ー ジ ャ パ ン'98,(1998).
[14] Optical Films for Liquid Crystal Display LCD
用 光 学 フ ィ ル ム デ ー タ 集,住 友 化 学
光 学 製 品 事 業 部 発 行.[15]
山 田 泰 : 最 新 の 液 晶 用 カ ラ ー フ ィ ル タ 製 造 技 術,
精 密 工 学 会 誌,69,7,(2003) 900-904.
[16]
田 中 章 : 携 帯 電 話 ・ 携 帯 情 報 端 末 用 フ ロ ン ト ラ イ ト ・ バ ッ ク ラ イ ト の 技 術 動 向,MATERIAL STAGE,3,4,(2003) 25-28.[17]
濱 田 雅 郎 :LCD
バ ッ ク ラ イ ト 向 け プ リ ズ ム シ ー ト の 技 術 と 特 徴,MATERIAL STAGE,3,4,(2003) 29-33.
[18]
和 氣 進,沖 村 裕 伸,永 田 賢 一:LCD
バ ッ ク ラ イ ト ユ ニ ッ ト 用 反 射 材 料,MATERIAL STAGE,3,4,(2003) 39-42.
[19]
浅 井 郁 夫 : 大 型 高 精 細 導 光 板 の 製 造 技 術,精 密 工 学 会 誌 ,69,7,(2003) 905-910.
[20]
染 谷 保 行,蔵 田 信 行 ,東
浩 二,本 多 卓,清 水 朗 子,林
成 年,波 岡
誠,松 元 浩 二,水 口 圭
一,
栢 根 豊 :LCD
用 偏 光 フ ィ ル ム の 高 機 能 化 と 新 し い 展 開,
住 友 化[24]
た と え ば,
光 設 計 と シ ミ ュ レ ー シ ョ ン ソ フ ト の 上 手 な 使 い 方,
オ プ ト ロ ニ ク ス 社, (2000) 82.[25]
本 多 卓:光 制 御 機 能 を 有 す る 高 分 子 膜 の 開 発 と 応 用,高 分 子 学 会 高 分 子 可 能 性 講 座,(1998).[26] Akiko Shimizu:Viewing Angle Improving Film for LCD, International Display Research Conference, Asia Display,(1998).
[27]
本 多 卓 : 光 制 御 フ ィ ル ム 「 ル ミ ス テ ィ ー 」 の 開 発,
第3
回 新 産 業 創 出 セ ミ ナ ー,(1998).[28]
中 川 泰 夫 : 電 子 産 業 に お け る 目 視 検 査 の 自 動 化,電 気 学 会 論 文 誌 D,109,7,(1989) 458-462.
[29]
中 川 泰 夫 : 世 紀 末 の 外 観 検 査,第 11
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ,(1999) 89-94.
[30]
原 靖 彦 : 画 像 処 理 応 用 技 術 の 課 題,第 4
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ, (1992) 115-116.
[31]
秦 清 治 : 外 観 検 査 の 自 動 化 の 現 状 と 展 望,精 密 工 学 会 誌 ,56,8,(1990) 1366-1380.
[32]
江 尻 正 員 ほ か : 画 像 処 理 技 術 の 産 業 分 野 へ の 応 用,電 気 学 会 雑 誌,111,2,(1991).
[33]
谷 内 田 正 彦,佐 藤 宏 介 ,鷲 見 和 彦 ,岡 崎 信 一 郎 ,浅 野 敏 郎 : パ ネ ル デ ィ ス カ ッ シ ョ ン 10
年 間 の 発 展 と こ れ か ら の 課 題,
第10
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ,(1998).[34]
パ ネ ル デ ィ ス カ ッ シ ョ ン:10
年 間 の 発 展 と こ れ か ら の 課 題 ─ 精 密 工 学 会 主 催「 外 観 検 査 の 自 動 化 」 ワ ー ク シ ョ ッ プ か ら ─,映 像 情 報Industrial,31,2,(1999) 18-42.
[35]
岡 昌 世,輿 水 大 和,谷 口 倫 一 郎 ,山 本 和 彦 ,岩 田 耕 一,角 田 興 俊 : パ ネ ル デ ィ ス カ ッ
シ ョ ン 「 外 観 検 査 は 何 処 へ 」,第11
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ,(1999) 142-155.
[36]
パ ネ ル デ ィ ス カ ッ シ ョ ン:「 外 観 検 査 は 何 処 へ 」− 精 密 工 学 会「 外 観 検 査 の 自 動 化 」 ワ ー ク シ ョ ッ プ か ら −,映 像 情 報Industrial,32,1,(2000) 14-44.
[37]
輿 水 大 和,上 田 博 唯 ,池 内 克 史,村 瀬
洋,田 村 秀 行 :「Machine vision
とMulti-Media
の 出 会 い 」,第12
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ,(2000).
[38]
パ ネ ル デ ィ ス カ ッ シ ョ ン:「Machine vision とMulti-Media
の 出 会 い 」― 精 密 工 学 会 主 催 「 外 観 検 査 の 自 動 化 」 ワ ー ク シ ョ ッ プ か ら ―,
映 像 情 報Industrial,33,2,(2001) 20-51.
[39] A.D.H.Thomas, M.G.Rodd, J.D.Holt and C.J.Neill: Real-time Industrial Visual Inspection: A Review, Real Time Imaging, (1995) 1:139-158.
[40] P.Aracti: Automated Visual Inspection in Europe, Present and Future, European Vision Association, (1995).
[41] J.Caron, L.Duvieubourg and J.G.Postaire: An Hyperbolic Filter for Defect Detection in the Packaging Industry, Int. Conf. on Quality Control by Artificial Vision, (1997) 207-211.
[42] A.Duflot and J.G.Postaire: A Mutli Processor Line Scan Vision System for
Dimensional Control in Flat Glass Industry, 14th Int. Symp. on Manufacturing and Robotics, (1992).
[43] F.Franchini and G.Longorbardi: Automatic Inspection with Optical Position Sensors, Opt. & Laser in Engineering 16, (1992).
[44] C.Fernandez, J.Suardiaz, A.Iborra and J.M.Fernandez-Merono: On-line Automated Visual Inspection for Quality Control within the Automobile Industry, Int. Conf. on Quality Control by Artificial Vision, (1999) 49-54.
[45] J.Caron, L.Duvieubourg and J.G.Postaire: Design Considerations for an Industrial Inspection System for Quality Control on Flat Product: Int. Conf. on Quality Control by Artificial Vision, (1999) 37-42.
[46] J.Caron, L.Duvieubourg, J.J.Orteu and P.Rovelte: Automatic Inspection System for Strip of Preweathered Zinc, Int. Conf. on Applications of Photonic Technology, (1997) 571-576.
[47] K.Goebbels and G.Ferrano: Automation of Surface Defect Detection and Evaluation, Conf. on Automated Inspection and High Speed Vision Architectures, SPIE 1223, (1993).
[48] L.Duvieubourg, A.Taleb-Ahmed, J.Caron and J.G.Postaire: Analyze of Recursive Filters for the Detection of Defects on Flat Product, Int. Conf. on Quality Control by Artificial Vision, (1999) 69-74.
[49] R.Stojanovic, P.Mitropulos, C.Koubias and G.Papadopoulos: Vision Inspection of Web Textile Fabric, Int. Conf. on Quality Control by Artificial Vision, (1999) 75-80.
[50] L.Northon, M.Bradshaw and A.J.Jewell: Machine Vision Inspection of Web Textile Fabric, Proc. British Machine Vision Conference, (1992) 217-226.
[51] L.J.Olsson and S.Gruber: Web Process Inspection Using Neural Classification of Scattering Light, IEEE Transaction on Industrial Electronics, 40, 2, (1993) 228-234.
[52]
産 業 用 カ メ ラ の 選 び 方 ・ 使 い 方,日 本 工 業 出 版 ,画 像 ラ ボ 4
月 別 冊 号,(2000).
[53]
長 尾 真 ほ か : デ ィ ジ タ ル 画 像 処 理,近 代 科 学 社,(1978).
[54] FEST Project
編 集 委 員 会 編 : 新 実 践 画 像 処 理,(株)リ ン ク ス 出 版 事 業 部 ,(2001).
[55] (
社)精 密 工 学 会 画 像 応 用 技 術 専 門 委 員 会 編 : 画 像 処 理 応 用 シ ス テ ム,東 京 電 機 大
学 出 版 局,(2000) 108-118.[56]
石 井 明, 秦 清 治,
千 葉 直 樹, 小 野 勝 一:移 動 光 源 に よ る 自 動 車 ボ デ ィ の 塗 装 欠 陥 の 自 動 検 出,
材 料 試 験 技 術, 44, 4, (1999) 254.
[57]
久 保 田 整 , 山 華 義 博 , 小 野 勝 一 : 塗 装 外 観 検 査 の 自 動 化 技 術 の 研 究 ,SUZUKI
査 装 置 の 開 発
,
精 密 工 学 会 第9
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ, (1997) 45-48.
[61]
楜 澤 信,尊 田 貴 嘉 之,
嶋 崎 剛,
下 薗 裕 明:透 視 ひ ず み の 定 量 評 価 技 術 の 開 発, 精 密 工 学 会 誌, 63, 12,(1997) 1754-1758.
[62] T.Someji, T.Yoshimura and N.Akiyama: Development of Automatic Surface Inspection System of Castings, Int. J. Jpn. Soc. Prec. Eng.,32,4, (1998) 278-283.
[63] M.Sakakibara: Development of Automatic Coating Defect Sensor by Image Processing, 22nd ISATA, (1990) 727-736.
[64 R.Seulin, F.Merienne and P.Gorria: Machine Vision System for Specular Surface Inspecsion: Use of Simulation Process as Tool for Design and Optimization, Int. Conf.
on Quality Control by Artificial Vision, (2001) 147-152.
[65] C.Sanderson, L.E.Weiss and S.K.Nayer: Structured Highlight Inspection of Specular Surfaces, IEEE Trans. on Pattern Analysis and Machine Intelligence, 10, 1, (1988) 44-45.
[66] B.G.Batchelor, D.A.Hill and D.C.Hodgson: Automated Visual Inspection - Chapter 7:
Lighting and Viewing Techniques, IFS Publications Ltd. and North Holland, (1985).
[67] S.K.Nayer, K.Ikeuchi and T.Kanade: Surfacde Reflection: Physical and Geometrical Perspectives, IEEE Trans. on Pattern Analysis and Machine Intelligence, 13, 7, (1991) 611-634.
[68] D.Aluze, C.Coulot, F.Meriaudeau, P.Gorria and C.Dumont: Machine Vision for the Control of Reflecting Non Plane Surface, J. of the Machine Vision Association, Society of Manufucturing Engineers, 14, 3, 1D-2D, (1998) 1-4.
[69] A.P.Pentland: A New Sense for Depth of Field, IEEE Trans. PAMI-9, 4, (1987) 523-531.
[70] M.Ishihara and H.Sasaki: High Speed 3-D Shape Measuring Apparatus Using Shape from Focus Method, J. Japan Soc. Prec. Eng., 63, 1, (1997) 124-128.
[71] I.Gurov and J.Vozniuk: Rough Surface Shape Retrieval in a Fringe Projection Technique by the Image Enhancement and Fringe Tracing Method, Int. Conf. on Quality Control by Artificial Vision, (2001) 79-83.
[72]
前 出 隆 一 : デ ィ ス プ レ イ の 色 再 現 と 色 測 定 輝 度 む ら ・ 色 む ら 測 定 技 術,月 刊 デ
ィ ス プ レ イ,8,2,(2002) 62-63.[73]
フ ァ ー ス ト : フ ラ ッ ト パ ネ ル 検 査 装 置,http://www.fast-corp.co.jp/
[74]
大 塚 電 子 :FPD
モ ジ ュ ー ル 検 査 装 置,http://www.photal.co.jp/
[75]
千 田 直 道,
柳 原 治 之,
村 上 健 二,
北 島 昭 彦 : 遮 光 筒 式 色 彩 計520 01/02,
横 河 技 報,41,3,(1997).[76]
斉 藤 英 貴 : 色 再 現 性 と 測 定 技 術ELDIM
の 視 野 角 ・ ム ラ 検 査 装 置,月 刊 デ ィ ス プ
レ イ,9,6,(2003) 95-96.[77]
坂 井 隆 夫 : 生 産 に お け る 光 技 術 デ ィ ス プ レ イ の 表 示 む ら 検 査,O plus E,No.222,
(1998) 524-531.
[78]
小 川 俊 昭 : カ ラ ー フ ィ ル タ 検 査 装 置,電 子 材 料 1996
年6
月 別 冊, (1996) 126-129.
[79]
村 上 和 博 : カ ラ ー フ ィ ル タ 検 査 装 置,東 芝 技 術 公 開 集,13 ,72, (1995) 63-65.
[80]
棚 橋 高 成 :LCD
ム ラ 検 査 器 の 開 発 , 映 像 情 報Industrial,35,2,(2003) 64-67.
[81]
高 橋 映 ,田 中 雅 樹:む ら 欠 陥 検 出 技 術 ,OMRON TECHNICS,36,4 (1996) 247-249.
[82]
斎 藤 文 彦:多 重 解 像 度 画 像 を 用 い た 液 晶 デ ィ ス プ レ イ 輝 度 む ら 欠 陥 検 出,精 密 工
学 会 誌,63,5,(1997) 647-651.[83]
斎 藤 文 彦:遺 伝 的 ア ル ゴ リ ズ ム に よ る 液 晶 デ ィ ス プ レ イ 領 域 輝 度 む ら 検 出,画 像 電 子 学 会 論 文 誌,125,5,(1996) 178-183.[84]
柏 木 利 幸,大 江 俊 一 郎 : 色 の 均 一 性 評 価 手 法 ,第 14
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ,(2002) 73-78.[85]
森 本 圭,大 江 俊 一 郎,
寺 田 賢 治,柏 木 利 幸,川 人 美 洋 子 : 藍 染 め の 色 む ら 検 出 手 法,
第9
回 画 像 セ ン シ ン グ シ ン ポ ジ ウ ム 講 演 論 文 集,(2003) 239-244.
[86]
中 野 宏 毅,吉 田 靖 夫 ,藤 田 和 弘:ガ ボ ー ル 間 数 を 用 い た カ ラ ー 液 晶 デ ィ ス プ レ イ の
マ ク ロ 欠 陥 検 査,電 子 情 報 通 信 学 会 論 文 誌,(1997) 734-744.
[87]
大 野 隼 人,
梶 岡 英 之,
藤 田 尊 圭, 浅 野 敏 郎,
玉 野 和 保 : マ ル チ バ ン ド 画 像 を 用 い た 分 光 特 性 推 定 と そ の 応 用,
第14
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ (2002)67.
[88]
安 川 涼 子,
川 人 美 洋 子,
浦 川 宏,梶 原 莞 爾:天 然 藍 染 め の 感 性 工 学 的 評 価 IV-色 む
ら の パ タ ー ン 解 析-,繊 維 学 会 予 稿 集,58,1,(2003) 214.
[89]
岡 崎 好 孝,橋 本
基:画 像 処 理 に よ る プ ラ ス チ ッ ク 成 形 時 の 色 む ら 計 測,第 10
回 計 測 自 動 制 御 学 会 中 国 支 部 学 術 講 演 会 論 文 集,(2001) 76-77.[90]
綿 貫 啓 一,
遠 藤 新 : 色 む ら 欠 陥 検 出 に お け る ウ ェ ー ブ レ ッ ト 係 数 操 作 の 最 適 化, 日 本 機 械 学 会 関 東 支 部 ブ ロ ッ ク 合 同 講 演 会 講 演 論 文 集,(2001) 101-102.[91]
山 下 博,永 井 秀 明:印 刷 物 微 少 濃 淡 む ら の 高 精 度 検 出 法 に 関 す る 研 究 ,三 菱 重 工 技
報,35,3,(1998) 202-205.[92]
森 由 美:液 晶 デ ィ ス プ レ イ の ム ラ に 取 り 組 む 液 晶 デ ィ ス プ レ イ の ム ラ 規 格 の 定 量 化 ・ 標 準 化 へ の 試 み,映 像 情 報 Industrial,35 ,3,(2003) 69-73.
[93]
森 由 美,棚 橋 高 成,辻 智 ,田 村 徹,吉 武 良 治 ,森 口 喜 代:ヒ ュ ー マ ン イ ン フ ォ メ ー シ ョ
ン 認 識 限 界 コ ン ト ラ ス ト に 基 づ い た 輝 度 ム ラ の 定 量 化 手 法,映 像 情 報 メ デ ィ ア
学 会 誌,56,11,(2002) 1837-1840.[94]
秦 清 治,
石 丸 伊 知 郎,広 刈 正 義 : パ タ ー ン 検 査 装 置 の た め の 色 彩 検 査 機 能 の 開 発,
電 子 情 報 通 信 学 会 技 術 研 究 報 告PRMU,101,124,(2001) 17-24.
[95]
中 元 淳,山 下 博,金 子 博:MTF フ ラ ク タ ル 次 元 に よ る 印 刷 濃 度 む ら の 定 量 的 評電 子 情 報 通 信 学 会 論 文 誌,J73-D2,6,(1990) 830-839.
[99]
上 田 邦 夫 : ム ラ 検 査 の 自 動 化,映 像 情 報 Industrial,35,2,(2003) 35-41.
[100]
秦 清 治,川 上 幸 治 ,琢 磨 幹 雄,花 房 秀 行 : フ ァ ジ ー ニ ュ ー ラ ル ネ ッ ト ワ ー ク を 用
い た 印 刷 欠 陥 評 価 シ ス テ ム の 構 成,
第6
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ,(1994) 98-103.[101]
高 地 正 夫:液 晶 デ ィ ス プ レ イ の ム ラ に 取 り 組 む 輝 度 分 析 と 輝 度 ム ラ,映 像 情 報 Industrial,35,3,(2003) 83-85.
[102]
浅 野 敏 郎,池 田 達 紀 : G A を 用 い た 電 子 デ ィ ス プ レ イ の 色 む ら 感 性 評 価 ,知 能 メ
カ ト ロ ニ ク ス ワ ー ク シ ョ ッ プ 講 演 論 文 集,(2001) 168-171.[103]
北 山 綱 次,
吉 田 浩 之,渡 辺 恵 一,
小 川 雅 司 : ニ ュ ー ラ ル ネ ッ ト を 利 用 し た 色 検 査( シ ー ト ベ ル ト へ の 適 用 )
,
第6
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ,(1994) 83-86.
[104]
浅 野 敏 郎 : 画 質 官 能 検 査 の 自 動 化 技 術,
フ ァ ク ト リ ー ・ オ ー ト メ ー シ ョ ン,12,11,(1994) 30-34.[105]
長 田 典 子 : 官 能 検 査 の 自 動 化 − 概 論 ・ 手 法 −,
映 像 情 報Industrial,35 ,2,(2003) 13-16.
[106] Toshio ASANO: Progress on 'Kansei' Measurement Technology and Its Application to Visual Inspection, Int. J. Japan Soc. Prec. Eng.,32,2 (1998) 85-89.
[107] Mauridhi Hery Purnomo, Toshio Asano, Eiji Shimizu: "Identification of color uniformity defect on the electronic displays by learning the human perception records", T.IEE Japan, 118-C,7/8, (1998) 1164-1169.
[108]
吉 武 良 治 ,土 屋 和 夫:STN液 晶 デ ィ ス プ レ イ の 見 や す さ に 影 響 を 与 え る 要 因 の 検 討 , 人 間 工 学,29,4 (1993) 209-214.[109]
横 澤 美 紀,菅 原 正 幸 ,栗 田 泰 市 郎:映 像 入 出 力 系 の 評 価 ,映 像 情 報 メ デ ィ ア 学 会 誌,54,8 (2000) 1150-1155.[110]
浅 野 敏 郎,石 丸 伊 知 郎 : 電 子 デ ィ ス プ レ イ に お け る 色 む ら 感 覚 強 度 の 学 習 ,電 気
学 会 論 文 誌,121-C,9,(2001) 1395-1400.[111] Y.Yokoyama, N.Tsumura, H.Haneishi, Y.Miyake, J.Hayashi and M. Saito:"A New Color Management System Based on Human Perception and its Application to Recording and Reproduction of Art Paintings", Proc. of Fifth Color Imaging Conference, (1997) 169-172.
[112]
佐 藤 洋 一,清 水 治 和,加 藤 清 一:カ ラ ー フ ィ ル ム イ ン ラ イ ン 官 能 検 査 シ ス テ ム,第 6
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ,(1994) 87-92.
[113]
千 葉 直 樹,奥 田 泰 生,安 富 文 夫,
松 浦 英 文,河 田 宏,冨 田 洋 : 限 度 見 本 に 依 存 し た 官 能 検 査 の 良 否 判 定 の モ デ ル 化,第6
回 外 観 検 査 の 自 動 化 ワ ー ク シ ョ ッ プ,(1994) 93-97.
[114]
奥 田 泰 生,貴 志 宗 紀,安 富 文 夫,
松 浦 英 文,人 見 正 明,大 隈 正 人 : 色 む ら 定 量 化 の た
め の 色 彩 感 覚 特 性 評 価,第3
回 画 像 セ ン シ ン グ シ ン ポ ジ ウ ム 講 演 論 文 集,(1997)
85-88.
[115]
広 瀬 修:回 折 パ タ ー ン を 利 用 し た 格 子 構 造 フ ィ ル ム の む ら 欠 陥 検 査,精 密 工 学
会 誌,69,4, (2003) 586-590.[116]
斎 藤 文 彦 : 人 間 の 視 覚 ・ 聴 覚 情 報 輝 度 む ら の 特 徴 量 と 視 覚 に よ る 検 出 時 間 の 関 係 の 分 析,映 像 情 報 メ デ ィ ア 学 会 誌 ,52 ,4,(1998) 554-560.
[117]
楜 澤 信, 鈴 木 俊 彦,
下 薗 裕 明:液 晶 表 示 装 置 の 表 示 む ら 評 価 技 術 の 開 発,
精 密 工 学 会 誌,66, 1 (2000) 152-156.[118]
加 藤 晴 夫:色 相 相 対 視 感 度 特 性 の 測 定,電 子 情 報 通 信 学 会1990
年 春 季 全 国 大 会 講 演 論 文 集,(1990) 70.
Fig.1.1 Construction of typical Liquid Crystal Display (LCD)
Lightguide Polarizing Film Liquid Crystal Cell High-value added Polarizing Film Retardation Film
Backlight
Eye
(a) Super Twisted Nematic (STN) type
Lightguide Polarizing Film Liquid Crystal Cell TFT Substrate High-value added Polarizing Film Color Filter
Backlight
Eye
(b) Thin Film Transistor (TFT) type