厚銅めっき配線形成のための高耐熱樹脂上
密着力確保に関する研究
山梨大学大学院
医学工学総合教育部
博士課程学位論文
2015 年 9 月
小倉 圭輔
目次 第 1 章 緒言 1. 1 本研究の背景・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1 1. 2 パワーモジュール構造の高温動作への課題・・・・・・・・・・・・・・・・5 1. 3 めっき配線構造・・・・・・・・・・・・・・・・・・・・・・・・・・・・8 1. 3. 1 めっき配線構造の特徴と絶縁材料・・・・・・・・・・・・・・・・・・・8 1. 3. 2 めっき配線構造の課題・・・・・・・・・・・・・・・・・・・・・・・・11 1. 4 本研究論文の位置づけと骨子・・・・・・・・・・・・・・・・・・・・・・13 参考文献・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・16 第 2 章 硫酸銅めっき厚膜における残留応力の増加要因とその抑制 2. 1 はじめに・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・17 2. 2 実験方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・18 2. 2. 1 めっき処理条件・・・・・・・・・・・・・・・・・・・・・・・・・・・18 2. 2. 2 残留応力および物性測定・・・・・・・・・・・・・・・・・・・・・・・18 2. 3 実験結果および考察・・・・・・・・・・・・・・・・・・・・・・・・・・20 2. 3. 1 各電流密度の残留応力・・・・・・・・・・・・・・・・・・・・・・・・20 2. 3. 2 格子ひずみとめっき膜中の含有不純物の関係・・・・・・・・・・・・・・23 2. 3. 3. SPS による残留応力低減効果・・・・・・・・・・・・・・・・・・・・・27 2. 4 まとめ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・30 参考文献・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・31 第 3 章 硫酸銅めっき浴の添加剤劣化挙動の評価 3. 1 はじめに・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・32 3. 2 実験方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・33 3. 2. 1 めっき処理条件・・・・・・・・・・・・・・・・・・・・・・・・・・・33 3. 3 実験結果および考察・・・・・・・・・・・・・・・・・・・・・・・・・・35 3. 3. 1 分離検出条件の最適化・・・・・・・・・・・・・・・・・・・・・・・・35 3. 3. 1. 1 PEG ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・35 3. 3. 1. 2 SPS ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・36 3. 3. 2 PEG の劣化挙動・・・・・・・・・・・・・・・・・・・・・・・・・・・37 3. 3. 3 JGB の劣化挙動・・・・・・・・・・・・・・・・・・・・・・・・・・・40 3. 3. 4 SPS の劣化挙動・・・・・・・・・・・・・・・・・・・・・・・・・・・45 3. 4 まとめ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・46 参考文献・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・47
第 4 章 高耐熱性樹脂上の長期密着力確保 4. 1 はじめに・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・48 4. 2 実験方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・50 4.2.1 使用した基板・・・・・・・・・・・・・・・・・・・・・・・・・・・・50 4.2.2 使用した試薬・・・・・・・・・・・・・・・・・・・・・・・・・・・・50 4.2.3 基板前処理・・・・・・・・・・・・・・・・・・・・・・・・・・・・・51 4.2.3.1 ポミラン®の前処理・・・・・・・・・・・・・・・・・・・・・・・・51 4.2.3.2 BUR-5590 の前処理・・・・・・・・・・・・・・・・・・・・・・・・51 4.2.4 触媒担持・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・52 4.2.5 無電解 Ni-P めっき ・・・・・・・・・・・・・・・・・・・・・・・・・53 4.2.6 高温処理方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・54 4. 2. 7 試料測定・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・54 4. 2. 7. 1 密着強度測定・・・・・・・・・・・・・・・・・・・・・・・・・・54 4.2.7.2 物理的表面解析・・・・・・・・・・・・・・・・・・・・・・・・・55 4.2.7.3 化学的表面解析・・・・・・・・・・・・・・・・・・・・・・・・・55 4. 3 実験結果および考察・・・・・・・・・・・・・・・・・・・・・・・・・・57 4.3.1 ハイブリッドポリイミド上への無電解めっき・・・・・・・・・・・・・・57 4.3.1.1 処理温度における密着強度の処理時間依存性・・・・・・・・・・・・・57 4. 3. 2 剥離形態の違いと密着強度との関係・・・・・・・・・・・・・・・・・・58 4. 3. 2. 1 めっき剥離面の深さ方向への定性分析・・・・・・・・・・・・・・・58 4. 3. 2. 2 めっき剥離面の表面形状測定・・・・・・・・・・・・・・・・・・・61 4.3.3 様々な条件での基板の化学的表面状態の分析・・・・・・・・・・・・・・64 4.3.3.1 XPS による基板の表面結合状態の分析・・・・・・・・・・・・・・・64 4.3.3.2 FT-IR による基板の表面結合状態の分析・・・・・・・・・・・・・・・69 4. 3. 4 各処理後での基板表面の結合状態・・・・・・・・・・・・・・・・・・・71 4. 3. 5 XRD による皮膜の構造解析・・・・・・・・・・・・・・・・・・・・・・72 4. 3. 6 高耐熱樹脂 BUR-5590 上めっき密着性・・・・・・・・・・・・・・・・・73 4. 3. 7 酸素プラズマ処理時間の検討・・・・・・・・・・・・・・・・・・・・・77 4. 3. 8 硫酸濃度または浸漬時間の検討・・・・・・・・・・・・・・・・・・・・82 4. 4 まとめ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・89 参考文献・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・90 第 5 章 本論文の総括・・・・・・・・・・・・・・・・・・・・・・・・・・・・・92 本研究の関連論文・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・95 謝辞・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・96
- 1 - 第 1 章 緒言 1. 1 本研究の背景 パワーエレクトロニクス分野では, 安心・安全で持続可能な社会を実現するためのエネ ルギー有効利用の観点から, その発展が現在期待されている 1), 2) . パワーエレクトロニク スは, 半導体デバイス素子を用い, 直流から交流, 交流から直流の電力変換や, 電圧, 電流 および交流の周波数制御を行うことで効率的に電気エネルギーを利用する技術である. 昨 今では世界的に省エネルギー化の要求が強くなり, パワーエレクトロニクスの担う役割は 非常に大きくなっていると考える. 例えば発電した電力を無駄なく効率的に送電線に供給 するためのパワーコンディショナー(PCS)では, 太陽光や風力, 地熱などに代表される再 生可能エネルギーの有効利用のためのキーテクノロジーとなっている 3) . その他にも, 工 場や自動車, エレベータなどで用いられるモーターを効率良く駆動するためのインバータ が重要なパワーエレクトロニクス製品である 4) . 参考にデバイスの容量の観点からまとめ たパワーエレクトロニクスの製品群を Fig. 1. 1 に示す. 先に示した PCS, インバータの他 にも電源関連や交通関連など様々な製品があり, エネルギーの有効利用のために必須が技 術であることがわかる. 低環境負荷のクリーンエネルギーや, 再生可能エネルギーの要求が続く現在, 如何に効 率的に利用するか, また効率的に利用することで普及を促し, それによるコスト低減でさ らなる普及, 有効利用を促すかが問われている. Fig. 1. 2 に主要エネルギーの発電コスト5) を示す. 例えば太陽光の発電コストは高く, それの要因のひとつに変換効率の低さがある. これは太陽光エネルギーの電気エネルギーへの変換効率の他, 発電から送電線への供給ま での変換ロスを含めると現状実用的なものは 20%未満である. この変換ロスが発電そのも ののエネルギー変換に比べて占める割合は小さいが, 発電の規模によってはこの変換時の 数%のロスが大きな電力量の損失になっている. よってエネルギーの有効利用のためには 如何に無駄な電気的な損失を低減するかが問題であり, この役割を担っているのがパワー エレクトロニクス製品である. そのため, これらパワーエレクトロニクス製品において, 更なる高効率化, 低コスト化が求められており, 現在そのキーテクノロジーとして SiC や GaN などのワイドバンドギャップ半導体のデバイス素子を用いたパワー半導体の分野が 注目されている 6), 7) . ワイドバンドギャップ半導体デバイス素子は, 従来の Si に比べ高耐 圧, 低損失, 高耐熱, 高熱伝導など優れた特性を有している. よって, これらデバイス素子 を用いることで, より高効率化, 小型軽量化に伴う低コスト化が期待されている. ここで 小型軽量化のためには, デバイスに流す電流をこれまでより上げる必要がある. そのため デバイス素子からの発熱温度がこれまでより高くなることが想定される. そこで, 高耐熱 の特性を有するワイドバンドギャップ半導体では素子そのものの耐熱性として 200℃以上 での動作が可能であるため, 従来の Si デバイスに比べ高電流密度での動作が可能になる 8)~10) . しかしながら, デバイス素子から電流を取り出す配線部その他周辺部材が高温動作
- 2 - に対応できない可能性があるため, デバイス素子の周辺部材および接合部の高耐熱化も求 められる. ここでパワー半導体素子から配線まで形成された一体のものをパワーモジュー ルと呼び, その概要を Fig. 1. 3 に示す. パワーモジュールは上述のようにインバータなど に搭載し, 例えばモーター駆動の制御を行う. そのとき Fig. 1. 3 の左上に示すように周波 数を変化させながら ON /OFF を繰り返すことで正弦波をつくり直流を交流に変換し, また 周波数を変化させることでモーターの回転数を制御している. 現在, 上述のようにこのパワーモジュールの高耐熱化が課題のひとつとなっており 11) , モジュールの発熱源となるデバイスチップの高温動作への技術動向を Fig. 1. 4 に示す. 現 在はデバイスチップ電極表面のジャンクション温度は最大 150℃であり, 今後更にワイド バンドギャップ半導体の特性を活かし小型軽量化を目指す場合, 175~200℃の動作温度が 想定されている. 特に現在 175℃の動作保障のモジュールの開発が進められている中で, 将来的に裕度をもって 200℃以上, 最大 250℃において長期動作可能なパワーモジュール 構造が本研究の狙いとなる.
- 3 -
Fig. 1. 2 The power cost of major energys5).
Fig. 1. 2 The behavior and appearance of IGBT module.
- 4 -
Fig. 1. 4 The roadmap of IGBT device chip7).
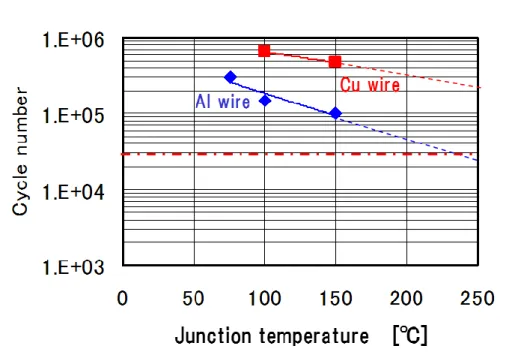
- 5 - 1. 2 パワーモジュール構造の高温動作への課題 従来のパワーモジュール構造の代表例を Fig. 1. 4 に示す. IGBT, FWD などのデバイスチ ップの上部はアルミワイヤーで配線され, 下部ははんだで回路導体と接合されている. 絶 縁の必要な箇所はセラミックス板やシリコーンゲルの充填により絶縁性を確保している. さらにデバイスチップで発生した熱は, チップ下の放熱用銅ベース板およびヒートシンク にて放熱させている. しかしながら, 従来のパワーモジュール構造では, 高電流密度化に伴う高温動作(例えば 200℃以上)に対し, デバイスチップの周辺材の改善が必要となる. というのも, 各材料の 熱劣化や, 繰り返し熱応力による疲労劣化に耐え得る材料を選定する必要があるためであ る. 例えば, デバイスチップ下の接合用のはんだは, 主成分が Sn であり融点が低い(純 Sn の融点が 231.9℃)ため融点以上の高温動作では溶融する恐れがある. また充填した絶縁用 のシリコーンゲルも同様に 200℃以上で使用はできない. さらにパワーモジュールは, Fig. 1. 4 で示されているように多種の材料が用いられ, このため温度に伴う各材料の線膨張係 数の差から熱応力が発生する. またパワーモジュールの使用方法では Fig. 1. 2 左上図のよ うにスイッチの ON / OFF が頻繁にあるため温度の上昇, 下降のサイクルが数万回繰り返 されるため, 材料の線膨張係数差で発生した熱応力を材料が繰り返し受けることになる. 特に従来構造ではデバイスチップ下のはんだ接合層や Fig. 1. 5 で示すようにアルミワイヤ ーのデバイスチップ接合直上部で繰り返し熱応力による疲労劣化, 破断が見られる12) . 以上より高耐熱のパワーモジュール構造を製作するためには, デバイスチップ周辺の配 線材料を改善することが必要になる. そこで現在検討されている構造として, より大電流 を流しながら, かつ放熱性, 疲労強度に優れた銅板材を配線にする構造が注目されている 7)~9) . 銅はアルミに比べ導電性, 熱伝導性(放熱性)に優れ, かつ疲労強度が優れているた め長期的な使用に伴う繰り返し熱応力に対し信頼性が高いことが期待できる. その例とし てデバイスチップにアルミおよび銅のワイヤ接合したパワーモジュールのパワーサイクル 試験結果を Fig. 1. 6 に示す. 各使用温度に対し破壊までのスイッチングサイクル数が銅の 方が多いことがわかる. 本実験ではデバイスチップの電極表面の温度(ジャンクション温 度:Tj)を一定に実施しているため, この結果は銅の熱応力に対する疲労強度の強さを表 している. そのため銅材は導電性, 放熱性, 疲労強度の観点から有望な配線材料と言える. ただし, 銅の板材を使用する場合, 電極との接合材が問題になる. そこで現在, はんだに替 わる接合材として銀ナノ焼結体やその他様々な高融点材料が開発されてきている 13)~18) . しかしながら銀の使用によるコスト高が問題であり, また低コストであっても高温動作 (例えば最大 250℃)に対応し得る接合材は未だ開発されていない. つまり実使用に耐え得 る安価な接合材が現状見られない. そこで本研究では特にデバイスチップ上の配線に注目し, 接合材を用いない湿式めっき での銅配線構造を検討することとした.
- 6 -
Fig. 1. 4 Image of power module
- 7 -
- 8 - 1. 3 めっき配線構造 1. 3. 1 めっき配線構造の特徴と絶縁材料 めっき配線構造の断面イメージを Fig. 1. 7 (b)に示す(比較としてアルミワイヤー配線構 造を Fig. 1. 7(a)に示す). めっき配線構造は, 前述の通り銅めっきでデバイスチップ上の配 線を行うことでデバイスチップ電極全面での通電および放熱が可能となる. めっき厚を厚 くすることで通電のための断面積が大きくなるため, より多くの電流を流すことが可能に なる他, チップ上の導体体積が増えるため熱容量が大きくなり, 放熱性も優れ, より大電 流を流すことが可能となる. また電極間の接続を絶縁樹脂上に配線するため, 配線距離を 短くし損失低減も期待できる. ただしこの構造には高耐熱の絶縁層が必要になる. これは 耐熱性の他, 高耐圧, また線膨張係数が他のモジュール構造材料に近いことが望ましい. さらに, 施工上のポイントとして, デバイスチップ下の回路基板の段差に追従して充填し かつ密着する必要がある. 絶縁性を確保するためには材料そのものの耐圧性の他絶縁層厚 さがある程度必要になる. よって段差追従するために一度粘性をもつゲル状で充填し, そ の後硬化し厚い絶縁層を形成することのできる絶縁材料が必要になる. そこで上記観点か ら樹脂材料を比較, 選定を試みた. その結果を Table 1. 1 に示す. 高耐熱絶縁樹脂として比 較的一般的なポリイミド系材料を主として調査した. またポリイミドはフレキシブル基板 などに使用されており, めっき配線の実績もある. その他, 比較的一般的な材料としてエ ポキシ系の樹脂材を調査した. その中で㈱ADEKA 製の BUR-5590 が候補として挙がった. BUR-5590 はエポキシ系樹脂の中でも高耐熱性に優れ, かつ接着剤として開発された材料 のため, 接着の際には一度ゲル状になり, その後硬化することで密着の良い絶縁層が期待 できる. 耐圧性も十分であり, また線膨張係数が銅に近いことから線膨張係数差で生じる 熱応力も比較的小さくなることが想定された. そこでポリイミド樹脂と㈱ADEKA 製 BUR-5590 について製品の絶縁確保可能な厚みが形成可能か評価を試みた. なお絶縁可能 な厚みとして, Fig. 1. 8 に想定している詳細なめっき配線構造の断面寸法を示す. 実運転 を考慮するとデバイスチップ上と銅めっき配線の間が絶縁性確保のため 70μm 以上必要 となる. よって絶縁樹脂層は銅めっき配線と DBC 基板との間で 300μm 厚程度必要である ことがわかる. そこで絶縁層 300μm 厚形成可否を確認した結果を Fig. 1. 9 に示す. ポリイ ミドでは硬化後, 樹脂の収縮が起こり, クラックが発生する. 一方, ㈱ADEKA 製の BUR-5590 ではクラックが見られない. これは一度加熱してゲル状になってから再度硬化 するときの収縮率が比較的小さいと考えられ, 本材料がめっき配線構造の施工性に対して 適していることが言える. なお, BUR-5590 は接着前がシート状であり, これを予備加熱, 本加熱させ熱圧着することで例えば 100μm 程度の絶縁層を形成できる. これを繰り返し 積層することでめっき配線に必要な絶縁層を形成する. 以上, 高耐熱性の他各物性(高耐圧, 線膨張係数)に優れ, かつめっき配線構造の施工性に合った BUR-5590 を本研究対象の高 耐熱絶縁樹脂材料に選定した.
- 9 -
(a) Al wiring structure
(b) Cu plating wiring structure
Fig. 1. 7 Comparison of images of power module
- 10 -
Fig. 1. 8 Images of insulating resin in IGBT module.
(a) BUR-5590 (Epoxy based) (b) S-B (Polyimide based) (c) S-C (Polyimide based)
- 11 - 1. 3. 2 めっき配線構造の課題 めっき配線構造を実現させるためには, 製造プロセスを確立する他, 実使用環境となる 高温動作時の長期的な信頼性確保を保証する必要がある. 特にパワーモジュールの高温動 作では, Fig. 1.3 で示されているように多種の材料が用いられ, このため温度に伴う各材料 の線膨張係数の差から熱応力が発生する. 前述した通り, パワーモジュールの使用方法で はスイッチの ON / OFF が頻繁にあるため温度の上昇, 下降が数万回のサイクルが想定さ れる. この長期の熱応力に耐え得る材料構成, 接合が必要となり, そのためにはめっき配 線の密着力確保が最大の課題となる. ここで実際に必要な密着力を明らかにするため, 想 定されるめっき配線構造の熱応力をシミュレーション解析にて求めた. その結果を Fig. 1. 11 に示す. 本シミュレーションでは最大 250℃の温度がデバイスチップから発生すること を想定し, まためっき配線部の通電時の自己発熱を含め計算した. その結果めっき配線構 造では, デバイスチップからの配線の段差箇所に大きな引張応力(最大 45MPa)が得られ た. この応力が実際の使用時に想定される最大応力である. また想定される最大温度 250℃は, スイッチオンの際の瞬間的なもので, これが数万回繰り返される. つまり 45MPa の熱応力が実使用時に発生する総時間は 15h 程度と考えられることから, 250℃, ≧15h 加 熱後に 45MPa 以上の密着力が得られることが長期使用時の信頼性の観点からめっき配線 維持に必要な目標値となる. また, 厚銅めっき配線はデバイスチップや配線基板上の「銅電 極上」と「絶縁樹脂上」の 2 種の材料上に形成される内, Fig. 1. 11 で確認されたように応 力集中部は樹脂上のめっき配線部になっていることから, めっき配線の密着力確保は「絶 縁樹脂上」について検討するべきである. 特に今回はパワーモジュールの新しい構造であ るめっき配線を形成する上で, めっき配線用の絶縁基板としては新規に適用する高耐熱樹 脂材 BUR-5590(㈱ADEKA 製)との密着力確保および, 250℃, ≧15h 加熱後に 45MPa 以上 という一般的に見られる樹脂上のめっき密着力に比べ高い値を満足させるため, 独自の密 着力改善方法の開発が必須になると考えた.
- 12 -
- 13 - 1. 4 本研究論文の位置づけと骨子 めっき配線の絶縁樹脂上密着力を維持するためには, 絶縁樹脂とめっきとの密着界面を 適正にする検討を行う他, 密着を阻害する因子を軽減することが考えられる. 前者は樹脂 の物性, 化学構造とめっきの前処理方法, 条件との適正化を図ることで改善できる. 一方 後者は動作時の発生する熱応力を低減することや, めっき配線そのもに残る内部応力(残 留応力)を軽減することがめっき密着力確保に有効であると考えた. ただし動作時の熱応 力の軽減は, パワーモジュール全体としての機械的構造や構成材料に由来する部分が大き く, これを低減することは全体構造すべてを改善することが必要となり, 様々な制約や限 界が想定され現実的ではない. よって密着を阻害する因子の適正化の観点からは, めっき 配線の厚めっき皮膜内に存在する残留応力の低減検討することとした. 以上より本研究は, めっき配線構造の長期信頼性確保のため, 厚銅めっきの密着力維持 可能なめっき処理方法, 条件を明らかにすることを目的とした. そのために厚銅めっきの 残留応力低減,および高温動作時の長期樹脂上の密着力確保可能なめっき処理条件の明確 化を検討した. なお, このとき厚銅めっきの残留応力低減の対象は厚銅めっきであるが, 樹脂との密着 については厚銅めっき配線を形成するためのシード層としての無電解めっきが対象となる. これについて, めっき配線プロセスのイメージ図を Fig. 1. 12 に示す. 厚銅めっき配線は電 解の硫酸銅めっきを想定している. 電解めっきを行うためには通電しながらのめっきが必 要であり, 絶縁樹脂上には通電のためにシード層と呼ばれる金属層を形成する必要がある. よって, 樹脂との密着の直接関与はシード層としての無電解めっきが対象となる. 本研究 では, 比較的安価で絶縁樹脂上のめっきとして一般的に使われている無電解 Ni-P めっきを 選定し検討を行った. 以上, 本論文は Fig. 1. 13 に示す研究開発の流れのように全 5 章で構成される. 第 1 章では, パワーモジュールの現状と課題を含めた本研究の背景から, めっき配線構 造の概要, 技術課題を明確にし, 研究目的と検討内容の概要を示した. 第 2 章では, 高耐熱絶縁樹脂上の密着力維持のため, 密着阻害因子となる厚銅めっきの 残留応力低減方法を検討した. なお厚銅めっきを形成するためには, それに必要な分のめ っき処理時間を要する. 実際に製品を製造する際の量産性を考慮すると, めっき処理の高 速化が求められる. そのため第 2 章では, 高速化しかつ厚銅めっきの残留応力低減可能な 方法, 条件を検討するため, めっき処理時間の支配因子である電流密度をパラメータとし て残留応力の変化を測定することで高速化の観点から残留応力増加の支配因子の特定を行 った. これにより, 高速化と残留応力の低減の両立可能なめっき処理方法について検討し た. 第 3 章では, 第 2 章の残留応力低減でポイントとなるめっき浴成分内の微量添加剤の安 定供給のため, 銅めっき処理中の微量添加剤の劣化挙動把握を検討した. 微量な添加剤成 分を個別に定量化する方法として高速液体クロマトグラフィー(HPLC)を用いて各微量
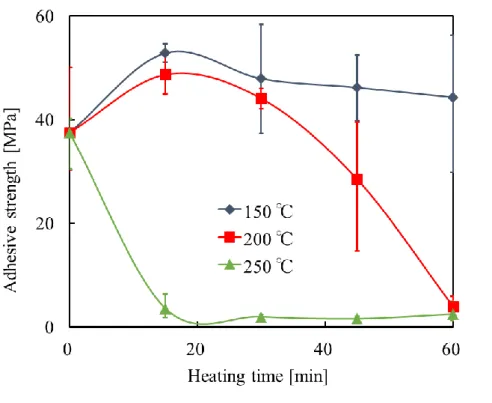
- 14 - 添加成分の測定, 劣化挙動の把握を検討した. 第 4 章では, 高耐熱絶縁樹脂上の密着力維持のための無電解 Ni-P めっきの前処理条件検 討を主眼に長期密着力維持手法を明らかにした. この際, 高温時の長期的な密着力低下原 因を明らかにするため, 一般的に実績のあるポリイミド樹脂上のめっき密着力の変動を評 価し, その知見を用いて本研究の対象となるエポキシ系樹脂 BUR-5590(㈱ADEKA 製)上 の密着力維持を検討した. 第 5 章では, 本研究で得られた成果をまとめ, 総括を行った.
- 15 -
- 16 - 参考文献
1) 内閣府; SIP 次世代パワーエレクトロニス研究開発計画 (2014) 2) M. Kawano, J. Hirose, T. Aihara; 富士時報, 85, 188(2012)
3) K. Fujii, M. Fujikura, T. Kikuchi; 富士時報, 85, 245(2012)
4) NEDO;「パワーエレクトロニクスインバータ基盤技術開発」基本計画(2006) 5) 経済産業省; エネルギーに関する年次報告概要 (2012)
6) Yano Research Institute Ltd.; パワー半導体の世界市場に関する調査結果 (2014) 7) A. Shima; 三菱電機技報, 88, 584(2014)
8) K. Tsuruta; デンソーテクニカルレビュー, 16, 90(2011) 9) H. Kono, T. Suzuki, T. Shinohe; 東芝レビュー, 65, 23(2010) 10) Y. Takahashi, T. Fujihira, T. Hosen; 富士電機技報, 86, 234(2013) 11) N. Nashida, Y. Hinata, M. Horio; 富士電機技報, 85, 403(2012) 12) A. Morozumi, K. Yamada, T. Miyasaka; 富士時報, 74, 145(2001)
13) H. Takashi, Y. Murakami, T. Azumi, F. Kato, K. Watanabe, S. Sato, H. Tanisawa, K. Hiyama, H. Sato; Abst. 20th Meet., p. 101(Microjoining and Assembly Technology in Electronics, 2014) 14) A. Kuno, A, Tane, M. Yanase, F. Osawa, Y. Yamada, T. Ishizaki, T. Satoh; Abst. 20th Meet., p.
125(Microjoining and Assembly Technology in Electronics, 2014)
15) K. Endoh, S. Kurita, M. Nagaoka, H. Miyoshi, M. Furukawa, H. Kobayashi, Y. Shibata; Abst. 20th Meet., p. 157(Microjoining and Assembly Technology in Electronics, 2014)
16) K. Endoh, S. Kurita, M. Nagaoka, H. Miyoshi; Abst. 21th Meet., p. 65(Microjoining and Assembly Technology in Electronics, 2015)
17) H. Tatsumi, S. Kumada, A. Fukuda, H. Yamaguchi, Y. Kashiba; Abst. 21th Meet., p. 75(Microjoining and Assembly Technology in Electronics, 2015)
18) Y. Saito, K. Yoden, S. Okuno, Q. Yu; Abst. 21th Meet., p. 81(Microjoining and Assembly Technology in Electronics, 2015)
- 17 - 第 2 章 硫酸銅めっき厚膜における残留応力の増加要因とその抑制 2. 1 はじめに パワーエレクトロニクス分野における半導体パッケージでは, 近年の小型・軽量化の要 求に伴い, 従来のアルミニウム, 銅のワイヤ配線からより大電流を流すことのできる銅薄 板材を配線に用いる構造が注目されている 1)~3) . その中で銅薄板材をめっきで形成する銅 めっき配線構造は接合材を必要としないため, 安価でかつデバイスからの放熱に優れた構 造を有することが期待できる. ただし放熱性を確保し, かつ大電流を流すためには厚めっ きが必要となる. このめっきを厚くすることによる弊害として, めっき皮膜中の残留応力 が大きくなり, 疲労強度の低下や剥離など, 配線としての特性の低下が懸念される. また 量産に見合う厚めっきを形成するためには電流密度を大きくし高速でのめっき形成が必要 になるため, 高電流密度によって処理しためっき皮膜の残留応力の抑制が求められる. 一般にめっきの応力発生原因は, 素材金属との結晶整合性とめっき皮膜の結晶状態とに 大別され, 特に後者は結晶成長の不整合, 欠陥, 不純物の混入や吸着した水素などが影響 していると考えられている 4~9) . 硫酸銅めっきにおいて, これら結晶状態とめっき浴成分 や条件との関係を調査した報告が成されているが, 必ずしも十分とは言えない. また実際 のめっき剥離に影響する反りと結晶状態との関係も不明な点が多い. そこで本研究では電流密度をパラメータに実際のめっき皮膜の反りと皮膜の結晶状態の 関係を明らかにし, その結晶状態と硫酸銅めっき浴成分, 特に光沢剤としてめっき核生成 を促し結晶状態に大きく影響を与えると想定されるビス-3-スルホプロピルジサルファイ ド 2 ナトリウム(SPS)に注目し, その関係を検証した.
- 18 - 2. 2 実験方法 2. 2. 1 めっき処理条件 硫酸銅めっき皮膜の残留応力および結晶状態を確認するためのめっき模擬浴は Table 2. 1 とした. 本検討は厚膜のめっき配線を目的とするため, 高速めっき処理の他, 均一電着 性が求められる. そこで本模擬浴は金属塩濃度が低く, 硫酸濃度が高い均一電着性を重 視した基本浴を用いることとした. この模擬浴 500 mL の中に, 片面をマスキングした電 極面積 5 cm2 のニッケル基材をカソードとして, その対面にアノードバック付きの銅板 をアノードとしてそれぞれ配置した. 電流密度は 1, 2, 3 A/dm2 でめっき膜厚 50 μm にな るよう処理時間を変更しそれぞれめっき処理を行った.
Table 1 Plating bath composition
2. 2. 2 内部応力および物性測定 めっきの反りに影響する支配的な因子を特定するため, 残留応力測定は Stoney により考 案されためっきの反り量から求める方法10~12)の他, X 線回折(XRD)で格子ひずみから求 める方法の 2 種類で評価した. なお, これら残留応力測定では, めっき処理や測定値にばら つきが想定されるため, 各条件に対し 5 個のサンプル数で実施し, その平均値にて評価し た. めっき反り量から求める残留応力測定には 10 × 50 × t 0.1 mm の短冊状のニッケル箔を 用い, 下記算出式にて求めた. σ = Es ts 2 (1 / R1 - 1 / R0) / 3 (1 - νs) tf σ :残留応力, Es :基材のヤング率, ts :基材の厚み,
CuSO
4・5H
2O
100 g/L
H
2SO
4190 g/L
Cl
-50 mg/L
PEG 8000
300 mg/L
JGB
2 mg/L
SPS
0.1, 1, 10, 30 mg/L
- 19 - R1 :めっき後の曲率半径, R0 :めっき前の曲率半径, νs :基材のポアソン比, tf :めっき膜厚 また X 線回折(XRD)により格子ひずみからも残留応力を求めた. サンプルは 10 × 50 × t 1 mm の短冊状の Ni 板を用いた. 算出式を下記に示す. σ = -E / 2(1 + ν)・cotθ0・π/180・M = K・M σ :応力値(MPa) E :ヤング率(MPa) ν :ポアソン比 2θ0 :無歪みの回折角(deg.) K :応力定数(MPa / deg.)
M :回帰直線 2θ-sin2ψ の傾き さらに残留応力発生の影響因子として, 結晶粒径は集束イオンビーム(FIB)/走査イオ ン顕微鏡(SIM)によるめっき断面の粒径を実測し, その平均値から求めた. 欠陥密度は XRD 測定から, Williamson-Hall プロット13)にて求めた. 算出式を下記に示す. なお今回の測定結果は面方位(111), (222)の直線を用いた. (⊿2θ) cosθ = X + Y sinθ ⊿2θ :回折角のずれ X :結晶子サイズ効果 Y :ひずみ効果 さらに, めっき皮膜中に取り込まれた有機系不純物や水素成分を昇温脱離ガス分光法 (TDS)により測定した.
- 20 - 2. 3. 結果および考察 2. 3. 1. 各電流密度の残留応力 各電流密度条件においてめっき処理を行った試料の反り量および XRD からの残留応力 を求めた. ただし, 本実験では 50μm 厚のめっき皮膜について評価しており, 反り量から求 めた応力値は 50μm 厚全体の情報を示し, XRD によって求まる残留応力値は, 一般にめっ き表層からおよそ 10μm の深さ方向までの情報となる. これを踏まえ, 結果を Fig. 2. 1 に 示す. 電流密度増に伴い反り量(残留応力)は増大し, 引張応力の値を示した. 一方, XRD より求めた内部応力についても反り量より求めた値と近く, 電流密度増に伴う残留応力変 化も同傾向を示した. めっき厚さ方向の応力分布は, 基板から 1 μm 厚程度のめっき初期の部分とそれより上 部の 2 つに分けた場合, めっき上部では比較的一様に分布することが知られている 14~16) . 厚膜(50 μm 厚)めっきを施した場合には, めっき初期 1 μm 厚の部分より, 上部の皮膜部 分が皮膜全体の体積に占める割合が圧倒的に大きく, めっき皮膜全体の残留応力に対し支 配的であると考えられる. 図1に示した結果のように, XRD から求めた測定結果と反り量 から求めた測定結果が近いことから, XRD の測定結果から求めためっき表層の残留応力を, めっき皮膜全体の残留応力とみなして問題ないと考え, 以後の評価を進めることとした. ところで, めっき皮膜ではめっき処理後から応力緩和のためセルフアニールと呼ばれる 結晶の粗大化が見られ, 応力値などの物性が変化することが知られている 17~19) . ただし, 阿部ら 17)の報告では硫酸銅めっき浴において硬化剤として用いられる窒素含有ポリマー 60 mg/L 以上では大きな物性の変化が見られないと報告されており, 浴成分や濃度によっ ては物性変化が小さい場合がある. 本実験においても, めっき直後から 30 日程度観察して も反り量の変化は見られず, セルフアニールによる物性変化が小さい, もしくは物性評価 時(めっき後 1 日以上経過)にはセルフアニール後と捉え, 影響は小さいものと考えられ る. なお, セルフアニール後(めっき後 1 日経過)の結晶粒径を Fig. 2. 2 に示す. 各電流密 度条件において, 粒径に顕著な違いは見られず, 平均 0.5 μm 程度であることが確認された. また XRD の半値幅より求めた結晶子寸法は 0.20~0.55 μm であり, FIB-SIM 像で確認され る結晶は 1~2 個の結晶子からなるものであり, これが本めっき浴におけるセルフアニール 後の結晶粒径であった. 次に, めっき膜中の欠陥密度と残留応力との関係を求めた結果を Fig. 2. 3 に示す. 欠陥 密度が残留応力に影響を与える 20)ことが想定されたが, 本結果では残留応力に対し, 欠陥 密度に相関が見られなかった. よって本めっき浴, 条件において, めっきの反りとして現 れるマクロ的な残留応力は, XRD により求めた格子ひずみの影響が支配的であると推定さ れる.
- 21 -
Fig. 2. 1 The correlation between residual stress and current density.
- 22 -
- 23 - 2. 3. 2. 格子ひずみとめっき膜中の含有不純物の関係 次に格子ひずみに影響するめっき膜中の含有不純物の関係について調査した. 格子ひず みの発生はめっき核からの結晶成長時の不整合の他, めっき中に取り込まれる水素やその 他有機物が影響する4) と考えられるため, TDS 分析により膜中の不純物量の評価を行った. その結果を Fig. 2. 4 に示す. すべての電流密度条件において分子量 2, 18, 28, 44 の付近にピ ークが見られ, これらはそれぞれ水素, 水, 一酸化炭素と窒素, 二酸化炭素に対応する. 基 準となるニッケル基材に対し, 銅めっき皮膜では特に水素の脱離量が顕著であった. 一方, 浴中有機物の混入由来と考えられる他の不純物(水, 一酸化炭素, 窒素, 二酸化炭素)はニ ッケル基材のみの脱ガス量との差異が小さく, また格子ひずみとの顕著な相関が得られな かったため, 影響は低いと想定される. そこで特に脱離量が多く, また残留応力への影響が大きい 14),21),22)と考えられる水素脱離 量の詳細を調査した. Fig. 2. 5 に各電流密度条件における水素脱離量の結果を示す. 大き くピークが 2 つに分かれていることから脱離に必要なエネルギーが異なる, つまり水素の めっき膜中でのトラップ形態が異なることが示唆される. そのため, 2 つのピークの中間と なる温度(430 ℃)から低温側, 高温側に分けて脱離量を求めた. この結果を Table 2. 2 に 示す. 低温側は格子ひずみに基づく残留応力値の増加に対し上昇傾向にあることから相関 関係を持つことが確認された. 一方, 高温側は応力値に対し減少する傾向が見られ, 脱離 水素全体量には違いが見られなかった. よってめっきに取り込まれる水素量は電流密度に 対し大きな変化はなく, 結晶成長の段階で取り込まれるときに違いが生じていると考えら れる. ここでめっき膜内での水素混入状態を Fig. 2. 6 に示す. 水素がトラップされる箇所 をめっきの結晶粒界, 粒内とで大別した場合,低温側の水素脱離量は周辺原子(銅めっき) との相互作用が小さい粒界から, 高温側は相互作用の大きい粒内からと考えられる. 以上 より, 粒界でトラップされる水素量がめっき皮膜の反りに影響する残留応力値の増加要因 のひとつとして考えられる.
- 24 -
Fig. 2. 4 Comparison of thermal desorption behaviors of electrodeposited Cu films at 1, 2 and 3 A/dm2 and Ni base.
- 25 -
Fig. 2. 5 Comparison of hydrogen thermal desorption behaviors of electrodeposited Cu films at 1, 2 and 3 A/dm2
Table 2. 2 Comparison of physical property of electrodeposited Cu films at 1, 2 and 3 A/dm2
R.T.~430℃ 430~800℃ 1 2.61 4.53±3.13 1.00 1.00 2 13.44 13.19±5.54 1.11 0.78 3 30.77 25.49±2.19 1.21 0.75 Current density [A/dm2] Tensile stress caluclated from the amount of curvature
[MPa]
Tensile stress caluclated from the
lattice strain [MPa]
Relative amount of desorbed hydrogen (The amount at 1 A/dm2 is 1)
- 26 -
- 27 - 2. 3. 3. SPS による残留応力低減効果 次に, 光沢剤としてめっき核生成を促し, 結晶状態に大きく影響を与えると想定される 硫酸銅めっき浴中の SPS 濃度と残留応力の関係について検討した. SPS 濃度 0.1, 1.0, 5.0, 8.0, 10.0, 30.0 mg/L について, それぞれ反り量から算出した残留応力結果を Fig. 2. 7 に示す. SPS 濃度増に伴い, 引張の残留応力は減少傾向を示し, SPS 濃度 10 mg/L 以降ではほぼゼロ を示した. この理由を調べるため, 結晶粒径, 格子ひずみから求める残留応力, 欠陥密度, 脱ガス量をそれぞれ求めた. 各 SPS 濃度における FIB-SIM 像, XRD から求めた結晶粒径の結果を Fig. 2. 8 に示す. SPS 濃度 10 mg/L において若干の結晶粒の増大が確認され, XRD からの結晶子寸法も同様の傾 向であった. SPS はめっき浴中の PEG との相互作用で電析表面上に吸着し, めっき結晶核 の発生を促進することで微細な結晶のめっき皮膜を形成させる 23)~26) . しかし本結果では SPS 濃度の増加に伴い粒径が大きくなる結果が得られた. これは微細な結晶が形成された 後, セルフアニールによる再結晶化が起きたことが考えられる. 1 つの結晶において, 結晶 最表面の金属原子は結合の手が余っているために, 不安定でエネルギーの高い状態となっ ている. 従って特に小さい結晶からなる多結晶めっき膜では表面積が大きいために表面 エネルギーが高く, より不安定な結晶になると考えられる. よって SPS 10 mg/L の小さい 結晶では不安定な状態から安定になるため, めっき後に自発的に再結晶化(セルフアニー ル)が起こり, 粒径が大きくなったと考えられる. またこのセルフアニールに伴い, 格子ひ ずみが解放されることで残留応力が低減したことが推測される. この他, 銅めっき結晶の物理特性を評価した結果を Table 2. 3 に示す. 欠陥密度および 430℃以上での脱水素量は残留応力との相関が見られなかったが, 430℃以下の脱水素量は 残留応力の低下に伴い減少していることが確認された. また各 SPS 濃度における電流効率 を測定すると SPS 濃度に関わらずほぼ同じであることを確認した. よってめっき時の水素 発生量は SPS 濃度に因らず一定であることより, 発生した水素がめっき皮膜内のどこに取 り込まれるかが SPS 濃度で異なっているものと考えられる. 前述の通り SPS はめっきの微 結晶化を促すことから, めっき皮膜に対する粒界の占める割合が多くなり, 粒界に取り込 まれる水素量も必然的に多くなる. そしてこの水素がセルフアニールに伴い一部めっき外 へ放出, またはめっき反りに影響しない粒内へトラップされると推測される. よって Table 2. 3 の SPS 濃度 10 mg/L における 430~800 ℃昇温時の脱水素量が他の SPS 濃度に比べ多 いことは, セルフアニールに伴う再結晶粒内への再トラップを意味していると考えられる. 以上より, SPS 濃度増に伴う残留応力減少の理由としては, セルフアニールに伴う格子ひ ずみの減少および粒界にトラップされた水素の放出が考えられる.
- 28 -
Fig. 7 The correlation between residual stress and SPS concentration. Current density is 3A/dm2.
- 29 -
Table 3 Comparison of physical property of electrodeposited Cu films at 0.1, 1.0 and 10.0 mg/L SPS. R.T.~430℃ 430~800℃ 0.1 27.02 26.69±4.67 0.018 1.17 1.02 1.0 30.77 25.49±2.19 0.002 1.00 1.00 10.0 0.81 1.31±5.59 0.018 0.73 1.19 Tensile stress caluclated from the
lattice strain [MPa]
Relative amount of desorbed hydrogen (The amount at 1.0 mg/L SPS is 1) Defect density [%] SPS concetration [mg/L] Tensile stress caluclated from the amount of curvature
- 30 - 2. 4. まとめ 硫酸銅めっき皮膜の残留応力測定および結晶状態の分析により以下の結論を得た. (1)硫酸銅めっきにおいて, 剥離につながるめっき皮膜の反りは, 格子ひずみ起因のマク ロ的な残留応力が支配的であった. (2)格子ひずみの発生は電析中に結晶粒界へ取り込まれる水素が原因のひとつであるこ とが示唆された. (3)SPS 濃度増に伴い残留応力は低減した. この要因として, めっき浴中への SPS 添加濃 度が高い場合では析出銅が微結晶化し, これがセルフアニールすることで応力解放 が促進したと考えられる.
- 31 - 参考文献
1) Masao Kikuchi, Tetsuya Ueda, Masayoshi Shinkai, Dai Nakajima, Koji Hiraoka ; 三菱電機技報,
84, 232(2010)
2) T. Otani ; 東芝レビュー, 65, 43 (2010) 3) N. Baba, M. Tago ; JP2012-174908 (2012) 4) Y. Tsuru ; Hyomen Gijutsu, 51, 360 (2000). 5) R. Weil ; Plating, 58[1], 50 (1971).
6) R. Weil ; Plating, 58[2], 137 (1971).
7) V. Kohlschutter, F. Jacober ; Z. Electrochemie, 33, 290 (1927) 8) S. Konishi ; Kinzoku Hyomen Gijutsu, 21, 470 (1970)
9) S. Yonetani ; Kinzoku Hyomen Gijutsu, 37, 449 (1986) 10) G. Stoney ; Proc. Roy. Soc., 42, 99 (1909)
11) K. Tanaka ; Hyomen Gijutsu, 43, 624 (1992)
12) K. Oyamada, W. Yamamoto ; J. Surf. Finish. Soc. Jpn., 58, 213 (2007) 13) G.K.Williamson and W.H.Hall: Acta Metall., 1, 22 (1953)
14) Y. Tsuru ; J. Surf. Finish. Soc. Jpn., 54, 35 (2003)
15) Y. Tsuru, K. Kamachi, J. Tokunaga ; J. Surf. Finish. Soc. Jpn., 55, 423 (2004)
16) K. Ito, N. Fukumuro, S. Yae, H. Matsuda ; Journal of Japan Institute of Electronics Packaging, 12[2], 130 (2009)
17) H. Abe, K. Nakamura, H. Shimazaki, M. Mogi, K. Matsunaga, T. Ito, Y. Miura, T. Watanabe ; Bulletin of the Japanese Society of Printing Science and Technology ; 41, 40 (2004)
18) M. Matsuda, S. Yoshihara, M. Dobashi ; J. Surf. Finish. Soc. Jpn., 59, 696 (2008) 19) K. Ueno ; J. Surf. Finish. Soc. Jpn., 63, 227 (2012)
20) Y. Maekawa, A. Nakagiri, H. Maeda ; The Japan Society of Mechanical Engineers, 52, 1295 (1986)
21) N. Fukumuro, S. Yae, H. Matsuda, Y. Fukai ; J. Surf. Finish. Soc. Jpn., 63, 222 (2012) 22) Y. Tsuru, S. Kawahara, T. Shinozaki, M. Yano ; J. Surf. Finish. Soc. Jpn., 63, 167 (2012) 23) K. Kondo, K. Hayashi, Z. Tanaka, N. Yamakawa ; Journal of Japan Institute of Electronics
Packaging, 3, 607 (2000)
24) K. Kondo, Z. Tanaka, T. Okamura ; Journal of Japan Institute of Electronics Packaging, 6, 136 (2003)
25) H. Yamaguchi, T. Yamashita ; J. Surf. Finish. Soc. Jpn., 59, 268 (2008) 26) T. Yamashita, H. Yamaguchi ; J. Surf. Finish. Soc. Jpn., 60, 761 (2009)
- 32 - 第3 章 硫酸銅めっき浴の添加剤劣化挙動の評価 3. 1 はじめに 近年の電子部品の小型化, 軽量化に伴い, 硫酸銅めっきは LSI に代表される半導体パッ ケージの配線形成技術として一部量産用に使われてきている. 特に多層構造のスルーホー ル, ビアの穴埋めは, 盛んに研究が行われ, 昨今ではその技術確立が進んでいる. これは硫 酸銅めっき浴内の微量な添加剤の反応挙動を明らかにする研究が盛んに行われてきた成果 であり, これまでにも様々な報告がされている1)~6) . 一方, 品質安定性を考える上で, これ ら微量添加剤の劣化挙動を把握することが重要であるが, その定量分析方法や劣化挙動 の報告は十分とは言えない. めっき配線構造においても第 2 章で記した通り, 厚銅めっきの残留応力低減のためには, 微量添加剤 SPS 濃度の管理が必要になるため劣化挙動の把握は重要な技術となる. まため っき配線は段差形状へ均一なめっき膜厚が理想のため, SPS のみならず抑制, 促進の働き をする各添加剤の管理が必要になる.
現在では Cyclic Voltammetric Stripping 法(CVS 法)により, 微量添加剤の定量分析およ び, 管理が可能とされている 7, 8) . この手法は作用電極上で電位を繰り返し掃引して得ら れるボルタモグラムの酸化電気量から微量添加剤濃度を求めている. しかしながらめっき 処理過程で生ずる分解生成物など, 電気化学的挙動の近い成分が複数混在する場合, それ らの個別定量は困難になる. よって添加剤の同定およびその分解生成物の定量分析方法として, 我々は高速液体クロ マトグラフィ(以下 HPLC)法に着目し, 各微量添加剤の同定, 分解反応の測定を進めて きた9, 10) . 西谷らによってポリエチレングリコール (平均分子量 4000 ; PEG-4000)やビス -3-スルホプロピルジサルファイド 2 ナトリウム(SPS)の定量分析が可能と報告11)が成さ れているが, 硫酸銅めっき浴の代表的な微量添加剤であるヤヌスグリーン(JGB)の定量 化や, めっき処理中に生成するこれら添加剤成分の分解生成物の分析には至っていない. そこで本研究では硫酸銅浴中において PEG-8000, JGB, SPS の添加剤3成分系を想定し, 各成分のめっき浴からの分離, 定量を試み, さらにめっき処理中における添加剤成分の定 量分析から分解生成物の測定およびそのめっきへの影響について調査した.
- 33 - 3. 2. 実験方法 3. 2. 1. めっき処理条件 添加剤劣化挙動を確認するための硫酸銅めっき模擬浴は Table 3. 1 とした. この模擬浴 500mL に電極面積 8 cm2の Cu 板をカソード, その両側に Cu のアノードを配置し, 1A/dm2 , 50 分間めっき処理を行った. なおアノードバックを用いない実験系では, 添加剤の劣化が顕著であることが報告され ている 8) . そこで本研究においても添加剤の劣化に着目するため, アノードバックを用い ない実験系で各種添加剤の劣化挙動を評価した. 2. 2. 微量添加剤の分離と定量 上記めっき処理前後の微量添加剤を定量するには, 硫酸銅めっき浴中の他成分との分離 が必要となる. そこで HPLC システム(島津製作所製, LC-10A)を用い, 微量添加剤(PEG, JGB, SPS)を Table 3. 2 で示すようなそれぞれのカラム, 移動相で分析した. PEG は分子サイズが大であるため, その差を利用して分離可能な GPC カラムを用い, 硫 酸銅めっき浴中の他成分と分離した. またこの際, PEG 以外の他成分(特に主成分である硫 酸銅や硫酸)との分離を容易にするため, 移動相成分の水溶液と有機溶媒の最適比率を調 べた. JGB は硫酸銅めっき浴中に極微量(2 mg/L)に存在することから, 分析感度の高いフォ トダイオードアレイ検出器(PDA)を用いて定量した. 分離カラムは主成分の硫酸銅や硫 酸がほとんど保持されない逆相カラムを用い, 移動相は水:アセトニトリル(2 vol.%ギ酸) =50:50 とした. JGB は濃青色で固有の吸収波長を有していることから, PDA で 654 nm に 極大吸収波長を示し, 他成分との分離検出可能を確認した. さらに検量線を作成し, 相関 係数 0.999 以上が得られ, 定量下限値 0.01 mg/L(変動係数:<10 %)まで定量分析可能で あることを確認した. また JGB の分解生成物の同定には液体クロマトグラフ質量分析(LC-MS)を用いて質量 分析を行った. SPS は JGB 同様硫酸銅めっき浴に微量含まれるため, 検出感度の高い PDA にて検出を試 みた. 分離カラムは硫酸銅や硫酸がほとんど保持されない逆相カラムを用い, 移動相は 0.1 M 硝酸ナトリウム水溶液(1 vol.% ギ酸)とした. SPS は PDA で波長 254 nm に極大吸収波 長を示し, 他成分との分離検出可能を確認した. また検量線を作成し, 相関係数 0.999 以上 が得られ定量分析可能であることを確認した. また後述するが, SPS の分析では濃度が低く検出感度が低いため, 固相抽出法による濃 縮液を用いて検出を行った. この固相はポリマー系の GL サイエンス社製 InertSep RP-1 を 使用した.
- 34 -
Table 3. 1 Plating bath composition
CuSO
4・5H
2O
100 g/L
H
2SO
4190 g/L
Cl
-50 mg/L
PEG 8000
300 mg/L
JGB
2 mg/L
SPS
1 mg/L
Table 3. 2 HPLC operating condition
PEG JGB SPS
GPC column Reverse-phase column Reverse-phase column Showa Denko K.K.
Asahipak GS-320HQ
Nomura Chemical Co.,Ltd. RP-AQUAUS-AR-5 (C30)
Nihon Waters K.K. Xbridge (C18)
Column temperature 35 ℃ 40 ℃ 40 ℃
Mobile phase 0.1 M NaNO3 solution : Methanol
= 50 : 50
H2O : acetonitrile (2 vol% formic
acid) = 50 : 50
0.1 M NaNO3 solution (1 vol% formic acid)
Mobile phase flow rate 1 mL min-1
1 mL min-1 1 mL min-1
Sample injection volume 0.2 mL 0.05 mL 0.05 mL
Detector Refractive Index Detector RID Photodiode Array PDA (654 nm) Photodiode Array PDA (254 nm)
Measuring time 30 min 20 min 20 min
- 35 - 3. 3. 結果および考察 3. 3. 1. 分離検出条件の最適化 各添加剤の劣化挙動を把握するためにはめっき浴中の他成分との分離および定量測定 精度が重要となる. そこで HPLC システムにおいて, Table 3. 2 の条件において検出可否お よび定量精度の確認を行った. 3. 3. 1. 1 PEG
HPLC にて PEG を測定した結果を Fig. 3. 1 に示す. PEG と他成分との分離検出可能が確 認されたが, PEG 検出時間(6.1 分付近)に近い 7.6 分以降の位置に硫酸銅および硫酸のピ ークが見られた. そこで移動相の水溶液と有機溶媒の比率と各成分の検出時間を確認する と, 有機溶剤成分比率の増加に伴い PEG と主成分とのピーク位置の差が大きくなることが わかった. よってカラム内の圧力の許容範囲内において最大の有機溶媒比率となる 0.1 M NaNO3水溶液:メタノール=50:50 を, PEG 分析における移動相成分とした. 以上より, 検量線を作成した結果, 相関係数 0.999 以上が得られ, 定量下限値 10 mg/L(変 動係数:<10 %)まで定量分析可能となった.
Fig. 3. 1 Chromatogram of a simulated plating bath containing 300 mg/L of PEG with
molecular weight of 8000 and mobile phase ratio of 0.1 M NaNO
3to CH
3OH.
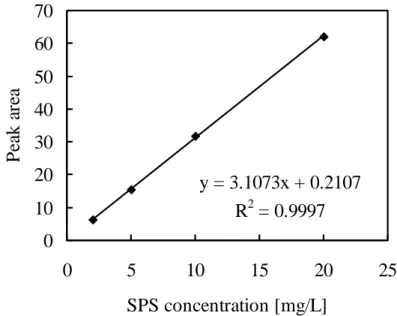
- 36 - 3. 3. 1. 2 SPS SPS は本分析条件では建浴時の濃度である 1 mg/L が定量下限値(変動係数:<10 %)で あり, 劣化挙動の把握のためには不十分であった. そこで硫酸銅めっき浴中の SPS を固相 抽出法にて濃縮することで定量下限値の改善を試みた. 固相には GL サイエンス社製 InertSep RP-1(ポリマー系)を用い, 濃縮液を作製した. 固相抽出法では, 固相に投入する 試料を効率良く回収する必要があるが, 事前検討により固相への投入試料量を増やすと回 収率(HPLC 検出 SPS 濃度/固相への投入試料量)が減少することがわかった. これによ り, SPS は固相に保持されるものの, その保持力は弱いことが推測できる. なお, SPS の固 相内の保持機構について, 以下の通り推測する. 本研究で用いた固相 RP-1 はイオン性のも のは保持せず, 無極性の官能基のみを保持する. SPS はスルホン酸基を持っているため, 水 溶液中ではイオンで存在すると考えられるが, 強酸の硫酸銅めっき浴中では解離せず, SPS の分子中のアルキル基で固相に保持されているものと考えられる. 以上より, 回収率 95 %以上得られる濃縮率 6.67 倍になる試料量 20 mLを用いることで, 検量線を作成した. その結果を Fig. 3. 2 に示す. 相関係数 0.999 以上が得られ定量下限値 0.15 mg/L(変動係数:<10 %)まで定量分析可能であることがわかった.
y = 3.1073x + 0.2107
R
2= 0.9997
0
10
20
30
40
50
60
70
0
5
10
15
20
25
SPS concentration [mg/L]
P
ea
k
a
re
a
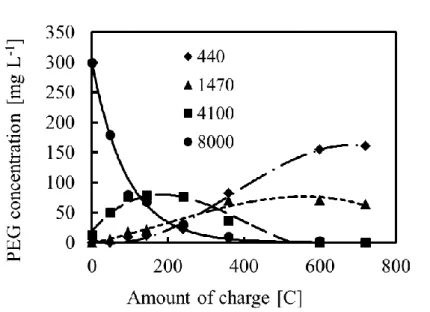
- 37 - 3. 3. 2. PEG の劣化挙動 PEG の劣化挙動を明らかにするため, 任意のめっき処理時間毎にめっき浴から試料を 抜き取り, HPLC を用いて分析した. ここでは分子量 8000 の PEG を用いた. 各めっき処理時間における PEG の測定結果を Fig. 3. 3 に示す. めっき前の検出ピークに 対し, 処理時間が長くなるに従い, 検出される時間, つまり分離カラムを PEG が通過する 時間が長くなっていることがわかった. 分子サイズが大きいほど分離カラムを速く通過す る(速く検出される)ことから, めっき処理に伴い, PEG の分子サイズが小さくなっている ことがわかる. つまり建浴時の PEG-8000 が, めっき処理に伴い低分子化されていることを 示唆している. PEG の低分子化は, めっき浴内放置のみでは分解が見られず, また電析時 に Cu イオンを伴いカソード側に吸着することから, 分解はカソード表面の電析過程にお いて起こると推測する. なお, Fig. 3. 3 においてブロードなピークほど分子量の幅を持った PEG が存在していることになる. ここで低分子化した PEG について, めっき電気量に対する各分子量の変動を導いた結果 を Fig. 3. 4 に示す. これは, 任意のめっき処理時間で採取した浴から検出されたピークを 用い, そのピークの中から代表的な分子量(PEG-440, 1470, 4100, 8000)の各検出時間にお ける強度を定量することで導いた. ただし, 本導出方法は Fig. 3. 3 のようないくつもの分 子量が存在するブロードなピークから, ある一点の検出時間の強度を用いて濃度を求める ため, 厳密な定量性は望めない. しかしながら, PEG は分子量の違いによってめっき反応 抑制効果に及ぼす影響が大きいと想定されるため, 本導出方法のように浴管理の指標とな る方法として, 有効といえる. 例として, PEG 分子量とめっき付き回り性能の関係を確認した結果を Fig. 3. 5 に示す. め っき付き回り性能は下式よりスローイングパワーとして表した. スローイングパワー(%)=(スルーホール内めっき厚/表面のめっき厚)×100 PEG はめっき析出に対する抑制効果を持つため, スローイングパワーが高いほど抑制効 果があり, PEG が添加剤として機能しているといえる. よって Fig. 3. 5 のように, PEG の分 子量の増加に対しスローイングパワーも増大するため, 本検討の 8000 の分子量までの範囲 において高分子量ほど抑制効果が大きいと考えられる. 一方, 分子量 600 付近までの低分子量の領域において, PEG 無添加(分子量 0)に比べ若 干のスローイングパワーの減少が見られた. PEG は前述の通り高分子ほど抑制効果が大き く, これは他の研究者の報告とも矛盾はない12~16) . しかしながら, PEG が低分子化すると 被めっき物表面の抑制効果が減少する傾向に対し, スルーホール内部では拡散し易くなっ た PEG が孔内に多く吸着することで高分子に比べ, 抑制効果が強くなることが考えられる. つまり表面の抑制効果減少とスルーホール内部抑制効果増大のバランスの結果, 低分子量 領域において若干のスローイングパワーの減少が見られたと思われる. また, 本実験ではめっき促進効果を持つ SPS の共存下で実験している. SPS は PEG との 相互作用で吸着するため, PEG 分子量が大きい程被めっき面の PEG 被覆率が多くなり, SPS
- 38 - の吸着量が増大すると報告されている15, 16) . よって, PEG の低分子化に伴い SPS 復極作用 によるめっき促進効果も減少すると考えられる. つまり, 被めっき表面およびスルーホー ル内部それぞれの PEG 抑制効果と SPS 促進効果の変動バランスについても, PEG 低分子化 によるスローイングパワー減少の原因の一因として考えられる.
Fig. 3. 3 Chromatograms of a simulated bath containing 300 mg/L of PEG with
molecular weight of 8000 after plating for 0, 1500, 4500 and 9000 s.
0
5000
10000
15000
20000
5
6
7
8
9
Detection time [min]
In
te
n
si
ty
0s
1500s
4500s
9000s
8000
4100
1470
440
Molecular weight
- 39 -
Fig. 3. 5 The correlation between
throwing power and molecular weight of PEG.
Fig. 3. 4 The concentration change of 300 mg/L PEG with molecular weights
of 8000, 4100, 1470 and 440.
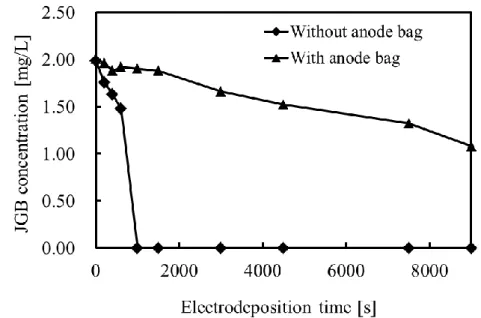
- 40 - 3. 3. 3. JGB の劣化挙動 次に JGB の劣化挙動を検討するため, PEG 同様に処理中のめっき浴から抜き取り HPLC で定量した. 電析時間に対するこの結果を Fig. 3. 6 に示す. JGB 濃度はアノードバック無し の実験系において, めっき処理に伴い急激に減少した. この減少原因を明らかにするため, SPS の濃縮と同様に固相抽出により JGB 成分をめっき浴から分離した. 固相に保持された JGB は, 建浴時の濃青色(654 nm)から紫色(554 nm)に変色していることがわかった. こ れは JGB の分子構造が変化し, 色調(検出波長)の異なる化合物が生成したと考えられる. これをアセトンにて溶出し, LC-MS にて分析した結果を Fig. 3. 7 に示す. 生成した化合物 の分子量は 343 であることがわかった. この分子量 343 の化合物は, JGB の N=N 二重結合 が切れて水素が結合する水素化分解反応で生成されたメチレンバイオレットの分子量と一 致する. また JGB から分解したもう一方は, ベンゼン環の開環反応が考え難いことから Fig. 3. 8 に示すように N,N-ジメチル-p-フェニレンジアミンが生成されていると推測される. そ こで HPLC を用いて処理後のめっき浴の分析を行った結果, N,N-ジメチル-p-フェニレンジ アミンが検出された. 以上より, JGB はめっき処理中に N=N 二重結合が切れてメチレンバ イオレットと N, N-ジメチル-p-フェニレンジアミンが生成されることがわかった.
Fig. 3. 6 に示すように, 本電析条件 1 A/dm2で電析時間約 1000sec 程度で JGB が分解し, 消失した. これは, 通常の Cu めっき工程で JGB が機能しなくなる(補給する)時間に比べ て速い. また, 本実験系と通常のめっき工程との相異点として, アノードバックを用いて いないことが挙げられる. アノードバックを用いない場合, アノードバックを用いる通常めっき工程に比べ, JGB のアノード側への拡散が多くなり, JGB の酸化反応が進む可能性が考えられる. しかし, JGB の分解反応では Fig. 3. 8 で示したような水素化反応が起こっているため, JGB の減少は アノード上での酸化によるものではない. 一方, アノードで生成したアノードスライム(不溶性残渣)の一部は, 攪拌によりめっき 浴中に分散しており, Cu 電極板内の微量添加元素を含む銅酸化物として存在すると想定さ れる. また, 通常 N=N 二重結合など不飽和結合の水素化は, 白金やパラジウムなどの貴金 属の他, 銅やその合金, また銅酸化物の触媒上で促進されることが知られている 17~19) . つ まり, アノードスライムは水素化分解の触媒となる可能性が考えられる. これを確認する ため, 電解無しのアノードスライム共存下における JGB 濃度推移を求めた. なお本実験は, 純水中に JGB のみを 2 mg/L 添加した溶液に, 事前に銅電析で生成したアノードスライムを 展開したものを用いた. また, この溶液を電解無しで任意の攪拌時間で採取し, PDA にて JGB 濃度を測定した. その結果を Fig. 3. 9 に示す. アノードスライム無しに対し, アノード スライム共存下では JGB の急激な減少が確認された. また JGB が 0 mg/L になった時間は 図 6 の電析時間と近似していた. 以上から, アノードスライムが触媒となり JGB は電解無 しで水素化分解することが示唆された. さらに, 実際の電解時においてはカソードで発生する水素に曝されるため, 水素化分解
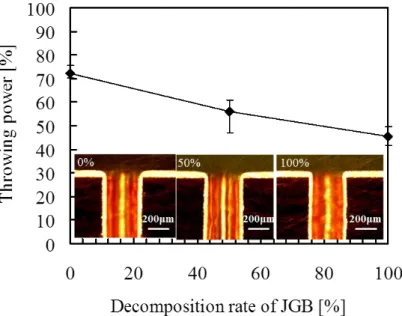
- 41 - に必要な水素および, アノードスライム, JGB がカソード表面で一時的に共存することで, JGB の水素化分解が促進されたと考えられる. 一方, Fig. 3. 6 に示したようにアノードバックを用いた場合には, JGB 濃度の急激な低下 が抑えられ, 徐々に減少する. これは JGB の水素化分解反応がアノードバックにより抑制 されていることを示している. 実験的根拠が未だ不十分ではあるが, めっき中に生じるア ノードスライムは JGB の水素化分解を促進する触媒として働くものと考えられる. 次に, この分解生成物であるメチレンバイオレットおよび N,N-ジメチル-p-フェニレン ジアミンのめっき付き回り性能への影響について調査した. めっき付き回り性能は, PEG と同様にスルーホール形状に対するスローイングパワーにて評価した. その結果を Fig. 3. 10 に示す. 浴成分は表 1 を基本とし, 分解生成物であるメチレンバイオレット, および N,N-ジメチル-p-フェニレンジアミンをそれぞれ 50%, 100%分解したと想定されるモル濃度 を添加した. 分解生成物の増加に伴い, スローイングパワーは減少し, JGB のめっき析出の 抑制効果が低下したことが示唆された. よって, JGB は分解することでめっき付き回り性 へ悪影響を及ぼすことが示唆され, 分解生成物の定量による管理が重要になることが考え られる. そこで, 硫酸銅めっき浴にメチレンバイオレットを種々の濃度に調製した浴を用い, メ チレンバイオレットの吸収波長である 554 nm において検量線を作成した. これを Fig. 3. 11 に示す. 相関係数は 1 で良好な直線性を示し, 定量分析に十分適用できることがわかっ た. また, 検出器 PDA は多波長同時分析が可能なため, JGB 吸収波長である 654 nm につい ても同時に定量分析ができる. このように, JGB と分解生成物であるメチレンバイオレッ トを同時分析することができるため, 分解生成物の管理が容易になると考える.
- 42 -
Fig. 3. 7 The mass spectrum of 2 mg/L JGB after plating 1500 sec.
- 43 -
Fig. 3. 8 The decomposition reaction of JGB during plating.
N N N NN N Cl-N N N NH2
⇒
+
メチレンバイオレット N,N -ジメチル-p-フェニレンジアミン JGB NH2 NFig. 3. 9 The concentration change of 2 mg/L JGB aqueous solution
without and with anode slime.
- 44 -