法政大学大学院理工学・工学研究科紀要 Vol.56(2015年3月) 法政大学
板材の面外曲げ疲労強度に及ぼす曲げ加工の影響
EFFECT OF BENDING-WORK ON FATIGUE STRENGTH OF PLATE UNDER OUT-OF-PLANE BENDING
大川 輝 Hikaru OHKAWA 指導教員 大川 功
法政大学大学院理工学研究科機械工学専攻修士課程
Fatigue test were performed on 90°V-shape bending-worked cold rolled carbon steel sheet under fully-reversed out-of-plane bending to investigate the effect of bending-work on fatigue strength of plate.
For annealed specimens after bending-work, the fatigue strength is influenced only by elastic-plastic stress concentration at critical location. Fatigue life of bending-worked specimens without annealing can be evaluated taking the effect of stress concentration and work-hardening into consideration.
Key Words : Fatigue strength, Bending-work, Out-of-plane bending, Work-hardening, Annealing
1.緒論
常温における塑性加工により製造された実機部材の疲 労に関しては,実用上の必要性からこれまでに多くの研 究がなされてきた.これらの部材では,加工時の塑性変 形により生じる表面層近傍での材質変化 [1]~[4] や残留 応力[5]~[8]がその疲労強度に大きな影響を及ぼすこと が知られており,これらの影響因子の疲労強度への寄与 を分離し,個々に定量的な評価をする研究[9]~[12]もなさ れている.
プレス加工により板材から立体的な製品を得る際に成 形の主体となるのは曲げ変形であることから,板材では 各種成形法のうちで曲げ加工は最も重要なものの一つで ある.しかし,個々の製品についての疲労強度の評価は なされているものの,製品やその製造過程が多岐にわた るためか,曲げ加工された状態での板材の疲労強度に関 する研究例は,平板材に比べて極めて少ない[13]~[14].
著者らはこれまでに,種々の曲率半径をもつように 90°V 型曲げ加工したアルミニウム合金板材の試験片を 用いて面外曲げ疲労試験を行い,板材の疲労強度に及ぼ す曲げ加工の影響について検討してきた[15]~[17].その 結果,曲げ加工材の疲労強度は曲げ加工半径の減少にと もなって低下する傾向を示したが,これは曲げ加工部内 側に生じる応力集中の影響により疲労き裂が早期に発生 し,かつ繰返し初期段階でのき裂成長が速くなるためで あることがわかった.しかし曲げ加工半径が極端に小さ くなると,長寿命域での疲労強度は増加するという特異 な傾向を示した.これは,曲げ加工材の疲労強度が応力 集中の影響のみならず,加工にともなう材質変化や残留 応力等の影響も同時に受け,これらの影響の程度が曲げ
加工度に応じてそれぞれ変化することに関連していると 考えられる.
本研究では冷間鋼板に曲げ加工を施したままの試験片 と,これに低温焼鈍を施して曲げ加工により生じる材質 変化等の影響を除去した試験片の双方を用いて面外曲げ 疲労試験を行った.これらの試験結果に基づき,板材の 疲労強度に及ぼす曲げ加工の影響について検討するとと もに,両材の疲労寿命特性を対比することにより,曲げ 加工材の疲労強度に及ぼす応力集中の影響と材質変化等 の影響について個別に評価した.
2.試料及び試験方法
(1)供試材及び試験片
供試材は冷間圧延鋼板(SPCC)である.素材板の化学成分 及び機械的性質を表1に示す.疲労試験片はその長手方向 が圧延方向と一致するように採取した.まず,厚さ2.3mm の素材板を平面研削盤にて表面粗さRmaxが2.5μmで厚さが 2mmの板に仕上げ,これを図1(a)に示す形状の平板平滑試 験片に機械加工した.これにさらに挟み角が90°で曲げ加 工部内側の曲率半径Rが3mm及び1mmとなるように曲げ 加工を施し,図1(b)に示す曲げ加工試験片を製作した.曲 げ加工は,90°溝下型と90°上型をプレスブレーキに取付 け,冷間における一回型曲げ成形とした.以後,曲げ加工 を施したこれらの試験片をそれぞれR3及びR1曲げ加工材 と表記する.曲率半径の小さいR1曲げ加工材においても,
曲げ加工による初期き裂などの欠陥は認められなかった.
本研究では,上記のような機械加工及び曲げ加工を施 したままの試験片(未熱処理材)に加えて,加工により 生じる材質変化や残留応力の影響を除去する目的で加工 後に低温焼鈍(真空中600℃で30分間保持後炉冷)を施
した試験片(低温焼鈍材)も用意し,次節で述べるよう に両材の比較試験を行った.なお,4% 濃度のナイタール にて表面を腐食し,切断法により結晶粒径を測定したと ころ,圧延方向に沿った平均結晶粒径はいずれも 33~
34 μm程度で,低温焼鈍による相違はみられなかった.
(2)試験方法
疲労試験には曲げ変位一定型の面外曲げ疲労試験機 (東 京衡機製造所製, PBF-30C) を用い,繰返し速度1000cpmで 両振りの曲げ変位を負荷して疲労寿命特性を調べるとと もに,繰返し曲げモーメントの変化を測定した.公称曲げ 応力𝜎𝑛は,𝑁𝑓⁄ 時点での曲げモーメントを用いて次式よ2 り算出した.
(1) ここで,b及びtはそれぞれ試験片最小断面部の板幅と板 厚である.繰返し数が107回を超えても破壊しない場合は 打切りデータとし,この打切りデータの上限の応力を疲労 限度として定義した.
曲げ加工材では曲率半径Rが小さいため,疲労き裂の発 生箇所となる曲げ加工部内側表面での残留応力や硬さの 測定は困難である.そこで,曲げ加工により生じる加工層 及びこれを除去するために行った低温焼鈍が疲労強度に 及ぼす影響を検討するため,未熱処理及び低温焼鈍後の各 試験片を板幅方向中央において長手方向に沿って切断し,
主としてこの断面内での硬さを測定した.切断によって生 じた加工層は,約50μm 電解研磨することにより除去した.
マイクロビッカース硬さ(測定荷重0.98N,保持時間20s)
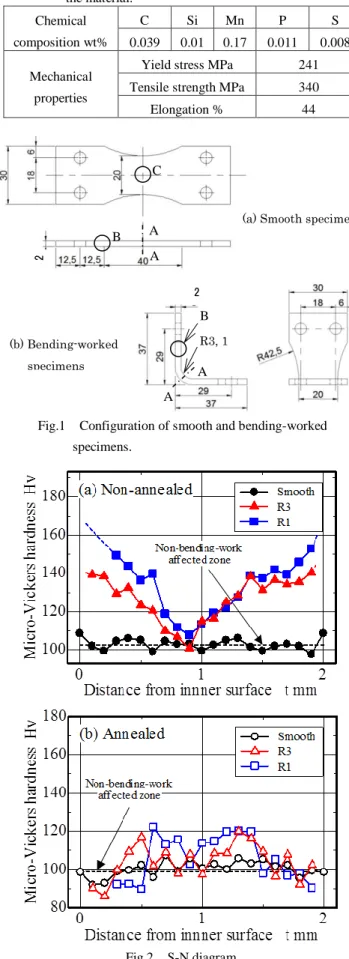
の測定箇所を図1に示す.A-Aは長手方向に切断した断 面内で,試験部最小幅部分の硬さを板厚方向に沿って測定 した箇所,B部は曲げ加工による硬化の影響が及ばない領 域(最小断面部から試験片長手方向に沿っておよそ20mm 離れた箇所)であり,平滑材ではこれらに加えて最小断面 部表面中央のC部においても硬さを測定した.硬さにかな りのばらつきがあることを考慮して,複数枚の試験片を用 いて同様の測定を行い,A-A部については6回,B及びC 部については 20 箇所以上での硬さを測定し,その平均値 を測定結果として用いた.
また,未熱処理及び低温焼鈍後の平滑材の最小断面部中 央に貼りつけた電気抵抗線ひずみゲージによりこの箇所 に生ずる繰返しひずみを測定し,多段振幅変動法を用いて 繰返し応力-ひずみ関係を求めた.この関係を用いて,等 価ひずみエネルギー密度法(ESED法)とNeuber則[18] によ り応力集中部に生じる弾塑性の最大曲げ応力を評価した.
疲労き裂の観察は平滑材とR3曲げ加工材について行っ た.き裂観察に用いた試験片は,き裂の発生箇所となる最 小断面部表面を2000番までのエメリー紙を用いて研磨し,
最終的に粒度 0.2 μmのアルミナ粉末の懸濁液により鏡面 仕上げした.所定の繰返し数ごとに試験機を停止し,静的 曲げモーメントを負荷して開口させた状態の表面き裂を レプリカフィルムに写し取り,これを光学顕微鏡により観
察した.き裂の発生は,板幅方向に沿って長さ0.1mmのき 裂が認められた時点とした.
Table 1 Chemical composition and mechanical properties of the material.
Chemical composition wt%
C Si Mn P S
0.039 0.01 0.17 0.011 0.008 Mechanical
properties
Yield stress MPa 241 Tensile strength MPa 340
Elongation % 44
Fig.1 Configuration of smooth and bending-worked specimens.
Fig.2 S-N diagram.
𝜎𝑛=6𝑀 𝑏𝑡2
C
B A A
2
(a) Smooth specimen
(b) Bending-worked specimens
2
A A
B R3, 1
3.試験結果及び考察
(1)曲げ加工にともなう硬さの変化及び繰返し変形挙動 低温焼鈍前後における各試験片の板厚方向に沿ったマ イクロビッカース硬さの変化を図2に示す.図中の破線は 図1のBに示す曲げ加工の影響が及ばない部分の硬さを表 しており,この箇所での硬さは未熱処理材では103,低温 焼鈍材では99と大きな相違は認められない.図2(a)の未熱 処理の平滑材では,圧延及び表面研磨の影響により表面で はやや硬さが高いものの内部ではほぼ一様である.R3及び R1曲げ加工材では,曲げ変形が大きい内,外側表面付近で 曲げ加工にともなう明瞭な硬化が認められ,この箇所での 硬さは加工の影響を受けない部分と比較するとR3 材では およそ40,R1材では60程度高くなっている.一方,図2(b) の低温焼鈍材の硬さは中央部での値がやや高いものの全 般に平坦な分布形となり,曲げ加工により生じた硬化は低 温焼鈍によりほぼ消失している.
多段振幅変動法により求めた平滑材の繰返し応力-ひ ずみ関係を図3に示す.表面硬化層を有する未熱処理材の 繰返し応力-ひずみ関係は,低温焼鈍材のそれと比べると 高応力域における塑性ひずみがやや小さくなるものの,顕 著な相違は認められない.両材の繰返し応力-ひずみ関係 をRamberg-Osgoodの式
(2)
により近似した.Eは縦弾性係数,kは繰返し強度係数及 びnは繰返し硬化指数で,これらの値を図3中に示す.
図4(a)は未熱処理及び低温焼鈍した平滑材の繰返し過程
における曲げ応力振幅の変化を表したものである.高応力,
短寿命域では,熱処理の有無によらず応力振幅は初期に急 減した後漸減する傾向を示し,この間平均応力は生じなか った.一方,長寿命域では曲げ応力振幅はほぼ一定である とみなすことができる.図4(b)に示すR3曲げ加工材では,
高応力域における初期の応力振幅の減少は少ないものの,
変化傾向は平滑材と類似しており,この傾向はR1 曲げ加 工材についても同様であった.
この曲げ応力振幅の変化に対応する硬さの変化を,平滑 材を用いて確認した.寿命が105回程度となるような応力 𝜎𝑛≅ 240MPa を負荷して試験部の表面硬さを測定したと ころ,繰返しの初期に低温焼鈍材ではおよそ5程度,未熱 処理材では 10 程度硬さが低下し,曲げ応力振幅の減少に 対応して材料は軟化していることがわかった.
(2)疲労寿命特性
図5 は𝑁𝑓⁄2 時点での公称曲げ応力𝜎𝑛を用いて各材の寿 命試験結果を表したものである.図5(a)の未熱処理の場合,
曲げ加工材の疲労限度は平滑材に比べて全般に低下する 傾向を示すが,有限寿命域においては逆にR3曲げ加工材 の疲労強度は平滑材よりも若干高い.一方,図5(b)に示す 曲げ加工を施した後に低温焼鈍した試験片の疲労強度は 平滑材よりも明瞭に低下し,曲げ加工半径Rの減少にとも なって強度低下は著しくなる.このような低温焼鈍の有無
による曲げ加工材の疲労強度低下の様相の相違は,曲げ加 工によって生じる硬化や残留応力が,き裂の発生箇所とな る加工部内側表面付近での疲労き裂の発生と初期成長を 抑制するか否かに関係していると考えられる.図2(b)に示 したように,低温焼鈍後に加工硬化の影響はほとんど消失 することから,曲げ加工材の強度低下は加工部内側に生じ る応力集中に起因するものであると考えられる.
上述の曲げ加工材の疲労強度の変化は,曲げ加工の程度 に依存する.ここでは次式のように,中立面の移動を無視 して求められる板の外側表面に生じる円周方向の最大ひ ずみを曲げ加工度 𝛽(%)と定義した.
(3)
Fig.3 Cyclic stress-strain relation in smooth specimens under out-of-plane bending.
Fig.4 Change of bending stress with number of cycles.
𝜀𝑡=𝜎𝑛 𝐸 + (𝜎𝑛
𝑘)
1𝑛
𝛽 = 1 2𝑅𝑖𝑛
𝑡 + 1
× 100
0 0.001 0.002 0.003 0.004 0
100 200 300
Total strain t Bending stress n MPa
Non-annealed Annealed E = 197.7GPa
k = 707.4MPa n = 0.1364 Non-annealed Annealed
E = 202.5GPa k = 688.0MPa n = 0.1330
式中の𝑅𝑖𝑛は曲げられた板の内側曲率半径,t は板厚であ る.平滑材に対する曲げ加工材の疲労強度の割合 𝜎 𝜎⁄ 𝑠𝑚 と曲げ加工度 𝛽の関係を,寿命Nf =105回とNf =107回につ いて表したものが図 6 である.熱処理の有無によらず曲 げ加工度の増大にともなって疲労強度は低下するが,曲 げ加工により生じた硬化層を有する未熱処理材では強度 低下の割合が小さいことがわかる.
(3)疲労き裂の発生及び成長挙動
前節で述べた未熱処理材と低温焼鈍材における寿命特 性の相違を,疲労き裂の発生,成長の観点から考察した.
表面き裂は,平滑材では最小断面部の四隅から,R3曲げ加 工材では加工部内側表面の中央付近から発生,成長した.
図7は, 𝜎𝑛≅ 240MPaの繰返し応力下での平滑材及びR3 曲げ加工材の疲労き裂の成長曲線を示したものである.い ずれも板幅方向に沿って発生した多数のき裂が合体,成長 して10mm程度の長さに達すると,急速に伝ぱして破断に 至った.ここではこれらのき裂のうち,直接破壊に関与し たものを4本選んでその成長を表示した.
図7(a)の未熱処理の場合,寿命はやや相違するものの,
平滑材とR3曲げ加工材のき裂成長曲線に大きな違いは認 められない.一方,図7(b)の低温焼鈍した場合は R3曲げ 加工材のほうが平滑材よりもき裂は早期に発生し,かつ成 長も速い.き裂発生寿命を比較すると未熱処理の場合,平 滑材では6.3×104回,R3曲げ加工材では2.9×104回と両者 に大きな相違はないが,低温焼鈍した場合のき裂発生寿命 はそれぞれ,5.5×104回及び7.7×103回で,R3曲げ加工材 のほうがかなり早い時期にき裂が発生することがわかっ た.
平滑材では 1/4 楕円形のき裂面をもつ縁き裂の表面長 さ cの,また曲げ加工材では半楕円のき裂面をもつき裂 の表面長さの半長 c の変化から増分多項式法によりき裂
成長速度dc/dNを求め,これをき裂長さcに対して表示
したものが図 8である.いずれの場合も多数のき裂が発 生し,これらの成長と合体が主き裂の成長に関与するた めプロットは大きくばらついているが,図8(a) の未熱処 理の場合,平滑材とR3曲げ加工材のき裂成長速度はほぼ 同程度である.これに対し,図8(b)の低温焼鈍した場合,
R3曲げ加工材では,とくにき裂長さの短い領域でのき裂 成長が平滑材よりも速いことがわかる.以上のように,
低温焼鈍の有無により曲げ加工材のき裂の発生,伝ぱ挙 動が明瞭に異なるのは,曲げ加工により生じた硬化層の 有無に関連したものであると考えられ,これは前節の曲 げ加工材の疲労寿命特性の相違とも符合する.
(4)曲げ加工部に生じる応力集中が疲労強度に及ぼす影 響
曲げ成形にともなって危険部位に生じる応力集中は,曲 げ加工材の疲労強度に多大な影響を与える.そこで,図 1 の平滑材及び曲げ加工材の最小断面部における応力状態 を弾性有限要素法により解析した.図9(a)は各試験片の最 小断面部表面での板幅方向に沿った応力分布を表したも
Fig.5 S-N diagrams.
Fig.6 Relation between fatigue strength and working degree in bending.
Fig.7 Crack growth curves.
0 20 40 60
0.6 0.8 1 1.2
Working degree in bending % Fatigue strength /sm
Non-annealed
Annealed
Nf = 105 Nf = 107
Nf = 105 Nf = 107
R3
R1
のである.曲げ加工部表面では二軸応力状態となっている が,第二主応力の値は小さく,疲労き裂はほぼ板厚方向に 沿う最大主応力面上で発生,成長する.曲げ加工材では,
挟み角を開く方向の曲げモーメントが作用する場合に生 じる最大主応力を公称曲げ応力で除した値σ/𝜎𝑛を用いて 応力分布を表示した.平滑材では応力はほぼ一様な分布と なるが,両端でわずかに高く,この箇所での弾性応力集中 係数Ktは1.05である.一方,R3及びR1曲げ加工材では 内側表面中央付近の幅広い領域にわたって顕著な応力集 中を生じる.この部分での応力集中係数Ktはそれぞれ1.30 及び1.70で,曲率半径Rの減少にともなってKtの値は急 増する.
面外曲げを受ける板材の内部では三軸応力状態にある ことから,三つの主応力より計算されるMisesの等価応力 を公称曲げ応力で除した値𝜎𝑒𝑞/𝜎𝑛の板厚方向に沿う分布 を求めた.平滑材では最小断面部の両端の,曲げ加工材で は内側表面中央における分布を図9(b)に示す.平滑材では 直線的で上下面で対称な分布となるのに対し,曲げ加工材 では非対称な曲線状の分布となり,曲率半径の減少にとも なって曲げの中立軸は内側表面に向かって移動する.また,
内側表面に近づくほど応力集中は顕著となることから,前 節で述べたように,曲げ加工材における疲労き裂の発生箇 所が例外なく内側表面となることとも符合する.
この応力集中を考慮して,曲げ加工材の寿命を評価した.
弾性応力集中係数Ktを公称曲げ応力𝜎𝑛に乗じた 𝐾𝑡𝜎𝑛に対 応する寿命を平滑材のS-N線図上で求め,これを曲げ加工 材の予測寿命とした.図10 はこの寿命と実寿命を比較し たものである.図10(a)の未熱処理の場合,予測寿命は全域 にわたって大きく安全側に偏る結果となり,この傾向はと くにR1 曲げ加工材において顕著である.一方,硬化層の 影響がない低温焼鈍材では,図10(b)に示すように長寿命域 では係数3の範囲に収まるものの,短寿命域では安全側に 偏る傾向を示す.これは短寿命となるような高応力を繰返 した場合には,応力集中部における塑性変形が増大し,実 質的な応力集中係数が低下するためであると考えられる.
このことから,平滑材のS-N線図に基づいて曲げ加工材の 疲労寿命を広範囲にわたって精度良く予測するためには,
高応力域では局所的な塑性変形の影響を考慮する必要が ある.そこで,本研究ではひずみエネルギー密度に基づい て導出された等価ひずみエネルギー密度法 (ESED 法)と
Neuber則の2つの簡便法を用いて曲げ加工部における弾塑
性の最大曲げ応力を求め,これを平滑材のS-N線図に適用 して曲げ加工材の寿命を予測した.まず,図3に示した平 滑材の繰返し応力-ひずみ関係(式(2))を利用して,曲げ加 工部内側表面中央付近に生じる弾塑性の最大曲げ応力を 求めた.ESED 法と Neuber 則により得られる弾塑性応力 𝜎𝐸, 𝜎𝑁と公称曲げ応力𝜎𝑛の関係は,式(2)中の材料定数 E,
k及びnを用いて,それぞれ次式により与えられる.
(4)
Fig.8 Comparison of crack growth rate.
Fig.9 Distribution of bending stress.
Fig.10 Comparison of predicted and actual lives.
10-10 10-9 10-8 10-7 10-6 10-5
Crack growth rate dc / dN m / cycle
(a) Non-annealed
Smooth R3
10-5 10-4 10-3 10-2 10-10
10-9 10-8 10-7 10-6 10-5
Crack length c m Crack growth rate dc / dN m / cycle
(b) Annealed
Smooth R3
-1 0 1 2
Normalized bending stress /n
Distance from center of minimum cross-section mm
-10 0 10
Inner surface
Outer surface
(a) Width direction
Smooth R3 R1
Kt=1.05 Kt=1.30 Kt=1.70
-1 0 1
-1 0 1
Distance from center mm
Normalized equivalent stress eq/n Smooth R3 R1 Inner surface
Outer surface
(b) Thickness direction
𝐾𝑡𝜎𝑛= 𝜎𝑁[1 + 𝐸𝑘−1𝑛 𝜎𝑁1−𝑛𝑛 ]
12 100101102103104105106107 100
101 102 103 104 105 106 107
Actual life Nfa Predicted life Nfp
R3 R1 Factor of 3
(a) Non-annealed
100101102103104105106107 Actual life Nfa
R3 R1 Factor of 3
(b) Annealed
(5)
これらの式から,未熱処理材と低温焼鈍材のESED法及び
Neuber 則による弾塑性応力集中係数𝐾𝜎𝐸= 𝜎𝐸⁄𝜎𝑛及び
𝐾𝜎𝑁= 𝜎𝑁⁄𝜎𝑛を算出した.なお,縦弾性係数には両材の平
均値E=200.1GPaを用いた.図11は,両材における弾塑性
応力集中係数𝐾𝜎𝐸と𝐾𝜎𝑁の公称曲げ応力𝜎𝑛の増加にともな う変化を示したものである.公称曲げ応力𝜎𝑛が増加し塑性 変形が増大すると,弾塑性応力集中係数𝐾𝜎は𝐾𝑡よりも低下 する.しかし,いずれもESED法の方がNeuber則よりも 弾塑性応力集中の程度をやや小さく見積もる傾向がある.
ESED法とNeuber則により求めた曲げ加工部に生じる弾
塑性応力の最大値𝐾𝜎𝜎𝑛を平滑材のS-N線図に適用し,曲げ 加工材の寿命を評価した結果を図12に示す.図12 (a),(b) の未熱処理材では,図10 (a)の場合よりも寿命予測精度は 向上するものの,長寿命域では依然として安全側に偏って いる.これに対し,図12 (c),(d)に示す低温焼鈍材の場合,
予測寿命は広範な寿命域にわたってほぼ係数3の範囲に収 まり,精度は良好である.このことから本供試材の場合,
試験を行った曲げ加工半径の範囲では,加工により生じる 材質変化や残留応力等の影響を無視できれば,危険部位に 生じる弾塑性の最大曲げ応力を求めて平滑材のS-N線図に 適用することにより,曲げ加工材の疲労寿命を十分な精度 で評価できることが示された.なお,図 11 に示す弾塑性 応力集中の相違に対応して,ESED法よりもNeuber則の方 が全般にやや安全側の予測寿命を与える傾向がある.
(5)曲げ加工にともなう材質変化が未熱処理材の疲労強 度に及ぼす影響
図 12(a),(b)に示したように,曲げ加工を施したままの
試験片では,応力集中の影響を考慮すると全般に安全側の 寿命評価となり,この傾向は曲率半径の小さいR1 曲げ加 工材においてより顕著である.これは未熱処理の曲げ加工 材では,応力集中の影響のみならず,曲げ加工度に応じて 材質の変化や残留応力の影響も同時に受けるためである と考えられる.残留応力を生じる際には,加工硬化や結晶 構造の変化等の材質変化も同時に起こる場合が多いこと から,両者が疲労強度に及ぼす影響を個別に評価するのは 容易でないが,残留応力の影響は初期残留応力が減衰しな い場合には,静的な平均応力が付加されたのと同等である とみなして耐久限度線図を用いて評価される[8], [9].また 加工硬化の影響は,疲労強度と硬さ[1], [3]あるいはこれら の増分間の関係[2], [11]を利用して評価される.
本研究と同様に,90°V型曲げ加工を施したSPCC板材 の疲労試験を行い,残留応力の変化について調べた研究例 [13]が報告されている.曲げ加工部内側には引張りの,外 側には圧縮の残留応力を生じるが,内面での引張残留応力 のほうが小さく,107回の繰返し後にはほぼ消失すること が示されており,軟質材では繰返しにともなって残留応力 が減衰するといわれていることと符合する[5], [8].疲労き
裂の発生箇所となる曲げ加工部内側表面付近に生じる引 張り残留応力は,曲げ加工材の疲労強度を低下させると考 えられる.本研究では残留応力の測定は行っていないが,
上記のことから残留応力が疲労強度に及ぼす影響は軽微
Fig.11 Change of elastic-plastic stress concentration foctor 𝐾𝜎 with nominal bending stress 𝜎𝑛.
Fig.12 Comparison of predicted and actual lives.
Table 2 Effect of work-hardening on fatigue limit of bent spesimens.
Specimen
Decrease in fatigue limit
MPa ∆𝜎𝑤ℎ
MPa
𝛴𝑡∆𝐻𝑉∆𝑡 N/mm Non-Annealed
∆𝜎𝑤𝑛𝑎
Annealed
∆𝜎𝑤𝑎
R3 12 38 26 49.5
R1 27 65 38 67.7
𝐾𝑡𝜎𝑛= 𝜎𝐸[1 +2𝐸𝑘−1𝑛 𝑛 + 1𝜎𝐸1−𝑛𝑛 ]
12
103 104 105 106 107
Predicted life Nfp
Factor of 3 (a) Non-annealed
ESED
R3 R1
Factor of 3 (b) Non-annealed
Neuber
103 104 105 106 107 103
104 105 106 107
Predicted life Nfp
Factor of 3 (c) Annealed
ESED
R3 R1
Actual life Nfa
103 104 105 106 107 Factor of 3
(d) Annealed Neuber
Actual life Nfa 1
1.5 2
Elastic-plastic stress concentration factor K
Neuber ESED R1 Kt =1.70
R3 Kt =1.30
(a) Non-annealed
50 100 150 200
1 1.5 2
Neuber ESED R1 Kt =1.70
R3 Kt =1.30
Nominal bending stress n MPa (b) Annealed
Elastic-plastic stress concentration factor K
であると考え,以下,曲げ加工により生じる加工硬化が疲 労強度に及ぼす影響について検討する.
加工硬化の影響は,表面における硬化量のみならず硬化 層の深さにも依存することが指摘されている[2], [4], [11].
そこで,曲げ加工部に生じる硬度増加の総計[2]を加工硬化 の程度を表す量として用いた.すなわち,図2の板厚方向 の硬さ分布に基づき,微小厚さ∆t部分での硬さの増加量
∆HV∆tを板厚にわたって加え合わせた 𝛴𝑡∆𝐻𝑉∆𝑡 を加工硬 化の尺度とした.残留応力がなく繰返しによる硬化または 軟化の影響も無視できるとすると,低温焼鈍材では加工硬 化の影響がないため,未熱処理材と低温焼鈍材の曲げ加工 による疲労強度低下の差異が,未熱処理材の加工硬化によ る強化分に相当すると考えることができる.
未熱処理の平滑材の疲労限度177MPaからの曲げ加工材 の疲労限度の低下量 ∆𝜎𝑤𝑛𝑎と,低温焼鈍した平滑材の疲労 限度163MPaからの曲げ加工材の低下量 ∆𝜎𝑤𝑎を表2中に示 す.これらの差 ∆𝜎𝑤ℎ= ∆𝜎𝑤𝑎− ∆𝜎𝑤𝑛𝑎 だけ,曲げ加工時に 生じる加工硬化により材料は強化されたと考えられる.こ の ∆𝜎𝑤ℎ と加工硬化の総量 𝛴𝑡∆𝐻𝑉∆𝑡 の値も表2中に併せて 示す.この曲げ加工による加工硬化量とその疲労強度への 寄与の程度は曲げ加工度に依存する.図 13 は硬化量,疲 労限度の増加と曲げ加工度相互の関係を図示したもので
ある.図13(a)に示すように,硬化量と疲労限度はともに曲
げ加工度のべき乗則に従って増加すると仮定すると,図中 に示す2つの式から ∆𝜎𝑤ℎ= 0.2340 × 𝛴𝑡∆𝐻𝑉∆𝑡1.208 なる 関係が得られる.図13(b)は,この硬化量と疲労限度の増加 量の関係を示したものである.図中の直線は,R1曲げ加工 材の実験点を通るように引いたものであるが,今回試験を 行った曲げ加工度50%程度の範囲内では,両者の関係はほ ぼ直線で近似できる.
以上のことから,未熱処理の曲げ加工材の疲労強度を次 のように推定した.まず図13(a)に基づき,曲げ加工にとも なう加工硬化により全体に疲労強度が増加し,曲げ加工度 に応じて元の線図が ∆𝜎𝑤ℎ だけ上方にシフトした仮想的な 平滑材のS-N線図を考える.加工硬化により繰返し応力-
ひずみ関係は大きく変化しないものとして図3に示す平滑 材の応力-ひずみ関係を用いると,式(4)または(5)から弾塑 性応力集中係数 𝐾𝜎が求められる.さらに,加工硬化により 強化された仮想的な平滑材のS-N線図上で,弾塑性応力集 中の影響を含む応力𝐾𝜎𝜎𝑛に対応する寿命を求めれば,これ が応力集中と加工硬化双方の影響を考慮して求めた未熱 処理の曲げ加工材の寿命となる.図14 は,上記の手順に より得られた未熱処理の曲げ加工材の予測寿命を実寿命 と比較したものである.応力集中の影響のみを考慮して得 られた図12(a),(b)の場合と比較すると,ESED法,Neuber 則を用いた場合ともに,寿命予測精度は向上し,未熱処理 の曲げ加工材の寿命をほぼ評価できることがわかる.
一般に,板材から成形される実機部品の大半は,曲げ加 工を施したままの状態で使用されることが想定される.こ のような場合,曲げ加工部材の疲労強度は,成形後の危険 部位に生じる応力集中にともなう弱化や加工による材質
変化や残留応力による強化(あるいは弱化)に依存すると 考えられる.後者の疲労強度への寄与は,曲げの加工度や 成形方法,材質等により相違するため,各部材について個 別に評価することが必要であるが,本研究で用いた SPCC のような軟質材の場合,残留応力の影響を無視して応力集 中と加工硬化双方の影響を考慮することで比較的精度よ く寿命を予測できることがわかった.しかし,曲げ成形後 の部材の形状や加工度の大きさにより危険部位での応力 集中と加工による材質変化や残留応力の疲労強度への寄 与の割合は変わるため,以前に行ったアルミニウム合金曲 げ加工材の疲労[15]においてみられたように,曲げ加工半 径が小さく加工度が大きくなると疲労強度は逆に増加す るという特異な現象も起こり得る.これらの点も含めて今 後さらに検討を進めたい.
Fig.13 Interrelation between increase in fatigue limit, total amount of increase in hardness and working degree in bending.
Fig.14 Comparison of predicted and actual lives.
0 10 20 30 40 50 60
0 20 40 60 80
Working degree in bending %
Total amount of increase in hardness
(a)
A1=11.49, b1=0.4534
A2=4.463, b2=0.5475
Increase in fatigue limit w MPa
Σ𝑡∆𝐻𝑉∆𝑡 N/mm
0 20 40 60 80
0 10 20 30 40 50
(b)
Total amount of increase in hardness Increase in fatigue limit w MPa
∆𝜎𝑤ℎ= 0.5435 × Σ𝑡∆𝐻𝑉∆𝑡
∆Σ𝑡∆𝐻𝑉∆𝑡
Σ𝑡𝐻𝑉∆𝑡 = 𝐴1𝛽𝑏1
∆𝜎𝑤ℎ= 𝐴2𝛽𝑏2
∆
104 105 106 107 104
105 106 107
Actual life Nfa
Predicted life Nfp
Factor of 3 (a) Non-annealed
ESED
R3 R1
104 105 106 107 Actual life Nfa
Factor of 3 (b) Non-annealed
Neuber
R3 R1
4.結論
曲げ加工により成形された板材の疲労強度について検 討するため,90°V型曲げ加工を施した冷間圧延鋼板を用 いて両振りの面外曲げ疲労試験を行った.曲げ加工を施し たままの試験片に加えて,これを低温焼鈍して加工による 材質変化等の影響を除去した試験片も用い,両試験片の疲 労寿命特性を対比することにより疲労強度に及ぼす応力 集中と材質変化等の影響を個別に評価した.
低温焼鈍によって加工硬化層の影響が消失した曲げ加 工材では,曲げ加工半径Rが小さくなるにつれて疲労強度 は低下する.これは曲げ加工部内側に生じる応力集中の影 響によるもので,この箇所に生じる弾塑性応力集中を考慮 することにより疲労寿命を十分な精度で予測することが できる.一方,曲げ加工を施したままの状態での使用が想 定される場合には,その疲労強度は応力集中の影響のみな らず,加工により生じる材質変化や残留応力の影響も同時 に受ける.本研究で用いた軟質鋼板の場合,応力集中の影 響のみを考慮すると安全側の寿命評価となるが,残留応力 の影響を無視して応力集中と加工硬化双方の影響を考慮 すれば比較的精度良く寿命を予測できることがわかった.
参 考 文 献
1) N. E. Erost:The effect of cold work on the fatigue properties of two steels,Metallurgia,Vol. 62,pp. 85-90,
1960.
2) 吉田 彰,田中 政夫,津和 秀夫:軟鋼の疲労強度に及
ぼす表面加工(旋削 圧延)の影響,材料,Vol. 18,No. 191,
pp. 695-701,1969.
3) W. N. Findley:Effects of extremes of hardness and mean stress on fatigue of AISI 4340 steel in bending and torsion,Transactions of the American Society of Mechanical Engineers,Journal of Engineering Materials and Technology,Vol. 111,pp. 119-122,1989.
4) R. G. Luther and T. R. G. Williams:Influence of surface reinforcement on the fatigue strength of low carbon steel,
Metallurgia and Metal Forming,Vol. 41,pp. 72-77,1974.
5) W. E. Littmann:Residual stresses in steel,Machine Design,Vol.27,pp. 166-172,1964.
6) 材料強度部門委員会,X線材料強度委員会,疲労分科会:残
留応力の発生と疲労過程中の変化に関するデータ集,材料,
Vol. 25,No. 277,pp. 1010-1019,1976.
7) N. Ono,H. Shibata and T. Tsuchikawa:Effect of residual stress on the fatigue limit in cold-form-rolled mild steel,
Proc. ICRS-3,pp. 1338-1343,1992.
8) 日本材料学会編:金属材料疲労設計便覧,pp.80-84,1978,
養賢堂.
9) 光永 公一,福武 諄:炭素鋼の疲れと残留応力,日本機
械学会論文集,Vol. 39,No. 317,pp. 42-48 ,1973.
10) 児玉 昭太郎,中島 忠男:研削加工層の疲労強度に及ぼ す影響,材料,Vol. 26,No. 280,pp. 56-61,1977.
11) 北本 俊雄,正木 順一,桜井 忠一:18‐8ステンレス鋼 の機械加工層が疲労強度に及ぼす影響について,材料,Vol.
18,No. 187,pp. 285-290,1969.
12) 秦 謹一,長沢 徹:疲れ強さにおよぼす加工硬化および 残留応力の影響,北海道大學工學部研究報告,No.97,pp. 1-9,
1980.
13) 矢畑 昇,渡辺 正昭,山本 英紀:流体素子式疲労試験 機の応用(90°V曲げ加工した薄板冷間圧延鋼板の両振り平 面曲げ疲労強度の評価),日本機械学会論文集,Vol. 64,No.
628,pp.333-338,1998.
14) 渡辺 正昭,矢畑 昇,山本 英紀:90°V曲げ加工した高
強度鋼板の両振り平面曲げ疲労強度,社会法人 自動車技術 会 学術講演会前刷り集,No. 33-99,pp.5-8,1999.
15) 大川 慶,工藤 充史,安藤 丈裕,大川 功:アルミニ ウム合金曲げ加工部材の平面曲げ疲労強度と変形挙動,第 55回材料工学連合講演会論文集,pp.187-188,2011.
16) 大川 慶,工藤 充史,安藤 丈裕,大川 功:アルミニ ウム合金曲げ加工部材の平面曲げにおけるき裂成長と疲労 強度,日本機械学会東北支部第48期秋季講演会論文集,pp.
114-115,2012.
17) 大川 慶,工藤 充史,安藤 丈裕,大川 功:アルミニ ウム合金板材の面外曲げ疲労強度に及ぼす曲げ加工の影響,
材料,Vol. 62,No.9,pp. 539-546,2013.
18) A. Moftakhar, A. Buczynski and G. Glinka:Calculation of elasto-plastic strains and stresses in notches under multiaxial loading,International Journal of Fracture,Vol. 70,pp.
357-373,1995.