Transactions of the JSME (in Japanese)
デジタル画像相関法を援用した銅合金製多孔平板のクリープ疲労寿命予測
亀山 達也
*1,時吉 巧
*1,加藤 千香子
*1,猪狩 敏秀
*2小林
弘之
*3,恩河
忠興
*3,小林
悌宇
*4Creep-fatigue life prediction of perforated copper-alloy plate
by using digital image correlation method
Abstract
LE-9 rocket engine for H3 launch vehicle is being developed for realizing high performance, low cost and high reliability. Thermal fatigue life prediction on a combustion chamber structure with multiple cooling holes is important for design of rocket engine. In this paper, focusing on very low cycle conditions below 200 cycles, strain-controlled fatigue and creep-fatigue tests have been conducted at 558℃, using perforated copper-alloy plate specimens simulating cooling holes of combustion chamber for a rocket engine. Creep-fatigue life was defined based on 25% stress drop (N25) from steady state, where about 2mm-length
cracks were found. Strain measurement using digital image correlation method was performed during fatigue tests for confirming strain distribution in the test specimen. Strain distribution from inelastic FEM almost agreed with that from the measurement. Creep-fatigue life prediction was carried out for perforated plate specimen, combining inelastic FEM with both the linear damage rule based on creep rupture time fraction and the strain range partitioning method. Life prediction accuracy was discussed based on both the definition of creep-fatigue life depending on detectable crack length and the choice of stress-strain behavior. Under the very low cycle conditions, the predicted life using the averaged stress-stress-strain behavior within a gage length of 2mm, i.e. detected crack length, was within a factor of 2 when compared with experimental life.
Keywords: Creep-fatigue, Digital image correlation method, Perforated plate, Cu-Cr-Zr alloy, Inelastic FEM, Linear damage rule, Strain range partitioning method
1. 緒 言 現行のH-IIA/B ロケットに対して,コスト削減,信頼性向上を目的とした新型基幹ロケット(H3)の開発がな されつつある(奈良他,2017).ロケット開発においてロケットエンジンは信頼性,コスト,性能を左右する重要な 要素であり,H3 ロケット 1 段用に LE-9 エンジンの新規開発がなされつつある(磯野他,2018,水野他,2017). ロケットエンジンは,ターボポンプで高圧化した推進剤を燃焼室に噴き出し,3000℃を超える高温高圧条件で燃 焼させ,推進力を発生させるものであり,燃焼室の構造の模式図を図1 に示す.図 1(c)は燃焼室壁面の断面を模 式的に示したものである.燃焼室は二重円筒構造となっており,内筒材には熱応力低減のため,熱伝導率の高い 銅合金が採用されており,外筒材にはNi 基合金が使用されている.内筒は電気鋳造(Electroforming)によって銅合
Tatsuya KAMEYAMA
*1, Takumi TOKIYOSHI
*1, Chikako KATOU
*1, Toshihide IGARI
*2,
Hiroyuki KOBAYASHI
*3, Tadaoki ONGA
*3and Teiu KOBAYASHI
*4*1,*2 Research and Innovation Center, Mitsubishi Heavy Industries, Ltd.
5-717-1 Fukahori-machi, Nagasaki 851-0392, Japan
*3 Space System Division, Mitsubishi Heavy Industries, Ltd.
1200 O-aza Higashi Tanaka, Komaki-shi, Aichi 485-8561, Japan
*4 Japan Aerospace Exploration Agency
2-1-1 Sengen, Tsukuba-shi, Ibaraki 305-8505, Japan
Received: 7 January 2021; Revised: 11 March 2021; Accepted: 19 April 2021
No.21-00015 [DOI:10.1299/transjsme.21-00015], J-STAGE Advance Publication date : 27 April, 2021
*1 正員,三菱重工業(株)総合研究所(〒851-0392 長崎県長崎市深堀町 5-717-1)
*2 正員,フェロー,三菱重工業(株)
*3 三菱重工業(株)宇宙事業部(〒485-8561 愛知県小牧市大字東田中 1200)
*4 宇宙航空研究開発機構(〒305-8505 茨城県つくば市千現 2-1-1)
金外径面が閉じられた多孔構造となっており,孔内に極低温かつ高圧の水素を供給することで冷却されている. このため,燃焼時には内筒内外面温度差および内外筒熱伸び差による大きな熱応力が生じ,定常時のクリープ損 傷を含む熱疲労に対する設計が重要となる.特に必要とされる設計寿命が100 サイクル以下と,極低サイクル条 件であり,火力や高温原子力機器で問題とされる数千サイクルの条件に比べて,大きな塑性ひずみを伴うヒステ リシスループの予測とそれに基づくクリープ疲労寿命評価が課題となる.ロケットエンジン燃焼室の熱疲労評価 に関しては,非弾性解析による寿命評価(北出他,1990),熱・流体・構造の連成効果を考慮した 3 次元マルチフィ ジクスシミュレーション(西元他,2012, 2015)が行われており,冷却水素と燃焼ガスの境界となるリガメント部(図 1(c)に Ligament と記載)の損傷度が高くなることが確認されている.また,燃焼室内筒材である銅合金製の丸棒 試験片を用いたクリープ疲労試験結果に基づく損傷メカニズムの調査が行われ,クリープボイドと疲労き裂の連 結によって損傷が加速することが明らかにされている(Deguchi et al., 2016). 一方で,図1 に示す冷却孔などの応力集中を有するエンジン構造における解析のひずみ予測精度および寿命予 測精度の検証など,燃焼室設計に不可欠な構造モデルによる検討は十分ではなかった.これまで,火力や原子力 機器を対象に数千回レベルの多孔構造の熱疲労試験(猪狩他,2001)や熱疲労条件でのき裂進展挙動(時吉他,2003) の検討はなされた例はあるが,本報のように極低サイクル条件でひずみ計測も援用した事例は見当たらない.本 研究では,冷却孔を模擬した銅合金製多孔平板を用いた高温疲労試験中に,デジタル画像相関法(DIC: Digital Image Correlation)によるひずみ計測を行うことで試験中のひずみ分布を把握し,解析のひずみ予測精度を検証し た.あわせて極低サイクル条件でのクリープ疲労試験を実施し,クリープ疲労寿命予測精度の検証を行った. 2. 試 験 2・1 材料 本研究で用いた合金はCu-Cr-Zr 銅合金であり,Deguchi ら(2016)が用いた銅合金と異なるロット材料ではある
が,同一組成の合金である.製造方法や熱処理の詳細に関してはNIMS data sheet(NIMS, 2019)にまとめられてお
り,室温での0.2%耐力は 256MPa,引張強さは 383MPa,伸びは 33%である(NIMS, 2019).
2・2 試験方法 試験体および試験方法の考え方を以下に示す.図1(c)のリガメント部は液体水素の圧力に加えて,温度分布に 起因する熱応力の繰返しを受ける. 熱応力は一般に多軸応力状態にあるが,リガメント部の付根(孔縁)および 平行部中央位置のき裂発生(西元他, 2012, 2015)に寄与するのは図 1(c)の燃焼室構造の円周方向の応力成分と考 えられた.ここでは,燃焼室リガメント構造を模擬した多孔平板構造を採用し,燃焼室の円周方向熱応力の繰返 しを,多孔平板の長手方向変位の繰返しと考える試験方法を採用した.図2 に多孔平板試験体を示す.幅 35.1mm
Fig. 1 Combustion chamber structure of LE-9 engine for H3 Launch Vehicle.
かつ厚さ16mm の平板の幅中央に,冷却孔を模擬した高さ 9mm×幅 20mm の孔を設けた多孔平板となっている. 孔縁部の曲率半径は0.9mm としている.後出の図 16 の FEM モデルを用いた弾性解析による R 部の弾性応力集 中係数は,図2 の AA 断面での公称応力に対して 1.95 であった.試験体は機械加工の後,エメリー紙(#320)で 表面研磨を行っている.H-IIA/B ロケットエンジン実機解析において損傷度が高い位置の温度 558℃を試験温度と し,大気雰囲気中で電気炉を用いて昇温した.試験は電気油圧式サーボ疲労試験機で実施し,標点間距離 GL=60mm に対する公称ひずみε*を制御し,完全両振り条件で表1 に示す疲労およびクリープ疲労試験を実施し た. 試験体には GL9mm および GL20mm の位置にも伸び計が設置されており,各位置での公称ひずみがモニタリ ングされている.ひずみ速度は, GL 間(標点間距離 60mm)でのひずみ速度が約 0.1%/s となるように設定した. なお,後出の図16 からわかるように,孔縁部の局所ひずみ範囲は公称ひずみ範囲の約 3 倍であり,孔縁部で局所 ひずみ速度は約0.3%/s である.クリープ疲労試験では,引張ピーク時において保持時間 9min のひずみ保持を行 った.寿命については,荷重が25%低下した時点の繰返し数 N25と定義した.なお,表1 の Test No.4 については, 同一の公称ひずみ範囲で,Test No. 4-1 および 4-2 として 2 回の試験を行っており,それぞれの寿命を記載してい る.
Fig. 2 Perforated plate specimen. GL1,GL2 :Strain monitor position
GL3 :Strain control position
Table 1 Summary of test and analysis results.
Hold Nominal
No. Temp. time Hold strain range (degC) th position Δε* (min) (%) Rsurface 3.06 156 2.01 - 50 2.75 2.75 - 49 R1mm 1.35 - 0.40 - 248 1.08 1.08 - 300 Psurface 1.95 144 0.86 - 117 1.67 1.67 - 129 Rsurface 2.15 147 1.03 - 97 1.86 1.86 - 105 R1mm 0.94 - 0.19 - 538 0.69 0.69 - 709 Psurface 1.37 136 0.42 - 241 1.10 1.10 - 291 Rsurface 0.54 115 0.04 - 2249 0.31 0.31 - 3364 R1mm 0.24 - 0.00 - 50514 0.06 0.06 - 78178 Psurface 0.33 101 0.01 - 11589 0.13 0.13 - 17897 Rsurface 3.10 160 2.06 2.48 22 2.85 2.72 0.13 22 R1mm 1.37 140 0.41 1.13 65 1.14 1.06 0.07 81 Psurface 1.99 149 0.88 1.62 40 1.75 1.65 0.10 45 Rsurface 3.10 160 2.06 2.48 22 2.85 2.72 0.13 22 R1mm 1.37 140 0.41 1.13 65 1.14 1.06 0.07 81 Psurface 1.99 149 0.88 1.62 40 1.75 1.65 0.10 45 Rsurface 1.93 143 0.84 1.38 45 1.70 1.60 0.10 45 R1mm 0.87 119 0.15 0.50 154 0.66 0.61 0.05 174 Psurface 1.22 127 0.33 0.75 92 1.01 0.94 0.06 99 Rsurface 0.59 114 0.06 0.62 146 0.39 0.34 0.05 260 R1mm 0.25 106 0.00 0.30 329 0.06 0.03 0.03 1102 Psurface 0.32 107 0.01 0.39 253 0.13 0.09 0.04 635 Failure
cycle Evaluation point on FE analysis
model
Linear damage rule (based on creep life time
consumption)
Strain range partitioning method N25
(Cycle)
Δεeq
(%)
Test results Life prediction results
0.24 5750 Δεcp (%) Npred (cycle) σmax (MPa) Df (%) Dc (%) Npred (cycle) Δεeq,in (%) Δεpp (%) 124 0.76 558 9 Tensilepeak 1.05 68 54 205 705 0.65 0.26 ― ― 1.05 178 5 6 1 2 3 4-1 4-2
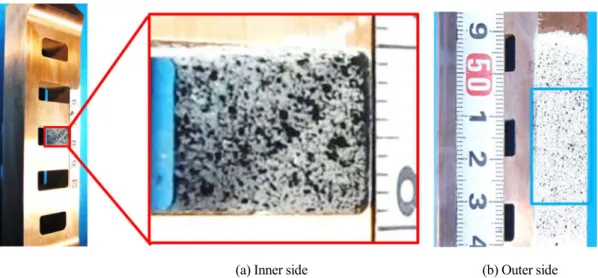
図3 にデジタル画像相関法によるひずみ計測装置配置図を示す.電気炉に設けられた窓から,ドットパターン
を付与した試験体側面(外表面)および孔内面をFIRSTCOM 社製 CMOS モノクロカメラ(DMK72BUC02)で撮影
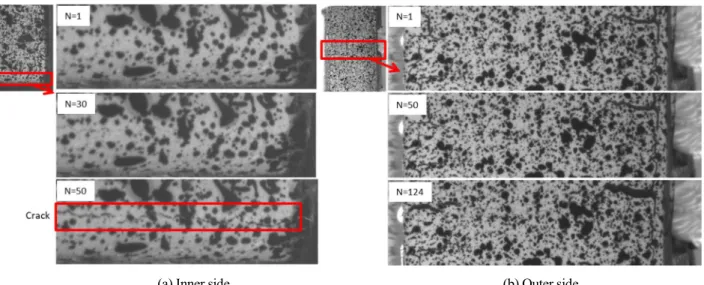
している.ドットパターンはセラミック系塗料を素地として黒体塗料を塗布している.図4 にデジタル画像相関 法の計測領域を示す.孔内面については,き裂発生が確認された多孔平板中央孔R 部近傍の内面軸方向 5mm×板 厚方向 4mm の領域を計測した.試験体平行部については,内表面にてき裂発生が確認された中央孔の外表面に ついて,軸方向20mm×板厚方向 14mm の領域を計測した. 2・3 試験結果 図5(a), (b)に Δε*=1.05%,N25=124 回の疲労試験(表 1 の No.1)において計測されたデジタル画像相関法によ る計測画像を示す.繰返し数N=50 回から孔内面 R 部近傍にき裂が確認された.図 6 にこの疲労試験における最 大応力と繰返し数の関係を示す.約70 回以降で公称最大応力σ*max(図 2 に記載の A-A 断面での平均応力)の低下 傾向に変化が生じており,孔内面R 部からのき裂が深くなった影響で応力低下が大きくなったと考えられる.こ れらの結果から本研究では通常の単軸丸棒試験と同様に,定常状態から25%応力低下した繰返し数を N25と定義 し,破損寿命として設定した.図7 に疲労繰返し数 20 回目と 60 回目(N25/2 近傍)の引張公称ひずみ最大時刻に おいて,試験体平行部の外表面および孔内面R 部近傍を対象に,デジタル画像相関法を用いて計測された軸方向 ひずみ振幅コンター図を示す.繰返し数 20 回目および 60 回目ともに,試験体平行部の外表面では 2×10-3~9× 10-3mm/mm 程度のひずみ分布が生じていることが確認された.孔内面では疲労試験初期の繰返し数 20 回では R 部近傍でひずみ集中が確認され,R 部以外では約 1×10-2mm/mm で一様な分布であることが確認された.繰返し数 の増加とともに孔内面R 部ではき裂開口が大きくなったため,繰返し数 60 回では R 部は計測不可となるととも に, R 部以外のひずみが大きく低下した.
Fig. 3 Testing apparatus for strain measurement.
Fig. 4 Measurement area by DIC. Both inside surface near R-end and outside surface of parallel part are measurement area by DIC(digital image correlation) method.
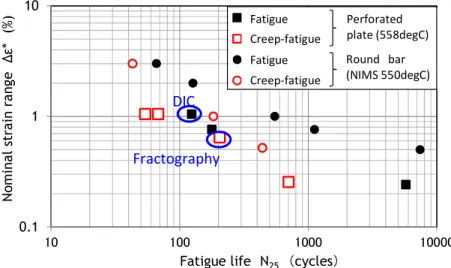
図8 に公称ひずみ範囲 Δε*で整理した高温疲労およびクリープ疲労試験寿命を示す.多孔平板の試験はロケッ
トエンジンの条件を考慮した200 回程度以下での極低サイクル条件が主体となっている.単軸丸棒試験体の疲労
データ(図中の●)(NIMS, 2019)に対して,多孔平板の疲労条件(図中の■)では切欠きの影響で寿命が 1/5 程度
に低下していた.公称ひずみ範囲Δε* =1.05%,9 分保持(表 1 の No.4)のクリープ疲労条件(図中の□)では,単
軸丸棒の疲労寿命に対して約一桁寿命が低下していることがわかる.Δε* =1.05%の多孔平板同士の比較では,9 分
保持の表1 の No.4 の条件では,保持無しの条件(No.1:図中の DIC と記載した■)に比べて,寿命が約 1/2 とな
った.図9 に Δε*= 0.65%,9 分保持のクリープ疲労試験(表 1 の No.5:図中の Fractography と記載した□)にお いて,N25寿命到達時点で試験を終了した後,引張荷重を負荷して強制破断させた破断部断面および破面観察結果 を示す.断面および破面ともに粒界を進むき裂形態が確認され,試験体中央の孔R 部近傍にて,2mm 前後のき裂 が生じていた.これらのき裂により孔を除いた試験体の有効幅(15.1mm)が減少し,25%程度の荷重低下につな がっていると考えられる.なお,図9 からもわかるように,クリープ疲労試験では,R 部近傍のみでなく,試験 体平行部の孔内面側にもき裂が見られた.
Fig. 5 Observed image by DIC in fatigue test No.1 (Δ*=1.05%,N
25=124cycle). A crack was detected after 50 cycles at inside
surface near R-end.
(b) Outer side (a) Inner side
Fig. 6 Variation of maximum stress and determination of N25 in fatigue test No.1. This figure shows variation
of maximum nominal stress (against AA section in Fig.2) along with number of cycles. Fatigue and creep-fatigue life of perforated plate were defined as the cycle exhibiting 25% stress drop from steady state.
Fig. 7 Axial strain amplitude in fatigue test No.1. Axial strain amplitude by DIC was around 1×10-2 mm/mm at 20th
cycle at inside surface except R-end. Strain measurement was not available at 60th cycle at R-end
3. 構造物のクリープ疲労寿命予測の考え方 構造物のクリープ疲労寿命評価(中馬,猪狩,2016)については,機器で想定される負荷モードでの破損限界を求 める試験がなされることが多い.ボイラ管台の溶接部(田中他, 1996)やプレートフィン熱交換器ろう付け構造(Igari et al., 2015)のように,製造条件を反映した構造モデル試験で破損限界を求め,巨視的な応力およびひずみを基に 強度予測を行うアプローチもあるが,通常は切り欠きなど構造不連続部での局所の応力およびひずみを基に単軸 丸棒の材料強度データを用いるアプローチが主である.後者を用いて非弾性解析による構造物のクリープ疲労寿 命評価を行う場合,以下の3 点に留意する必要がある.(1)まず,代表的な応力ひずみヒステリシスループを求 めるための非弾性解析に用いる構成式,すなわち,塑性の移動硬化則や繰り返し応力ひずみ特性に対する履歴効 果の考慮,(2)クリープ疲労寿命評価則の選定,および(3)構造物の寿命の定義(き裂長さの定義など)の3
Fig. 8 Fatigue and creep-fatigue test results of perforated plates in terms of nominal strain range.Fatigue lives of perforated plate (designated as ■) were about one-fifth of those of smooth round bar specimen (designated as ●). Creep-fatigue lives of perforated plate (designated as □) were about half of those of fatigue lives of perforated plate.
0.1 1 10 10 100 1000 10000 N omi na l st ra in r an ge Δ ε* (%)
Fatigue life N25 (cycles)
Fractography
DIC
Perforated plate (558degC) Round bar (NIMS 550degC) Fatigue Creep-fatigue Fatigue Creep-fatigueFig. 9 Failure morphology of creep-fatigue specimen (test No.5). Forced failure surface after N25 cycles showed about
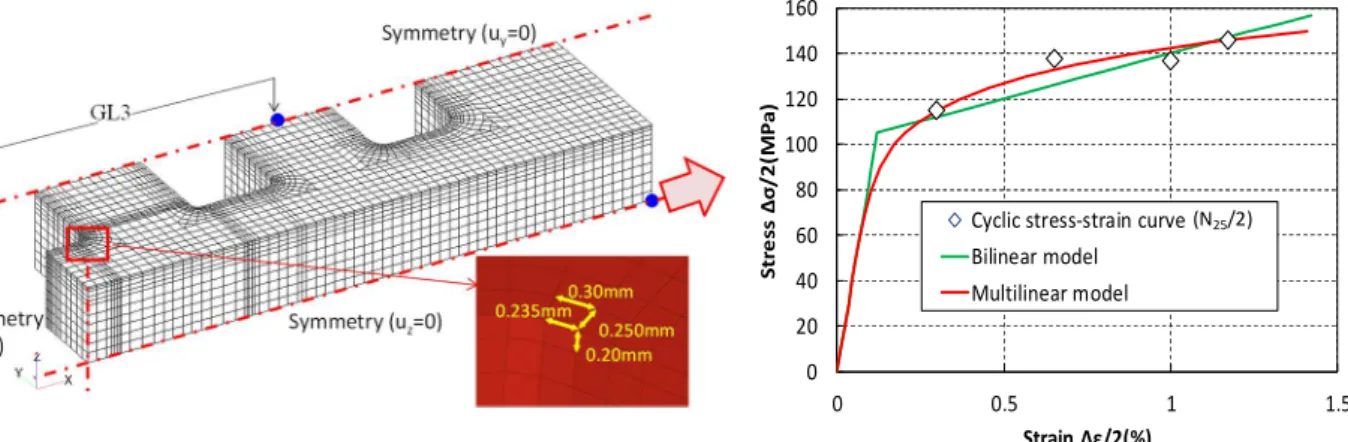
点である.(3)が構造物特有の項目であり,Coffin(1973)は切欠き部のき裂発生・進展と単軸丸棒試験体を併記し て,き裂長さと用いる丸棒試験サイズの対応を示唆している.本報の実験結果をこの視点で見ると,試験結果を N25で整理しているが,表面き裂はこれより早く発生しているため,局所応力ひずみの取り方を交えて以下の検討 を行う. 4. 非 弾 性 解 析 4・1 解析モデル 図10 にクリープ疲労寿命予測のために実施した非弾性 FEM 解析モデルを示す.解析モデルは試験体の対称性 を考慮して,1/8 モデルとした.汎用応力解析コード ABAQUS を用い,8 節点ソリッド要素を用いて解析を行っ た.損傷部の要素サイズは0.25mm であり,寿命評価には節点でのひずみ値を用いた.試験での公称ひずみ制御 に用いた標点距離GL=60mm に対するひずみ範囲が,試験と一致するようにモデル端部の軸方向強制変位を負荷 した.解析に用いた繰返し応力ひずみ線図を図11 に示す.応力ひずみ線図は単軸丸棒疲労試験で得られた寿命中 期(N25/2)における応力振幅およびひずみ振幅の値を用いて作成した.ひずみ分布を有する構造体では応力ひず み線図のモデル化によって局所ひずみが変化するため,本研究では応力ひずみ線図の二直線近似および多直線近 似の二種類を用いて寿命予測に対する両者の比較を行った.両者ともに移動硬化則を用い,二直線近似では線形 移動硬化則,多直線近似ではABAQUS に内蔵されている Chaboche の非線形移動硬化モデルを用いた.クリープ についてはNIMS のデータシート(NIMS, 2019)を基に,単調クリープ挙動を遷移クリープと定常クリープの和と して,以下の式(1)を用いて定式化し,ひずみ硬化則を用いて計算を行った.第一項の遷移クリープひずみ式は, 定常クリープひずみ速度との関連で経験的に用いているもので,実験的に得られるクリープ曲線との対応は確認 している. 𝜀 = 𝑎(𝜀̇ 𝑡) + 𝜀̇ 𝑡 (1) ここで,𝜀 はクリープひずみ(%),𝜀̇ は定常クリープひずみ速度(%/hr),
t
は時間(hr)であり, 𝑎およびcは定数で ある. 4・2 解析結果と試験結果の比較 図2 の各標点間距離で伸び計を用いてモニタリングされたひずみ範囲を,解析結果と比較した例を図 12 に示 す.二直線近似および多直線近似モデルのいずれも試験結果とよく一致していることがわかる.図 13 に Δε*= 1.05%,9 分保持のクリープ疲労試験(表 1 の No.4-2)において,寿命中期 N25/2 の時点で得られた,公称応力と GL60mm 位置における公称ひずみを用いたヒステリシスループを示す.図中には解析結果も併記しているが,い ずれのモデルも試験結果と対応するヒステリシスループとなっていることがわかる.応力ひずみ関係の二直線近Fig. 10 FEM mesh division.
0 20 40 60 80 100 120 140 160 0 0.5 1 1.5 St re ss Δ σ/ 2( M Pa ) Strain Δε/2(%)
Cyclic stress-strain curve (N25/2) Bilinear model
Multilinear model
(N25/2)
似においては,想定するひずみレベルによって特性が異なるが,図11 に示すように,予め想定ひずみレベルが適 切に予想できれば,図13 に示すように良好な結果が得られることを示している. 図14 に Δε*=1.05%,9 分保持 (表 1 の No.4-2) のクリープ疲労試験について,N25/2 におけるひずみ保持中の 応力緩和挙動と解析結果の比較を示す.Deguchi ら(2016)によって報告されているように,塑性サイクルによって クリープひずみの蓄積はリセットされるため,試験では2 サイクル目以降 N25/2 サイクルにおいても 1 サイクル 目と同等の応力緩和挙動が生じていると考えられる.二直線近似モデルではひずみ硬化則を用いて2 サイクル目 以降も解析を行い,サイクル毎にひずみ硬化が進むことにより緩和速度が遅くなる傾向となっている.1 サイク ル目の応力緩和挙動の解析結果に着目すると,いずれのモデルも,試験結果と同等の緩和挙動が得られているた め,以下の寿命評価では1 サイクル目の解析結果を用いることとした.
Fig. 12 Comparison of measured and FEM results for each gage length. Measured nominal-strain-range against GL1 and GL2 in Fig.2 showed good agreement with FEM results.
Fig. 13 Measured and analytical hysteresis loop of test No.4-2. Nominal stress-strain hysteresis loop at half fatigue life from measurement agreed well with FEM results.
-200 -150 -100 -50 0 50 100 150 200 -0.015 -0.01 -0.005 0 0.005 0.01 0.015 N om in al s tr es s s * (M Pa ) nominal strain of GL3 *GL3(mm/mm) Test No.4-2 Biliniear Multilinear
80
90
100
110
120
130
140
150
0
0.05
0.1
0.15
N
om
in
al
st
re
ss
σ
*
(M
Pa
)
time (hr)
Test No.4-2
Bilinear_1st cycle
Bilinear_2nd cycle
Bilinear_3rd cycle
Multilinear_1stcycle
Fig. 14 Relaxation curve of creep-fatigue test No.4-2. Nominal stress relaxation at 1st cycle from FEM agreed well with
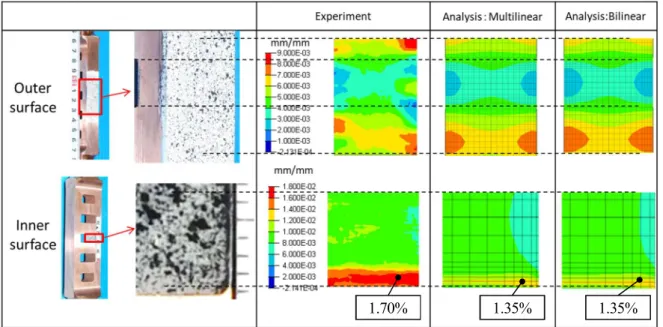
表1 の No.1 の条件において,繰返し数 N=20 でのデジタル画像相関法による軸方向ひずみ振幅の計測値と,解 析結果の比較を図15 に示す.試験体平行部の外表面(Outer surface)では試験結果と解析結果で同等の分布が得ら れたが,内面R 部の応力集中部(Inner surface)は,計測値が 1.70%程度,一方,解析結果は 1.35%程度と差が見ら れた.図5 で内面 R 部表面に N=50 で確認されたき裂は,図 8 の単軸丸棒の疲労カーブを今回の試験片に適用し て判断すると,N=50 でのひずみ振幅である 1.5%程度のひずみ振幅に対応すると考えられる.このひずみ振幅は, 計測値である1.70%とほぼ対応しており,計測結果は妥当であると考えられる.一方,解析結果である 1.35%に ついては,要素サイズがR に沿った方向で 0.3mm,幅方向 0.25mm であり,R0.9 に対して粗いため,R 部のひず み集中を捉えられていない可能性もある. 5. 寿 命 評 価 5・1 寿命評価方法 クリープと疲労の相互作用を受ける部材の代表的な寿命評価法である線形損傷則(クリープ損傷は時間消費則)
に加えて,ひずみ基準でのクリープ損傷評価が可能であるひずみ範囲分割法(Manson and Halford, 1976)を用いた寿
命評価を行った.NIMS データシート(NIMS, 2019)等によって取得されたデータを用いて,式(2)の疲労強度,式 (3)のクリープ強度および式(4)のひずみ範囲分割法の評価曲線を作成した. 線形損傷則 ∆ε = 𝐴 × 𝑁 + B × 𝑁 (2) ここで∆εはひずみ範囲(%),𝑁 は疲労寿命(回), また𝐴, 𝐵, 𝛼, 𝛽は定数であり,右辺の第一項は弾性ひずみ範囲の寄 与を,また,第二項は塑性ひずみ範囲の寄与を表している. 𝑙𝑜𝑔𝜎 = 𝐷 + 𝐸 × 𝑃𝐿𝑀 (3) 𝑃𝐿𝑀 = 𝑇(𝐶 + 𝑙𝑜𝑔𝑡 ) 1.35% 1.35% 1.70%
Fig. 15 Comparison of strain amplitude distribution from measurement and analysis. Results at outer surface almost coincided to each other. Maximum local strain amplitude from measurement at R-end was 1.7%, which is a little larger than FEM results of 1.35%. The reason of this difference is considered to come from FEM mesh size at R-end.
ここでσは応力(MPa),𝑇は温度(K), 𝑡 はクリープ破断時間(hr), 𝐶, 𝐷, 𝐸は定数であり,多軸応力場においては Mises の相当応力を用いて評価している. ひずみ範囲分割法 ∆ε = 𝐹 × 𝑁 , (4) ここで∆ε は非弾性ひずみ範囲(%),𝑁 , は寿命(回), 𝐹 , 𝛾は定数,𝑖は引張側の負荷過程,𝑗は圧縮側の負荷過程 であり,塑性変形主体であれば𝑝,クリープ変形主体であれば𝑐と記載するものである. 解析結果は多軸条件となるため,評価に用いるひずみ範囲として,式(5)に示す Mises 型の相当ひずみ範囲を用 いた. ∆ε =√ ∆𝜀 − ∆𝜀 + ∆𝜀 − ∆𝜀 + (∆𝜀 − ∆𝜀 ) + ∆𝛾 + ∆𝛾 + ∆𝛾 (5) 線形損傷則においては,疲労繰返し数消費Dfおよびクリープ破断時間消費Dcの線形和Df+Dc=1 となる繰返し 数を寿命Nfとして算出した.「Df+Dc」の限界値については火力・原子力の代表材料について示されているが,銅 合金については示されていないため,既報(北出他,1990)同様「1」とした.ひずみ範囲分割法では Interaction damage
rule(Manson and Halford, 1976)を適用し,以下の式(6)を用いて寿命 Nfを算出した.
=
,+
,+
,+
,, 𝐹
=
, 𝐹
=
, 𝐹
=
, 𝐹
=
,
Δ𝜖 = Δ𝜖 + Δ𝜖 + Δ𝜖 + Δ𝜖 (6) 3 章で示したような構造物のクリープ疲労寿命評価の視点で,基本的な考え方を整理しておく.図 5 で確認さ れたように,応力集中部を含む極低サイクル疲労ではN=50 での表面での微小き裂発生から,N=124(N25)に至る までのき裂進展繰返し数が多い.ここでは,き裂長さが板厚の25%程度になった時点 N25を実験的に把握できる 寿命として,寿命評価に用いる応力ひずみの取り方の影響を見ることとした.このような観点から,損傷部の寿 命評価に使用する応力およびひずみとして,西元らの実機解析(西元他, 2012, 2015)も踏まえて以下の 3 種類の値 を用いて検討した. Case 1:R エンド(図 16 位置 R)表面節点値:Rsurface Case 2:R エンド表面から板厚 25%(2mm)の中心(1mm)位置の値:R1mm Case 3:溝中央(図 16 位置 P)表面節点値:Psurface Case 1 および 2 は,応力集中部に着目したもので,前者はピーク値,また後者は板厚の 25%程度のき裂を考えた 場合,この長さを「ゲージ長さ」とした場合の平均値に相当するものである.一方,Case 3 は,2 章で示したよう に,クリープ疲労試験では試験体両側の平行部にもき裂が見られたことや応力集中が小さい一般部での検討を行 うものである. 図16 に Δε*=1.05% のクリープ疲労条件(表 1 の No.4)における R エンド(位置 R)および溝中央(位置 P)での板 厚方向ひずみ範囲の分布を示す.表面については,位置P に比べて位置 R の方が大きく,約 2.8%の局所ひずみ 範囲が生じている.一方,表面から0.5mm 以降では位置 P の方が大きく,表面から 2mm の範囲内で約 2.0%のひ ずみ範囲が生じている.表面から2mm 程度の領域(N25時点でのき裂長さに相当)に対して,P 部では,ひずみ 範囲の変化が小さく,表面でのひずみ範囲がこの領域の代表値とみなせるのに対して,R 部ではこの領域でのひ ずみ範囲の変化が大きく,表面でのひずみ範囲は,この領域の代表値としては過大である.5・2 寿命評価結果 図17 に Δε*=1.05%,9 分保持の試験(表 1 の No.4)において,線形損傷則を用いた場合の 1cycle あたりの疲労 損傷度分布およびクリープ損傷度分布を示す.R エンドの表面損傷度は,表面から 1mm の位置(Case 2 の評価位 置)の損傷度と比較して疲労に対して約4.5 倍,クリープに対して約 1.9 倍である.また,R エンドの表面損傷度 はP 部位の表面損傷度と比較して,疲労に対して約 2 倍,クリープに関して約 1.3 倍である.図 17(a)の疲労損傷 分布は図16 のひずみ範囲分布とほぼ対応している.表面から 2mm 程度の領域の損傷に関して,R 部については 表面での疲労損傷評価は過大評価となり,一方,P 部については,表面での疲労損傷はこの領域での代表値とみ なせると考えられる. 表1 の各試験条件に対して,非弾性解析結果に基づき,線形損傷則とひずみ範囲分割法を用いて寿命予測を行 った結果を表1 中に併記している.図 18 に疲労およびクリープ疲労試験で得られた寿命 N25と,線形損傷則によ る予測寿命の比較を示す.図中には多直線近似および二直線近似の応力ひずみ線図を用いた非弾性解析による予 測値を併記している.Case 1 の R エンド表面値では,寿命 10000 回以下の疲労条件(○および●)および寿命 1000 回以下でのクリープ疲労条件(△および▲)に対して,1/2 以下の短めの寿命を予測する保守的な評価結果 となっている.一方,Case 2 の場合,2mm 程度のき裂長さを「ゲージ長さ」と見た場合の,ゲージ長さの平均値 を用いることになり,寿命1000 回以下ではクリープ疲労寿命評価精度が改善し,寿命バラつきの平均線を予測す ることになっている.クリープ疲労条件での寿命100 回以下では良好な寿命予測となっており,100 回から 1000 0.0E+00 5.0E-03 1.0E-02 1.5E-02 2.0E-02 2.5E-02 3.0E-02 0 2 4 6 8 ⊿ εmis es (m m /m m )
Distance from surface D (mm)
R P 0 D 0 P R D
Fig. 16 Local strain distribution for the case of Δ*=1.05% (test No.4). Peak value of local strain range for R is larger than that
for P. Local strain range at D=1mm for R, which is a half length of crack at N25, is lower than that for P.
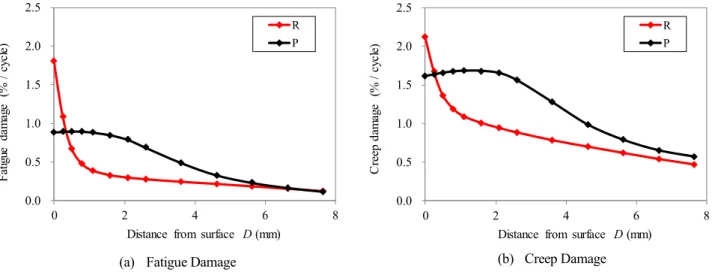
(a) Fatigue Damage (b) Creep Damage
Fig. 17 Distribution of fatigue and creep damage at Δ*=1.05%, th=9min (test No.4). Fatigue damage distribution is similar to
strain range distribution in Fig.16. Contribution of creep damage is larger than that of fatigue damage.
0.0 0.5 1.0 1.5 2.0 2.5 0 2 4 6 8 C re ep d am ag e (% / cy cl e)
Distance from surface D (mm)
R P 0.0 0.5 1.0 1.5 2.0 2.5 0 2 4 6 8 F at ig ue d am ag e (% / c yc le )
Distance from surface D (mm)
R P
回の間では非安全側の予測も含むが,ほぼFactor of 2 以内の予測となっている.クリープ疲労と疲労条件(○お
よび●)の比較については,図17 からわかるように,表面から 1mm 程度の位置では,疲労損傷に比べてクリー
プ損傷の方が大きく,このため,疲労に比べてクリープ疲労条件の方が低めの予測寿命となっている.なお, Case 2 の場合,表 1 の Test No.3 の疲労条件については,表面から 1mm の位置でのひずみ範囲が 0.24%と公称ひ
ずみ範囲と同程度の値となっており,これを基に平滑丸棒の疲労カーブから予測した寿命が実験での寿命の9 倍 程度長い予測寿命を与えている.一方,同程度の公称ひずみ範囲に対するクリープ疲労試験Test No.6 では,クリ ープ損傷が重畳されることから,実験での寿命に対してFactor of 2 を若干割り込む程度のほぼ良好な寿命予測と なっている.つまり,Case 2 の方法は,切欠き部の疲労寿命予測の視点から見ると一般的な方法とは言えず,寿 命1000 回程度以下の極低サイクル条件でのクリープ疲労評価を対象としたものと考えられる.また,Case 3 の溝 中央位置P のクリープ疲労寿命評価においては,Case 1の R エンド同様に保守的な予測となっているが,R エ ンドと比較して,寿命1000 回以下では寿命評価精度が改善する傾向が見られる.応力ひずみ曲線に関しては多直 線近似モデルが二直線近似モデルと比較して寿命評価精度は良い傾向にあるが,100 回以下の極低サイクル寿命 では同等であった. 図19 に各試験で得られた N25寿命と,ひずみ範囲分割法による予測寿命の比較を示す.図13 のヒステリシス ループ形状からもわかるように,表1に併記したように,塑性ひずみ範囲Δεppが大きく,また,引張側のクリー プ損傷を表現するΔεcpも大きい.予測寿命の傾向は線形損傷則と同様な傾向であるが,クリープ疲労寿命の予測 値が長寿命側へシフトする傾向が見られ,全体的に寿命予測精度が改善されている.
(a) Rsurface (b) R1mm (c) Psurface
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Pr ed ic te d lif e (c yc le )
Experiment life (cycle) Multilinear Fatigue Multilinear Creep Fatigue Bilinear Fatigue Bilinear Creep Fatigue
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Pr ed ic te d lif e (c yc le )
Experiment life (cycle) Multilinear Fatigue Multilinear Creep Fatigue Bilinear Fatigue Bilinear Creep Fatigue
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Pr ed ic te d lif e (c yc le )
Experiment life (cycle) Multilinear Fatigue Multilinear Creep Fatigue Bilinear Fatigue Bilinear Creep Fatigue
Fig. 18 Creep-fatigue life prediction by linear damage rule. Life prediction at Rsurface is conservative exceeding factor of 2 on
life, and that for R1mm is almost within factor of 2 on life for the case of very low cycle condition below 1000 cycles.
Life prediction for Psurface is better than the case for Rsurface , almost within factor of 2 on life for the case of very low
cycle condition below 1000 cycles.
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Pr ed ic te d lif e (c yc le )
Experiment life (cycle) Multilinear Fatigue Multilinear Creep Fatigue Bilinear Fatigue Bilinear Creep Fatigue
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Pr ed ic te d lif e (c yc le )
Experiment life (cycle) Multilinear Fatigue Multilinear Creep Fatigue Bilinear Fatigue Bilinear Creep Fatigue
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
1.E+01 1.E+02 1.E+03 1.E+04 1.E+05
Pr ed ic te d lif e (c yc le )
Experiment life (cycle) Multilinear Fatigue Multilinear Creep Fatigue Bilinear Fatigue Bilinear Creep Fatigue
(a) Rsurface (b) R1mm (c) Psurface
Fig. 19 Creep-fatigue life prediction by strain range partitioning method. Predicted lives are shifted a little towards longer life side when compared with linear damage rule.
ひずみ制御条件に対して,非弾性解析に基づくクリープ疲労寿命評価を行った場合,クリープ損傷が応力基準 となる線形損傷則では短時間側の寿命予測となるが,ひずみ基準であるひずみ範囲分割法では良好な寿命推定と なることはこれまでも示されており(Inoue et al., 1989),これに対応する結果となっている.ここでの試験は引張保 持条件のみであったが,実機は圧縮保持であり,引張側と圧縮側保持の差が考慮できるひずみ範囲分割法は,極 低サイクル条件でのクリープ疲労寿命予測精度の向上の点で有力な可能性もある. 以上の結果を,燃焼室のような極低サイクルクリープ疲労条件にある部位の構造設計の点から見ると,以下の 通りである.R 部および平行部(P 部)ともに,表面での応力およびひずみを用いる現状の方法は,R 部では安全 側の寿命予測を,また,P 部では,実際に近い寿命予測を与えるなど,現状の手法の寿命予測の精度が確認でき た.疲労強度およびクリープ強度に適切な安全率を考慮することで信頼性の高いクリープ疲労設計が可能となる と考えられる.なお,R 部について,平滑丸棒のクリープ疲労データと対応する部位を探すという視点からは, 極低サイクルクリープ疲労条件では,表面から 1mm 位置の応力およびひずみが使える可能性があることもわか った.一方,構造物で生じた損傷の分析などについては,R 部でも損傷が極表層であれば,表面での応力・ひず みを,また, 損傷がある程度の深さであれば,Case 2 のように損傷長さの中央部の応力・ひずみを用いて平均的 な強度予測を行うことも考えられる.なお,図5 で確認された R エンドの N=50 での表面微小き裂発生に対して, R エンドの応力・ひずみを用いると,N=50 程度の予測となり,良好な結果を与えることを補足しておく. 6. 結 言 ロケットエンジン燃焼室の冷却構造を模擬した銅合金Cu-Cr-Zr 合金製多孔平板を用いて,極低サイクル条件を 含む高温クリープ疲労試験を行い,25%荷重低下が確認された繰返し数 N25を実験で得られる寿命と定義すると ともに,デジタル画像相関法等によるひずみ計測を行った.あわせて,損傷部近傍を要素サイズ0.25mm でモデ ル化した非弾性応力解析を行い,表面節点やN25時点でのき裂長さをゲージ長さと考えた応力・ひずみを用いて 寿命予測を行い,以下の結果が得られた. (1)デジタル画像相関法を用いることで,ひずみ分布計測に加えて,R 部表面でのき裂発生寿命を確認できる可 能性が示された.ひずみ計測については,繰返し応力ひずみ曲線の二直線近似および多直線近似モデルのいずれ の解析結果も,R 部を除き計測結果と同等であった.R 部において解析結果と計測結果に差が確認されたが,表 面き裂が確認された繰返し数は,解析で得られた表面節点でのひずみを用いた予測寿命とほぼ対応していた. (2)線形損傷則では二直線近似および多直線近似モデルのいずれにおいても,R 部表面での評価では N25寿命に 対して予測精度Factor of 2 を外れる安全側の結果となった.一方,R 部について 2mm 程度のき裂長さの中央 1mm 位置での応力ひずみを用いると,クリープ疲労寿命バラつきの平均線を予測することになり,一部非安全側の予 測も含むが,ほぼFactor of 2 以内の予測となっていた.溝中央表面値での評価では,ロケットエンジン実機評価 において重要となる100 サイクル以下の極低サイクル条件において,N25寿命に対して予測精度Factor of 2 以内で あることが確認された. (3)ひずみ範囲分割法では,1000 サイクル以下の極低サイクル条件において線形損傷則よりクリープ疲労寿命 評価精度が若干改善していた. (4)極低サイクルクリープ疲労条件にある構造の寿命予測においては,寿命を定義するき裂寸法や損傷モードを 考慮したうえで要素サイズや損傷評価位置を決定する必要があると考えられる.
文 献
中馬康晴,猪狩敏秀,伝承すべき高温材料試験とその現状 4.高温強度研究における構造モデル試験の役割, 材料,Vol.65, No.1(2016), pp.104-110.
Coffin, L. F., Fatigue at high temperatures, ASTM STP, 520(1973), pp.5-34.
Deguchi, M., Tobe, H. and Sato, E., Damage propagation mechanism in low-cycle creep fatigue of Cu–Cr–Zr alloy, International Journal of Fatigue, Vol. 87(2016), pp.351-358.
猪狩敏秀,時吉巧,溝上頼賢,有効応力概念を用いた多孔円筒の非弾性解析と熱疲労寿命評価,材料,Vol.50, No.2
(2001), pp.109-117.
Igari, T., Kawashima, F., Mizokami, Y. and Ohno, N., Inelastic deformation and creep-fatigue life of plate-fin structures, From Creep Damage Mechanics to Homogenization Methods, Altenbach, H. et al., ed., Advanced Structured Materials, Vol. 64(2015), pp.121-142, Springer.
Inoue, T., Igari, T., Okazaki, M., Sakane, M. and Tokimasa, K., Fatigue-creep life prediction of 2 1/4Cr-1Mo steel by inelastic analysis, Nuclear Engineering and Design, Vol.114, No.3(1989), pp.311-321.
磯野充典, 池田和史, 渡邊大輝, 恩河忠興, 田村貴史, H3 ロケット1段用 LE-9 エンジンの燃焼安定性予測技術
及び対策技術開発,三菱重工技報, Vol.55, No.2(2018), pp.1-7.
北出正司, 猪狩敏秀, 深堀修, 大東弘幸, H-II ロケット第 1 段エンジン燃焼室のクリープ疲労寿命解析,三菱重工 技報, Vol.27, No.6(1990), pp.515-520.
Manson, S. S. and Halford, G. R., Treatment of multiaxial creep-fatigue by strain range partitioning, NASA Technical Memorandum NASA-TM-X-73488 (1976).
水野勉, 小口英男, 新山一樹, 四宮教行, H3 ロケット 1 段エンジン LE-9 ターボポンプの開発,IHI 技報, Vol.57, No.
3(2017), pp.58-64. 奈良登喜雄, 恩河忠興, 新津真行, 瀧田純也, 佐藤晃浩, 根来延樹, H3 ロケットの開発 -世界で戦えるロケットを 目指して-,三菱重工技報, Vol.54, No.4(2017), pp.30-37. NIMS,宇宙関連材料強度データシート (2019). 西元美紀, 根岸秀世, 吉村忍, 笠原直人, 秋葉博, 砂川英生, 堀秀輔, 根来延樹, 極限マルチフィジクス環境におけ る液体ロケットエンジン燃焼室の破損メカニズムの解明と寿命評価,日本機械学会論文集, Vol.81, No.826 (2015), DOI:12.1299/transjsme.14-00674. 西元美希,山西伸宏,吉村忍,笠原直人,秋葉博, 極限マルチフィジクス環境における液体ロケットエンジンの 破損メカニズムの解明(燃焼室スロートの残留変形),日本機械学会論文集A編, Vol.78, No.795(2012), pp.1534-1546. 田中保幸,時吉巧,藤田正昭,中谷浩己,ボイラ鋼管溶接部のクリープ疲労寿命評価法,圧力技術,Vol.34, No.3 (1996), pp.58-65. 時吉巧,川島扶美子,猪狩敏秀,紀博徳,寺前哲夫,巨視的非弾性挙動を考慮した多孔板の熱疲労き裂伝播評価, 材料,Vol.52, No.2(2003), pp.154-161. References
Chuman,Y. and Igari, T., Material tests at high-temperature to be maintained in future and their present state of affairs, IV: The role of structural model tests in high-temperature strength research, Journal of the Society of Materials Science, Japan, Vol.65, No.1 (2016), pp. 104-110 (in Japanese).
Coffin, L. F., Fatigue at high temperatures, ASTM STP, 520(1973), pp.5-34.
Deguchi, M., Tobe, H. and Sato, E., Damage propagation mechanism in low-cycle creep fatigue of Cu–Cr–Zr alloy, International Journal of Fatigue, Vol.87(2016), pp.351-358.
Igari, T., Tokiyoshi, T. and Mizokami, Y., Inelastic analysis and thermal fatigue life prediction of perforated cylinder based on effective stress concept, Journal of the Society of Materials Science, Japan, Vol.50, No.2(2001), pp.109-115 (in Japanese). Igari, T., Kawashima, F., Mizokami, Y. and Ohno, N., Inelastic deformation and creep-fatigue life of plate-fin structures, From
Creep Damage Mechanics to Homogenization Methods, Altenbach, H. et al., ed., Advanced Structured Materials, Vol. 64(2015), pp.121-142, Springer.
Inoue, T., Igari, T., Okazaki, M., Sakane, M. and Tokimasa, K., Fatigue-creep life prediction of 2 1/4Cr-1Mo steel by inelastic analysis, Nuclear Engineering and Design, Vol.114, No.3(1989), pp.311-321.
Isono, M., Ikeda, K., Watanabe, D., Onga, T. and Tamura, T., Development of technologies for prediction and countermeasures for combustion stability for LE-9 engine booster stage of H3 launch vehicle, Mitsubishi Heavy Industries Technical Review, Vol.55, No.2(2018), pp.1-7.
Kitade, S., Igari, T., Fukahori, O. and Ohigashi, H., Creep-fatigue life assessment for combustion-chamber of the first stage engine of H-II rocket, Mitsubishi Juko Gihou, Vol.27, No.6(1990), pp.515-520 (in Japanese).
Manson, S. S. and Halford, G. R., Treatment of multiaxial creep-fatigue by strain range partitioning, NASA Technical Memorandum NASA-TM-X-73488 (1976).
Mizuno, T., Koguchi, H., Niiyama, K. and Yonnnomiya, N., Development of turbopump for LE-9 engine, IHI Gihou, Vol.57, No.3(2017), pp.58-64 (in Japanese).
Nara, T., Onga, T., Niitsu, M., Takida, J., Sato, A. and Negoro, N., Development status of H3 launch vehicle -To compete and survive in the global commercial market-, Mitsubishi Heavy Industries Technical Review, Vol.54, No.4 (2017), pp.32-39. NIMS, Space use materials strength data sheet (2019).
Nishimoto, M., Negishi, H., Yoshimura, S., Kasahara, N., Akiba, H., Sunakawa, H., Hori, S. and Negoro, N., Failure mechanism and life evaluation of liquid rocket engine combustion chamber under severe multi-physics conditions, Transaction of JSME (in Japanese), Vol. 81, No.826(2015), DOI:12.1299/transjsme.14-00674.
Nishimoto, M., Yamanishi, N., Yoshimura, S., Kasahara, N. and Akiba, H., Failure mechanism of combustion chamber of liquid rocket engine under severe multi-physics conditions (Residual deformation of chamber throat), Transactions of the Japan Society of Mechanical Engineers, Series A, Vol. 78, No. 795 (2012), pp. 1534-1546 (in Japanese).
Tanaka, Y., Tokiyoshi, T., Fujita, M. and Nakatani, H., Creep-fatigue evaluation method of boiler tube welding parts, Journal of High Pressure Institute, Vol.34, No.3(1996), pp.58-65 (in Japanese).
Tokiyoshi, T., Kawashima, F., Igari, T., Kino, H. and Teramae, T., Crack propagation life prediction of a perforated plate on the basis of the macroscopic inelastic behavior under thermal fatigue, Journal of the Society of Materials Science, Japan, Vol.52, No.2(2003), pp.154-161 (in Japanese).