令和3年度卒業論文
プレストレスを与えた道産材の曲げ加工性
北海道大学農学部森林科学科 木材工学研究室
大學由依
目次
1. 緒言 ... 1
1.1 曲げ木 ... 1
1.2 Compwood machine ... 2
1.3 目的 ... 2
2. 本研究の流れ、プレストレスを与えた木材の曲げ加工性能の評価法 ... 2
2.1 本研究の流れ ... 2
2.2 試験材の選定 ... 3
2.3 縦圧縮の適性 ... 3
2.4 曲げ加工性の評価 ... 3
3. 材料と試験方法 ... 4
3.1 縦圧縮試験 ... 4
3.1.1 材料 ... 4
3.1.2 基礎材質の測定 ... 4
3.1.3 座屈防止コンクリート器具 ... 4
3.1.4 試験方法 ... 5
3.1.5 長さの均一性測定 ... 7
3.1.6 破壊形態 ... 8
3.2 Compwood machineによるプレストレス ... 8
3.2.1 材料 ... 8
3.2.2 製材 ... 8
3.2.3 Compwood machineでプレストレスを与える ... 9
3.3 3点曲げ試験の試験方法 ... 10
4. 結果 ... 13
4.1 縦圧縮試験 ... 13
4.1.1 基礎材質 ... 13
4.1.2 水の浸透性 ... 13
4.1.3 基礎データ ... 16
4.1.4 荷重変位曲線 ... 16
4.1.5 試験体の様子 ... 17
4.1.6 戻り率 ... 18
4.1.7 長さ変化の均一性 ... 19
4.1.8 縦圧縮試験のまとめ ... 19
4.2 Compwood machineによる縦圧縮 ... 20
4.3 3点曲げ試験 ... 21
4.3.1 基礎データ ... 21
4.3.2 荷重変位曲線 ... 22
4.3.3 試験体の様子 ... 23
5. 考察 ... 25
5.1 縦圧縮の適性評価 ... 25
5.2プレストレスが曲げ加工に与える効果 ... 25
6.まとめ ... 26
謝辞 ... 28
引用・参考文献 ... 29
付録 ... 30
1 1. 緒言
1.1 曲げ木
曲げ木とは、木材の塑性加工の一種である。塑性加工とは「木材にその塑性域に及ぶ応 力を生じるような外力を与え、所定の形状に固定する加工」である⁶。曲げ木の場合、木材 に熱と水分を与えて軟化させた上で、力を加えて変形を与える。
木材の細胞壁は、セルロース分子が束になり結晶化したミクロフィブリルと、ヘミセル ロース及びリグニンからなる非結晶性のマトリックスで構成されている。これらの構成要 素の内、ミクロフィブリルは含水率や温度を変化させても軟化することはない。一方、ヘ ミセルロースは含水率約60%以上で、リグニンは温度約60℃・含水率約20%以上におい て、軟化する事が報告されている¹。
また、気乾状態の木材の繊維方向における最大ひずみは、引張側で約1%、圧縮側で約
5%である。温度100℃、含水率約30%の条件では、軟化によって、引張側で約2%とな
り、圧縮側では約30%まで増大する⁵。つまり、高温・高含水率状態の木材において、圧 縮側の変形のみを生じさせることで、木材に曲げ加工を施すことが可能となる。
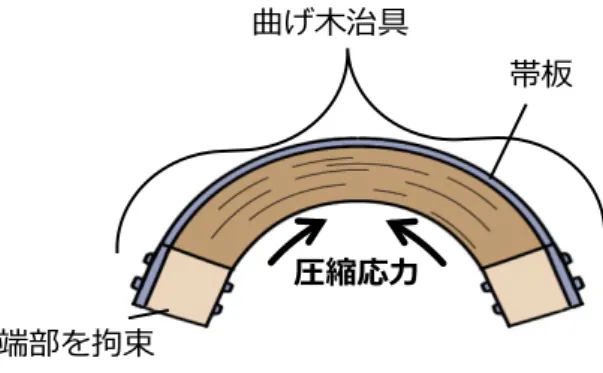
この性質を利用した曲げ加工技術「ト―ネット法」が、1840年頃にMichael Thonetに よって発明された。この技術では、高温・高含水率状態の木材の他に曲げ木治具を用い る。治具の鉄の帯板を木材の引張側に沿わせ、木材の端部を固定しながら曲げる。それに より、繊維方向への伸長を防ぎながら木材に圧縮応力のみが働くようにして、木材を大き く曲げる(図1)。
ト―ネット法は、現在の一般的な曲げ加工技術として用いられている。しかし、湿熱処 理直後の、高温・高含水率状態の木材でなければ曲げ加工が出来ない。加えて、治具の使 用には熟練の技が必要である。つまり、蒸煮から曲げ加工までの一連の作業が出来る設備 と技術がある場所でしか、使用できない曲げ加工技術と言える。
図1 ト―ネット法による曲げ加工⁸ 帯板 曲げ木治具
端部を拘束
圧縮応力
2 1.2 Compwood machine
長年に渡り、より良い曲げ加工技術の開発がなされる中、1988年、デンマーク技術研究 所(DTI)・木材家具部から、工業利用のための圧縮機の最初の試験機が誕生した。現在、
この試験機の技術を有し、第二世代にあたる機械「Compwood machine」をコンプウッド 社が生産、全世界に販売されている。
Compwood machineは、湿熱処理によって高温・高含水率状態となった木材を、木口面
から繊維方向に圧縮(縦圧縮)する装置である(図2、写真1)。この装置によって事前に 圧縮応力を与える、つまり、プレストレスを与える事で、高含水率状態であれば、常温、
且つ、ト―ネット法の様な帯板を必要とせずに曲げ加工が可能であるとされている。加え て、含水率が下がらない様に保管すれば、曲げ加工可能な期間が6~12か月間保持され る。Compwood machineの開発によって、ト―ネット法の様に瞬時に曲げ加工をする必要 がなくなり、誰でも容易に曲げ加工を施すことが出来るようになった。
しかしながら、国内におけるCompwood machineの導入や使用例は少ない。その為、
プレストレス処理に適した国産材樹種にはどの様なものがあるのか、プレストレス処理が 木材の曲げ加工に与える効果はどれ程なのかは明らかになっていない。これらを明らかに すると共に、そもそも本当に常温状態でも曲げ加工が可能であるのかを確かめる必要があ ると考える。
左:図2 縦圧縮のイメージ、右:写真1 Compwood machine
1.3 目的
本研究では、プレストレス処理に適す樹種の評価、及び、プレストレスを与えた木材の 曲げ加工性の評価を目的とし、縦圧縮試験や3点曲げ試験を行った。また、岩手県工業技 術センターへ訪問し、Compwood machineの視察調査を行った。
2. 本研究の流れ、プレストレスを与えた木材の曲げ加工性能の評価法 2.1 本研究の流れ
本研究は以下の流れで行う。
圧縮 圧縮
圧縮率20%
繊維方向
3
まず、プレストレスを与えた曲げ加工への適用可能性を調べる試験材の選定を行う。次 に第一段階として、プレストレス処理に適す樹種の評価を行う。第一段階において、適性 があると評価した樹種に、実際にCompwood machineを用いてプレストレスを与える。
その後、プレストレスを与えた試験材で3点曲げ試験を行い、曲げ加工への適性を判断す る。
2.2 試験材の選定
既往の研究(森川,2020)において、ト―ネット法による曲げ木への適用可能性があると 考えられる道産材 ブナ(人工乾燥材)、ミズナラ、ハルニレ、イタヤカエデ、トネリコ
(人工乾燥材)、シンジュ、イチイ、の計7樹種を選定した。
2.3 縦圧縮の適性
第一に、縦圧縮後の材の形態を評価の視点とした。形態の評価として3つの項目を挙げ た。
1つ目に、しわや座屈などの発生数を記録することで評価した。圧縮後にしわや座屈な どの破損が発生した場合、その後の曲げ加工ができなくなってしまう為である。
2つ目に、長さ変化の均一性を評価した。プレストレスは均一に与えられる必要があ る。均一に与えられることでしわや座屈が発生しにくくなり、材のどの部分を用いても曲 げ加工に使用できると言える為である。
3つ目に、戻りにくさを評価した。荷重を除いた後、木材は元の長さ、形に戻ろうとす る。元に戻りやすい場合、プレストレスが残りにくいと言える。加えて実際に家具などの 部材に使用することを想定すると、曲げ加工時における材の寸法調整が困難になることを 意味する。従って、圧縮中に最も短くなった時の長さと、圧縮後の長さの測定により、戻 りにくさを評価した。
第二に、プレストレスを与える際のコストを評価の視点とした。実際の曲げ加工の作業 を想定した際に、加工コストが低い方が効率よく生産できる。
今回は、コストが小さいこととして、少ない力で圧縮できること、水分が木材に速く浸 透する(含水率が上がりやすい)ことの2つを挙げた。目標圧縮率に相当する長さを圧縮 した際の、荷重の値を測定することで必要な力を、含水率の上昇に掛かる時間の計測によ って水の浸透性をそれぞれ調べ、評価した。
2.4 曲げ加工性の評価
破損する事無く曲げることが出来た変位の大きさの記録と、破損の形態や大きさを観察 する事によって曲げ加工性能を評価した。
4 3. 材料と試験方法
3.1 縦圧縮試験 3.1.1 材料
以下の7樹種の試験体を用いた。
ブナ:Fagus crenata
ミズナラ:Quercus crispula
ハルニレ:Ulmus davidiana var. japonica イタヤカエデ:Acer pictum
セイヨウトネリコ:Fraxinus excelsior シンジュ:Ailanthus altissima
イチイ:Taxus cuspidate
3.1.2 基礎材質の測定
JISに記載された試験方法に従い、試験体寸法は20×20×60㎜とした。試験体を作成す る際に、同一のロットから採った小試験片の重量を測定した後、乾燥機へ入れ、105℃で 重量が減少しなくなるまで乾燥させた。乾燥後に再び重量を測定し、初期含水率を算出し た。その値を用いて実験時の推定含水率を求めた。また、平均年輪幅(ARW)、縦振動試 験によって計測した動的ヤング率(Ed)、曲げ試験(スパン:280mm,3点曲げ,荷重 500Nまで)によって計測した曲げヤング率(Es)の3つの基礎項目は、昨年の卒業研究 時(森川,2020)に既に計測されていた為、その値を用いた。
3.1.3 座屈防止コンクリート器具
内径150㎜、高さ300㎜の円柱状のコンクリート成形型枠の中心に、内寸21×21㎜の アルミ角管を型枠の底から離れないように接着した。その後、写真2の様にアルミ角管内 にはコンクリートが入らないよう上部を塞いでコンクリートを流した。養生して完成した 座屈防止コンクリート器具は次項3.1.4試験方法で示す。
写真2 コンクリートを流し込む前の様子
5 3.1.4 試験方法
まず初めに、木材を軟化させる為に昨年当研究室で作成された蒸煮箱を用いてスチーマ ーにより蒸煮した(写真3)。この蒸煮箱に試験体を入れ、含水率が20%以上になる様、
蒸煮した。蒸煮後の含水率は、前述の初期含水率を用い、蒸煮した試験体の重量を測定す ることで推定した。
蒸煮箱から取り出した高温・高含水率状態の木材の重量を測定し、直ちに試験体、鉄の 角棒の順に、前述の座屈防止コンクリート器具に入れて縦圧縮試験を行った。膨潤によっ てアルミ角管に入らなくなった試験体は側面を少し削り、再び蒸煮箱に入れた後に圧縮し た。試験の様子と器具内の試験体と鉄の角棒の配置イメージ図は以下に示す(写真4、図
3)。また、座屈防止コンクリート器具は事前に湯煎で温めておいた(写真5)。
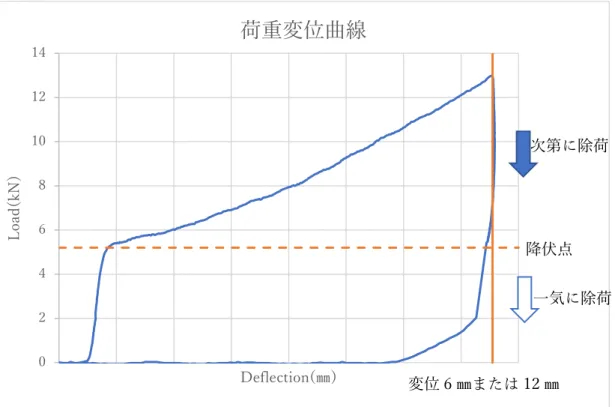
各樹種、目標圧縮率10%を3体、目標圧縮率20%を3~4体行った。目標圧縮率の変位 に達するまで載荷した。目標圧縮率の変位に達したら、その変位を維持したまま降伏点ま で除荷した。降伏点まで荷重が下がったことを確認した後、試験機を停止させた。その 後、器具から試験体を取り出し、試験体の重量と長さを測定した。載荷、除荷のイメージ 図を下に示す(図4)。載荷速度は約2.14㎜/分であった。
写真3 蒸煮箱で木材を蒸煮している様子
6
左:写真4 コンクリート器具を用いた試験の様子、右:図3 コンクリート器具内部
写真5 座屈防止コンクリート器具を温めている様子
角棒(鉄)
試験体
7
図4 縦圧縮試験における載荷方法
3.1.5 長さの均一性測定
木材が均一に圧縮されているかを調べる為、目標圧縮率 20%で使用する試験体には、蒸 煮前に試験体へ10㎜間隔の線を引いた(写真6)。圧縮の前と後の2回、線を引いた面をス キャナーで読み込み、その長さを ImageJ で測定した。小区間毎で、「短くなった長さ」を
「圧縮前の長さ」で除して100をかけ、長さ変化率を算出した。
写真6 試験体を6等分した様子(圧縮前のイタヤカエデ) 0
2 4 6 8 10 12 14
Load(kN)
Deflection(㎜)
荷重変位曲線
次第に除荷
変位6㎜または12㎜ 降伏点
一気に除荷
8 3.1.6 破壊形態
縦圧縮した際に生じる破壊線の種類を以下に示す(図4)。図4において、(a)圧座型、(b) 楔状き裂型、(c)せん断型、(d)割裂型、(e)繊維に平行方向の圧縮とせん断の複合型、(f)ほ うき状横倒し型である。これらは気乾状態の無欠点小試験体を縦圧縮した際の破壊形態の 種類であるが、高温・高含水率状態の木材にも表れる破壊線があるかどうかを調べる。
目視とキーエンス社製デジタルマイクロスコープVHX-970F を用いた破壊形態の観察と、
破損が発生した側面の数を記録した。
図4 縦圧縮した際の破損の種類³
3.2 Compwood machineによるプレストレス 3.2.1 材料
以下の2樹種を選定した。選定理由は後述する。
ブナ:Fagus crenata
ミズナラ:Quercus crispula
3.2.2 製材
製材をする前に、各樹種 1 本から小試験片を切り出し、重量を測定後、乾燥機へ入れ、
105℃で重量が減少しなくなるまで乾燥させた。乾燥後に再び重量を測定し、初期含水率を 算出した。
寸法30×40×1000㎜の試験体を各樹種8本ずつ製材した。試験体には200㎜間隔の線
を引いた。その後、含水率が下がらないよう、ラップで包み、岩手県工業技術センターへ郵 送した。
製材に際して発生した端材から縦振動法によるヤング率(Ed)を算出した。
9 3.2.3 Compwood machineでプレストレスを与える
岩手県工業技術センターにご協力頂いた。まず、蒸煮前の試験体の重量を測定した。その 後、蒸煮窯の上段にミズナラを8本、下段にブナを8本まとめて蒸煮した。蒸煮は約70分 間行った。蒸煮窯から出した直後の材の温度を熱画像カメラFLIR C5で撮影(写真12)、
Compwood machineに試験体を移し、縦圧縮を開始した。Compwood machineは全長3000
㎜の木材を縦圧縮する装置である。その為、不足分の2000㎜はミズナラ集成材を試験体と ともに装置に設置することで補った(写真8)。圧縮速度は120㎜/分、圧縮率20%であっ た。圧縮後、装置から取り出した試験体の全長を測定、均一に圧縮されている事を確認した。
圧縮が終了した試験体は、様々な方向を向いてCompwood machineから出てきた為、写真 10に示す装置を用いて真っすぐになる様に矯正した。なお、ミズナラに関しては写真10の 様な装置は使用せず、人力で矯正を行った。矯正後、含水率が下がらない様8本ずつまとめ てラップで包み、当研究室へ郵送した。一連の流れを以下に示す(写真7~11)。
左:写真7 ①蒸煮窯での蒸煮、右:写真8 ②集成材と試験体の装置への設置
10
左:写真9 ③縦圧縮終了後の木材の様子、右:写真10 ④矯正
左:写真11 ⑤試験終了後にラッピングされた状態、右:写真12 蒸煮直後の木材の熱画像
3.3 3点曲げ試験の試験方法
前節3.2でプレストレスを与えたブナとミズナラを材料とした。
Compwood machineでプレストレスを与えてから5日後の、重量、全長、線の間隔、縦
振動法による動的ヤング率(Ed₁)を測定した。
プレストレスを与えた材の内、通直な材を各樹種 3本選定した。選定した材1 本につき
18×20×311~360㎜の寸法の材6本を採材した。その6本の材を①常温・高含水率状態、
②高温・高含水率状態、③気乾状態の3つの条件に分けて3点曲げ試験を行った。条件①、
条件②は、含水率が下がらないよう、1本ずつラップでラッピングして静置した。加えて条 件②は、3点曲げ試験を行う直前に、ラッピングしたまま電子レンジで 100℃以上となるよ うに温めた。温め時間はブナ80秒、ミズナラ40秒とした。条件③は恒温恒湿器(温度 20℃、
湿度65%)で、重量が減少しなくなるまで乾燥させた(写真13)。
11
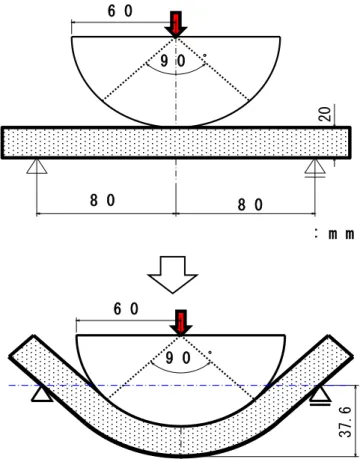
ラップを取り外して試験体の重量を測定した後、曲げ試験機に設置した。条件②について は載荷前に熱画像カメラにて写真を撮影した。曲率半径60㎜の押し型を用い、押し型の90 度の範囲に試験体が接するまで荷重を加えた。スパンは 160 ㎜とした。試験図、試験時の 様子を以下に示す(図5、写真14)。載荷時の試験体の変形の様子と荷重値が測定できるよ うに試験体の様子を動画で記録し、試験体が90度に達した際の荷重、または、90度に達す る前に破損した場合は破損時の荷重を測定した。試験終了後の試験体の破損形態を記録し た。また、試験終了後の材から小試験片を取り出し、重量を測定後、乾燥機へ入れ、105℃
で重量が減少しなくなるまで乾燥させた。乾燥後に再び重量を測定し、初期含水率を算出し た。その値を用いて実験時の試験体の含水率を求めた。
写真13 恒温恒湿器に入れた様子
12
図5 3点曲げ試験の載荷方法
写真14 3点曲げ試験の様子 9 0 ゚
37.6
6 0
9 0 ゚
8 0 8 0
: m m 6 0
20
変位計
ロードセル
P
試験体
P/2 P/2
スパン L=160㎜ R=60㎜
13 4. 結果
4.1 縦圧縮試験 4.1.1 基礎材質
以下に縦圧縮試験に使用した試験体の基礎材質を示す。各数値はすべて平均値である。
表1 縦圧縮試験に使用した試験体の基礎材質 試験体数
気乾密度 (g/㎤)
ARW (㎜)
初期含水率 (%)
Ed (GPa)
Es (GPa) 圧縮率
10%
圧縮率 20%
ブナ ミズナラ ハルニレ イタヤカエデ
トネリコ シンジュ イチイ
3 3 3 3 3 3 3
3 4 4 3 4 4 3
652 722 601 698 662 667 618
3.16 1.90 2.62 1.33 6.56 6.92 2.26
7.95 8.52 9.77 8.98 8.51 8.39 9.29
15.3 14.1 12.8 13.3 12.5 15.5 7.79
12.1 11.1 9.84 11.6 10.5 12.4 6.85
4.1.2 水の浸透性
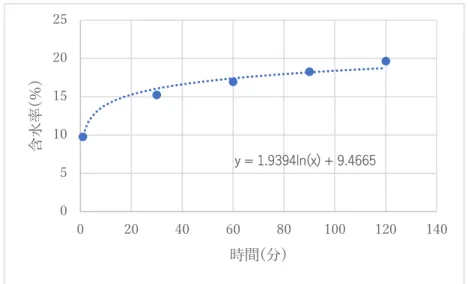
縦軸に含水率、横軸に蒸煮時間をとると、下図のような対数グラフの形を示す(図 6)。
拡散現象は、時間や圧力の平方根に比例する為、時間の平方根をとったものを横軸にすると、
図7のような直線のグラフになる。つまり、図6のグラフの横軸の平方根をとったものが、
図7のグラフである。今回、便宜上0分を1分とし、蒸煮開始から2時間後までの、30分 おきに測定したデータを用いてグラフを作成した。
14
図6 蒸煮時間と含水率の関係(ハルニレ)
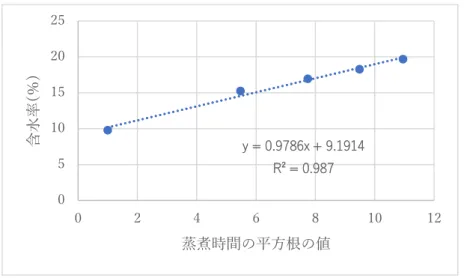
図7 蒸煮時間の平方根と含水率の関係(ハルニレ)
各樹種において、蒸煮開始から30分ごとの含水率の平均値をプロットし、以下のグラフ を作成した(図 8)。試験体寸法が小さいこともあり、樹種間において、あまり大きな差異 はなかった。差異があまりない中でも、含水率が上昇しやすかったブナとトネリコは、人工 乾燥された材である事が要因として考えられる。
y = 1.9394ln(x) + 9.4665 0
5 10 15 20 25
0 20 40 60 80 100 120 140
含水率(%)
時間(分)
y = 0.9786x + 9.1914 R² = 0.987 0
5 10 15 20 25
0 2 4 6 8 10 12
含水率(%)
蒸煮時間の平方根の値
15
図8 蒸煮時間の平方根と含水率の関係(縦軸:含水率(%)、横軸:蒸煮時間の平方根)
y = 1.2129x + 7.614 R² = 0.9638
0 10 20
0 5 10 15
ブナ
y = 1.0301x + 7.7053 R² = 0.9943
0 10 20
0 5 10 15
ミズナラ
y = 0.9786x + 9.1914 R² = 0.987
0 10 20
0 5 10 15
ハルニレ
y = 1.0796x + 8.1701 R² = 0.9886
0 10 20
0 5 10 15
イタヤカエデ
y = 1.1701x + 7.538 R² = 0.9955
0 10 20
0 5 10 15
トネリコ
y = 0.9133x + 7.8465 R² = 0.9873
0 10 20
0 5 10 15
シンジュ
y = 0.8659x + 8.8908 R² = 0.9764
0 10 20
0 5 10 15
イチイ
16 4.1.3 基礎データ
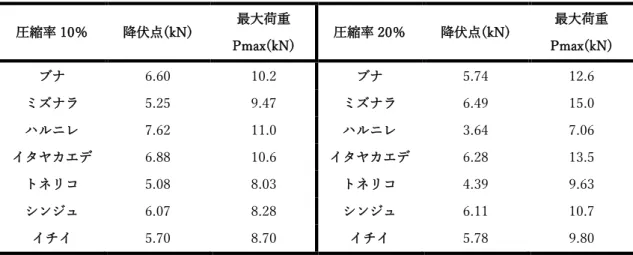
縦圧縮試験の結果を以下に示す。
表2 縦圧縮試験における結果 圧縮率10% 降伏点(kN) 最大荷重
Pmax(kN) 圧縮率20% 降伏点(kN) 最大荷重
Pmax(kN)
ブナ 6.60 10.2 ブナ 5.74 12.6
ミズナラ 5.25 9.47 ミズナラ 6.49 15.0 ハルニレ 7.62 11.0 ハルニレ 3.64 7.06 イタヤカエデ 6.88 10.6 イタヤカエデ 6.28 13.5 トネリコ 5.08 8.03 トネリコ 4.39 9.63 シンジュ 6.07 8.28 シンジュ 6.11 10.7
イチイ 5.70 8.70 イチイ 5.78 9.80
降伏点、最大荷重について、樹種間であまり大きな差異は認められなかった。ハルニレに 注目すると、圧縮率が大きくなったにも関わらず、最大荷重が小さくなっている。これは、
圧縮率10%に使用した試験体よりも、圧縮率20%に使用した試験体の含水率がかなり大き
くなってしまった事や、試験体の中心部に何らかの欠点があったと考えられる。
4.1.4 荷重変位曲線
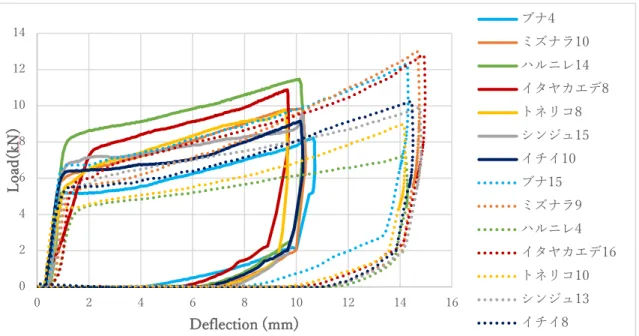
縦圧縮試験における荷重変位曲線の一例を以下に示す(図9)。
実験時、圧縮の開始地点が不明であった。その為、確実に目標圧縮率に相当する長さを圧 縮出来るよう、変位を大きく取った。図9を見ると、圧縮率の違いに関わらず、同樹種では 降伏した後の直線部分が同じような傾きを示している。よって、降伏した後に圧縮が開始さ れていると考えられる。
17
図9 縦圧縮試験における荷重変位曲線(実線:圧縮率10%、破線:圧縮率20%)
4.1.5 試験体の様子
以下に試験体の様子を示す(写真15)。ミズナラとイタヤカエデは、破損が小さく、破損 数も少なかった。ハルニレはしわや座屈が発生しやすかった。トネリコやイチイは、試験体 が全体的に褶曲するような変形をし、(b)楔状き裂型の様な破損線が発生する試験体が多か った。シンジュは、ハルニレの破損形状と、トネリコやイチイに多く見られた破損形状の両 方が見られた。ブナは、破損数は他の樹種とあまり差異はないものの、破損の程度は比較的 小さかった。
蒸煮することで膨潤した試験体は寸法 21 ㎜×21 ㎜までアルミ角管に入れることが出来 る。一方、鉄の角棒は20㎜×20㎜である為、試験体の一部を圧縮できない場合が発生した
(図10)。その為、木口面でのめり込みが発生した試験体が発生した。
写真 15 縦圧縮試験後の試験体の様子(左からハルニレ、シンジュ、イチイ、イチイの木口面)
0 2 4 6 8 10 12 14
0 2 4 6 8 10 12 14 16
Load(kN)
Deflection (mm)
ブナ4 ミズナラ10 ハルニレ14 イタヤカエデ8 トネリコ8 シンジュ15 イチイ10 ブナ15 ミズナラ9 ハルニレ4 イタヤカエデ16 トネリコ10 シンジュ13 イチイ8
18
図10 木口面におけるめり込み発生原因
4.1.6 戻り率
評価項目の一つである戻りにくさを示す指標として、戻り率を算出した。本論文において、
戻り率とは「除荷した後に回復した長さ」と定義する。具体的な数値を用いて説明する。圧
縮率20%に相当する12㎜圧縮したにも関わらず、除荷した後に6㎜戻ったとする。その場
合の変位量は6㎜であり、戻り率は6㎜を12㎜で除し、100を掛けた50%となる。以下に 戻り率のグラフを示す(図11)。グラフは平均値を使用し作成した。
戻り率は小さい順にシンジュ<ハルニレ<ミズナラ<イチイ<イタヤカエデ<トネリコ
<ブナであった。戻り率が小さくなったシンジュやハルニレは、しわや座屈の発生が顕著で あり、戻りにくくなったと考えられる。
図11 戻り率 角棒
試験体
20㎜
21㎜
0 10 20 30 40 50 60 70
戻り率(%)
圧縮率20%
圧縮率10%
19 4.1.7 長さ変化の均一性
ImageJ によって測定した長さから得られた長さ変化率のグラフを以下に示す(図 12)。
グラフは平均値をプロットして作成した。また、試験体に振った上から1~6の番号(写真 6)を縦軸にとった。
木口面にめり込みが発生した試験体もある事より、両端を除いた部分での比較を行った。
ばらつきが小さい順に、イタヤカエデ<トネリコ<ミズナラ<ブナ<イチイ<ハルニレ<
シンジュであった。ハルニレやシンジュはしわや座屈が発生しやすかった。その為、しわ等 が発生しなかった部分とのばらつきが大きくなったと考えられる。
図12 圧縮前後における長さ変化率
4.1.8 縦圧縮試験のまとめ
縦圧縮の適性を評価する為にレーダーチャートを作成した(図13)。評価項目は、2.3.1項 で先述した5つに従う。レーダーチャートの値が0から100にいくにつれて、①しわや座 屈などの発生数は少なく、②圧縮した際の長さ変化は均一であり、③戻り率は小さく、④含 水率の上がりやすさは高く、⑤圧縮に必要な荷重は小さい事を示している。つまり、外側に いくにつれて適性が高い事を示す。なお、⑤は便宜上、圧縮率10%分の長さ(6㎜)を圧縮 する際に必要な荷重を用いて評価した。
1 2 3 4 5 6
0 2 4 6 8 10 12 14 16 18 20
部位
変化率(%)
ブナ ミズナラ ハルニレ イタヤカエデ トネリコ シンジュ イチイ
20
図13 縦圧縮の適性評価
上図より、ミズナラとイタヤカエデは比較的バランスが良く、縦圧縮の適性があると言え る。ブナに関して、①しわや座屈の発生数は他樹種と差異があまりないものの、目立った破 損はあまり生じなかった。この3樹種から、欠点の無い試験材の調達と、道外の機関に装置 を借りる時間の都合上、本実験ではブナとミズナラをCompwood machineに使用する樹種 とした。
4.2 Compwood machineによる縦圧縮
以下にCompwood machineに使用した試験体の初期含水率、圧縮前のヤング率(Ed)、
200 4060 10080 ①
②
③
④
⑤ ブナ
200 4060 10080 ①
②
③
④
⑤ ミズナラ
200 4060 10080 ①
②
③
④
⑤ ハルニレ
200 4060 10080 ①
②
③
④
⑤
イタヤカエデ
200 4060 10080 ①
②
③
④
⑤ トネリコ
200 4060 10080 ①
②
③
④
⑤ シンジュ
200 4060 10080 ①
②
③
④
⑤ イチイ
21
圧縮後のヤング率(Ed₁)、圧縮後の長さを示す(表3)。ヤング率は平均値を示している。
表3 Compwood machineに使用した試験体データ
含水率の高いミズナラの方が、圧縮しづらい様子であり、圧縮している最中に機械から聞 こえてくる音が大きかった。しかし、ヤング率はブナより小さい為、圧縮された長さに関し ては、ブナより大きくなったと考えられる。
事前に 200 ㎜間隔で引いた線の長さを、圧縮後に測定したところ、全ての試験体が均等 に縦圧縮されていることが確認できた(写真16)。
写真16 均等に圧縮された様子(ブナ)
4.3 3点曲げ試験 4.3.1 基礎データ
3点曲げ試験の結果を以下に示す。ここで、条件①~③は、①常温・高含水率状態、②高 温・高含水率状態、③気乾状態である。
初期含水率(%) Ed(GPa) Ed₁(GPa) 圧縮後の長さ(㎜) ブナ
ミズナラ
41.9 46.5
13.1 11.5
4.50 3.45
全て978 933~963
22
表4 3点曲げ試験結果
含水率(%) 曲げヤング率 (GPa)
破損発生変位 (㎜)
ブナ① 40.4 4.65 22.2
ブナ② 32.4 3.19 20.5
ブナ③ 13.8 9.13 15.7
ブナ コントロール 8.10 12.3 - ミズナラ① 46.4 4.62 29.8 ミズナラ② 48.2 2.51 20.6 ミズナラ③ 13.9 8.37 20.3 ミズナラ コントロール 9.80 10.8 -
参考として、コントロールの曲げヤング率も記載した。ここで、コントロールとは、プレ ストレスを与えていない気乾状態の木材のことである。なお、コントロールの曲げヤング率 の値は既往の研究(森川,2020)において非破壊で測定された値を用いた。
条件①常温状態と②高温状態の曲げヤング率に注目する。②高温状態の方が小さくなっ ており、曲げやすいと言える。しかし、破損発生は高温状態の方が早い結果となった。
気乾状態である条件③とコントロールの曲げヤング率に注目すると、プレストレスを与 えた事により約74~80%程度にまで曲げヤング率が小さくなることが分かった。
また、ブナとミズナラを比較すると、全ての条件においてミズナラの方がよく曲がった。
4.3.2 荷重変位曲線
以下に、3点曲げ試験における荷重変位曲線の一例を示す(図14、15)。
縦軸に平行に引いた線は、それぞれの条件において破損が発生した変位と、破損する事無 く押し型の90度に接した場合の変位の位置を示している。表4と同様に下図からも、両樹 種共に③気乾状態が最も破損発生が早く、①常温・高含水率状態が最も破損発生が遅くよく 曲がる事が分かった。
また、図14、15より、90度の変位に達する前に荷重が減少しており、押し型の90度に
達する前に破損した事が分かる。ほとんどの試験体が下図の様な荷重変位曲線を示した。破 損する事無く90度に到達したのは、条件①常温・高含水率状態で曲げたミズナラの試験体 1本のみであった。
23
図14 ブナの3点曲げ試験における荷重変位曲線
図15 ミズナラの3点曲げ試験における荷重変位曲線
4.3.3 試験体の様子
試験体の様子の一例を以下に示す(写真17~22)。引張側の破損に注目する。条件①常温・
高含水率状態より条件②高温・高含水率状態、条件③気乾状態の方が破損の程度が大きかっ た。条件①は繊維に沿った破損、条件②は繊維に沿った破損と、繊維に直交する部分での割 裂、条件③は繊維に直交する部分での割裂が多かった。また、ブナとミズナラを比較すると
0 500 1000 1500 2000 2500 3000
0 10 20 30 40 50
Load (N)
Deflection (mm)
ブナ① ブナ② ブナ③
ブナ①破損発生変位 ブナ②破損発生変位 ブナ③破損発生変位 90度
0 500 1000 1500 2000 2500 3000
0 20 40
Load (N)
Deflection (mm)
ミズナラ① ミズナラ② ミズナラ③
ミズナラ①破損発生変位 ミズナラ②破損発生変位 ミズナラ③破損発生変位 90度
24 ブナの方が大きな破損となった。
圧縮側では、しわが発生した試験体があるものの軽微であった(写真23)。
左:写真17 ブナ条件①、右:写真18 ブナ条件②
左:写真19 ブナ条件③、右:写真20 ミズナラ条件①
左:写真21 ミズナラ条件②、右:写真22 ミズナラ条件③
25
写真23 ブナ条件②の圧縮側に発生したしわ
5. 考察
5.1 縦圧縮の適性評価
縦圧縮試験において、圧縮をする際に必要とした最大荷重は樹種間で差異がなかった。加 えて、実際にCompwood machineを使用した際、材の硬さ(ヤング率の大きさ)よりも含 水率の大きさが、縦圧縮の難易度に関与していた。その為、含水率の調整のしやすさがプレ ストレスを与える際に重要な評価因子になると考えられる。
5.2プレストレスが曲げ加工に与える効果
まず、高含水率状態における材の温度の影響について考察する。温度に関わらず、押し型 の90度に達する前に引張側で破損が発生した。しかし、破損発生後に載荷を続けても、写 真24の様に押し型から圧縮側が離れる事はあまりなかった。その為、材厚が薄ければ破損 する事無く曲げ加工が可能であると考えられる。また、両樹種共に破損発生時の変位は常温 状態の方が大きく、よく曲がったと言える。加えて、破損の程度は常温状態の方が小さくな った。
写真24 引張側での破損発生後も圧縮側が押し型に沿っている様子
(左:ミズナラ常温・高含水率状態、右:ブナ高温・高含水率状態)
26
次に含水率の影響について考える。破損発生が高含水率状態と比較して早く、多くの試験 体において、押し型と材の間に隙間が出来た。コントロール材と比較して曲げヤング率が小 さくなったことより、プレストレスを与える事で曲げやすさは向上するが、曲げ加工を施す 際は高い含水率が必要であることが分かった。
以上の事より、プレストレスを与えることは、木材の曲げ加工に熱は必要とせず、高含水 率状態であれば曲げ加工が可能であると結論付けられる。
ここで、高含水率状態であれば、常温でも曲げ加工が出来る原因を考察する。
縦圧縮されることで、細胞壁にしわや褶曲変形が生じる。変形が生じた状態で細胞壁が固 定されて、細胞壁の層の間に隙間が形成される。しわや褶曲変形した細胞が材に均一に形成 されることで、全体として細胞が蛇腹状の様になる。それにより、細胞間にも隙間が形成さ れる。そのしわで縮んだ長さ分や、隙間分だけ可動域が広がって曲げる事が出来ると考える。
また、Compwood machineによってプレストレスを与えた木材を乾燥させても、曲げヤ ング率がプレストレスを与える前より低下していた。このことより、ヘミセルロースが低分 子化した事が示唆される。ヘミセルロースの低分子化と先述の細胞が蛇腹状に変形したこ とによって、高含水率状態であれば常温でも曲げ加工が可能になったと考える。
再度温度上昇をさせた条件②では、ヘミセルロースの低分子化によって強度が劣ったと ころへ更に熱を与え、軟化させた。その為、常温状態より脆く、破損の程度が大きくなった のだろう。
6.まとめ
プレストレスを与えた木材の曲げ加工には高含水率状態であれば熱は不要である事が確 認できた。
ブナとミズナラを比較すると、ミズナラの方が、破損発生が遅くよく曲がった。縦圧縮試 験の結果も加味するとミズナラはプレストレスを与えた曲げ加工に最も適している樹種で あると言える。
ブナに関して、本実験条件ではミズナラと比べると破損発生が早く、破損の程度は大きか った。しかし、引張側で破損が発生しても、圧縮側は押し型に沿った状態で90度の範囲に 達した。このことから、より薄い材厚、または、より大きい曲率半径の押し型を使用する場 合は、破損する事無く十分曲げ加工が可能であると言える。
両樹種共に、板目面の方が破損発生変位は大きかったが、その差2㎜程度であった。あま り差異はないと言えるが、各条件における板目面と柾目面の数が不揃いであった為、検討の 余地がある。
今回 3 点曲げ試験は行っていない樹種の内、ミズナラと同程度の縦圧縮適性を示したイ タヤカエデもプレストレスを与えた曲げ加工が可能であると期待できる。また、本実験では、
27
走査電子顕微鏡(SEM)による細胞観察は行わなかった。SEMの使用によって、常温でも 曲げ加工が可能となる機構に関するより詳細な考察をすることが今後の課題の 1 つとして 挙げられる。
プレストレスを与えることで、容易に曲げ加工を施す事が出来るようになった。これによ り家具だけでなく、小さな雑貨などのデザイン性の向上を目的とした曲げ木の活用も見込 める。Compwood machine によるプレストレスは、今後の曲げ木産業への貢献が期待でき る為、今後さらなる実験、検討をしていく必要がある。
28 謝辞
本研究を行うにあたり、多くの方にご指導、ご協力頂きました。
佐々木貴信教授には、実験の実施、本論文の作成に際して、終始多大なるご指導を賜りま した。澤田圭講師、小泉章夫先生には、研究の遂行にあたり多くのご助言を頂きました。佐々 木義久氏には、実験の実施にあたり多大なるご助力を頂きました。
座屈防止コンクリート器具の製作にあたり、日本高圧コンクリート株式会社の水口大輔 様にご助力頂きました。
Compwood machineの使用に際して、岩手県工業技術センターへお伺いし、有賀康弘様、
内藤廉二様、小林正信様にご助言、ご助力頂きました。
Compwood machineに使用する実大材を、知多カリモク株式会社の平野葵様、森川瑞穂
様にご提供頂きました。
木材工学研究室の皆様には実験のお力添え、日々の生活の中での励ましの言葉を頂きま した。
卒業研究の遂行、卒業論文の作成にあたりご協力頂いた皆様、また、私の大学生活を支え、
彩りを与えて下さった全ての方に厚く御礼申し上げます。ありがとうございました。
29 引用・参考文献
1)三好由華・神代圭輔・古田裕三:木材の物性研究からみえるリグニン,(公社)日本材料学 会,Vol66,No.10,pp.697-706,Oct. 2017
2)東 原 貴 志 : 水 蒸 気 処 理 に よ る 圧 縮 木 材 の 変 形 固 定 と そ の 機 構,林 育 研 報 Bull.For.Tree.Breed.Center,No.23,2007
3)戸塚真里奈:木材の縦圧縮特性,木材工業,Vol.76,No.1,2021 4)梶田茂 編:「木材工学」,養賢堂,(1961),pp.441-455
5)(独)森林総合研究所監修:「木材工業ハンドブック(改訂 4 版)」,丸善出版,(2004),
p.354-357
6)中戸莞二 編著:「新編 木材工学」,養賢堂,(1985.7),p.352-356
7)Compwood社ホームページ:http://compwood.com/ ,(最終検索日:2022年3月30日)
8)森川瑞穂:道産未利用樹種の曲げ木への適用可能性, 2020年度 北海道大学農学部卒業
論文
30 付録
付録1 縦圧縮試験に使用した試験体の基礎データ
・ARW、Ed、Esは昨年測定された数値を用いている。
・MCは初期含水率、MC₁は縦圧縮試験時の含水率である。
・圧縮に必要な荷重は、圧縮率に相当する長さ(圧縮率10%:6㎜、圧縮率20%:12㎜)
を圧縮する際に掛かった荷重の大きさを示している。
・木口面のめり込み有無に記載している「(〇)」は、木口面にめり込みが発生したものの、
比較的軽微なめり込みであった事を表している。
・破損発生面数/圧縮された面数に記載してある括弧内の数字は、破損が発生した側面の内、
発生した破損の程度が小さい側面の数を示している。
・ブナ(人工乾燥材)
・ミズナラ
ブ4 10 648 3.67 9.45 32.6 15.2 12.3 6.58 81.4 (〇) 2/4(1)
ブ5 10 617 3.6 4.78 24.9 14.8 11.8 10.3 68.2 × 0/4
ブ6 10 649 3.9 7.93 29.7 15.3 11.2 8.55 64.2 〇 3/3(1)
ブ10 20 645 2.29 8.26 35.5 14.7 10.8 10.1 66 (〇) 4/4
ブ14 20 683 3 9.16 34.9 16.6 14.3 11.1 60.2 (〇) 2/4(1)
ブ15 20 668 2.64 8.11 32.5 15 12.1 10.9 65.1 (〇) 3/4
MC₁(%) 戻り率
試験体名 圧縮率 (%)
(%)
気乾密度
(ℊ/㎤) ARW(㎜) MC(%) Ed(GPa) Es(GPa) 圧縮に必要な荷重 (kN)
破損発生面数/
圧縮された面数 木口面のめり込み
有無
ミ4 10 742 1.89 8.36 25.5 15.8 10.9 8.08 55.3 (〇) 0/1
ミ5 10 731 1.29 7.59 28.9 15.9 11.8 7.3 66.9 (〇) 1/4(1)
ミ10 10 701 1.83 10.5 28.7 12.7 10.6 8.58 61 (〇) 0/3
ミ6 20 748 2.25 8.58 28.2 14 11.1 14.9 51.1 (〇) 0/1
ミ8 20 738 2.13 8.6 28.9 14.3 11.1 9.45 56 × 1/4
ミ9 20 655 2 7.94 28.8 12.5 10.3 11.2 44.3 (〇) 0/2
ミ11 20 736 1.89 8.11 26.1 13.9 11.8 17.7 44.7 〇 0/2
MC₁(%) 戻り率
試験体名 圧縮率 (%)
(%)
気乾密度
(ℊ/㎤) ARW(㎜) MC(%) Ed(GPa) Es(GPa) 圧縮に必要な荷重 (kN)
破損発生面数/
圧縮された面 木口面でのめり込み
有無
31
・ハルニレ
・イタヤカエデ
・セイヨウトネリコ(人工乾燥材)
ハル12 10 665 2.92 12.8 25.7 15.4 11.4 9.63 53 〇 2/2(2)
ハル14 10 654 3.6 8.43 33.5 15.8 13.6 10.3 70.2 〇 2/2
ハル15 10 711 4.25 7.77 26.1 18.3 13.6 10 44.7 〇 1/2
ハル4 20 570 0.9 9.31 33.3 12 9.05 6.6 36.5 (〇) 4/4(1)
ハル5 20 541 1.46 10 51.9 10.2 7.85 7.35 52.5 〇 3/3
ハル9 20 489 1.38 10.3 31.6 6.15 4.51 5.13 50.6 (〇) 4/4(1)
ハル11 20 574 6.5 9.75 41.1 12 8.93 6.23 45.5 (〇) 3/4(1)
MC₁(%) 木口面でのめり込み
有無 戻り率
試験体名 圧縮率 (%)
(%)
気乾密度
(ℊ/㎤) ARW(㎜) MC(%) Ed(GPa) Es(GPa) 圧縮に必要な荷重 (kN)
破損発生 面数/圧
イ8 10 691 1.65 8.19 26 13.4 11.2 10.1 58.8 × 0/4
イ9 10 668 1.07 10.3 38.1 12.9 11.4 8.58 72.2 (〇) 0/3
イ10 10 674 0.72 8.02 27.7 13 11.4 9.73 58.8 〇 0/3
イ5 20 707 1.3 8.62 30.5 14.2 12.6 14.7 58.4 (〇) 0/4
イ14 20 712 1.15 9.29 34.5 13.5 12.3 9.83 51 × 4/4(4)
イ16 20 734 1.3 9.43 34.9 12.5 10.7 10.6 52.6 × 2/4(1)
MC₁(%) 木口面でのめり込み
有無 戻り率
試験体名 圧縮率 (%)
(%)
気乾密度
(ℊ/㎤) ARW(㎜) MC(%) Ed(GPa) Es(GPa) 圧縮に必要な荷重 (kN)
破損発生面数 /圧縮された
ト6 10 705 6.75 8.49 17.4 13.5 10.3 6.08 74.5 〇 2/3
ト8 10 692 4.33 8.43 26.4 13.8 11.5 8.9 59 〇 3/3(1)
ト11 10 709 9.5 8.47 29.5 14.2 13.4 6.33 63.8 × 4/4(1)
ト4 20 620 6.5 8.54 37.5 9.85 8.3 7.4 64 (〇) 4/4(3)
ト5 20 599 8.5 8.16 34.5 10.1 8.53 7.33 58.9 〇 3/4(2)
ト9 20 678 5.67 8.61 37.3 13.5 11.2 11.2 56.5 〇 3/3
ト10 20 633 4.67 8.88 32.5 12.6 10.1 7.8 51 (〇) 3/4(1)
MC₁(%) 木口面でのめり込み
有無 戻り率
試験体名 圧縮率 (%)
(%)
気乾密度
(ℊ/㎤) ARW(㎜) MC(%) Ed(GPa) Es(GPa) 圧縮に必要な荷重 (kN)
破損発生面数/
圧縮された面数
32
・シンジュ
・イチイ
イチ3 10 636 2 9.11 26.2 4.72 4.62 7.03 74.7 × 1/4
イチ7 10 655 2.08 7.84 19.8 5.79 4.89 7.4 63 (〇) 1/3
イチ10 10 595 2.5 9.23 22.3 5.78 5.23 7.5 61 〇 3/3(3)
イチ4 20 625 2.21 9.78 23 10.7 8.71 11.2 45.8 〇 1/2
イチ5 20 581 2.42 9.94 24.2 9.65 8.41 6.08 59.1 (〇) 1/4(1)
イチ8 20 615 2.36 9.82 23.8 10.1 9.26 9.13 44.8 (〇) 2/4
MC₁(%) 木口面でのめり込
み有無 戻り率
試験体名 圧縮率 (%)
(%)
気乾密度
(ℊ/㎤) ARW(㎜) MC(%) Ed(GPa) Es(GPa) 圧縮に必要な荷重 (kN)
破損発生面数/
圧縮された面
シ8 10 677 6 8.57 24.3 16.5 11.9 7.43 40.5 (〇) 4/4
シ14 10 658 8 9.41 22.1 15.5 13.9 6.7 58.4 (〇) 3/4(2)
シ15 10 686 7.67 7.03 22.5 16.2 13.2 8.13 51.4 〇 3/3
シ5 20 649 8.75 8.13 24.1 13.8 10.3 10.9 37.8 〇 3/3(3)
シ10 20 651 9 8.7 25.4 15 12.49 10.5 44.3 〇 3/4(2)
シ11 20 659 4.38 8.69 25.4 14.4 11.2 9.2 49.9 (〇) 2/4(2)
シ13 20 686 7.67 8.23 29.4 17.1 13.9 8.7 39 (〇) 1/4
MC₁(%) 木口面でのめり込み
有無 戻り率
試験体名 圧縮率 (%)
(%)
気乾密度
(ℊ/㎤) ARW(㎜) MC(%) Ed(GPa) Es(GPa) 圧縮に必要な荷重 (kN)
破損発生面数
/圧縮された
33
付録2 デジタルマイクロスコープによる縦圧縮試験終了後の試験体観察
左:セイヨウトネリコ(試験体名 ト8)、右:ブナ(試験体名 ブ6)
左:ハルニレ(試験体名 ハル4)、右:シンジュ(試験体名 シ10)
34 付録3 3点曲げ試験に使用した試験体の基礎データ
・条件①常温・高含水率状態
・条件②高温・高含水率状態
ブA中1 柾目 28.4 5.04 18.9
ブA中2 柾目 40.2 4.74 22.2
ブE1 板目 38.2 4.46 20.5
ブE2 板目 45.8 5.30 19.3
ブG3 板目 48.2 4.12 24.4
ブG4 板目 41.7 4.26 27.7
ミA中1 板目 45.7 5.68 23.6
ミA中2 板目 60.2 5.15 26.9
ミE1 板目 44.2 4.51 37.0
ミE2 板目 44.2 4.00 -
ミF3 板目 38.6 4.29 30.8
ミF4 板目 45.6 4.06 30.8
試験体名 試験時含水率
(%)
曲げヤング率
(GPa)
破損発生変位 木取り (㎜)
ブA3 柾目 31.3 3.65 23.1 72.5
ブA4 柾目 27.0 2.58 22.4 85.2
ブE中1 板目 40.8 3.46 16.6 81.2
ブE中2 追い柾 33.9 2.60 19.8 81.3
ブG1 板目 43.2 4.04 20.1 73.9
ブG2 板目 18.3 2.82 21.0 86.8
ミA3 柾目 64.7 2.44 16.7 84.5
ミA4 柾目 46.3 2.11 26.4 100
ミE中1 板目 36.6 2.74 21.4 94.4
ミE中2 板目 47.7 2.69 23.1 92.5
ミF1 柾目 45.4 2.49 17.4 96.9
ミF2 柾目 48.2 2.57 19.0 96.7
試験体名 木取り 試験時含水率
(%)
曲げヤング率
(GPa)
破損発生変位
(㎜)
熱画像温度
(℃)
35
・条件③気乾状態
付録4 3点曲げ試験における熱画像
左:条件②高温・高含水率状態のブナ、右:条件①常温・高含水率状態のミズナラ
付録5 実験室内におけるCompwood machine製作
当実験室内でも Compwood machine 同様にプレストレスを与える装置の製作を試みた。
長さ 1000 ㎜の試験体を圧縮できるような座屈防止コンクリート器具を製作した。寸法 25
㎜×25㎜×1000㎜のブナとミズナラ各1本ずつを、圧縮率10%で縦圧縮した。試験方法 は、3.1.4項に記載された手順と同様である。
ブA1 柾目 13.6 7.64 15.7
ブA2 柾目 13.7 7.06 16.4
ブE3 板目 14.0 5.82 16.7
ブE4 板目 14.2 8.94 15.8
ブG中1 柾目 13.7 14.2 12.8
ブG中2 板目 13.6 11.1 16.6
ミA1 柾目 13.7 10.9 15.1
ミA2 柾目 14.0 9.13 26.9
ミE3 板目 14.0 7.05 24.6
ミE4 柾目 13.8 6.85 19.4
ミF中1 柾目 13.8 7.57 17.7
ミF中2 柾目 13.9 8.78 17.9
試験体名 木取り 試験時含水率
(%)
曲げヤング率
(GPa)
破損発生変位
(㎜)
36
縦圧縮終了後、器具から試験体を取り出すと、上から400㎜までしか圧縮されておらず、
圧潰していた。また、ミズナラを圧縮している際に器具のモルタル部分にひびが入った為、
止むを得ず試験を中止した。実験室内でCompwood machineの様に、材に均一なプレスト レスを与える事はかなり困難であることを実感した。
左:上部が圧潰したミズナラ、右:モルタルにひびが入った様子