MgZn(Y, Gd)鋳物のミクロ構造形成
岡 本 和 孝
1高 橋 智 一
2佐々木正登
21株式会社日立製作所日立研究所
2日立オートモーティブシステムズ株式会社
J. Japan Inst. Metals, Vol. 76, No. 4 (2012), pp. 234239 2012 The Japan Institute of Metals
Microstructure Evolution in MgZn(Y, Gd) Casts
Kazutaka Okamoto1, Norikazu Takahashi2and Masato Sasaki2
1Hitachi Research Laboratory, Hitachi Ltd., Hitachi 3191292 2Hitachi Automotive Systems Ltd., Atsugi 2438510
Commercial magnesium alloys have a great potential for structural applications in automotive due to their significant weight saving. However, they have poor creep resistance at temperature over 125°C, thus making them inadequate for power train appli-cations such as engine pistons, which are operated at temperature up to 300°C. Recently, creep resistant magnesium alloys with rareearth elements and zinc have been developed and it is suggested that Mg2Zn10Y5Gd0.5Zr alloy is promising as a candi-date material for the engine piston application. However, the detail strengthening mechanism is not clear, hence the detail micro-structure of MgZn(Y, Gd) alloys was investigated in this paper. Gravity casting was performed with MgZn(Y, Gd)Zr alloy, followed by T6 treatment. In the as cast condition, both Mg12(Y, Gd)Zn and Mg24(Y, Gd)5were observed at the aMg grain
boundaries, while metastable Mg24(Y, Gd)5was dissolved into aMg matrix and surplus (Y, Gd) and Zn were precipitated on the
Mg12(Y, Gd)Zn via solution heat treatment at 535°C. After the aging treatment for 24 hours at 225°C, fine b′precipitates were
formed in aMg matrix.
(Received November 22, 2011; Accepted January 10, 2012; Published April 1, 2012)
Keywords: magnesium, piston, microstructure, long period stacking order, precipitate
1. 緒 言
耐クリープ性マグネシウム合金に関する研究は,固溶体強 化,析出強化および分散強化のいずれかのアプローチによる 転位上昇運動や結晶粒界すべりの抑制に分類される.これま
でに MgAlCa(Sr)合金(AX(J)),MgAlRE 合金(AE),
MgAlSr 合金(AJ),MgRE 合金,MgYNd 合金(WE),
MgAlCaRESrZn 合金(MRI153)など様々なマグネシウ ム合金が自動車メーカやマグネシウムメーカから提案されて いる.中でも Y および Gd などの希土類(RE: Rare Earth)
元素は,高温にてaMg 中に最大 12.5 massおよび 23.5
massと顕著に固溶するが,室温での固溶限は非常に低い ため,過飽和固溶体から低温時効により析出物が形成され
る.また固溶 RE 元素はaMg の積層欠陥エネルギー(SFE:
Stacking Fault Energy)を低下させ,底面転位を部分転位に 分解するため転位上昇が抑制され,引張強度やクリープ強度
が向上する1,2).さらに Zn の添加は時効析出挙動を促進し,
底面析出物3)や X 相4,5)を形成して,優れた耐力や強度を発
現することが報告されている.特に後者は,急冷凝固粉末冶 金(RS P/M: Rapid Solidified Powder Metallurgy)プロセス
で作製されたナノ結晶 Mg97Zn1Y2(at)でも観察され6),長
周期積層構造(LPSO: Long Period Stacking Order)型 Mg
ZnRE 合金として注目を集めている7,8).
MgZnRE 合金は,RE 元素によるミクロ組織形成機構 に基づき,凝固時に 18RLPSO が形成される Type合金 (RE=Y, Dy, Ho, Er, Tm)と,凝固時には長周期積層構造は
形成されず,高温熱処理により過飽和aMg 固溶体から 14HLPSO が形成される Type合金(RE=Gd, Tb)の 2 タイプに分類される9,10).また塑性変形を付与することで, a Mg 結 晶 粒 の 微 細 化 と LPSO 内 の キ ン ク バ ン ド ( Kink band)の形成で,機械的性質をさらに向上することが可能で ある11).熱処理時のミクロ組織形成に関しては,MgGd YZr 系鋳造合金への Zn 添加効果について検討され,0.3~ 1.0 atZn を含む MgGdYZr 合金に 500°C での溶体化処 理 と 225 °C で の 時 効 処 理 を 施 す と ,a Mg 粒 界 に 14H LPSO が観察されるとともに,準安定なb′相が析出し,室 温 で の 引 張 強 度 が 400 MPa 以 上 と な る と 報 告 さ れ て い る12,13).また 225°C での時効処理過程におけるミクロ組織形 成機構は,SSSS(過飽和固溶体)→b″(D019)→b′(bco: base
centered orthorhombic)→b1(fcc: face centered cubic)と報告
されている14).さらには透過電子顕微鏡の技術を駆使した LPSO の同定15)や,MgRE 過飽和固溶体からの時効析出物 のミクロ構造の再検証16)など,ミクロ組織形成機構が明ら かにされつつある. 著者ら17)は,Mg2Zn10Y5Gd0.5Zr(mass)(以下, 本合金と称する)のエンジンピストンへの適用性を検証する ため,大気溶解,重力鋳造および T6 処理したピストン冠面
部の強度評価を行った.その結果,本合金はピストン設計上 重要な材料特性である高温強度(引張強度,クリープ強度, 疲労強度)が現行アルミニウム合金(AC8AT6)より優れ, ピストン適用に際して改めて強度設計を行う必要がなく,技 術的には極めて有望な合金素材であることを示した.実用化 に向けた解決すべき課題として,インゴット製造,溶湯処理 方法や鋳造法案などの鋳造プロセス,低摩擦性や耐摩耗性の 表面処理プロセスなどが重要であるが,これらはいずれもマ グネシウム合金に関わる一般的な課題であり,既存の技術を 応用することで解決の見込みが得られている.むしろ熱処理 に伴うミクロ組織形成の理解,変形メカニズムとミクロ組織 の関係の理解など,本合金の本質的な解明はピストン設計者 には大変重要であると同時に,学術的にも興味深い. そこで本研究では,Mg2Zn10Y5Gd0.5Zr 鋳物を対象 に,耐熱性および強度を担う LPSO および時効析出物など のミクロ構造の形成を改めて詳細に評価することを目的とし た.重力鋳造にて作製したピストン冠面から試料を採取し, 鋳造材,溶体化処理材,および時効処理材のミクロ構造を同 定し,組織形成機構を考察した.併せて,本合金を用いたエ ンジンピストンを試作した. 2. 実 験 方 法 2.1 供試材作製 本研究では,実際に大気溶解・鋳造したピストンから供試 材 を 得 た . ま ず Mg 2Zn 10Y 5Gd 0.5Zr ( 固 相 線 温 度 542°C)17)のインゴット 20 kg を,電気炉内で鉄坩堝を用い て 大気溶解し,溶湯加熱 温度 720°C で保持し た.このと
き,フラックス(立川鋳造溶剤工業所,Tsubasa flux SK No. 101)を用いて溶湯酸化を防止した.鋳型は実験用ピストン 金型を用い,鋳型表面にはアルミニウム用塗型を吹きつけ, 溶湯の凝着を防止した.なお金型温度は参照熱電対で測定し, 280°C に予熱した.手汲みにより鋳込み時間 5 s として全 14 チャージを重力鋳造した.熱処理条件は,溶体化処理 535± 5°C, 16 h→水冷(水温 55±10°C),時効処理 225±5°C, 24 h →大気中放冷(以下,T6 処理と称する)を標準とした. 得られた鋳物のうち,# 4,9,14 の湯道部より採取した試料 を 高 周 波 誘 導 結 合 プ ラ ズ マ 発 光 分 光 分 析 法 ( ICP AES: Inductively Couples Plasma Atomic Emission Spectroscopy) で化学組成分析したところ,Mg2.1±0.1Zn10.8±0.2Y 4.5±0.1Gd0.41Zr(mass)であり,溶湯を保持する間の化 学組成変化(Fading)はほとんど見られなかった. 目視による外観検査で,スカート部やピン孔部近傍に湯回 り不良や湯境いが確認された.一般にマグネシウムはアルミ ニウムに比べて凝固潜熱が小さいため,凝固時間が短い.ま た鋳物表面には酸化に伴う変色が見られた.本合金は希土類 元素を多く含むため,それらの元素が溶湯表面で顕著に酸化 するため,湯流れ性を低下しているものと考えられる.した がってミクロ組織の観察には,これら鋳造欠陥の発生が見ら れなかったピストンの冠面部より供試材を切出した. 2.2 時効硬化曲線の測定 本合金の時効硬化レスポンスを確認するため,溶体化処理 (535±5°C, 16 h→水冷)の後,225, 250, 300°C にて最大 32 時間保持する時効処理を施し,マイクロビッカース硬度計を 用いて硬さ変化を測定した.押込み荷重を 9.8N とし,測定 点 5 点の平均値を求めた.なお鋳造材,および溶体化処理 材の硬さも併せて測定した. 2.3 ミクロ組織構造の観察 鋳造材および T6 処理材のミクロ組織観察を行った.試料 を切出した後,エメリー紙# 1200 まで,およびダイヤモン ド研磨した後,5ナイタール液にてエッチングして,光学 顕微鏡およびエネルギー分散型 X 線分析(EDS: Energy Dis-persive Xray Spectrometer, Oxford INCA)を装着した走査 型電子顕微鏡(SEM: Scanning Electron Microscope, Hitachi
SEFESEM SU70)で観察した.また,鋳造材,および溶
体化処理材の試料を広角 X 線回折法(XRD: Xray Diffrac-tion, Rigaku RU200BH)で分析した.得られたスペクトル を,国際回折データセンタ(ICDD: Int'l Centre for Diffrac-tion Data)の発行する X 線回折標準データ集を用いてプロフ ァイルフィッティングにより解析し,主要ピークの積分強度 比を求め,溶体化処理時の相変化を調べた.
T6 処理後の LPSO 相および析出物の詳細観察を,透過型
電子顕微鏡(TEM: Transmission Electron Microscope,
Hitachi HF2000)および高角度散乱暗視野走査型透過電子
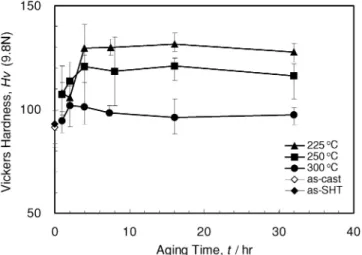
顕微鏡(HAADFSTEM: High Angle Annular Dark Field Scanning Transmission Electron Microscope, Hitachi HD 2700)で観察した.TEM および STEM は,SEM 観察で予 め決めた部位から結晶方位を確認して観察試料を切出し, FIB(Focused Ion Beam)加工して観察領域を作製した.明 視野像,暗視野像,回折像などの観察と EDS 分析を行った. 3. 実験結果および考察 3.1 熱処理に伴う硬さ変化 Fig. 1に,本合金の時効硬化曲線を示す.鋳造材,および 溶体化処理材の硬さは 92~93 Hv で同等である.各温度で 時効処理した場合,ピーク硬さは処理温度とともに短時間側 に低下する.225°C で処理した場合が最もレスポンスに優れ, 4 時間保持後にほぼピーク硬さ 130 Hv を示した.その後, プラトー領域が保持時間全域にわたって見られ,32 時間保 持後も 128 Hv とわずかに低下した程度であった. 3.2 溶体化処理に伴うミクロ組織変化 Fig. 2 に,鋳造材および T6 処理材の二次電子像を示す. 鋳造材のミクロ組織は,aMg の周囲に網目状に化合物が分 散する.T6 処理材では,溶体化処理により網目状部位の一 部が消失し,aMg 粒界が明瞭に観察されると同時に,残存 した粒界相は櫛歯状を呈した.なおaMg 粒径は,およそ 100~150mm である.図中,矢印部の EDS 定量分析結果を Table 1 に示す.鋳造材では,aMg(分析点 1),粒界相1
Fig. 1 Age hardening response of Mg2Zn10Y5Gd0.5Zr alloy.
Fig. 2 Secondary electron images of Mg2Zn10Y5Gd0.5Zr alloy, (a) ascast and (b) T6.
Fig. 3 Xray diffractions of Mg2Zn10Y5Gd0.5Zr alloy.
Table 1 Chemical composition of each points analyzed by
SEMEDS. (at)
Point No. Mg Zn Y Gd Zr Note
asCast 1 97.1 0.05 2.30 0.17 0.39 aMg 2 85.6 5.13 7.48 0.26 1.57 MgZn(Y, Gd) 3 84.6 1.04 11.7 0.19 2.51 Mg(Y, Gd) 4 10.1 0.59 47.7 38.6 2.99 (Y, Gd)Zr T6 1 95.1 0.11 3.61 0.83 0.36 aMg 2 84.5 5.84 8.13 1.27 0.23 MgZn(Y, Gd) 3 84.7 0.10 12.41 2.34 0.41 Mg(Y, Gd) (分析点 2),粒界相2(分析点 3)の三相および介在物(分析 点 4)が観察された.aMg の周囲に網目状に分散する化合 物からは,(Y, Gd),Zr および Zn が検出される.詳細に観 察すると,それらは Zn 量が 5 atと比較的高い粒界相1 と, Zn が 1 at程度に低い粒界相2 の 2 種類からなる. 一方,T6 処理材では,aMg(分析点 1)と粒界相(分析点 2)の二相が主に観察された.aMg の化学組成は概ね本合金 組成と同様であり,溶体化処理により(Y, Gd)が過飽和に固 溶したものと考えられる.櫛歯状の粒界相には,Zn および (Y, Gd)が多く含有されている.また粒状の相(分析点 3)は Mg(Y, Gd)であり,鋳造材で見られた粒界相2 が溶体化 処理後にも固溶しきらず残存したものと考えられる. Fig. 3 に,鋳造材,および溶体化処理材の XRD スペクト ルを示す.鋳造材では,aMg, Mg12YZn(X 相),および
Table 2 Integrated intensity ratio of each phases. ()
aMg Mg12YZn Mg24Y5
asCast 76 6 18
asSHT 87 9 4
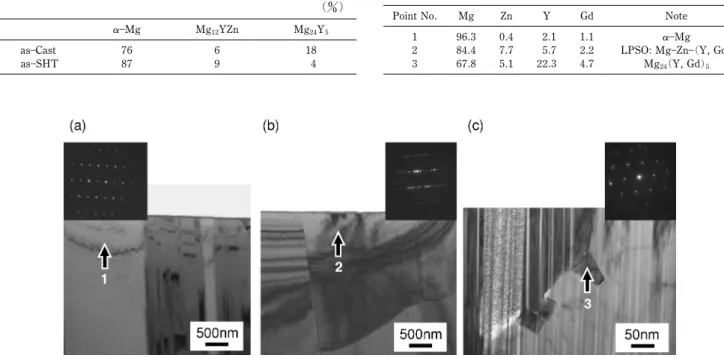
Fig. 4 TEM bright images and corresponding selected area electron diffraction pattern of (a) aMg, (b) LPSO and (c) dispersoid. Table 3 Chemical composition of each points analyzed by
TEMEDS. (at)
Point No. Mg Zn Y Gd Note 1 96.3 0.4 2.1 1.1 aMg 2 84.4 7.7 5.7 2.2 LPSO: MgZn(Y, Gd) 3 67.8 5.1 22.3 4.7 Mg24(Y, Gd)5 Mg24Y5の 三 相 が 観 察 さ れ た . 溶 体 化 処 理 に よ り Mg24Y5 ピーク強度が顕著に低下し,主要ピークはaMg,および Mg12YZn となった.なおaMg のピークはやや低角度側で 検出された.Luo ら4)は,Mg1.2Zn7.2Y0.48Zr(mass) 鋳造材のミクロ構造を XRD や TEMEDS で同定し,本合 金の場合と同様にaMg,その粒界に Mg12YZn(X 相),お よび粒内に Mg24Y5の三相が存在することを報告している.
Table 2 にaMg 相の(101)面,Mg24Y5相の(411)面,2u=
35.5°に観察された Mg12YZn 相の回折線強度からプロファイ ルフィッティングして求めた各相の積分強度比を示す. SEMEDS の結果と併せて考えると,凝固時に形成された 2 種類の粒界相のうち,粒界相1 は Mg12YZn(X 相),結晶 相2 は Mg24Y5であり,ともに一部 Gd を含有する.固相線 温度直下の 535°C と高温での溶体化処理において,熱的に 不安定な Mg24Y5は平衡状態図に従い aMg に固溶し,a Mg 中の Y 濃度はほぼ固溶限の 3.6 atとなると同時に,余 剰の(Y, Gd)は Zn とともに熱的安定相である Mg12YZn(X 相)と母相の界面に櫛歯状に析出したものと考えられる. 3.3 X相構造の同定 Fig. 4 に,T6 処理材の TEM 明視野像および回折像を示 す.また図中,矢印部の EDS 定量分析結果を Table 3 に示 す.なおいずれの分析点においても Zr は検出されなかった ため,それを除く 4 元素で化学組成を定量した.Fig. 4(a) は aMg であり,(Y, Gd)が過飽和に固溶している.Fig. 4
(b)はaMg に対して c 軸方向の格子定数が大きく変化した ものであり,MgZn(Y, Gd)からなる LPSO と思われる. なお Fig. 4(c)は Mg24Y5構造であり,大きさ 50 nm 程度で, Y を 22 atと多く含有することから,鋳造時に形成された 粒界相2 が固溶しきらずに残存した Mg24(Y, Gd)5と考え られる.
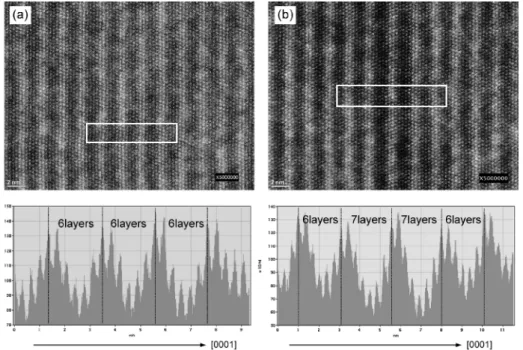
Fig. 5 に LPSO の HAADFSTEM 像と[0001]方向のコ ントラストプロファイルを示す.主に[0001]方向に 6 層ご とに積層欠陥(SF: Stacking Fault)がある 18R 構造が観察さ れ , 一 部 7 層 ご と に 積 層 欠 陥 が あ る 部 位 も 見 ら れ た . HAADFSTEM 像では輝点の位置が原子コラムの位置に対 応し,またその輝度は平均原子番号のおよそ 2 乗に比例す る.例えば,18R 構造の場合,Fig. 6 に示すように積層欠陥 の周囲 4 層,特に中心 2 層は輝度が高く,Mg よりも原子番 号の高い(Y, Gd)などが濃縮している.なお希土類元素およ び遷移元素である(Y, Gd)と Zn の区別がつかないため, (0001)底面内での原子配列までは確認できなかった. 当初 LPSO は,急冷凝固粉末冶金プロセスで作製された ナ ノ 結 晶 Mg97Zn1Y2を 温 間 押 出 し し た 材 料 で 観 察 さ れ た7). す な わ ち Zn お よ び Y を 過 飽 和 固 溶 し たa Mg が 300°C で塑性加工されると,底面 6 層ごとに積層欠陥が導入 さ れ , 溶 質 元 素 の Zn, Y が そ の 両 隣 の 底 面 に 拡 散 し た Chemical orderと考えられていた.ところが銅鋳型を用い て鋳造された Mg97Zn1Y2においても,aMg 粒界に LPSO が第二相として観察された8).鋳造材では 18R 構造であるが, 500°C, 5 h の熱処理で 14H 構造に変態し,それぞれ温度に 応じた安定相と考えられた.また Luo ら5)は Mg1.2Zn 7.2Y0.48Zr(mass)に形成された Mg12YZn(X 相)の詳細 構造を報告している.一方,高周波溶解された Mg97Zn1Gd2 の 場 合 , 凝 固 ま ま で は LPSO は 観 察 さ れ な い . し か し 520°C, 2 h の溶体化処理により Zn および Gd をaMg 中に 過飽和固溶することで積層欠陥エネルギーが低下し,その後, 300°C 以上で保持することで,まず積層欠陥が形成され,続 き 14H 構造が観察された10).本合金では,凝固時にaMg 粒 界 に LPSO ( Mg12YZn ) お よ び Mg24Y5が 形 成 さ れ た . 535 °C と 高 温 の 熱 処 理 を 施 す こ と で , 熱 的 に 不 安 定 な
Fig. 5 HAADFSTEM images and contrast profiles of LPSO.
Fig. 6 HAADFSTEM images and corresponding atomic column. Mg24Y5はaMg に過飽和固溶して積層欠陥エネルギーを低 下させる18)とともに,余剰の(Y, Gd)は Zn とともに熱的安 定相である LPSO 相とa 相の界面に析出したものと考えら れる.鋳造材の LPSO 構造の同定は行っていないが,当初 18R 構造であったなかに,溶体化処理により 14H 構造が一 部形成されたと思われる.また 18R 構造において,積層欠 陥の周囲 4 層,特に中心 2 層には,(Y, Gd)や Zn の濃縮が 見られた.(Y, Gd)の原子半径 0.18 nm および Zn の原子半 径 0.13 nm は,それぞれ Mg の原子半径 0.16 nm に対して 大および小であり,(Y, Gd)と Zn が同時に底面に濃化析出 することで,原子半径差に伴う歪場を緩和するためと考えら れている.さらに MgAlGd 合金に形成された LPSO にお ける Gd および Al 原子の規則配列構造に関する HAADF STEM 解析から,Gd 濃縮 4 重層内では Gd 原子と Al 原子 が L12型 構造と同様の原子配列をもつクラスター を形成 し,それらが長周期にわたって規則配列していることが報告 されている15).本合金では,希土類元素と遷移元素である (Y, Gd)と Zn の区別がつかないため,(0001)底面内での原 子配列までは確認できていない. 3.4 時効析出物の同定 T6 処理後[0001]a晶帯軸から TEM 観察し,時効処理に よりaMg 中に生成・微細分散した粒内析出物の明視野像 および回折像を Fig. 7 に示す.明視野像からは,大きさ数 十 nm の析出物によると思われるコントラストが観察され る.また回折像からはaMg 中に微細分散する析出物の回 折スポットが明瞭に観察される. Nishijima ら19,20)は , Mg 5 at Gd 合 金 を 溶 体 化 処 理 (500°C, 6 h→水冷)した後,200°C にて最大 100 時間保持す る時効処理を施し,析出過程を詳細に調査した.時効初期段 階では,Mg 格子点を置換した Gd 原子が短範囲規則配列を 取り,またb′(Mg7Gd 型構造)の核が形成される.時効時間 とともに,それが規則化・成長し,長周期の規則構造である b′相(Mg7Gd)へと構造変化する.また Mg2 atY 合金を 200°C で時効処理して形成されるb′相(Mg7Y)とは,格子ミ スフィットの大小により,析出形態が前者では楕円状,後者 では直線状と異なることを報告している21).本合金に見ら れる析出物の形態は,比較的楕円状であり,b′相は Mg7Gd 型構造と考えられる.なお本合金では,Fig. 1 に示した時効 硬化曲線から,最も硬度上昇の著しい 225°C を時効処理温 度に選択した.しかし明瞭なピーク硬さは見られず,むしろ プラトー領域が保持時間全域にわたって見られたため,必ず しも本時効処理条件 225°C, 24 h ではb′が十分に析出しきっ ていない可能性があり,より長時間の時効処理に伴う析出物 形態の変化を知る必要がある. 例えばエンジンピストンのように実機環境下で高温保持さ
Fig. 7 TEM bright image and corresponding selected area electron diffraction pattern of fine precipitates in aMg.
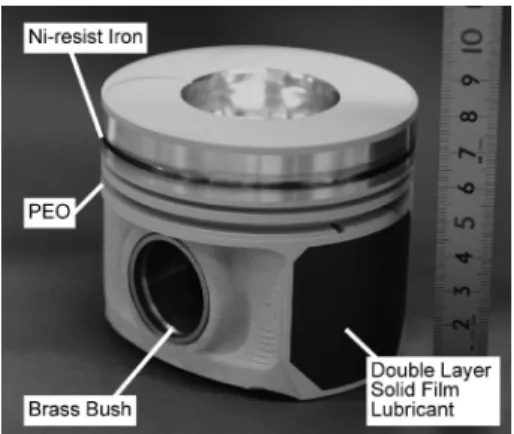
Fig. 8 Trial manufacturing of magnesium cast piston.
れれば,aMg 中に微細分散する析出物の粗大化が懸念され る.現段階では,本合金の高温強度は LPSO が担っており, aMg 中の微細析出物は,例えば切削性や耐摩耗性を担保す るものと考えている.しかし Fig. 1 の時効硬化曲線から, 例えば 250°C に保持した場合も,225°C の場合ほどではない が硬化が認められる.Gd を含む合金の場合,250°C に保持 した場合,b 相に加えて積層欠陥が導入されることが報告さ れており9),時効処理条件とミクロ組織形成の関係を改めて 詳細に検討する必要がある. 3.5 ピストン試作 Fig. 8 に,世界最軽量と低フリクションを目指したマグネ シウムピストン試作品の外観を示す.マグネシウム合金の適 用以外にも,スカート部と 2nd/3rd リング溝には耐摩耗性 向 上 の た め プ ラ ズ マ 酸 化 処 理 ( PEO: Plasma Electrolytic Oxidation)を適用し,さらにスカート部には低フリクション 化を目的に 2 層構造固体潤滑被膜22)を採用した.なおトッ プリングにはニレジスト鋳鉄リングキャリアを鋳包み,また 黄銅製ピストンピンブッシュを圧入した.トータルの質量 は,アルミニウム製ピストンの 553.7 g に対し,マグネシウ ム製ピストンではアルミニウム製ピストンにはないピストン ピンブッシュを採用したため 461.5 g であり,質量低減効果 は 17と素材の密度差から期待される値にはやや及ばなか った.現在,本ピストンはエンジンベンチを用いた実機耐久 試験中である. 4. 結 言 耐クリープ性マグネシウム合金鋳物ピストンを対象に,耐 熱性および強度を担う長周期積層構造(LPSO)および微細析 出物のミクロ構造を改めて詳細に観察し,以下の知見を得た. 凝固時には,aMg の周囲に網目状に Mg12(Y, Gd)Zn (X 相)および Mg24(Y, Gd)5の化合物が形成される. 溶体化処理により,熱的に不安定な Mg24(Y, Gd)5は 分解してaMg に過飽和固溶するとともに,余剰の(Y, Gd) は Zn とともに熱的安定相である Mg12(Y, Gd)Zn(X 相)上 に櫛歯状に析出し成長する. Mg12(Y, Gd)Zn(X 相)の長周期積層構造(LPSO)は 18R 構造であり,一部 14H 構造が一部見られ,積層欠陥の 周囲 4 層,特に中心 2 層には,(Y, Gd)や Zn の濃縮が見ら れる. 時効処理により,aMg 粒内には大きさ数十 nm と微 細な析出物 b′が形成される. 文 献
1) I. A. Anyanwu, S. Kamado and Y. Kojima: Mater. Trans.42 (2001) 12061211.
2) I. A. Anyanwu, S. Kamado and Y. Kojima: Mater. Trans.42 (2001) 12121218.
3) J. F. Nie, X. Gao and S. M. Zhu: Scr. Mater. 53(2005) 1049 1053.
4) Z. P. Luo, S. Q. Zhang, Y. Tang and D. Zhao: J. Alloy. Compd. 209(1994) 275278.
5) Z. P. Luo and S. Q. Zhang: Mater. Sci. Lett.19(2000) 813815. 6) Y. Kawamura, K. Hayashi, A. Inoue and T. Masumoto: Mater.
Trans.42(2001) 11721176.
7) E. Abe, Y. Kawamura, K. Hayashi and A. Inoue: Acta Mater. 50 (2002) 38453857.
8) T. Itoi, T. Seimiya, Y. Kawamura and M. Hirohashi: Scr. Mater. 51(2004) 107111.
9) M. Yamasaki, T. Anan, S. Yoshimoto and Y. Kawamura: Scr. Mater.53(2005) 799803.
10) M. Yamasaki, M. Sasaki, M. Nishijima, K. Hiraga and Y. Kawamura: Acta Mater.55(2007) 67986805.
11) Y. Kawamura and M. Yamasaki: Mater. Trans.48(2007) 2986 2992.
12) K. Yamada, Y. Okubo, M. Shiono, H. Watanabe, S. Kamado and Y. Kojima: Mater. Trans.47(2006) 10661070.
13) K. Yamada, Y. Okubo, S. Kamado and Y. Kojima: Advanced Materials Research1112(2006) 417420.
14) T. Honma, T. Ohkubo, S. Kamado and K. Hono: Acta Mater.55 (2007) 41374150.
15) H. Yokobayashi, K. Kishida, H. Inui, M. Yamasaki and Y. Kawamura: Acta Mater.59(2011) 72877299.
16) K. Hiraga and M. Nishijima: Materia Japan49(2010) 161169. 17) K. Okamoto, M. Sasaki, N. Takahashi, Q. Wang, Y. Gao, D. Yin and C. Chen: Magnesium Technology 2011, TMS Annual Meeting, (2011) pp. 7378.
18) M. Suzuki, T. Kitamura, J. Koike and K. Maruyama: Scr. Mater.48(2003) 9971002.
19) M. Nishijima and K. Hiraga: Mater. Trans.48(2007) 1015. 20) M. Nishijima, K. Hiraga, M. Yamasaki and Y. Kawamura:
Mater. Trans.47(2006) 20192112.
21) M. Nishijima, K. Yubata and K. Hiraga: Mater. Trans. 48 (2007) 8487.
22) M. Sasaki, N. Takahashi, T. Sato and S. Sue: Proc. of JSAE Annual Congress (Spring) 8210, (2010) pp. 710.