1
<研究ノート>
太陽熱水発電における低温スターリングエンジンの実現可能性に関する
シナリオ分析による定量的評価
迯目英正
1・八木田浩史
2・角田晋也
3・伊藤拓哉
4・鈴木誠一
5・小島紀徳
6 1㈱デザインウォーター・
2日本工業大学・
3国立研究開発法人海洋研究開発機構・
4沼津工業高等専門学校・
5成蹊大学・
6NPO マクロエンジニアリング研究機構
E-mail: [email protected]
<要旨> スターリングエンジンはカルノー効率に近い発電効率を発揮できる「夢のエンジン」と言われてき たが、200 年間、実用化・普及に遅れていた。2015 年、Jürgen Kleinwächter(ユルゲン・クラインヴ ェヒター)教授は長年の研究を経て低温スターリングエンジン Sunpulse500(高温側熱源温度 200℃・ 低温側熱源温度 25℃で、出力 500W、発電効率 12%)を発表した。 筆者らは Sunpulse500 を参考に、低摩擦係数素材や高性能断熱材などの最先端技術を採用し、新た な低温スターリングエンジンを開発した(実験機の実施設計レベル)。著者らの試算では、高温側熱源 温度 95℃・低温側熱源温度 5℃で、出力 308W、発電効率 11.4%を達成できる。 低温スターリングエンジンは、エクセルギーが小さい低品位の熱源を利用でき、太陽熱湯沸装置を 用いることでエネルギーロスや装置・運用・熱源コストを下げ、発電効率に優れるので発電コストを 下げ、他の発電装置・発電方式に対し価格競争力をもつ。 <キーワード> 低温スターリングエンジン、太陽熱湯沸装置、海洋深層水、太陽熱水発電Quantitative evaluation by scenario analysis on the Feasibility of Low temperature
Stirling engine in Solar Hot Water Thermal Energy Conversion
Eisei NIGEME
1,
Hiroshi YAGITA
2,
Shinya KAKUTA
3,
Takuya ITO
4,
Seiichi SUZUKI
5and Toshinori KOJIMA
6 1DesignWater Co., Ltd.
2
Department of Liberal Arts and Sciences,NIPPON INSTITUTE OF TECHNOLOGY
3Japan Agency for Marine-Earth Science and Technology
4
Department of Chemistry and Biochemistry,National Institute of Technology,Numazu College
5Department of Materials and Life Science,Faculty of Science and Technology,Seikei University
6
NPO Research Institute for Macro-Engineering Practice
E-mail: [email protected]
<Abstract>The Stirling engine has been expected to be a "dream engine" able to enhance power-generation efficiency close to that of Carnot cycle for 200 years,but yet to prevail for practical use. In 2015,Professor Jürgen Kleinwächter published the low-temperature Stirling engine Sunpulse500 (with heat-source temperature of 200℃ and 25℃,on the high- and low-temperature side,respectively,and with power-generation efficiency of 12%) after many years of research.
2
We have developed a new low-temperature Stirling engine (detailed design level) with reference to the Sunpulse 500,incorporating the latest advanced technologies such as low friction-coefficient materials and highly heat-insulating materials. Power-generation output of 308 W and efficiency of 11.4% should be achieved with heat-source temperature of 95℃ and 5℃,on the high and low temperature side,respectively,in our estimation.
Excellent in power-generation efficiency while lowering energy loss and device,operation, and heat-source costs,the Low-temperature Stirling engine should use a heat source with low exergy and a low-grade heat source,to reduce power-generation cost with price competitiveness against other power generation equipment and power generation methods.
<Keyword>
Low-temperature Stirling engine, Solar hot water heater, Deep sea water, Solar hot water Thermal Energy Conversion
1. 緒 言
1.1 経緯 (1)夢の発電方式を求めて 海洋温度差発電は、高温側熱源に表層水を低温側熱源に深層水を用い、熱源は無尽蔵で夢の発電方 式として期待されたが、発電コストが実用化の課題になっていた。筆者らは海洋深層水低コスト取水 工法を開発し発電コストの低減を試みたが、高温側/低温側熱源の温度差が小さく、他発電方式に対し 価格競争力を持つに至らなかった*1。そこで、高温側熱源に太陽熱湯沸装置を開発し温度差を確保し、 発電コストの低減を試みたが、海洋温度差発電用の発電装置(高性能のオーガニックランキンサイク ル機(Organic Rankine Cycle、以下高性能 ORC)では発電性能が不十分であった。一般的 ORC 機・カリーナサイクル機などでも試算したが、石炭火力発電に対し価格競争力を持つに至らなかった*2。 そのような折、Jürgen Kleinwächter 教授は長年に及ぶ研究成果として低温スターリングエンジン Sunpulse500 を発表した*3~*5。Sunpulse500 は、高温側熱源はソーラーヒーター160℃~200℃、低温側 熱源は湖沼水約 25℃で、出力 500W、発電効率は 12%である*6。当方の考える熱源条件(100℃未満)や 発電効率(12%~14%)には不十分なものの、構造を改善すれば夢の発電装置に足る可能性があった。 (2)スターリングエンジン さて、スターリングエンジンは 1816 年 Robert Stirling(ロバート・スターリング)により発明さ れ、熱源を選ばない・長寿命・発電効率がカルノー効率に近いなど【参考】優れた特徴を有するものの、 蒸気発電に比べ装置が大きい・重いなどから実用化・普及が遅れ、200 年間「夢のエンジン」と言わ れ続けてきた。これは、主に熱伝導・作動気体漏洩・摩擦ロスを低減する工法・材質に恵まれなかっ たことによるが、これらエネルギーロスを抑えることができれば最も効率的な発電装置になる*7、8。 Sunpulse500 はピストンとシリンダ間に隙間を設け、全体を膜で包み込むことで、摩擦ロス・作動 気体漏洩を低減することを特徴としているが*9、筆者らは低摩擦係数素材・高性能断熱材・高精度加工 法など最先端技術の活用で対応することとし、実験機の設計を進めた。本稿はその結果を報告するも のである。低温スターリングエンジンの効果は、活用例における“太陽熱水発電”の優位性・発電コ ストに現れるが、発電システムとしてサイトの立地・熱源の諸条件や装置設計が関わるため、改めて “太陽熱湯沸装置を用いた熱水発電の優位性”として別報*10で報告するので参照されたい。
3 【参考】スターリングエンジンの動力、およびエネルギー変換効率 スターリングエンジンは以下の(1)の公理で動き、エネルギー変換効率は(2)に示すように、エ ネルギーロスが小さければカルノー効率に近い。設計の要点はエネルギー変換過程・作動気体漏洩・ 熱伝導・熱橋・摩擦などのエネルギーロスを厳密にシミュレーションし、構造・寸法・材質・環境条 件などを最適化し、出力・発電効率を最大化、発電コストを最小化することにある。 (1)スターリングエンジンの動力 ①エントロピー増大則 全ての事象は平等・安定へ移行する。「水(人の習性)は高きより低きに就く」、「熱は高きより低き に伝わる」は体験できる公理である。ここで、水の流れにタービンを置けば水力発電になり、熱の流 れにピストンを置けばスターリングエンジンになる。 ②エネルギー保存則 孤立系のエネルギー総量は変化しない。 ③カルノーの定理 熱エネルギーを力学的な仕事(動力)に変換するには、高温の熱源の他に低温の熱源を必要とする。 エネルギー変換効率αは高温側熱源温度 TH、低温側熱源温度 TLに依存し、α=1-TL/THで表わされ、カル ノーの定理は熱力学第二法則(エネルギーの移動の方向とエネルギーの質に関する法則)、エントロピ ー増大則に集約される。 (2)エネルギー変換効率 スターリングサイクルは、Fig.1(a)P-V 線図で示され、 等温圧縮(1-2)・定容加熱(2-3)・等温膨張(3-4)・定容 冷却(4-1)から構成される。 Fig.1(a)において、 Q12=-MRT1 loge(V1/V2) ➊ L12=Q12=-MRT1 loge(V1/V2) ❷ Q23=Mcv(T3-T1) ❸ L23=0 ❹ Q34=MRT3 loge(V1/V2) ❺ L34=Q34=MRT3 loge(V1/V2) ❻ Q41=-Mcv(T3-T1) ❼ L41=0 ❽ L=L12+L34 ❾ ∴η=L/QH=(L12+L34)/Q34=(T3-T1)/T3=1-T1/T3 ❿ ここで、 よって、理想的なスターリングサイクルの熱効率はカル ノーサイクルの熱効率と等しくなる。Fig.1(b)に実験機の P-V 図を示す。 (a) スターリングサイクル*11 (b) 実験機 Fig.1 P-V 線図 T1~T4:温度(図示) V1~V4:容積(図示) Q12~Q34:熱量(図示) L12~L41:仕事量 M:質量 R:ガス定数 cV:熱容量 η:熱効率 注)位相差の選定は任意。1 サイクル(1 周) の仕事量は PV の面積で表わされる。
4 1.2 設計フロー(本稿の構成) Fig.2 に設計フロー(本稿の構成)を示す。低温スターリングエンジンの発電量では、構造・配置、 作動気体の種類・圧力、エネルギーロスなどの感度が大きい。作動気体温度分布をシミュレーション し、構造・熱伝導・摩擦などのエネルギーロス対策を最適化し、出力や発電効率を算出した。 Fig.2 設計フロー(本稿の構成) 1.緒言 1.1 経緯(夢の発電方式を求めて) スターリングエンジンの動力、エネルギー変換効率 1.2 設計フロー(本稿の構成) 2. 構造、位相~各部容積 別途:構造計算書 2.1 設計諸元 1. 材料/部材厚/製作法 2.2 ピストンの運動、位相~各部容積 2. 部材厚/応力/変位量一覧 別途:設計図書 1. 製作図,組立図 2. 数量表 3. 注記(製作,組立,解体,条件変更) 5.エネルギーロスの対象、対策、出力 5.1 エネルギーロスの対象 5.2 作動気体の漏洩対策 5.3 熱伝導・熱橋対策、および再生器部の熱攪拌 5.4 摩擦ロス対策 3.熱交換器、作動気体、圧力、および総括伝熱係数(U値) 3.1 配置、仕様 3.2 熱交換量 3.3 作動気体と熱伝導率、粘度、プラントル数および熱伝達率 3.4 総括伝熱係数(U値) 4.低温スターリングエンジンの性能、価格目標 4.1 熱環境条件 4.2 作動気体温度分布の条件 4.3 作動気体温度分布、および熱源出温度の推定(自由度2) 4.4 位相差~仕事量および回転数 4.5 実験機および実用機の性能・価格 6.実用機(出力および熱源温度帯適用条件の拡張)に向けて 6.1 各種設定と発電効率への感度 6.2 躯体形状、エネルギーロス、発電効率 6.3 熱源入温度に対する熱源出温度、作動気体温度分布、およびエネルギー変換量への影響 6.4 他発電方式との比較 7.結語 構 造・配 置、作 動気体 の種類 ・圧力 、エネ ルギー ロス対 策、運 用条件 の感度 は大き く、最 適化す る必要 がある 。 (装置構造) (熱環境) 【参考】
5
2. 構造、位相~各部容積
2.1 設計諸元 実験機の概観を Fig.3 に、設計諸元を Table 1 に、設計コンセプトで先行する Sunpulse500 の構 造を Fig.4 に示す。実験は熱から動力へのエネル ギー変換における諸変数・計算法の感度を確認 し、実用機におけるサイズ・発電効率・コストの 目処を立てることにあり、以下を前提とした。 ① 出力は実用機(3kW~10kW)への段階性を踏ま え、また、先行機 Sunpulse500 と比較できるよ うに 500W 程度を目標とする。 ② 熱源温度はコスト・不偏性・発電効率への影響 などを踏まえ*10、ここでは高温側熱源は太陽熱 低温集熱とし 95℃、低温側熱源は海洋深層水 とし 5℃を基本とした。 ③ スターリングエンジンの形式・構造等は、実験 機でもあり、作動気体の気圧は構造に過度の負 担をかけないこととし、外気圧との差を最大 3 気圧とした。 2.2 ピストンの運動、および位相~各部容積 ピストンが往復運動をする際、位相ごとの高温 側/低温側作動空間およびクランク室の容積変化 を Fig.5(位相差 60°)に示す。Fig.3 の構造か ら、高温側/低温側ピストンは逆向きに動くことに 留意する必要がある。 Fig.3 実験機の概観 項目 細目 外径 鋼管50A 560mm 全高 〃 700mm(胴体600mm) ピストン 径・ストローク 300mm,100mm 連棹比 3.84 高温側熱源 温水 給湯器(太陽熱) 温度・流量 60℃~95℃,130ℓ/h 低温側熱源 水源 水道水(海洋深層水) 温度・流量 5~15℃,430ℓ/h 熱交換器 銅フィン 0.3mm,ctc.3.0mm 幅/奥/高さ 102.3×86×187.5mm 再生器(空間) 形状 102×76×235mm×6 作動気体 種類 二酸化炭素 圧力 3.79±0.21気圧 クランク室 種類 二酸化炭素 圧力 3.79±0.21気圧 断熱材空間 種類 二酸化炭素 圧力 3.79±0.21気圧 出力 実験機 237 実用機 3kW~10 kW 発電効率 実験機 8.0% (低温側:水道水) 実用機 10.9% ,11.4% (深層水) 機械効率 実験機 36.6% (水道水) 実用機 44.4% ~ 46.6% (深層水) 仕様 (≒目標 4.0) W Table 1 設計諸元 Fig.4 Sunpulse500 の構造(参考) フライングホイール シャフト ワーキングピストン ローリングダイヤ フラム ディスプレーサー 高温側熱交換器 再生器 低温側熱交換器 高温側熱源(入・出) 低温側熱源(入・出)6 作動気体膨脹/収縮容積を 1 としたときの各空 間の容積比を縦軸に加算し、作動気体の位相ごと の位置を Fig.6 に示した。 ピストンの上下に合わせ、高温側/低温側熱交換 器で暖め/冷やされた作動気体は層的に上下し、再 生器部に流入/流出するが、再生器部を通り越すこ とはなく、高温側/低温側は分離されている。
3.熱交換器、作動気体、圧力、および総括伝熱係数(U 値)
3.1 配置、仕様 熱交換器は Fig.7 のフィンアンドチューブ形式 で、外枠・シリンダの間に効率的に収まるよう、6 角形に配置した。容積は出力目標 500W に合わせ、 高さが躯体全高に納まるように幅を決めている。 高温側/低温側熱交換器は同型である。フィンプ レートの仕様を Table 2 に示す。再生器部は PE 板 の枠の空間とした。 3.2 熱交換量 熱交換量は次式(対数平均温度差法)による。 Q=U Ar ΔT ΔT=(ΔTA-ΔTB)/ ln(ΔTA/ΔTB) Ar=Q/U/(ΔTA-ΔTB)*ln(ΔTA/ΔTB) ここで、Q :伝熱量(W) U :熱伝達係数(W/m2K) Ar:伝熱面積(m2) TA,TB:熱交換の入口,出口温度(K) ΔT:対数平均温度差(K) Fig.7 熱交換器(高温側)外観 Table 2 プレートフィン仕様*12 数量 備考 厚さ(mm) 0.3 銅製を採用 ピッチ(〃) 3.0 伝熱管 径(mm) φ15.88 銅管15A 伝熱面積(m2) 5.30 Table 1,Fig.5参照 総括伝熱係数 46.0 アルミ、銅でほぼ同じ 36.8 メーカー保証なしで設計20%減 フィン 項目単位 (空気1気圧,W/m2K) Fig.5 各部容積(m3)~位相(radian) Fig.6 各部容積比累積(作動気体位置)~位相7 3.3 作動気体と熱伝導率、粘度、プラントル数、および熱伝達率 熱伝達率は、ヌセルト数 Nu・レイノルズ数 Re・プラントル数 Pr・グラスホフ数 Gr・エッカート数 Ec・無次元温度 Tw/T∞ の関数で表わされ、平板(フィン)とそれに平行に流れる一様な流れの間の熱 伝達は以下の式でよいとされる。 h=λ Nu/L1 Nu= 0.664 Re1/2 Pr 1/3 Re =ρv2/(μv/L 2) ∴ h=λ1(1/1) 0.664 (ρ(1/2) v(1/2) L2(1/2) μ(-1/2))Pr(1/3)/ L1 ここで、λ1: 気体の熱伝導率(W/m K) L1 : 熱伝達における物体(ヌセルト数)の代表長さ(フィンピッチなど、m) ρ: 密度(kg/m³) v : 流速(m/s) μ: 粘性係数(Pa·s) Pr: プラントル数 L2: レイノルズ数の代表長流体の流れた距離など, m) これより、メーカー仕様を基準に、各項目の比率から目的とする熱伝達率が求められる。なお、プ レートフィンの材質はアルミ・銅から選択できる。ここでは僅かではあるが、熱伝達率に優れる銅を 選定した。作動気体と実験環境(圧力)における熱伝達率の計算結果を Table 3 に示す。 3.4 総括伝熱係数(U 値) 総括伝熱係数(U 値)は以下による。 1/U=1/h1+L/λ2+1/h2+r ただし、h1: 作動気体の熱伝達率(W/m2K) L : フィン厚さ(m) λ2: フィン熱伝導率(W/mK) h2 : 熱媒体(水)の熱伝達率(W/m2K) r : 汚れ係数 メーカーの仕様を基準に今回の実験環境における総括伝熱係数を Table 4 に示す。なお、作動気体 圧力は、稼働時においても作動気体空間・クランク室の気圧が 1 気圧を下回らないよう最小初期気圧 は 1.09 気圧に設定した。また、構造の制約から稼働時の外環境との最大気圧差は 3 気圧し、その場合 の作動気体初期気圧は 3.79 気圧が最大となる。 Table 3 作動気体と実験環境(圧力)における熱伝達率 単位 水素 熱伝導率 W/m K 0.0302 0.0302 0.0302 0.0206 0.0206 0.1908 0.1908 気圧 atm 1.00 1.09 3.79 1.09 3.79 1.09 3.79 密度 kg/m3(ntp) 0.9680 1.0565 3.6666 1.6223 5.6302 0.0737 0.2558 粘度 MPa・s 0.0209 0.0209 0.0209 0.0176 0.0176 0.0099 0.0099 空気比 - 1.0 0.84 0.48 プラントル数 - 0.7140 0.7140 0.7140 0.7680 0.7680 0.7050 0.7050 熱伝達率 W/m2K 48.3 50.4 93.9 47.7 88.8 121.4 226.1 二酸化炭素 空気
8 熱伝達率 フィン 熱伝導率 熱伝達率 汚れ係数 h1 L λ h2 r 計算値 メーカー指導 (W/m2K) (m) (W/mK) (W/m2K) (W/m2K) 低い 48.260 0.0003 236 100 0.000516 32.0 25.6 中間 48.260 0.0003 236 2,000 0.000516 46.0 36.8 高い 48.260 0.0003 236 6,000 0.000516 46.7 37.4 メーカー保証なし 銅フィン 48.260 0.0003 398 2,000 0.000516 46.0 36.8 1.09気圧 50.418 0.0003 236 2,000 0.000516 48.0 38.4 3.79気圧 93.925 0.0003 398 2,000 0.000516 85.7 68.6 1.09気圧 46.3 0.0003 398 2,000 0.000516 44.2 35.4 炭素 3.79気圧 90.1 0.0003 398 2,000 0.000516 82.5 66.0 1.09気圧 121.4 0.0003 398 2,000 0.000516 108.0 86.4 3.79気圧 226.1 0.0003 398 2,000 0.000516 183.8 147.1 備考 アル ミ フィ ン 気体 種類 総括伝熱係数U (W/m2K) 空気 水素 条件 1. 0 気 圧 二酸化 実験環境の総括伝熱係数 U 値は、空気 1 気圧の U 値(W/m2K)36.8 に対し、3.79 気圧で空気は 68.6、 二酸化炭素は 66.0、水素は 147.1 となる。
4.低温スターリングエンジンの性能、価格目標
4.1 熱環境条件 低温スターリングエンジンから出入り する熱/エネルギーは Fig.8 に示す E①~⑥ に限定され、以下の条件下にある。 1)エネルギー保存則 E①~⑥=0 2)カルノーの定理(E⑤+E⑥)/(E①-E③-E④×2) <{1-(t②WA+273)/(t①WA+273)} 3)エントロピー拡大則 作動気体温度はじめ諸変数はエント ロピーの増加∑ΔS①~⑥が最大になるよ う動く(現象の動力)。 4)高温側熱交換量 E①(t①A,t①B, t①WA,t①WB)、低温側熱交換量 E② (t②A,t②B,t②WA,t②WB)は対数平均温度差法で算出できる。 5)熱伝導・熱橋 E③、摩擦ロス E⑤等は実験機の構造・材料に基づき算出できる。E④は高温側-、低温 側+の熱損失として 2 倍を計上する必要がある。(高温側/低温側をつなぐ熱橋と同じ扱い) ここで、熱交換は作動気体の流れ(上向き・下向き)を介し、高温から低温へのみ移動する。作動 気体膨脹/収縮空間・熱交換器・再生器部の境界では作動気体温度は連続する。再生器部枠はプラスチ ックとし、熱交換は行われず、高温側/低温側作動気体は熱攪拌するとした。 添字 ①~⑥:低温スターリングエンジンから出入りする熱量,⑤: 再生器による熱交換で∑E=0、∑ΔS>0,A:熱交換器の上側 B:熱交換器の下側,W:作動気体 Table 4 総括伝熱係数の推定 *13 Fig.8 低温スターリングエンジンからの 熱・エネルギーの出入り
9 4.2 作動気体温度分布の条件 (1)変数の関連、制約 Fig.9 に出力計算にける変数の関連と制約を示す。以下の①~⑤により出力・発電効率等を計算でき る。最適化の対象になる変数は紫太字で示した。具体的算出手順を(2)節に、最適化の要件を(3)節 および 4.3 節に示す。 ①熱源温度(入・出)、作動気体温度(入・出)を仮定し、対数平均温度差法で熱交換量を算出できる。 ②作動気体熱容量は流量、入・出温度差により定まり、熱交換量は作動気体熱容量を超えない。 ③作動気体流量は流速に、流速は回転数に依存し、回転数はピストン 1 サイクルの仕事量・摩擦ロスお よびエネルギー変換量に依る。 ④所定の流量に対し、熱交換量・作動気体熱容量でカルノーの定理を満足する作動気体温度は一定の 範囲(入温度・出温度)で可能になる。 ⑤熱源流量が一定のとき、諸変数は系のエントロピー最大化の方向に動くとすると、一定の範囲の中 から求めることができでる。 構 造 ・ 寸 法 作動気体 作 動 気 体 位 相 差 入 温 度 出温度 物 性 ・ 圧 力 1サイクルの仕事量(初期仮定値) 温度差 平均温度 温度差 (計算結果と照合し収束させる) 出 温 度 入温度 エネルギー変換量 平均温度 流量 周期 流 量 作動気体流速 熱交換率 熱容量 熱交換量 対数平均温度差法 (流量と関係しない) 摩擦ロス率 高温側 作動気体 高温側熱交換量 再 生 器 部 離 れ 低温側熱交換量 低温側 再生器部熱攪拌ロス 熱 ロ ス 熱伝導・熱橋ロス カルノーの定理 エネルギー変換量 カルノー効率 変換率 作動気体 摩 擦 ロ ス 入 温 度 出温度 出力(動力) 温度差 平均温度 発電器ロス,発電効率 出 温 度 入温度 温度差 エントロピーの増加ΔS 平均温度 流 量 流量 凡例 熱交換率 紫 -指定または仮定できる値 熱交換量 熱容量 赤 -エントロピー・環境条件で最適値に収束 対数平均温度差法 黒- 計算で求まる値 (流量と関係しない) 熱伝導、エネルギー保存則などの条件 別途 別途 熱 ロ ス 摩 擦 ロ ス ( W ) 熱 伝 導 ・ 熱 橋 ロ ス 摩 擦 ロ ス 比 ( % ) 高 温 側 / 低 温 側 熱 源 ・ 環 境 温 度 差 1 サ イ ク ル の 摩 擦 ロ ス ( J / s y c l e ) 高温側/低温側作動気体温度差 ピ ス ト ン / シ リ ン ダ 間 詰 材 ( P T F E ) 摩 擦 係 数 断 熱 材 ・ 熱 橋 遮 断 材 性 能 、 寸 法 連 棹 比 ( = コ ン ロ ッ ド / ク ラ ン ク ホ ィ ー ル 半 径 ) 熱 攪 拌 ロ ス 製 作 誤 差 余 裕 ( ピ ス ト ン / シ リ ン ダ 径 が 問 題 に な る ) 高温側/低温側作動気体温度差 1サイクルの仕事量(J/sycle) 再 生 器 部 の 構 造 高温側 熱交換器 低温側 熱交換器 高 温 側 熱 源 低 温 側 熱 源 再 生 器 部 < 収束計算 > 収束計算 < 収束計算 エネルギー保存則 >(条件) > < < エントロピー拡大 (条件) (条件) (条件) < 計算後、照合 計算後 、照 合 Fig.9 出力計算にける変数の関連と制約
10 (2)作動気体温度分布のパターン ピストンが往復し、熱源の流れに対し、作動気 体は向流・並流を繰り返し、その度に熱交換環境 は異なる。 高温側/低温側ピストンの動きから、Table 5 の 4 パターンに限定される。 1 サイクルの熱交換量などは位相差による作動 気体温度の分布・温度差を踏まえ、占有時間を加 重平均し求められる。位相差 60°の場合は全体 を 6 分割し、連続性を踏まえ、Table 6 のように 表現できる。(各ゾーンの平均値で代表できる)。 (3)作動気体温度のコントロールポイントと自由度 前述の位相区分➊における、作動気体温度の条件を Table 7 に示す。 Δt1は熱源との熱交換量により定まる。Δt2は熱交換量を仮定したとき、必要となる熱容量により 定まる。再生器部の温度差Δt3(=t2-t3)を仮定すると、熱伝導・熱橋・熱攪拌量が定まり、エネル ギー保存則・カルノーの定理を満足する熱変換量が求められ、これらを満足する熱交換量が定まり、 これより必要となる熱容量により温度差Δt3が定まる。 すなわち、出温度 T2、および再生器部の温度差Δt3は自由度 2 を有し、一つを仮定すれば、他方は その変化に対するエントロピー増加・増加率を求めることができる。ただし、これは単に条件を満た す計算結果であり、実現象は次節で示すタイムラグ、温度勾配の均一性、および熱源(出)温度と作動 気体温度分布の整合性を考慮して推定した。 位相区分Ⅰ 入温度 T1 T1=95℃ (ここでは与件) Δt1=T1-t1 Δt1>0 …熱交換量により最小値は定まる。 t1 実際はタイムラグ等が生ずる。 ΔT1-2 Δt2=t1-t2 熱容量∝Δt2 出温度 T2 熱交換量<熱容量 t2 T2>t2 T2は90℃~50℃で試算 T2は流量、作動気体温度との関係で決まる。 t2-t3>0 かつ、全体の温度勾配は均等になる。 t3 T3<t3 入温度 T3 熱容量∝Δt3 Δt3=t1-t2 熱交換量<熱容量 ΔT3-4 T3=10℃(ここでは流量を調整、出温度は設定) t4 出温度 T4 Δt4=T4-t4 Δt4<0 …熱交換量により定まる。 T4=5℃ (ここでは与件) 熱源入温度 作動気体温度 条件・備考 高温側 低温側 再生器部 離れ Table 7 熱源入/出温度、および作動気体温度の制約条件 Table 5 作動気体の流れと温度分布のパターン Table 6 1 サイクルでの温度分布のパターン ➊ ❷ ❸ ❹ 高温側 ↑ ↑ ↓ ↓ 低温側 ↓ ↑ ↓ ↑ ➊ ❷ ❷ ❹ ❸ ❸ 高温側 ↑ ↑ ↑ ↓ ↓ ↓ 低温側 ↓ ↑ ↑ ↑ ↓ ↓
11 4.3 作動気体温度分布および熱源(出)温度の推定(自由度 2 における推定方法) 前述条件を満足する解は熱源(出)温度と作動気体温度部分布の、自由度 2 を有する。ここでは熱源 (出)温度(90℃・80℃・75℃・70℃・60℃)ごとに、作動気体温度部分布(再生器部における高温側/ 低温側温度差(離れ(大・中・小)))を仮定し、諸変数一通りを算出した上で、これらの結果から、 仮定した熱源(出)温度・作動気体温度分布の取りうる値を物理的に推定した。 Fig.11 に熱源(出)温度ごと、作動気体温度分布ごと(再生器部離れ=エントロピー増(大・中・ 小))に、位相と作動気体温度分布の関係を示す。熱源(出)温度 90℃においては、再生器部離れの 大・中・小の配置が可能であるが、出温度の低下とともに幅は狭まり、70℃においては大 40℃、小 30℃となる。60℃においては、再生器部離れを確保できない。(最大値には熱源(出)温度の制約があ り、最小値には温度勾配の制約がある。両者を満足する温度分布はない。流量を調整しても出温度は 60℃以下になることはない。) Fig.12 はエントロピー増(大・中・小)の作動気体温度分布における、起動熱交換量と高温側/低 温側熱交換量、エネルギー変換量・変換率、エントロピー増・増加率、発電コストの関係を示す。熱 源(出)温度が下がると、エネルギー変換量、変換率は低下し、エントロピー増加は拡大する。図中、 起動力(ピストンの速度の仮定、赤一点鎖線)より変換量が多い区間で回転数・出力は漸増し、ここで は発電コストが最も低くなる高温側熱交換量 3,800W を最適値とできる。 Fig.10 熱源(出)温度と作動気体温度分布(エントロピー増(大・中・小))による、エントロピー 増の違いを示す。流量を制御し、発電コストが最も小さくなる熱交換量 3,800W で見ると、熱源出 75℃-再生器部離れ 40℃と熱源出 70℃-再生器部離れ 40℃の発電効率・発電コストは大差ない結果に なっている。ただし、解は条件を満たす範囲を示しているに過ぎず、実際には前述条件で表現しきれ ていない以下 1)~3)の制約がある。これらより、作動気体温度分布は熱源(出)温度とともに定ま り、ここでは出温度 75℃、作動気体温度分布はエントロピー増中間値に収束するとした。 1)再生器部離れ温度分布による低温側流量の相対的増加 高温側流量を合わせているため、低温側流量は離れを大きくすると大きく(55℃:40℃:25℃= 1.027:1.000:0.991)なり、エントロピー増加の一因になっている。 2)熱伝導に要する時間(計算結果には時間的影響は考慮されていない。エントロピー増大則に従う) 伝導には時間を要し、熱源温度の高温側の離 れは計算値より離れると考えられる。 3)温度勾配の均一性 ①再生器部離れ初期値の最小値は熱源(出)温度の 制約があり、一定値以上になる。 ②熱は高い方から低い方に伝わる。再生器部で熱 源温度(Fig.11 のピンク/ブルーの実線)の逆 転が起こらない。 4)熱源(出)温度と作動気体温度分布の整合 実際の温度分布は高温側・低温側を通して温度 勾配は均等に近づくとし Fig.11(8)~(11)あたり に落ち着くと推測できるが、ここでは Fig.11(8) の出温度 75℃・離れ 40℃、Fig.12(3)の破線とし た。 Fig.10 熱源(出)温度と作動気体温度分布(両端寄 り・中間・中央寄り)によるエントロピーの違い
12 (1)出 90℃,離れ 70℃ (2)出 90℃,離れ 40℃ (3)出 90℃,離れ 10℃ (4)出 80℃,離れ 60℃ (5)出 80℃,離れ 40℃ (6)出 80℃,離れ 20℃ (7)出 75℃,離れ 55℃ (8)出 75℃,離れ 40℃ (9)出 75℃,離れ 25℃ (10)出 70℃,離れ 50℃ (11)出 70℃,離れ 40℃ (12)出 70℃,離れ 30℃ Fig.11 作動気体温度分布~熱源(出)温度×エントロピー増(大・中・小)
13 (1)熱源(出)温度 90℃,離れ 70・40・10℃ (2)熱源(出)温度 80℃,離れ 60・40・20℃ Fig.12 作動気体温度分布(両端寄せ,中央寄せ,平均値)における、 起動熱交換量(容量∝回転数,変換量)~高温側/低温側熱交換量,エネルギー変換量・変換率, エントロピー増・増加率,および発電コスト(館山,ペルー) (3)熱源(出)温度 75℃,離れ 55・40・25℃ (4)熱源(出)温度 70℃,離れ 50・40・30℃ 注)熱源(出)温度 60℃,50℃では作動気体温度分布が 逆勾配になるところが生じ、解として適当でない。
14 4.4 位相差~仕事量、および回転数 クランク室圧力に対する作動気体圧力・平均圧力差・1 サイクルの仕事量の関係を Fig.13 に示す。 作動気体圧力は密度を高めると総括伝熱係数 U 値は増加するが、構造的制限からここでは初期気圧は 3.57 気圧としている。クランク室圧力は作動気体漏洩防止のため、作動気体と圧力差がないことが望 ましい。結果、1 サイクル仕事量はクランク室圧力と比例する。 位相差と仕事量の関係を Fig.14 に示す。熱交換量が一定のとき 1 サイクルの仕事量が大きくなる と、回転数・作動気体流速・作動気体熱容量が落ちる。一方、1 サイクルの仕事量が小さいと回転 数・作動気体流速・作動気体熱容量は上がるが、摩擦ロスは大きくなる。最適な位相差は試算の上、 決定することになり、ここでは 0.035 radian(2.0 degree)とした。 これより、熱源温度入 95℃、出 75℃、再生器部離れ 40℃(中間値)における、1 サイクル仕事量は 79.8 J/サイクル、摩擦ロスは 34.8 J/サイクル、回転に要する仕事量は 114.6 J/サイクル、熱交換 から定まる出力は 458.5 W、回転数は 4.0 RPS、1 回転に要する時間は 0.25 sec となる。 注 1)回転数 回転数はピストンが動くことによる仕事量と熱源から生ずるエネルギー変換量が等しいとして求め られる。すなわち、1 サイクルの作動気体とクランク室の圧力差によるピストンの仕事量と摩擦力に よる 1 サイクルの仕事量の和 Wp(J/1sycle)は、熱交換から求められる仕事率 Wq(W)が周期 t (s/1sycle)でなす仕事量 Wq(W)×t(s)に等しい。 ∴ Wp(J/1sycle)= Wq(W)× t(s/1sycle)
t(s/1sycle)=Wp(J/1sycle)/ Wq(W)=Wp(W・s/1sycle)/ Wq(W)=Wp/ Wq(s/1sycle) 注 2)Fig.12 横軸の高温側熱交換量(=高温側熱容量,∝回転数)について 横軸は起動で仮定した高温側熱交換量(=高温側熱容量、∝熱源流量、∝エネルギー変換量、∝回 転数)で、縦軸は起動力(ピストンの速度等横軸の仮定)による熱交換量・熱源流量・エネルギー変換 量・変換率・回転数である。計算されたエネルギー変換量等が起動の仮定値(Fig.12・26 赤一点鎖線 の変換量)より大きい場合は回転数が漸増し、小さい場合は徐々に低減する。(この対策には構造等を 最初から見直す、エネルギーロスを更に低減させる、或いは強制的に回転させるなどが考えられる。) Fig.13 クランク室圧力~作動気体圧力、圧力差、 およびピストンの仕事量(位相差 2.0 度) Fig.14 位相差~仕事量
15 4.5 実験機および実用機の性能・価格 (1)作動気体温度 前節の結果を受け、以下の熱環境条件に収束するとし、その時の 1/6 サイクルごとの、各部署(高 温側熱交換器・再生器部・低温側熱交換器温度)の作動気体温度分布を Fig.15 に示す。 熱環境条件 高温側熱源(太陽熱集熱装置)入温度 95℃、出温度 75℃、流量 9.1 万 m3/日(出力 1 万 kW) 低温側熱源(海洋深層水)入温度 5℃、出温度 10℃、流量 31.1 万 m3/日(出力 1 万 kW) 再生器部離れ 40℃(エントロピー増中間値)、位相差 0.35 radian(2 度) (2)高温側熱源(出)温度~エネルギー変換効率・発電効率・エネルギー変換量 Fig.15 の作動気体温度分布に対し、熱交換器の U 値を踏まえ Table 8 の熱交換量が求められる。同時 に作動気体の高温側/低温側熱交換器部の温度差・流速・熱容量、ピストンの回転数、高温側/低温側熱 源流量等も求められる。 ただし、熱交換面積 Ar 5.3 m2 (躯体設計による) 総括伝熱係数 U 値 66.0 W/m2K (銅フィン-二酸化炭素-3.73 気圧,3.4 節 Table 4 参照) Fig.15 位相、位置ごとの作動気体温度(位相差 0.02 radian) Ⅰ 95.0 88.4 6.6 75.0 61.2 13.8 -7.2 0.478 -0.74 9.75 103 350 3,410 Ⅱ 95.0 88.4 6.6 75.0 61.2 13.8 -7.2 0.479 -0.74 9.73 103 350 3,405 Ⅲ 95.0 88.4 6.6 75.0 61.2 13.8 -7.2 0.479 -0.74 9.73 103 350 3,405 Ⅳ 95.0 47.5 47.5 75.0 74.6 0.4 47.2 127 4.85 9.73 103 350 3,405 Ⅴ 95.0 47.5 47.5 75.0 74.6 0.4 47.2 127 4.85 9.73 103 350 3,406 Ⅵ 95.0 47.5 47.5 75.0 74.6 0.4 47.2 127 4.85 9.73 103 350 3,406 Ⅰ 10.0 29.8 -19.8 5.0 7.1 -2.1 -17.7 9.279 2.23 -7.93 -126 350 -2,774 Ⅱ 10.0 10.9 -0.9 5.0 33.5 -28.5 27.6 0.032 -3.46 -8.00 -125 350 -2,798 Ⅲ 10.0 10.9 -0.9 5.0 33.5 -28.5 27.6 0.032 -3.46 -8.00 -125 350 -2,798 Ⅳ 10.0 11.0 -1.0 5.0 33.7 -28.7 27.6 0.036 -3.32 -8.31 -120 350 -2,909 Ⅴ 10.0 30.0 -20.0 5.0 7.3 -2.3 -17.6 8.514 2.14 -8.24 -121 350 -2,881 Ⅵ 10.0 30.0 -20.0 5.0 7.3 -2.3 -17.6 8.514 2.14 -8.24 -121 350 -2,881 低 温 側 上 向 き 下 向 き Ar*U Q 高 温 側 上 向 き 下 向 き ΔTB ΔTA -ΔTB ΔTA /ΔTB ln(ΔTA/ ΔTB) ΔT Ar/Q*U *1000 熱源A 作動 気体A ΔTA 熱源B 作動 気体B 位 相 再生器部 温度差 高温側 熱交換器 Ⅰ Ⅱ Ⅲ Ⅳ Ⅴ Ⅵ 位相 低温側 熱交換器 A A A A A A 95.0 88.42 95.0 88.41 95.0 88.41 95.0 47.46 95.0 47.46 95.0 47.46 27.20 27.17 27.17 75.0 61.21 75.0 61.24 75.0 61.24 75.0 74.63 75.0 74.63 75.0 74.63 B B B B B B 31.41 50.34 50.34 63.59 44.64 44.64 A A A A A A 10.0 29.80 10.0 10.90 10.0 10.90 10.0 11.03 10.0 29.99 10.0 29.99 22.64 22.64 22.64 22.64 5.0 7.13 5.0 33.54 5.0 33.54 5.0 33.67 5.0 7.35 5.0 7.35 B B B B B B -22.67 -22.64 -27.17 -27.17 -27.17 Table 8 熱交換量
16 (3)エネルギー変換量、動力、出力、拡張時発電効率、価格目標 前項の熱交換量、および後述 5.3 節の熱伝導・熱橋・熱攪拌などのエネルギーロスにより、エネル ギー変換量を算出できる。エネルギー変換率は、すべてのエネルギーロスが控除されているとき、高 温側/低温側作動気体温度の平均値より定義されるカルノー効率と等しくなると仮定した(4.1 節)。 実験機において、高温側熱源(入)温度 95℃・流量 Q=9.1m3/日、低温側熱源(入)温度 5℃・流量 Q=31.1m3/日と設定すれば、Table9 に示す、高温側熱交換量・作動気体熱容量は 3,406W、低温側熱交換 量・作動気体熱容量は 2.840W、熱伝導・熱橋・熱攪拌ロスの合計は 108W、エネルギー変換量は 459W、 変換率は 13.9%、摩擦ロス 117W を控除した動力は 342W、出力(発電)は Table2 の 308W になる。 なお、一般的な熱源で定義されるカルノー効率は 24.5%、作動気体の高温側/低温側平均温度で定義 したカルノー効率はエネルギー変換率と等しく 13.9%、動力の熱効率は 10.0%、発電ロス控除後の発電 効率は 9.0%となる。 6 章 実用機(出力拡張)に向けて を踏まえ、Table 9 から、Table 10 の、実用機出力 3kW、10kW にお ける熱変換量・出力・発電効率な どが求められる。 作動気体に二酸化炭素、初期圧 力 3.73 気圧、高温側熱源入-出温 度 95℃-75℃、低温側熱源入-出温 度 5℃-10℃で運用した場合、実験 機では出力 308W、発電効率は 9.0% であるが、同条件で出力 3kW に拡 張した場合、発電効率は 10.9%、 10kW では 11.4%となる。装置価格 目標*6.4 節参照はそれぞれ 75 万円、 422 万円、1,089 万円となる。 Table 9 出力の算出 Table 10 実験機および 3kW・10kW 拡張時の諸元 Ⅰ Ⅱ Ⅲ Ⅳ Ⅴ Ⅵ 全体 ⅠⅢ除く 高温側熱源熱交換量 W 3,410 3,405 3,405 3,405 3,406 3,406 3,406 3,406 高温側作動気体熱容量 〃 3,410 3,405 3,405 3,405 3,405 3,405 3,406 3,406 低温側熱源熱交換量 〃 -2,774 -2,798 -2,798 -2,909 -2,881 -2,881 -2,840 -2,840 低温側作動気体熱容量 〃 -2,841 -2,837 -2,837 -2,837 -2,837 -2,837 -2,838 -2,837 熱伝導/熱橋/熱攪拌ロス 〃 99 109 109 116 106 106 108 108 エネルギー変換量 〃 536 499 499 381 419 419 459 459 同比(出力/投入-ロス) % 16.2% 15.1% 15.1% 11.6% 12.7% 12.7% 13.9% 13.9% カルノー効率(作動気体) 〃 16.2% 15.1% 15.1% 11.6% 12.7% 12.7% 13.9% 13.9% 摩擦ロス W 137 127 127 97 107 107 117 117 動力 〃 400 372 372 284 312 312 342 342 熱効率 % 11.7% 10.9% 10.9% 8.3% 9.2% 9.2% 10.0% 10.0% 単 位 上向き 下向き 平均 項目 単位 実験機 3kW機 10kW機 高温側熱源熱交換量 W 3,406 27,649 87,728 低温側熱源熱交換量 〃 -2,840 -23,618 -75,258 熱伝導/熱橋/熱攪拌ロス 〃 108 218 321 エネルギー変換量 〃 459 3,813 12,150 同比(出力/投入-ロス) - 13.9% 13.9% 13.9% カルノー効率(熱源) - 24.5% 24.5% 24.5% カルノー効率(作動気体平均) - 13.9% 13.9% 13.9% 摩擦ロス W 117 480 1,038 動力 〃 342 3,333 11,111 出力(動力×0.9) 〃 308 3,000 10,000 発電効率 - 9.0% 10.9% 11.4% 機械効率 - 36.9% 44.4% 46.6% 価格目標(Sunpulse参考) 万円 75 422 1,089
17
5.エネルギーロスの対象、対策、出力
5.1 エネルギーロスの対象 エネルギーロスは以下の(1)~(4)に限定される。ここで(4)は計算結果より実用的に無視できる。 (1)作動気体漏洩 作動気体の漏洩は、投入した熱量の損失に加え、持続的に圧力が低減し、熱交換性能も低減する。 メンテナンス周期と 1 日当たりの漏洩率の関係を Table 11 に示すが、漏洩は限りなく 0 に近いことが 望ましく、構造・製作精度・作動気体の粘性の影響などを実験で確認する必要がある。 また本構造では作動気体室とクランク室の初期圧力を独立して設定できる。作動気体室とクランク 室の圧力差を小さく取ると、作動気体漏洩防止になるが、1 サイクルの仕事量が減り、回転数・摩擦 ロスが増える。なお、作動気体室と外部環境、クランク室と外部環境との圧力差による作動気体漏洩 は、可動部ではなく、密閉は容易である。 (2)熱伝導・熱橋ロス、および再生器部における熱攪拌 Table 12 に熱伝導・熱橋の箇所別状況を示す。ベアリングの熱伝導などは現象を正確にシミュレー ションできず、対策が難しいが、量的には無視できる。再生器部における高温側/低温側作動気体の熱 攪拌は区間長を長く取れば温度勾配・熱攪拌量を小さくできる。 (3)再生器ロス 作動気体が再生器を通り越し、暖められた気体が低温側に届き冷まされる場合、その熱交換は仕事 に役立たない(或いは逆)。ここでは、各室容積は再生器部容積>ピストンの作動気体膨脹/収縮容積 >熱交換器部容積となっており、高温側作動気体は低温側熱交換器に触れることはない(或いは逆)。 高温側/低温側作動気体は再生器部分で接触し熱の攪拌が生ずる。隔膜で分離することもできるが、 コストパフォーマンスからここでは隔膜なしで熱攪拌させるとし、熱攪拌量は次式で表わされる。 E=A・C・D/B ここで、熱攪拌量 E(W)、面積 A(m2)、厚さ B(m)、熱伝導率 C(W/mk)、温度差 D(℃) (4)摩擦ロス 可動部の摩擦ロスは Table 13 に示すように、部材に働く圧力ごとに計算できる。ただし、シリン ダ・ピストン・PTFE の互いの反力は高次の不静定となるため、それぞれの変位量に応じて反力を分担 Table 12 熱伝導、 熱橋ロスの計算 1年後(作動気体充填まで)に5%の低減を許すとして、1日当たりの低減率は 半年年後(作動気体充填まで)に10%の低減を許すとして、1日当たり 1か月後(作動気体充填まで)に10%の低減を許すとして、1日当たり 1週間後(作動気体充填まで)に30%の漏洩を許すとして、1日当たり 0.09484 0.00021 0.00090 0.00559 漏洩率(/日) ① 熱伝導 計算、対策ができるところ 諸仮定で計算可能 … 後述 計算、対策ができないところ 小さい(無視) … 実用的に無視できる ② 熱橋 計算、対策ができるところ 諸仮定で計算可能 … 後述 計算、対策ができないところ 小さい(無視) … 実用的に無視できる Table 11 熱交換量18 する必要が生ずる。詳細は 5.4 節摩擦ロス対策で述べる。 (5)その他 1)ピストンの運動量消失 消失するエネルギーは以下の式で表わされ、Table 14 の計算結果から実用的に無視できる。 K=1/2 mv2 2)作動気体の抵抗(圧力損失) 消失するエネルギーは以下の式で表わされ、Table 15 の計算結果から実用的に無視できる。 Hf=λL/D v2/2 ρ 5.2 作動気体の漏洩対策 (1)空間区分、気圧 低温スターリングエンジンは Table 16 に示すように、①作動気体膨脹・収縮室、②クランク室に仕 切られ、それぞれ外環境の大気圧に接する。 Table 16 躯体室区分、 気圧 ① PTFE圧入摩擦 諸仮定で計算可能 ② ロッド横方向力反力摩擦 諸仮定で計算可能 K : 運動エネルギー 0.0052 J … 無視できる m : ピストン質量 31.7 kg … 高温側/低温側ピストン2個分 v : ピストン最大速度 0.0181 m/s … 1サイクル 17.4 s,ホィール径 100mm Hf : 圧力損失 0.0003 Pa λ : 管摩擦係数 0.02 0.01~0.25(銅フィン滑面の想定) L : ダクト長 0.6 m D : ダクト径(円形換算) 0.011 m v : 作動気体流速 0.0195 m/s 膨脹体積 0.007068 m3 高温側分 ρ : 密度 0.6649 kg/m3 断面積 0.041861 m2 6個(210セル) 時間 8.680115 往復/2 ∴ Hf = 0.0003 0.0419 0.600 = 6.89E-06 J … 無視できる × × ①作動気体膨脹/収縮室 最大4気圧 環境と3気圧差以下 高温側膨張収縮空間 〃 ピストン、頂版ポリウレタンゴムに接する 高温側熱交換器 〃 熱交換器枠に接する 再生器 〃 再生器枠に接する 低温側熱交換器 〃 低温側膨張収縮空間 〃 頂版/底版断熱材空間 〃 頂版ポリウレタンは穴が開いている 外枠~シリンダ間の断熱材空間 〃 熱交換器/再生器枠には穴が開いている ②クランク室 最大4気圧 環境と3気圧差以下 Table 14 ピストンの運動量消失(1 サイクル当たり) Table 15 作動気体の抵抗(圧力損失) Table 13 摩擦ロスの計算
19 (2)漏洩の可能性のある個所 漏洩の可能性がある箇所は構造計画で必要最小限にしているものの、Fig.16 に示す➊~❽で構造上 の継目が発生する。 (3)漏洩対策 漏洩は原則漏れないこととし、対策は本構造では作動気体圧力 3.74~3.86 気圧とクランク室圧力 3.80~3.89 気圧の圧力差は-0.01~+0.09 気圧で、中央値に対し対称形となっている。 作動気体漏洩対策は Table 17 に示すように、➊~❺、❼は固定できる箇所で溶接またはボルト締め でポリウレタンゴムを圧縮し密閉できる。❻はシャフトの回転を伴うが密閉型ベアリングで対処可能 である。❽はシリンダ・ピストンの可動部で、PTFE と合成ゴムを圧入し密閉する。シリンダ・ピスト ン・PTFE などの加工精度は作動気体漏洩・摩擦ロスへの影響が大きい。ここで、漏洩防止と摩擦力が トレードオフになるが、作動気体室とクランク室の初期圧力差はなく、稼働時の漏洩も少ない。 ❽ シリンダ~ピストンの隙間(可動) ⇒PTFE+合成ゴム ❻ シャフト~軸受管φ17(可動) ⇒密閉型ベアリング ❺ 軸受管~外枠(固定) ⇒溶接 ❼ 空気(兼管理)孔~外枠(固定) ⇒溶接 ❹ 作動気体孔~外枠(固定) ⇒溶接 ❸ 頂版~頂版ボルト孔 ⇒ポリウレタンゴムを圧縮 ❷ 頂版リブ~外枠(固定) ⇒ポリウレタンゴムを圧縮 ➊ 頂版~頂版リブ(固定) ⇒溶接 Fig.16 漏洩の可能性のある個所 Table 17 作動気体漏洩対策 ➊ 頂版~頂版外周リブ(固定) 溶接 無し ❷ 頂版外周リブ~外枠(固定) ポリウレタンゴムを挟み圧縮 圧縮量を調整し、無し ❸ 頂版~頂版ボルト孔 ポリウレタンゴムを挟み圧縮 圧縮量を調整し、無し ❹ 作動気体孔~外枠(固定) 溶接 無し ❺ 軸受管~外枠(固定) 溶接 無し ❻ シャフト~軸受管φ17(可動) 密閉型ベアリング 小さい(メーカー仕様,検証) ❼ 空気(兼管理)孔~外枠(固定) 溶接 無し ❽ シリンダ~ピストンの隙間(可動) PTFE+合成ゴム 圧縮量を調整し、小さい 箇所 対策 漏洩の可能性/備考
20 5.3 熱伝導・熱橋対策、および再生器部の熱攪拌 (1)伝熱ルート 伝熱ルートを Fig.17 の➊~❾に示す。 (2)熱伝導量、 熱橋ロスの計算式 熱伝導の計算は次式による。 Q=kAΔT/L ここで、 Q: 熱伝導量(W) k: 熱伝導率(W/mK) A: 面積(m2) ΔT: 温度差(℃) L: 厚さ(m) 構造材料の熱伝導率は Table 18 による。断熱材 は【文献】代表的な建材の熱伝導率*14などより発 砲プラスチック系断熱材を選定した。外環境(対 流のある空気層)に接する空気の熱伝導率は Table 19 による。計算法は【文献】表面熱抵抗と多層構 造の熱伝導率*15による。これより、多層の熱伝導 量は、層それぞれの熱伝導率と層厚により、全体 の温度差を割り振り、各層の熱伝導量は同じとす れば求まる。熱橋遮断材の熱伝導率を Table 20 に 示す。これより、ポリウレタンゴムを選定し、熱 伝導計算式により算出できる。 Table 18 熱伝導率 Table 19 対流のある空気の熱伝導率 熱伝導率 備考 銅(Cu)(0℃) 403 鉄(Fe)(0℃) 83.5 採用 ステンレス鋼 16.7 - 20.9 水(H2O)(0℃-80℃) 0.561-0.673 ポリエチレン 0.41 エポキシ樹脂 0.21 シリコーン(Qゴム) 0.16 木材 0.15 - 0.25 羊毛 0.05 発泡ポリスチレン 0.03 空気(静止) 0.0241 物質 熱抵抗 厚さ 熱伝導率 備考 m2K/W m W/mK 0.13 0.03 0.231 採用 0.11 0.03 0.273 Fig.17 熱伝導ルート ❽ シャフト軸受管 ➊-1 頂版 空間部 ➊-2 頂版 リブ部 ➊-3 頂版 ホースクリップ ❷ 外枠 ❹ シリンダ ❺-1 ピストン(高)頂板 ❺-2 ピストン(高) ロッド ❻-2 ピストン(低) 底面 ❻-1 ピストン(低) ロッド ❼-1 底板 ホースクリップ ❸ 熱交換器 ❾ 取付管 ❼-2 底板 空間部 ❼-3 底板 リブ部
21 (3)熱伝導、熱橋ロス計算結果(断熱材、熱橋遮断材有無の比較) Table 21(1)に前述熱伝導ルート➊~❾において、断熱対策無しと断熱材などの対策を講じた場合 の熱伝導量を、Table 21(2)に高温側頂版➊の熱伝導量計算例を示す。表中、断熱処理欄のエネルギ ーロス目標はコストパフォーマンスを考慮し実験機で 100 W(h)以下としたものであるが、実用機では断 熱材・熱橋遮断材の性能と厚さを最適化できる。 Table 20 熱伝導率(熱橋遮断材) Table 21(1)熱伝導および熱橋の無処理・断熱処理の比較集計表 細目 単位 無処理 断熱処理 空間部 W(h) 49.8 8.5 頂版厚(断熱材厚さ)で対応 リブ部 〃 6.2 5.6 熱橋遮断PE板の厚さで対応 ホースクリップ 〃 13.1 10.1 頂版の底板が課題 2)外枠 〃 87.4 9.4 外枠の分割は構造的問題 3)熱交換器/再生器 〃 201.6 1.3 4)シリンダ 〃 68.9 7.6 合成ゴムの厚さで対応 底面 〃 30.3 5.9 断熱シート厚で対応 ロッド 〃 19.8 19.8 ベアリングの断熱? 底面 〃 -3.8 -0.7 集計では絶対値 ロッド 〃 -2.5 -2.5 〃 空間部 〃 -6.2 -0.9 〃 リブ部 〃 -0.8 -0.7 〃 ホースクリップ 〃 -1.6 -1.3 〃 8)クランクシャフト/軸受管 〃 0.0 0.0 実態が分からない 9)取付管 〃 0.0 0.0 〃 〃 492 74 目標100W(h) 部署 備考 1)頂版 5)ピストン (高) 6)ピストン (低) 7)底板 計 Table 21(2) 熱伝導および熱橋の無処理、 断熱処理の比較(高温側頂版部の例) 距離L 温度差ΔT 伝熱量Q 距離L 温度差ΔT 伝熱量Q W/mK m ℃ W m ℃ W 表面熱抵抗 0.231 0.0300 26.37 49.8 0.0300 4.52 8.53 頂板 83.500 0.0032 0.01 49.8 0.0032 0.00 8.53 空気 0.820 0.0416 10.30 49.8 - - - 断熱材 0.023 - - - 0.0336 50.81 8.53 硬質ウレタンフォーム PE板 0.410 0.0020 0.99 49.8 0.0020 0.85 8.53 底板 83.500 0.0032 0.01 49.8 0.0032 0.00 8.53 表面熱抵抗 0.273 0.0300 22.32 49.8 0.0300 3.82 8.53 計 0.1100 60.00 0.1100 60.00 無対策 断熱処理 熱伝導経路 伝熱係数 k 備考 温度 密度 比熱 熱伝導率 ℃ g/cm3 J/kg ℃ W/mK 天然ゴム 20 0.91 1,900 0.13 クロロプレンゴム(CR) 20 1.23 2,200 0.25 ブチルゴム(IIR) 20 0.91~0.93 1,800~1,900 0.13 ポリウレタンゴム 20 1.05~1.31 1,900 0.12~0.18 採用 備考 物質
22 (4)熱源温度の違いによる熱伝導・熱橋ロス Fig.18 に高温側/低温側熱源入・出温度の違い による断熱対策無し、断熱処理後のエネルギーロ スを示す。エネルギーロスは外気温との差に比例 することから低温熱源利用の有利さが分かる。 (5)再生器部における作動気体の熱攪拌 再生器部の空間は作動気体の往復があり、断熱 処理ができない。ここでは Fig.19 に示す、建築 学会の水平空気層の熱抵抗から、二酸化炭素の熱 伝達量(比)を用いて算出した。実験機では、作動 気体圧力 3.8 気圧、高温側熱源温度 95-75℃、低 温側熱源温度 15-20℃での熱攪拌量を Table 23 に示す。表中の伝熱量は片方の熱源から見た値で あり、エネルギーロスは高温側・低温側それぞれ の立場からで 2 倍になる。 Fig.20 は熱伝導・熱橋・熱攪拌ロスの合計を 示したものである。投入熱量の約 3%がロスとな っている。 Fig.18 熱伝導等の無処理と断熱処理の比較 Fig.19 空気層の熱抵抗(建築学会) Table 23 実験機の熱交換量・仕事量・出力、 および 3kW・10kW 拡張時の諸元 設定条件 A:面積 0.0236m2 (図面より),B:厚さ 0.2250m (図面より),C:熱抵抗 0.1700m2K/W(Fig.9 よ り),D:熱伝導率(=B/C)1.32W/mK, I:熱伝達率比 空気 1.0 気圧 48.3W/m2K(Tabl5), J:ヘリウム 3.73 気圧 159.8 W/m2K(Table5), K:比 3.31(K=J/I) 単位 95-75 再生器端温度差 ℃ 31.9 E:作動気体温度より 熱伝 高温側 W 4.4 F=ADE/B 達量 低温側 〃 -4.4 G=-ADE/B (空気) 計 〃 8.9 H=F+G 熱伝達量 W 29.3 L=HK 備考 Fig.20 熱源温度・断熱処理有無による熱伝 導・熱橋・熱攪拌の違い Table 22 熱源温度 入 出 入 出 OTEC1(久米島) 25.7 21.0 7.0 14.0 OTEC2(館山) 25.7 21.0 5.0 10.0 ソーラーポンド 60.0 40.0 5.0 10.0 表層海水 95.0 75.0 25.0 32.0 陸水 95.0 75.0 15.0 20.0 地熱 98.0 78.0 14.0 19.0 深層水 95.0 75.0 5.0 10.0 高温側 低温側
23 5.4 摩擦ロス対策 (1)摩擦によるエネルギーロス計算手順 シリンダ・ピストン・PTFE は高次の不静定となるため、変位量に応じて反力を分担する必要が生ずる。 ここでは Fig.21 の手順で摩擦ロスの算出し、最適化を進めた。 Fig.21 摩擦ロス計算フロー シリンダ/ピストン間のPTFE圧入による反力/摩擦力 シリンダ/ピストンのシール材の選定 施工誤差,コスト (4) 圧力仮定⇒PTFE、シリンダ、ピストンの変位量 熱橋遮断/気密材、PTFE合成用ゴムの選定 (5) 温度変化⇒シリンダ、ピストン、PTFEの変位量 合成ゴムの弾性係数 (6) 変位量の集計=遊間のときの圧力 合成ばねの弾性係数 (7) シリンダ/ピストン間の摩擦力 (8) 摩擦ロス (9) 1サイクルの仕事量に対する比 (10)回転による摩擦ロス(想定) ロッド横方向反力による摩擦力 (1) 作動気体圧力×頂版面積=鉛直力 躯体の制限 コスト ロッド芯々距離 最適化 ストローク (2) ロッドからの水平力~位相 ピストンの形状(スカート丈) PTFEの位置、離れ (3) 上段PTFE水平反力,摩擦力 PTFE弾性係数 下段PTFE水平反力,摩擦力 合成ゴム弾性係数 反対側上段PTFE水平反力,摩擦力 合成ばね寸法 反対側下段PTFE水平反力,摩擦力 合成ばね弾性係数 摩擦係数 (4) ピストンの安定計算 (5) PTFE(+合成ゴム)変位量 変位量は.010(0.05)mm以下なら合成できる。 変位量は1.0mm以上にならない。 (6) 変位量、圧力の合成 (ぶつからないチェック) (7) 摩擦力 摩擦力の集計、1サイクルの摩擦ロス ストローク,位相 (8) 摩擦力の合計、摩擦ロスの計算 (位相ごとの計算、集計) 1)高温側ピストン 2)低温側ピストン 1サイクルの仕事量 (9) 1サイクル摩擦ロスの仕事量比 (1)作動気体漏洩防止 (2)重なり長の設定 (3)PTFEの圧入 (ロッド横方向力による摩擦ロスは位相により変 動するが、合成して右記以下になることはない) 連棹比
24
(2)シリンダ、 ピストン間の PTFE 圧入による反力、 摩擦力 1)計算条件
Fig.22 に PTFE 設置詳細、Table 24 に摩擦ロスの計算条件を示す。
2)摩擦力、摩擦ロスの計算手順 前述のように、摩擦力の計算は荷重条件から、PTFE の挿入・圧縮とロッドの反力の 2 つに分け、変 位量・摩擦力・摩擦ロスを計算の上、合成し、構造条件が所要の条件に合うものを選択した。 3)PTFE の挿入、 圧縮による摩擦力 以下の仮定により算定できる。 ①シール材の選定、物性 ②シリンダ、ピストン、PTFE 製作誤差 ③PTFE、合成(ポリウレタン)ゴム、合成ばねの弾性係数 ④PTFE の応力∝歪み ⑤シリンダ、ピストン、PTFE の圧力(反力)は等しい これより、PTFE の変位量を仮定すると反力が決まり、シリンダやピストンの変位量も決まり、変位 量の合計が設定した遊間に等しいとして実際の応力が求まる。なお、反力や摩擦力は PTFE の幅に比例 するため、PTFE 許容応力内で幅は狭くした。 Fig.22 PTFE 設置詳細図 Table 24 摩擦ロス計算条件 摩擦ロス =摩擦力×ストローク 摩擦力 =圧力×面積×摩擦係数 圧力 =弾性係数×歪 弾性係数 既往資料 ただし、PTFEの弾性係数は大きいため 合成ゴムとの合成構造とした。 合成ゴムの厚さ~合成弾性係数 【参考】物質と弾性係数 【参考】合成ゴムの弾性係数 歪 変位量/厚さ 変位量 算出できる。 0.1(0.05)mmの重なり 施工誤差の吸収(0.02mm×3) 厚さ 設定値 合成弾性係数の比較、施工性で決定 摩擦係数 動摩擦係数 0.07 横方向力が最大のときは動いているとき 静止摩擦係数 0.30 ピストン最上点、最下点 【参考】物質と摩擦係数 面積 設定値(PTFE面積=幅×ピストン外周) *16 接着剤(0.03mm×2) PTFE (2.0mm⇒切削後 1.54mm) シリ ン ダ (390. 6± 2. 75m m m m ⇒ 研 磨後 395 ) ピ スト ン (393 ± 2. 75m m ⇒ 研磨後 39 3) 0.03mm 0.10mm 1.44mm 9.5mm 0.03mm 1.0mm 10mm 合成ゴム (10mm±0.1⇒切削後 9.5mm) 18m m 30m m 3m m
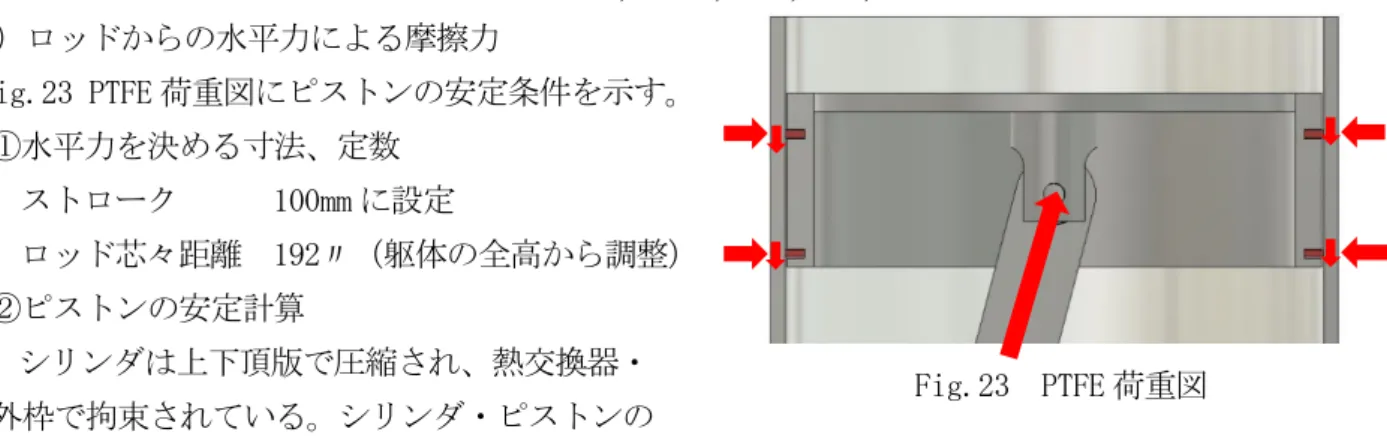
25 4)ロッドからの水平力による摩擦力 Fig.23 PTFE 荷重図にピストンの安定条件を示す。 ①水平力を決める寸法、定数 ストローク 100mm に設定 ロッド芯々距離 192〃(躯体の全高から調整) ②ピストンの安定計算 シリンダは上下頂版で圧縮され、熱交換器・ 外枠で拘束されている。シリンダ・ピストンの 変位量 0.1mm 以下、0.1~1.1mm、1.1mm 以上で左右の荷重・変位量は不静定条件が異なる。 これより、水平力・摩擦力・ロッドからの力、モーメントのつり合いから、シリンダ・PTFE(合成 ゴムとの合成構造)・ピストン、各々の応力が定まる。その上で、ピストン・ピストンスカートの形 状・PTFE・ピストンピンの位置(離れ)などの最適化を図ることになる。 5)摩擦ロスの計算 摩擦ロスは、合成ばねの変位量・幅・弾性率、PTFE とシリンダの静摩擦係数・動摩擦係数、ストロ ーク長を設定すれば定まる。なお、PTFE 合成ばねの応力は位相の関数となり、時間を区切り(1 サイ クルを 1/24 に分割)、積分した。 (3)ロッド横方向反力による摩擦力 Fig.24 にロッド横方向力に対する ピストン・PTFE・シリンダの荷重条 件を示す。これより、ロッド水平力 は Table 25 のように求まり、ピスト ンの釣り合い条件より Table 26 のように PTFE の反力が 定まる。これによる PTFE 変位図を Fig.25 に示す。 ロッドの横方向力に対する反力は PTFE に働く合力と一 致し、PTFE 圧入による応力は反力と合成される。なお、 PTFE の圧入の応力は内部で釣り合う。また、PTFE の圧縮 量は元の長さ-圧入後の長さ、温度・線膨張率・弾性係 数・面積を考慮して定まる。 Table 27 に PTFE(合成構造)変位量・摩擦力を示す。 PTFE 上下の水平距離(ピストンの傾き)は 0.13mm に対 し、1 段目 PTFE の重なりは 0.2mm で漏洩は防止される。 ピストンスカート上下の水平距離は 0.19mm で遊間 1.0mm に対し十分余裕があり、金属の接触はない。
Table 28 に反対側反力・摩擦力を示す。PTFE の圧入の応力は内部で釣りあい(PTFE の圧縮量(元
の長さ-圧入後の長さ・温度・線膨張率・弾性係数)・面積による)、ロッドの横方向力に対する反力 は外部要因で合力が求められる。その際、PTFE 圧入による応力は全周合計で同義となる。 Table 29 にロッド芯々・スカート丈・PTFE 離れの比較を示す。これより、ロッド芯々-スカート丈-PTFE 離れは 192-95-60 とした。細部の寸法が互いに関連することに注意する必要がある。 Fig.23 PTFE 荷重図 Table 25 ロッド水平力 直径 面積 作動気体 作用力 縦横比 水平力
m m2 圧力 ton tanθ ton
0.30 0.0707 10.33 0.7302 0.2697 0.197 ↑最大1気圧が作用する Table 26 ピストンの安定 (モーメントの釣り合い) 距離 横方向力 Moment mm kgf kgf・mm PTFE1 32.5 66.7 2,167 150 4.7 700 ロッド 0.0 -197.0 0 PTFE2 -32.5 130.3 -4,235 150.0 9.1 1,368 計 4.7 0.0 アーム(距離)は Fig. 26 ピストン荷重作用点参照
26 Fig.24 ピストン荷重作用点 Fig.25 PTFE 変位図(ガイドピストン・ガイドシリンダ検討図) P1 P2 P3 P4 0.05 1.00 1.00 0.05 初期のPTFEの 初期PTFE(圧入前) 圧力分布 の外郭線 横荷重を受けたとき 圧入後PTFE外郭線 のPTFEの圧力分布 (ガイドシリンダの内径) および横荷重積載後 PTFE外郭線 ロッドから横荷重を受けた (ガイドシリンダの内径) ときのガイドシリンダの位置 初期ガイドピストン 0.000 0.10 0.05 0.000 1.05 1.05 1.0 0.95 1.05
27 <0.2mm 合力 直径 分担幅 延長 幅 面積 圧力 歪み PTFE長さ 変位量 kgf cm 1/4 cm cm cm2 kgf/cm2 MPa kgf/cm2 - mm mm P1 66.7 30.1 0.25 23.64 0.4 9.455 7.05 57.18 571.8 0.0123 11.10 0.1369 P2 130.3 30.1 0.25 23.64 0.4 9.455 13.78 57.18 571.8 0.0241 11.10 0.2675 動摩擦 摩擦力 線荷重 傾き(PTFE上下の水平距離) 0.1307 係数 kgf kgf/m 1段目PTFEで漏洩は防止される(0.13mm<0.2mm) P1 0.07 4.7 4.935 傾き(ピストンスカート上下の水平距離) 0.191 P2 0.1 9.1 9.647 遊間に対し十分余裕がある(0.19mm≪遊間1.0mm) 弾性係数 全周 A/4 反力 反対側 計 全周 1/4 反力 反対側 計 A B C D E A’ B’ C’ D’ E’ kgf kgf kgf kgf kgf kgf kgf kgf kgf kgf 高温側 2,104.8 526.2 529.0 523.4 2,104.8 2,104.8 526.2 531.6 520.8 2,104.8 低温側 1,826.3 456.6 459.3 453.8 1,826.3 1,826.3 456.6 462.0 451.1 1,826.3 高温側 353.4 88.4 91.1 85.6 353.4 353.4 88.4 96.3 87.2 360.2 低温側 306.7 76.7 79.4 73.9 306.7 306.7 76.7 86.5 77.9 317.7 高温側 3,962.5 990.6 993.4 987.8 3,962.5 3,962.5 990.6 996.0 985.2 3,962.5 低温側 3,962.5 990.6 993.4 987.8 3,962.5 3,962.5 990.6 996.0 985.2 3,962.5 高温側 290.9 72.7 75.0 69.9 290.4 290.9 72.7 83.0 74.6 303.1 低温側 104.0 26.0 34.0 30.1 116.2 104.0 26.0 50.0 43.5 145.5 高温側 77.4 19.3 23.9 16.6 79.1 77.4 19.3 43.0 36.8 118.5 低温側 82.6 20.7 30.4 26.8 98.6 82.6 20.7 46.9 40.6 128.8 高温側 49.3 12.3 17.1 9.5 51.3 49.3 12.3 37.7 31.8 94.2 低温側 82.6 20.7 30.4 26.8 98.6 82.6 20.7 46.9 40.6 128.8 Case7 0.05-20 Case8 0.02-20 Case4 0.1-0.0 Case5 0.1-3.0 Case1 0.5-0.0 Case2 0.5-3.0 上段PTFE 下段PTFE (4)摩擦ロスの集計(PTFE とシリンダの重なり、合成ゴムの厚さ別)
上段・下段 PTFE 摩擦ロスを Table 30(1)に、その集計を Table 30(2)に示す。摩擦ロスは Case6(PTFE・シリンダ重なり 0.1mm、合成ゴム厚さ 9.5mm)とした。 Table 27 PTFE(+合成ゴム)変位量、摩擦力 Table 28 反対側反力、摩擦力 Table 29 ロッド芯々、スカート丈、PTFE 離れの比較 Table 30(1)PTFE 重なり厚さ、合成ゴム厚さの違いによる摩擦ロスの比較 元の長さ 変位量 変形後 歪 補正後 弾性率 圧力 面積 圧力 動摩擦 摩擦力 線荷重 mm mm mm - - kgf/cm2 kgf/cm2 cm2 kgf 係数 kgf kgf/m P3 11.000 0.1369 11.137 -0.037 0.00 571.8 0.00 9.455 0.00 0.07 0.00 0.00 P4 11.000 0.2675 11.268 -0.168 0.00 571.8 0.00 9.455 0.00 0.07 0.00 0.00 ロッド芯々-スカート丈-PTFE離れ P1 0.1362 ◎ 0.1304 ◎ 0.1027 ◎ P2 0.2662 △ 0.2549 △ 0.2825 △ 離れ/差 65 0.1300 ◎ 65 0.1245 ◎ 45 0.1798 △ 丈/開き 95 0.1900 △ 95 0.1819 △ 80 0.3196 × 評価 〇 〇 × 変位量 192-95-60 200-95-60 200-80-45 Case No. PTFE、 シリンダ 初期重なり厚さ- 合成ゴム厚さ
28 計 摩擦係数 摩擦力 移動距離 K L M N O Ocgs kgf - kgf m kgf・m J J - 高温側 4,209.7 0.0796 335.0 0.2 67.0 656.6 目標0.05 低温側 3,652.6 0.0796 290.7 0.2 58.1 569.7 1226.4 8.973 全く×× 高温側 713.7 0.0796 56.7 0.2 11.3 111.2 低温側 624.4 0.0796 49.6 0.2 9.9 97.2 208.4 1.525 ×× 高温側 7,925.0 0.0796 630.7 0.2 126.1 1,236.2 低温側 7,925.0 0.0796 630.7 0.2 126.1 1,236.2 2472.3 18.089 全く××× 高温側 593.5 0.0796 47.1 0.2 9.4 92.4 低温側 261.7 0.0796 20.3 0.2 4.1 39.8 132.2 0.967 △ 高温側 197.6 0.0796 15.3 0.2 3.1 30.0 低温側 227.4 0.0796 17.5 0.2 3.5 34.3 43.0 0.315 △ 高温側 145.5 0.0796 11.1 0.2 2.2 21.8 低温側 227.4 0.0796 17.5 0.2 3.5 34.3 34.8 0.255 △ Case7 0.05-20 Case8 0.02-20 Case4 0.1-0.0 Case5 0.1-3.0 備考 摩擦ロス Case1 0.5-0.0 Case2 0.5-3.0 PTFE上下計 高温側+ 低温側 合計 仕事量 比 6.実用機(出力および熱源温度帯適用条件の拡張)に向けて 6.1 各種設定と発電効率への感度 (1)総括伝熱係数(U 値) Table 31 に総括伝熱係数(U 値)に関わる項目を示す。全項目で最適化が望まれる。 (2)作動気体、熱交換器 U 値は作動気体の熱伝達率 h に依存し、作動気体の熱伝達率 h は以下の式による。これより、熱伝 達率に関わる項目・総括伝熱係数 U 値との関係・対応策は Table 32 のようになる。 h=λ1(1/1) 0.664 (ρ(1/2) v(1/2) L2(1/2) μ(-1/2))P r (1/3)/L1 Table 30(2) PTFE 重なり厚さ、合成ゴム厚さの違いによる摩擦ロスの比較集計 Table 32 熱伝達率 h に関わる項目と対応策 項目 U値との関係 対応策 ①熱伝導率λ ∝熱伝導率(1/1)乗 気体の種類に依存(選べる) ②密度ρ ∝密度(1/2)乗 気体の分子量×圧力に依存(可変) ③圧力 密度∝圧力(1/1)乗 圧力は可変。クランク室/環境との圧力差が制約 ④流速 v ∝流速(1/1)乗 作動気体の移動量/断面積 ⑤レイノルズ数の代表長L2 ∝代表長さ(1/2)乗 流体の流れた距離など、構造(出力)規模による ⑥粘性係数μ ∝粘度(-1/2)乗 漏洩に顕著に現れる。 ⑦プラントル数 ∝プラントル数(1/3)乗 気体の種類に依存 ⑧ヌセルト数代表長さL1 ∝代表長さ(-1/1)乗 フィンピッチ(3mm)の影響は大きい。 Table 31 総括伝熱係数(U 値)に関わる項目 Case No. PTFE、 シリンダ 初期重なり厚さ- 合成ゴム厚さ ① 作動気体の種類(空気/二酸化炭素/水素)、物性(熱伝導率/密度/粘度/プラントル数)、圧力 ② 熱媒体(水)の物性 ③ 熱交換器の材料(アルミ/銅/その他)、構造詳細(製作法/フィン厚さ/ピッチ/表面加工)、汚れ 汚れ
29 Table 33 に熱交換器の規格を踏まえた作動気体の種類・圧力などの対応策選定過程を示す。作動気 体は密度×比熱の大きさから二酸化炭素とした。 (3)熱媒体(液体)の熱伝達率(W/m2K) Table 34 に液体の熱伝導率、Table 35 に流体 1-流体 2 による総括伝熱係数を示す。熱媒体(液体) は性能・コストから「水」に限定される。試算の U 値の設定は 3.79 気圧で、空気 93.9、二酸化炭素 88.8、水素 226.1(W/m2K)であるが、これらはおおむね妥当で力や熱交換器仕様に延び代はある。 (4)熱交換器 熱交換器の U 値への関りは以下の式で表され、それぞれの変数の影響・対応策を Table 36 に示す。 1/U=1/h1+L/λ2+1/h2+r 金属ごとの熱伝導率を Table 37 に示す。フィンプレート材質として、銅が優れているものの、加工 Table 34 液体の熱伝導率 Table 35 流体 1-流体 2 の総括伝熱係数 Table 36 U 値への影響項目と対応策 Table 33 対応策選定過程 項目 U値への影響 対応策 作動気体の熱伝達率h1 ∝作動気体熱伝導率の(1/1)乗 (3)項で対応 フィン厚さL ∝熱伝導率の(-1/1)乗 現在0.3mm(与件)、薄い方がよい フィン熱伝導率λ2 ∝フィンの熱伝導率の(1/1)乗 アルミ、銅の材質の差はほとんどない 熱媒体(水)の熱伝達率h2 ∝熱媒体(水)熱伝導率の(1/1) 乗 コストから水(変えられない) 汚れ係数r ∝汚れ係数の(-1/1)乗 液体、気体と清掃方法の問題 アンモニア 滑油 ナトリウム 単位 × 0 0.899 1,796 0.702 0.148 × 538 0.82 1,260 83.6 × 〇 90 0.9653 4,205 0.72 0.678 〇 0.602 20 0.612 4,798 2.45 0.521 水 20 0.9982 4,182 0.2 評価 備考 ℃ g/cm3 J/kg ℃ ×10-3/℃ W/m K 熱伝導率 物質 温度 密度 比熱 膨張率 ~ ~ 液体の種類による ~ 気体の状態により変化 290まで限界? ~ 気体の状態により変化 1,000まで可能? 空気 200 1,000 流体1 水 水 水 水 他の液体 30 2,900 気体 10 290 流体2 総括伝熱係数(W/m2K) 備考 水 1,400 2,900 対応策 備考 ➊気体の種類を選び、 密度×比熱が大きいもの、コストパフォーマンスを比較 ❷圧力を大きく(漏洩防止対策、クラン ク室圧力)し、 耐圧構造は容易、ベアリングの漏洩対策が問題 ❸流速を速め(膨脹/収縮空間を大き く、熱交換器断面積を小さく)、 熱交換量∝熱交換器容積(作動気体流況同じ、コストは体 積に比例),熱交換量∝流速(1/2)、縦長に使う方が有利 ❹出力(構造)規模は大きくし、 熱交換器の縦長がより効果的 ❺粘性係数は小さい方がよく、 漏洩対策とのコストパフォーマンス ❻熱交換器フィンピッチを小さくする。 熱交換器製造ライン、フィン材質の問題