財団法人福岡県産業・科学技術振興財団
産 学 官 共 同 研 究 開 発 事 業
研究成果報告書
高硬度ナノ多結晶ダイヤモンド製切削工具
に対するチッピングフリー仕上げ成形技術
の開発
(平成21年度~平成22年度)
目 次
【研 究 総 括 】 高 硬 度 ナ ノ 多 結 晶 ダ イ ヤ モ ン ド 製 切 削 工 具 に 対 す る チ ッ ピ ン グ フ リ ー 仕 上 げ 成 形 技 術 の 開 発 ・・・・・1 研 究 総 括 責 任 者 福 岡 工 業 大 学 工 学 部 知 能 機 械 工 学 科 仙 波 卓 弥 【研 究 報 告 】 1 . 熱 化 学 反 応 を 利 用 し た 乾 式 研 削 に 使 用 す る 焼 結 ダ イ ヤ モ ン ド 製 ツ ル ー ア の 試 作 ・・・・・・6 福 岡 工 業 大 学 工 学 部 知 能 機 械 工 学 科 2 . 高 硬 度 ナ ノ 多 結 晶 ダ イ ヤ モ ン ド と 焼 結 ダ イ ヤ モ ン ド 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム ・・・・・・12 福 岡 工 業 大 学 工 学 部 知 能 機 械 工 学 科 3 . 高 硬 度 ナ ノ 多 結 晶 ダ イ ヤ モ ン ド 製 切 削 工 具 の 成 形 ・・・・・・19 福 岡 工 業 大 学 工 学 部 知 能 機 械 工 学 科 4 . 超 硬 合 金 製 金 型 の 加 工 に 求 め ら れ る 高 速 粗 加 工 へ の NPD 製 切 削 工 具 の 応 用 ・・・・・・26 西 部 電 機 株 式 会 社 精 密 機 械 事 業 部 5 . 超 硬 合 金 製 金 型 の 加 工 に 求 め ら れ る 超 精 密 微 細 加 工 へ の NPD 製 切 削 工 具 の 応 用 ・・・・・・31 株式会社ワークス生産技術グループ 【成 果 実 績 】 ・・・・・・36研 究 総 括
福 岡 工 業 大 学 工 学 部 知 能 機 械 工 学 科 教 授 仙 波 卓 弥 1 研 究 開 発 の 背 景 お よ び 目 的 1990 年 代 の 初 め に ド イ ツ で マ イ ク ロ 機 械 加 工 と い う 概 念 が 提 案 さ れ て 以 来 ,マ イ ク ロ 切 削 加 工 , マ イ ク ロ 研 削 加 工 , マ イ ク ロ 放 電 加 工 , な ら び に マ イ ク ロ レ ー ザ 加 工 と い っ た マ イ ク ロ 機 械 加 工 技 術 の 開 発 が 行 わ れ て き た(1). こ れ ら の マ イ ク ロ 機 械 加 工 技 術 の 中 で , 超 精 密 微 細 と 呼 ぶ に ふ さ わ し い 機 械 加 工 面 を 作 る こ と が で き る の は , 今 の と こ ろ 単 結 晶 ダ イ ヤ モ ン ド 製 の 切 削 工 具 を 用 い た マ イ ク ロ 切 削 加 工 に 限 ら れ て い る . し か し , 単 結 晶 ダ イ ヤ モ ン ド は 衝 撃 力 に 対 し て 脆 い 性 質 を 持 っ て お り , 硬 さ が 1,000 Hv 以 上 の 高 硬 度 金 型 材 料 に 対 す る 超 精 密 切 削 加 工 に は 使 え な い . し た が っ て , 直 径 が 1 mm 以 上 の ガ ラ ス 製 レ ン ズ を 量 産 す る 超 硬 合 金 製 金 型 の 加 工 に は 放 電 加 工 , 研 削 加 工 , な ら び に 研 磨 加 工 が 用 い ら れ , 研 削 加 工 面 に 対 し て 研 磨 加 工 を 行 う こ と に よ っ て キ ャ ビ テ ィ や コ ア の 粗 さ は 10 nm Rz 以 下 の 値 に 成 形 さ れ て い る . 単 結 晶 ダ イ ヤ モ ン ド が 持 つ 欠 点 を 克 服 す る 次 世 代 の 工 具 素 材 と し て , 高 純 度 グ ラ フ ァ イ ト を ダ イ ヤ モ ン ド に 直 接 変 換 し た ナ ノ 多 結 晶 ダ イ ヤ モ ン ド(Nano-Polycrystalline Diamond: NPD)が 2003 年 に 開 発 さ れ て い る(2 ).こ の NPD は サ イ ズ が 数 十 ナ ノ メ ー タ の 粒 子 で 構 成 さ れ て い る 多 結 晶 ダ イ ヤ モ ン ド で , 単 結 晶 ダ イ ヤ モ ン ド よ り も 硬 い だ け で な く 衝 撃 力 に 対 す る 耐 欠 損 性 に も 優 れ て い る . た だ し , ダ イ ヤ モ ン ド の {1 1 1} 面 が 均 一 に 分 布 し て い る た め に 機 械 加 工 で き る 結 晶 面 を 持 っ て い な い .し た が っ て ,単 結 晶 ダ イ ヤ モ ン ド と 異 な り 機 械 的 な 除 去 加 工 を 行 い NPD を 切 削 工 具 の 形 に 成 形 す る こ と は 容 易 で な い .し た が っ て ,NPD を 超 精 密 微 細 加 工 用 の 切 削 工 具 と し て 使 用 す る た め に は ,NPD に 対 す る 高 速 粗 加 工 技 術 や 鋭 利 な 切 れ 刃 を 成 形 で き る 超 精 密 仕 上 げ 加 工 技 術 を 新 た に 開 発 す る 必 要 が あ る . こ れ ら 2 つ の 加 工 技 術 の 内 ,NPD に 対 す る 高 速 粗 加 工 技 術 に 関 し て は ,パ ル ス フ ァ イ バ ー レ ー ザ を 用 い た 加 工 技 術 を 開 発 す る こ と に 成 功 し て い る(3 ). 超 硬 合 金 に 対 し て 切 削 加 工 を 行 い 超 精 密 微 細 形 状 を 創 成 す る と い っ た 大 き な 研 究 目 標 を 達 成 す る た め , 本 研 究 で は NPD 製 切 削 工 具 の 切 れ 刃 を 鋭 利 に 成 形 で き る ,NPD に 対 す る 超 精 密 仕 上 げ 加 工 技 術 を 新 た に 開 発 す る こ と を 研 究 目 標 に 掲 げ た . 2 研 究 開 発 体 制 福 岡 工 業 大 学 工 学 部 知 能 機 械 工 学 科 教 授 仙 波 卓 弥 を 研 究 統 括 責 任 者 と し て 、 下 記 「 産 」 「 学 」 の 研 究 体 制 で 本 研 究 開 発 事 業 を 実 施 し た . 研 究 総 括 責 任 者 福 岡 工 業 大 学 工 学 部 知 能 機 械 工 学 科 仙 波 卓 弥 〈 産 〉 株 式 会 社 ワ ー ク ス 研 究 代 表 者 : 代 表 取 締 役 三 重 野 計 滋 担 当 者 : 製 造 グ ル ー プ ラ イ ン 長 本 田 伸 浩西 部 電 機 株 式 会 社 研 究 代 表 者 : 常 務 取 締 役 宮 地 敬 四 郎 担 当 者 : 生 産 部 工 作 機 械 技 術 課 グ ル ー プ リ ー ダ 森 川 敏 郎 〈 学 〉 福 岡 工 業 大 学 大 学 工 学 部 知 能 機 械 工 学 科 研 究 代 表 者 : 教 授 仙 波 卓 弥 担 当 者 : 助 教 天 本 祥 文 3 研 究 成 果 の 概 要 本 研 究 を 開 始 す る 前 の こ と に な る が , レ ー ザ 粗 成 形 し た 半 径 が 50 µm の NPD 製 マ イ ク ロ ボ ー ル エ ン ド ミ ル に 対 し , 直 径 が 15 mm で 砥 石 作 用 面 の 粗 さ を 30 nm Rz 前 後 の 値 に 成 形 し た 焼 結 ダ イ ヤ モ ン ド(Polycrystalline Diamond: PCD)製 円 板 を ツ ル ー ア に 用 い て 乾 式 研 削 を 行 う と , 欠 け が 無 い 鋭 利 な 切 れ 刃 を 成 形 す る こ と が で き た(4 ). 欠 け が 無 い 鋭 利 な 切 れ 刃 が 成 形 で き た と い う こ と は 何 ら か の 熱 化 学 反 応 が NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ た こ と を 意 味 し て お り ,NPD に 対 す る 超 精 密 仕 上 げ 加 工 技 術 を 開 発 す る た め に は 両 者 の 間 に 生 じ た 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る 必 要 が あ る と 考 え ら れ た . そ こ で , 放 電 加 工 を 行 い 表 面 を 粗 ら し た PCD 製 円 板 の 表 面 に チ タ ン Ti, バ ナ ジ ウ ム V, 鉄 Fe,コ バ ル ト Co,ニ ッ ケ ル Ni,な ら び に ジ ル コ ニ ウ ム Zr と い っ た 6 種 類 の 遷 移 金 属 の 微 粒 子 を 複 合 め っ き し ,こ れ を NPD 製 ツ ル ー ア と し て 使 用 す る こ と を 計 画 し た . 2009 年 度 に 複 合 め っ き を 行 っ た 結 果 ,め っ き 液 の pH が 2.0 と 低 い こ と が 原 因 で 正 常 な 複 合 め っ き 皮 膜 を 作 る こ と が で き た の は Ni と Zr の 2 種 類 だ け で あ っ た . NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る 上 で PCD 製 ツ ル ー ア を 試 作 す る こ と は 必 要 不 可 欠 な 研 究 で あ り , こ れ を 避 け て 通 る わ け に は い か な か っ た . そ こ で ,複 合 め っ き を 行 う こ と に よ っ て PCD 製 ツ ル ー ア の 砥 石 作 用 面 に 遷 移 金 属 を 付 着 す る こ と を あ き ら め ,2010 年 度 か ら 砥 石 作 用 面 の 粗 さ を 30 nm Rz 前 後 の 値 に 成 形 し た PCD 製 円 板 に 対 し て 電 解 加 工 と 高 周 波 ス パ ッ タ を 行 い , 焼 結 助 剤 と し て 用 い ら れ て い る コ バ ル ト Co を 7 種 類 の 遷 移 金 属 で 置 換 し た PCD 製 ツ ル ー ア を 試 作 す る こ と に 研 究 方 針 を 転 換 し た .こ の 方 針 転 換 は 結 果 的 に 正 解 で あ り , 試 作 し た PCD 製 ツ ル ー ア を 用 い て NPD 製 ノ ー ズ R バ イ ト の す く い 面 に 対 す る 乾 式 研 削 を 行 い ,所 定 の 研 究 期 間 内 に 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る こ と が で き た . た だ し ,2009 年 度 の 後 期 に 研 究 計 画 を 変 更 し た 当 時 ,電 解 加 工 と 高 周 波 ス パ ッ タ を 行 っ た と し て も Co を 7 種 類 の 遷 移 金 属 で 置 換 し た ツ ル ー ア を 試 作 で き る 保 証 は な か っ た . ま た ,NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る こ と は 容 易 で な い と 予 想 さ れ た . そ こ で , 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 し た 後 で 行 う こ と を 計 画 し て い た NPD に 対 す る 超 精 密 仕 上 げ 加 工 技 術 の 開 発 を 2009 年 度 の 後 期 に 繰 り 上 げ て 実 施 し た . NPD を 仕 上 げ 加 工 す る た め の ツ ル ー ア に は 焼 結 助 剤 と し て コ バ ル ト Co と ニ ッ ケ ル Ni を 使 用 し た PCD 製 円 板 を 使 用 し た . 完 璧 で は な い が 将 来 に 繋 が る 有 益 な 研 究 の 成 果 を 得 る こ と が で き た と 判 断 し て い る . ま た , 当 該 研 究 プ ロ ジ ェ ク ト で は 株 式 会 社 ワ ー ク ス と 西 部 電 機 株 式 会 社 に 共 同 研 究 企 業
と し て 参 加 い た だ き , 本 研 究 の 成 果 を 両 社 の 事 業 拡 大 に 繋 げ て い た だ く こ と を 計 画 し た . 西 部 電 気 株 式 会 社 で 必 要 と さ れ て い た 「 超 硬 合 金 製 金 型 の 加 工 に 求 め ら れ る 高 速 粗 加 工 へ の NPD 製 切 削 工 具 の 応 用 」に 関 し て は ,当 初 計 画 し て い た 研 究 目 標 を 満 た す 研 究 成 果 を 得 る こ と が で き た . た だ し , 株 式 会 社 ワ ー ク ス で 必 要 と さ れ て い た 「 超 硬 合 金 製 金 型 の 加 工 に 求 め ら れ る 超 精 密 微 細 加 工 へ の NPD 製 切 削 工 具 の 応 用 」に 関 し て は ,研 究 総 括 責 任 者 が PCD 製 ツ ル ー ア の 開 発 に 手 間 取 っ た こ と が 原 因 で ,当 初 計 画 し て い た 研 究 目 標 を 満 た す 研 究 の 成 果 を 得 る こ と が で き な か っ た . 4 研 究 成 果 の 市 場 性 ・ 優 位 性 ガ ラ ス 例 レ ン ズ を 量 産 す る た め の 金 型 に は 超 硬 合 金 が 用 い ら れ , 超 硬 合 金 に 対 し て 放 電 加 工 , 研 削 加 工 , な ら び に 研 磨 加 工 が 行 わ れ て い る . こ の 放 電 加 工 と 研 削 加 工 は , レ ー ザ 粗 成 形 し た NPD 製 切 削 工 具 を 用 い た 切 削 加 工 , 研 磨 加 工 は 超 精 密 仕 上 げ 成 形 し た NPD 製 切 削 工 具 を 用 い た 切 削 加 工 に 置 き 換 え る こ と が で き る . こ の よ う に , 本 研 究 で 開 発 し た NPD 製 切 削 工 具 は ,従 来 は 不 可 能 で あ る と 考 え ら れ て い た 超 硬 合 金 に 対 す る 粗 加 工 や 超 精 密 微 細 加 工 を 可 能 に す る 工 具 で あ り , 加 工 時 間 と 加 工 精 度 の 両 面 に お い て 従 来 の 加 工 技 術 に 比 べ 絶 対 的 な 優 位 性 を 持 っ て い る . ま た , 放 電 , 研 削 , な ら び に 研 磨 加 工 と い っ た 3 つ の 工 程 を 切 削 加 工 に 集 約 す る こ と が 可 能 で あ り , 省 エ ネ ル ギ ー と い う 面 か ら も 優 位 性 を 持 っ て い る . こ の , 超 硬 合 金 に 対 す る 超 精 密 微 細 加 工 は 従 来 の 単 結 晶 ダ イ ヤ モ ン ド 製 の 切 削 工 具 が 成 し 得 な か っ た 加 工 の 領 域 で あ り ,単 結 晶 ダ イ ヤ モ ン ド 製 の 切 削 工 具 は NPD 製 の 切 削 工 具 に 置 換 さ れ る と い っ て も 過 言 で は な い . ま た , 超 硬 合 金 に 対 す る マ イ ク ロ 研 削 加 工 技 術 や マ イ ク ロ 研 磨 加 工 技 術 の 開 発 が 遅 れ て い る こ と が 原 因 で , 直 径 が 1 mm 以 下 の マ イ ク ロ レ ン ズ に 関 し て は 樹 脂 か ら ガ ラ ス へ の 置 換 が 遅 れ て い る .本 研 究 で 開 発 し た NPD 製 の 切 削 工 具 は , 超 硬 合 金 に 対 し て 切 削 加 工 を 行 い マ イ ク ロ レ ン ズ 金 型 を 製 造 す る こ と が 可 能 で あ る . し た が っ て , 本 研 究 の 成 果 は た と え ば 医 療 用 内 視 鏡 に 使 わ れ て い る 直 径 が 0.1 mm 以 下 の 複 眼 レ ン ズ や , 液 晶 モ ニ タ の 背 面 に 使 わ れ て い る 直 径 が 0.1 mm 以 下 の マ イ ク ロ レ ン ズ ア レ イ シ ー ト の 製 造 に 活 用 さ れ る こ と が 期 待 さ れ る . 5 今 後 の 具 体 的 な 計 画 遷 移 金 属 を 高 周 波 ス パ ッ タ し た PCD 製 円 板 を ツ ル ー ア に 使 用 し て NPD に 対 し て 乾 式 研 削 を 行 う と , (1) ダ イ ヤ モ ン ド の 共 有 結 合 に 関 与 し て い る 電 子 が 遷 移 金 属 に よ っ て 奪 わ れ ,結 合 強 度 が 低 下 し た 変 質 層 が PCD の 砥 石 作 用 面 に 露 出 し て い る ダ イ ヤ モ ン ド 砥 粒 の 機 械 的 な ア ブ レ ー シ ョ ン 作 用 に よ っ て NPD の 表 面 か ら 脱 落 す る .こ の 場 合 ,遷 移 金 属 の 電 気 陰 性 度 が 増 す に 従 っ て 加 工 能 率 は 増 加 す る が 加 工 面 は 粗 く な る . (2) ダ イ ヤ モ ン ド 結 合 の 一 部 が 崩 壊 し て 結 合 強 度 が 低 下 し た 熱 影 響 層 が 生 成 さ れ ,こ れ が PCD の 砥 石 作 用 面 に 露 出 し て い る ダ イ ヤ モ ン ド 砥 粒 の 機 械 的 な ア ブ レ ー シ ョ ン 作 用 に よ っ て NPD の 表 面 か ら 脱 落 す る .こ の 場 合 ,遷 移 金 属 の 比 熱 容 量 が 増 す に 従 っ て 加 工 能 率 は 低 下 す る が 加 工 面 は 平 滑 に 成 形 さ れ る .
と い っ た 熱 化 学 反 応 が 生 じ て い る こ と が 確 か め ら れ た .こ の ,摩 擦 熱 に よ っ て NPD の 表 面 に 生 成 さ れ た 熱 変 質 層 が 機 械 的 な ア ブ レ ー シ ョ ン 作 用 に よ っ て 除 去 さ れ る と い っ た メ カ ニ ズ ム で NPD か ら 切 り く ず が 除 去 さ れ る 場 合 ,加 工 面 は 遷 移 金 属 の 比 熱 容 量 が 増 す に 従 っ て 平 滑 に 成 形 さ れ る .現 時 点 でTi を 高 周 波 ス パ ッ タ し た PCD 製 ツ ル ー ア を 用 い た 場 合 に は , 研 削 加 工 面 の 粗 さ を 1 nm Rz 前 後 の 値 に 成 形 す る こ と に 成 功 し て い る . NPD 製 切 削 工 具 の 切 れ 刃 を さ ら に 鋭 利 に 成 形 す る と い っ た 観 点 か ら , プ ロ ジ ェ ク ト 終 了 後 も 比 熱 容 量 の 高 い 高 硬 度 材 料 を ツ ル ー ア に 使 用 し , 粗 さ が 1 nm Rz 以 下 の 平 滑 な 研 削 加 工 面 を 創 成 す る た め の 研 究 を 継 続 し て 実 施 し て い る . 次 に 共 同 研 究 企 業 で 実 施 し た 2 つ の 研 究 で あ る が , 西 部 電 機 株 式 会 社 で 実 施 し た 「 超 硬 合 金 製 金 型 の 加 工 に 求 め ら れ る 高 速 粗 加 工 へ の NPD 製 切 削 工 具 の 応 用 」に 関 し て は ,当 初 計 画 し て い た 研 究 目 標 を 満 た す 研 究 成 果 を 得 る こ と が で き た . た だ し , 株 式 会 社 ワ ー ク ス で 実 施 し た「 超 硬 合 金 製 金 型 の 加 工 に 求 め ら れ る 超 精 密 微 細 加 工 へ の NPD 製 切 削 工 具 の 応 用 」に 関 し て は ,研 究 総 括 責 任 者 が PCD 製 ツ ル ー ア の 開 発 に 手 間 取 っ た こ と が 原 因 で ,当 初 計 画 し て い た 研 究 目 標 を 達 成 す る こ と が で き な か っ た . 直 径 が 1 mm 以 下 , キ ャ ビ テ ィ や コ ア の 粗 さ が 10 nm Rz 以 下 , な ら び に 形 状 精 度 が 0.1 µm 以 下 の マ イ ク ロ ガ ラ ス 製 レ ン ズ を 量 産 で き る 超 硬 合 金 製 金 型 を 製 造 す る と い っ た 当 初 の 研 究 目 標 は ,平 成 23 年 度 中 に 達 成 致 す 予 定 で あ る . 6 研 究 成 果 の 波 及 効 果 本 研 究 を 実 施 す る こ と に よ っ て 開 発 で き た NPD 製 切 削 工 具 は , 過 去 10 年 間 に 渡 っ て 停 滞 し て い た 工 具 素 材 に 関 す る 技 術 開 発 の 停 滞 を 補 っ て 余 り あ る 工 具 で あ り ,「 工 作 機 械 は 精 度 良 く 動 い て い る が 切 削 工 具 が 摩 耗 す る た め に 所 望 の 形 状 精 度 が 得 ら れ な い 」,と い っ た 現 状 の 問 題 点 を 完 全 に 克 服 で き る . 総 括 責 任 者 ら が 既 に 開 発 し て い る 超 精 密 微 細 研 削 加 工 技 術(5)~(9)と 本 研 究 で 開 発 し た 超 精 密 微 細 切 削 加 工 技 術 を 地 域 企 業 に 技 術 移 転 で き れ ば ,北 部 九 州 に 国 際 競 争 力 を 持 つ 超 精 密 微 細 部 品 の 製 造 に か か わ る 企 業 群 を 育 成 す る こ と に 貢 献 で き る と 考 え て い る . 7 今 後 の 課 題 と 取 り 組 み 図 1 に 示 し て い る の は , 要 求 さ れ る 部 品 の サ イ ズ と そ れ を 作 る こ と が で き る 会 社 の 数 や 部 品 の 値 段 と の 関 係 で あ る . 工 作 機 械 , 工 具 , な ら び に CAD/CAM が 揃 っ て い れ ば 作 る こ と が で き る 普 通 サ イ ズ の 部 品 は , そ れ を 作 る こ と が で き る 会 社 の 数 は 多 い が 値 段 は 安 い . こ れ に 反 し て , サ イ ズ が 極 端 に 小 さ い 部 品 や 極 端 に 大 き い 部 品 を 作 る こ と が で き る 会 社 の 数 は 少 な い が , 部 品 の 値 段 は 高 い . こ れ は , ノ ウ ハ ウ や 固 有 技 術 が 無 く て も 作 れ る 部 品 の 値 段 は 安 い が ノ ウ ハ ウ や 固 有 技 術 が 無 い と 作 れ な い 部 品 の 値 段 は 高 い こ と を 意 味 す る . マ イ ク ロ レ ー ザ 加 工 技 術 と 熱 化 学 反 応 研 削 加 工 技 術 を 駆 使 し た NPD に 対 す る 工 具 成 形 技 術 は ,両 方 の 加 工 技 術 と も ま さ に ノ ウ ハ ウ の 固 ま り で あ る . し た が っ て , 北 部 九 州 に 国 際 競 争 力 を 持 つ 超 精 密 微 細 部 品 の 製 造 に か か わ る 企 業 群 を 育 成 す る た め , 本 研 究 の 成 果 を 地 域 の 企 業 に 移 転 す る こ と が 今 後 の 課 題 で あ る .
参 考 文 献 ・ 引 用 文 献
(1) Th. Schaller・W. Bier, G. Linder・K. Schubert, Mechanische Mikrostrukturierung metallisher Oberflächen, F&M Vol. 102 (1994), pp. 274-278.
(2) T. Irifune・A. Kurio・S. Sakamoto・T. Inoue・H. Sumiya, Ultrahard Polycrystalline Diamond from Graphite, Nature, Vol. 421, No. 6923 (2003), pp. 599-600.
(3) Takuya SEMBA, Ryuich OKAZAKI, Hitoshi SUMIYA, Ultraprecision Cutting of Cemented Carbide Using Microball Endmill Made of Nano-Polycrystalline Diamond, 4th CIRP International Conference on High Performance Cutting, HPC2010 Proceedings, B01 (2010-10), pp.75-78. (4) 仙 波 卓 弥・岡 崎 隆 一・角 谷 均 ,ナ ノ 多 結 晶 ダ イ ヤ モ ン ド 製 マ イ ク ロ ボ ー ル エ ン ド ミ ル , 日 本 機 械 学 会 論 文 集 C 編 , Vol.76, No.763 (2010-3), pp.768-776. (5) 原 田 武 志 ・ 仙 波 卓 弥 ・ Brian J. STONE, 半 球 状 極 微 粒 ダ イ ヤ モ ン ド 電 鋳 工 具 に 対 す る 砥 粒 平 坦 化 ツ ル ー イ ン グ 技 術 , 日 本 機 械 学 会 論 文 集 C 編 , Vol.74, No.38 (2008-2), pp. 219-224.
(6) Harada Takeshi・ Takuya SENBA A truing Technique of Flattening Diamond Grains for Fabricating Microstructures with Fine Surfaces, Advances in Abrasive Technology 11(Proc. of the ISAAT 2008, (2008-10), pp. 350-354, Trans Tech Publications(Switzerland).
(7) Takeshi HARADA・ Naoko GOUYA・ Yoshiki ITOH, Takuya SEMBA Tool Materials Adapted to Ultraprecision Microgrinding, Proceedings of the 3rd International Conference of Asian Society for Precision Engineering and Nanotechnology, ASPEN2009, 2B-13 (2009-11). (pp.69 Abstract) . (8) 合 屋 尚 子 ・ 孫 万 福 ・ 原 田 武 志 ・ 仙 波 卓 弥 ,極 微 粒 ダ イ ヤ モ ン ド 電 鋳 工 具 に 対 す る 砥 粒 平 坦 化 お よ び 平 滑 化 ツ ル ー イ ン グ 技 術, 日 本 機 械 学 会 論 文 集 C 編 , Vol.76, No.771 (2010-11), pp. 3126-3133. (9) 伊 東 好 樹 ・ 合 屋 尚 子 ・ 原 田 武 志 ・ 仙 波 卓 弥 ,焼 結 ダ イ ヤ モ ン ド 製 マ イ ク ロ 研 削 工 具 に 対 す る 砥 粒 平 坦 化 ツ ル ー イ ン グ と ド レ ッ シ ン グ 技 術 ,日 本 機 械 学 会 論 文 集 C 編 ,Vol.76 No.771 (2010-11), pp. 3134-3142. 図 1 要 求 さ れ る 部 品 の サ イ ズ と そ れ を 作 る こ と で き る 会 社 の 数 や 部 品 の 値 段
1.熱化学反応を利用した乾式研削に使用する焼結ダイヤモンド製
ツルーアの試作
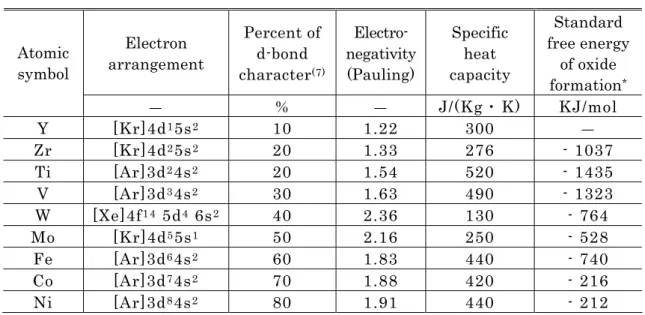
福 岡 工 業 大 学 工 学 部 知 能 機 械 工 学 科 教 授 仙 波 卓 弥 1 ― 1 は じ め に 2007 年 に ナ ノ 多 結 晶 ダ イ ヤ モ ン ド (Nano-Polycrystalline Diamond: NPD)を 工 具 素 材 と し て 使 用 す る 機 会 に 恵 ま れ て 以 来 ,NPD 製 の マ イ ク ロ 切 削 工 具 を 成 形 で き る 工 具 成 形 技 術 の 開 発 を 行 っ て き た . こ の 過 程 で , 波 長 が 1,060 nm の パ ル ス フ ァ イ バ ー レ ー ザ は NPD に 対 す る 高 速 粗 加 工 に 適 し て い る こ と を 見 出 す こ と が で き た(1 ).ま た ,砥 石 作 用 面 の 粗 さ を 30 nm Rz 前 後 の 値 に 成 形 し た 焼 結 ダ イ ヤ モ ン ド (Polycrystalline Diamond: PCD)製 円 板 を ツ ル ー ア に 使 用 し ,レ ー ザ 粗 成 形 し た NPD 製 マ イ ク ロ ボ ー ル エ ン ド ミ ル に 対 し て 仕 上 げ 研 削 を 行 う と , 欠 け が 無 い 鋭 利 な 切 れ 刃 を 成 形 で き る こ と が 明 ら か に な っ た(2 ). 欠 け が 無 い 鋭 利 な 切 れ 刃 を 成 形 で き た と い う こ と は ,NPD か ら 何 ら か の 熱 化 学 反 応 に よ っ て 切 り く ず が 除 去 さ れ た こ と を 意 味 し て お り ,NPD 製 切 削 工 具 に 対 す る 超 精 密 仕 上 げ 加 工 技 術 を 開 発 す る と い う 観 点 か ら は , 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る 必 要 が あ る と 考 え ら れ た . 本 研 究 で は , 市 販 の PCD に 偏 析 し て い る コ バ ル ト Co を 他 の 遷 移 金 属 で 置 換 し た PCD 製 円 板 を ツ ル ー ア に 用 い て NPD に 対 す る 乾 式 研 削 を 行 い ,NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る た め の 実 験 を 行 っ た . 1 ― 2 プ ロ ジ ェ ク ト 全 体 に お け る 本 研 究 開 発 部 分 の 位 置 づ け 「 研 究 総 括 」 の 項 目 で 紹 介 し た と お り , 本 研 究 プ ロ ジ ェ ク ト の 目 的 は NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 し ,こ れ を NPD 製 切 削 工 具 の 切 れ 刃 を 鋭 利 に 成 形 で き る 超 精 密 仕 上 げ 加 工 技 術 に 応 用 す る こ と で あ る .本 研 究 開 発 は ,NPD 製 切 削 工 具 を 乾 式 研 削 す る た め に 使 用 す る PCD 製 ツ ル ー ア の 試 作 に か か わ る 研 究 で あ り ,本 研 究 プ ロ ジ ェ ク ト の 目 的 を 達 成 す る 上 で 必 要 不 可 欠 な 研 究 で あ る . 1 ― 3 目 的 と 目 標 市 販 の PCD に は 焼 結 助 剤 と し て コ バ ル ト Co が 用 い ら れ て い る . し た が っ て , 砥 石 作 用 面 を 平 坦 に 成 形 し た PCD 製 ツ ル ー ア を 用 い て NPD に 対 し て 乾 式 研 削 を 行 う と , 砥 石 作 用 面 に 露 出 し て い る コ バ ル ト Co と NPD と が 接 触 し 両 者 の 間 に 何 ら か の 熱 化 学 反 応 が 生 じ る 可 能 性 が あ る .こ の 熱 化 学 反 応 と し て ,ダ イ ヤ モ ン ド の 共 有 結 合 に 関 与 し て い る 電 子 が Co に よ っ て 奪 わ れ て 結 合 強 度 が 低 下 し た 脆 弱 層 が NPD の 表 面 に 生 成 さ れ(3),こ の 脆 弱 層 が 機 械 的 な ア ブ レ ー シ ョ ン 作 用 に よ っ て 除 去 さ れ る と い っ た 現 象 が 起 こ り 得 る と 考 え ら れ た . ま た ,砥 石 研 削 点 の 温 度 が 高 い 場 合 に は 酸 化・還 元 反 応(4)の 他 に NPD の 表 面 に 熱 変 質 層(1 ) , (4)が 生 成 さ れ , こ の 熱 変 質 層 が 機 械 的 な ア ブ レ ー シ ョ ン 作 用 に よ っ て 除 去 さ れ る と い っ た 現 象 も 起 こ り 得 る と 考 え ら れ た . 表 1 に 示 し て い る の は , 本 研 究 で 使 用 し た 9 種 類 の 遷 移 金 属 と そ の 物 性 で あ る . 他 の 原 子 か ら 電 子 を 引 き つ け る 強 さ を 表 す 電 気 陰 性 度(5 )と ,d 軌 道 を 満 た し て い る 電 子 の 飽 和 度図 3 d 電 子 飽 和 度 と 遷 移 金 属 の 比 熱 容 量 と の 関 係 を 表 す d 電 子 飽 和 度(6 ), (7)と の 関 係 は 図 2 の よ う に 表 さ れ る .表 1 に 示 し た 遷 移 金 属 を 黒 印 で 示 し て い る . 電 気 陰 性 度 が 高 い 遷 移 金 属 ほ ど ダ イ ヤ モ ン ド の 共 有 結 合 か ら 電 子 を 奪 う 性 質 は 強 く ,NPD の 表 面 に 脆 弱 層 が 生 じ る 可 能 性 は 高 い .図 3 に 示 し て い る の は 遷 移 金 属 の 比 熱 容 量 と d 電 子 飽 和 度 と の 関 係 で あ る . 比 熱 容 量 が 低 い 遷 移 金 属 ほ ど 加 熱 さ れ 易 い た め に 砥 石 研 削 点 で の 温 度 が 高 く ,酸 化・還 元 反 応 や NPD の 表 面 に 熱 変 質 層 が 生 じ る 可 能 性 は 高 い .こ の よ う に ,共 有 結 合 の 結 合 強 度 が 低 下 し た 脆 弱 層 は 遷 移 金 属 の 電 気 陰 性 度 ,酸 化 ・ 還 元 反 応 や 熱 変 質 層 は 遷 移 金 属 の 比 熱 容 量 に 関 連 し て 生 成 さ れ る 可 能 性 が 考 え ら れ た . そ こ で ,市 販 の PCD に 介 在 し て い る Co を 表 1 に 示 し た 遷 移 金 属 で 置 換 し た PCD 製 ツ ル ー ア を 試 作 し た . 図 2 d 電 子飽和度と 遷移金属の 電気陰性 度 と の 関 係 Electron arrangement Percent of d-bond character(7) Electro- negativity (Pauling) Specific heat capacity Standard free energy of oxide formation* Atomic symbol ― % ― J/(Kg・ K) KJ/mol Y [Kr]4d15s2 10 1.22 300 ― Zr [Kr]4d25s2 20 1.33 276 - 1037 Ti [Ar]3d24s2 20 1.54 520 - 1435 V [Ar]3d34s2 30 1.63 490 - 1323 W [Xe]4f14 5d4 6s2 40 2.36 130 - 764 Mo [Kr]4d55s1 50 2.16 250 - 528 Fe [Ar]3d64s2 60 1.83 440 - 740 Co [Ar]3d74s2 70 1.88 420 - 216 Ni [Ar]3d84s2 80 1.91 440 - 212 * Temperature at 298.15 K(8) 表 1 本 研 究 で 使 用 し た 9 種 類 の 遷 移 金 属 と そ の 物 性
1 ― 4 実 験 方 法 と 実 験 の 結 果 1 - 4 - 1 面 振 れ の 除 去 NPD を 乾 式 研 削 す る た め の ツ ル ー ア に は , ダ イ ヤ モ ン ド の 一 次 粒 子 径 が 1 µm で 直 径 が 15 mm の PCD 製 円 板 を 使 用 し た . 図 4 に 示 し て い る の は , PCD 製 ツ ル ー ア の 面 振 れ を 除 去 す る た め に 使 用 し た 装 置 の 外 観 で あ る .PCD 製 ツ ル ー ア は DC サ ー ボ モ ー タ の 主 軸 ,DC サ ー ボ モ ー タ は 冶 具 を 介 し て NC 円 テ ー ブ ル に そ れ ぞ れ 装 着 し た . 立 形 マ シ ニ ン グ セ ン タ の 主 軸 に 装 着 し た メ ッ シ ュ サ イ ズ が#600 の ダ イ ヤ モ ン ド 電 着 工 具 を 陰 極 ,PCD 製 ツ ル ー ア を 陽 極 に 接 続 し て 放 電 加 工(Electrical Discharge Machining: EDM) を 行 っ た . 放 電 加 工 の 条 件 は 表 2 に 示 す と お り で あ る . 図 5 に 示 し て い る の は , 放 電 加 工 後 に 観 察 し た 砥 石 作 用 面 の SEM 画 像 で あ る .放 電 加 工 で は ,面 振 れ を 0.5 µm 以 下 ,砥 石 作 用 面 の 粗 さ を 2.5 µm Rz 前 後 の 値 に 成 形 し た . 1 - 4 - 2 砥 石 作 用 面 の 平 坦 化 図 4 に 示 し た 要 領 で ダ イ ヤ モ ン ド 電 着 工 具 と PCD 製 ツ ル ー ア と を 面 接 触 さ せ ,砥 石 作 用 (a) 外 観 (b) 拡 大 図 4 PCD 製 ツ ル ー ア の 面 振 れ を 除 去 す る た め に 使 用 し た 装 置 表 2 PCD 製 ツ ル ー ア に 対 す る 放 電 成 形 の 条 件
Cathode Electroformed diamond tool (EFD) with mesh size of #600 Anode
Polycrystalline diamond (PCD) and diamond made by chemical vapor deposition (CVD)
Rev. speed of cathode 400 rpm Rev. speed of anode 100 rpm Maximum set voltage 300 V Maximum set current 40 mA
Capacitance 10 000 pF Discharge energy 450 μJ
Fluid Dielectric oil
(a) 外観 (b) 拡大 図 5 放電 加工後に観 察した PCD 製ツル ー ア の 砥 石 作 用 面 (a) 外 観 (b) 拡 大 図 6 PCD 製 ツ ル ー ア の 平 坦 化 に 使 用 し た 装 置
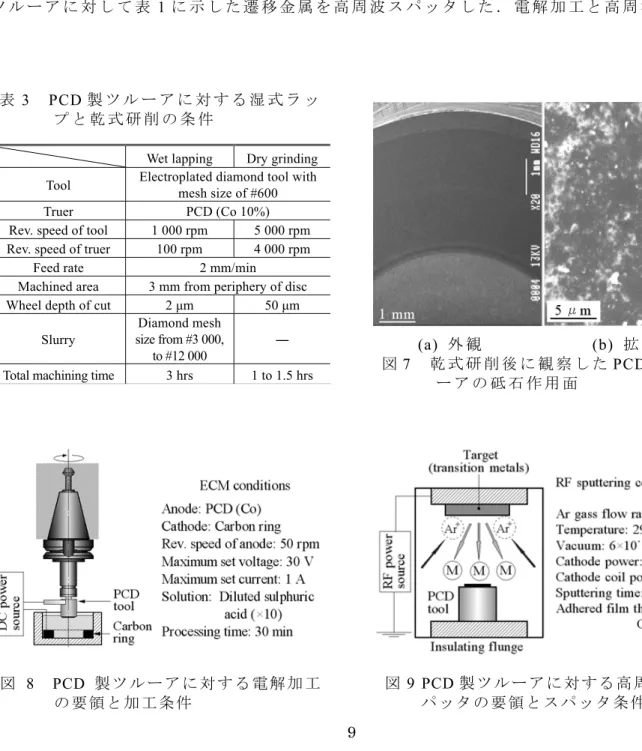
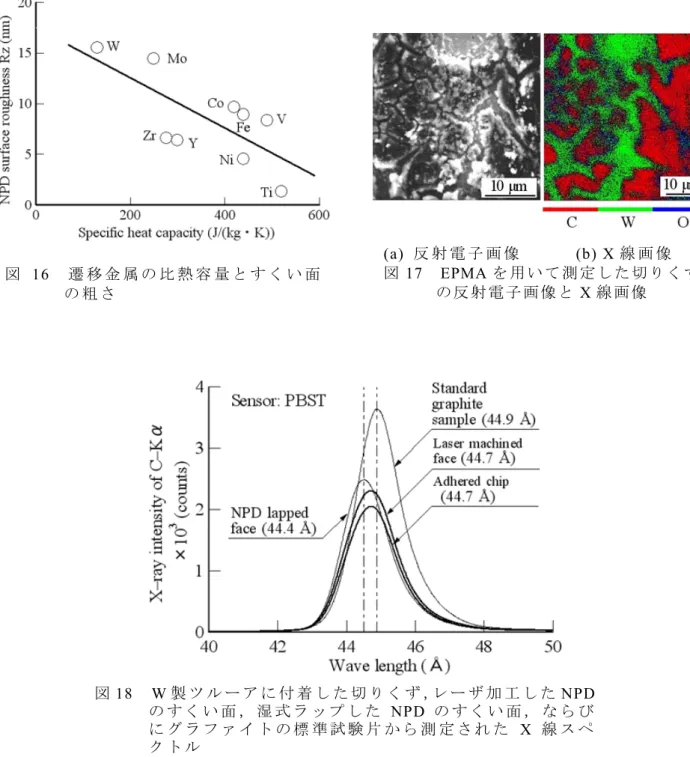
面 の 粗 さ を 30 nm Rz 以 下 に 成 形 す る た め に 接 触 圧 を 上 げ て 乾 式 研 削 を 行 う と , DC サ ー ボ モ ー タ を 取 付 け た 治 具 が 弾 性 変 形 す る た め に PCD 製 ツ ル ー ア の 外 周 部 に 縁 だ れ が 発 生 し た .そ こ で ,図 6 に 示 す よ う に 外 周 部 を テ ー パ 状 に 成 形 し た メ ッ シ ュ サ イ ズ が #600 の ダ イ ヤ モ ン ド 電 着 工 具 を 用 い て 放 電 加 工 と 湿 式 ラ ッ ピ ン グ を 行 っ た 後 , ダ イ ヤ モ ン ド 電 着 工 具 を PCD 製 ツ ル ー ア に 線 接 触 さ せ て 乾 式 研 削 を 行 っ た .ツ ル ー ア の 成 形 条 件 は 表 3 に 示 す と お り で あ り ,砥 石 作 用 面 を 30 nm Rz 前 後 の 粗 さ に 成 形 し た .図 7 に 示 し て い る の は ,乾 式 研 削 後 に 観 察 し た 砥 石 作 用 面 の SEM 画 像 で あ る . SEM 画 像 で 黒 く 見 え て い る 部 分 は ダ イ ヤ モ ン ド が 凝 集 し て 焼 結 さ れ た 部 分 , 白 く 見 え て い る 部 分 は 微 粒 の ダ イ ヤ モ ン ド 砥 粒 の 他 に コ バ ル ト Co が 偏 析 し て い る 部 分 で あ る . 1 - 4 - 3 電 解 加 工 と 高 周 波 ス パ ッ タ 砥 石 作 用 面 に 露 出 し て い る Co を 表 1 に 示 し た 遷 移 金 属 と 置 換 す る た め ,ま ず 初 め に 図 8 に 示 す よ う に PCD 製 ツ ル ー ア に 対 し て 電 解 加 工 (Electrochemical Machining: ECM)を 行 い 砥 石 作 用 面 に 露 出 し て い る Co を 除 去 し た . 次 に , 図 9 に 示 す よ う に Co を 除 去 し た PCD 製 ツ ル ー ア に 対 し て 表 1 に 示 し た 遷 移 金 属 を 高 周 波 ス パ ッ タ し た . 電 解 加 工 と 高 周 波 ス パ ッ
表 3 PCD 製 ツ ル ー ア に 対 す る 湿 式 ラ ッ プ と 乾 式 研 削 の 条 件
Wet lapping Dry grinding Tool Electroplated diamond tool with mesh size of #600
Truer PCD (Co 10%)
Rev. speed of tool 1 000 rpm 5 000 rpm Rev. speed of truer 100 rpm 4 000 rpm
Feed rate 2 mm/min
Machined area 3 mm from periphery of disc
Wheel depth of cut 2 μm 50 μm
Slurry
Diamond mesh size from #3 000,
to #12 000
― Total machining time 3 hrs 1 to 1.5 hrs
(a) 外 観 (b) 拡 大 図7 乾 式 研 削 後 に 観 察 し た PCD 製 ツ ル ー ア の 砥 石 作 用 面 図 8 PCD 製 ツ ル ー ア に 対 す る電 解 加 工 の 要 領 と 加 工 条 件 図 9 PCD 製 ツルーアに 対する高周 波ス パ ッ タ の 要 領 と ス パ ッ タ 条 件
タ の 条 件 は , そ れ ぞ れ 図 8 と 図 9 に 付 記 し た と お り で あ る . 1 - 4 - 4 NPD の 乾 式 研 削 に 使 用 し た PCD 製 ツ ル ー ア す く い 面 に 生 成 さ れ る 脆 弱 層 や 熱 変 質 層 を 機 械 的 な ア ブ レ ー シ ョ ン 作 用 に よ っ て 除 去 す る た め に は ,PCD 製 ツ ル ー ア の 砥 石 作 用 面 に ダ イ ヤ モ ン ド 砥 粒 を 露 出 さ せ る 必 要 が あ る . そ こ で ,遷 移 金 属 を 高 周 波 ス パ ッ タ し た PCD 製 ツ ル ー ア に 対 し て 研 削 加 工 を 行 い ,砥 石 作 用 面 を 被 覆 し て い る 遷 移 金 属 を 除 去 し た .研 削 加 工 に は ,メ ッ シ ュ サ イ ズ が#600 の ダ イ ヤ モ ン ド 電 着 工 具 を 使 用 し た . 図 10 に 示 し て い る の は , タ ン グ ス テ ン W を 高 周 波 ス パ ッ タ し た 砥 石 作 用 面 の SEM 画 像 で あ る . SEM 画 像 に 対 し て 画 像 処 理 を 行 い 砥 石 作 用 面 に 露 出 し て い る 遷 移 金 属 の 面 積 割 合 を 測 定 し た 結 果 ,遷 移 金 属 の 種 類 を 変 化 さ せ た 各 場 合 と も 25 ~30 %の 範 囲 内 に あ っ た . こ の よ う に ,NPD の 乾 式 研 削 に は 市 販 の PCD 製 円 板 に 対 し て 電 解 加 工 と 高 周 波 ス パ ッ タ を 行 い , 焼 結 助 剤 と し て 用 い ら れ て い る Co を 表 1 に 示 し た 遷 移 金 属 で 置 換 し た PCD 製 ツ ル ー ア を 使 用 し た .た だ し ,ニ ッ ケ ル Ni と Co に 関 し て は ,こ れ ら の 遷 移 金 属 を 焼 結 助 剤 と し て 作 製 し た PCD 製 円 板 を ツ ル ー ア と し て 使 用 し た . ま た , 化 学 気 相 成 長 (Chemical Vapor Deposition: CVD)法 で 作 ら れ た , 直 径 が 15 mm の CVD ダ イ ヤ モ ン ド 製 円 板 を ツ ル ー ア に 用 い た 場 合 に つ い て も 同 様 の 乾 式 研 削 を 行 っ た . 1-5 研 究 成 果 本 研 究 を 立 案 し た 2008 年 度 の 後 期 に は , 図 5 の よ う に 放 電 成 形 し た PCD 製 ツ ル ー ア の 砥 石 作 用 面 に チ タ ン Ti, バ ナ ジ ウ ム V, 鉄 Fe, コ バ ル ト Co, ニ ッ ケ ル Ni, な ら び に ジ ル コ ニ ウ ム Zr と い っ た 6 種 類 の 遷 移 金 属 の 微 粒 子 を 複 合 め っ き す る こ と を 計 画 し た . ま た , 複 合 め っ き を 行 っ た 後 , 図 10 の よ う に 砥 石 作 用 面 に ダ イ ヤ モ ン ド 砥 粒 を 露 出 さ せ た PCD 製 ツ ル ー ア を NPD に 対 す る 乾 式 研 削 に 使 用 す る こ と を 計 画 し た . 研 究 計 画 通 り に 複 合 め っ き を 2009 年 度 に 行 っ た 結 果 , め っ き 液 の pH が 2.0 と 低 い こ と が 原 因 で ,正 常 な 複 合 め っ き 皮 膜 を 作 る こ と が で き た の はNi と Zr の 2 種 類 だ け で あ っ た . (a) 外 観 (b) 拡 大 図10 焼結助剤として用いられている Co を W で置換した PCD 製ツルー ア
「1-2 プ ロ ジ ェ ク ト 全 体 に お け る 本 研 究 開 発 部 分 の 位 置 づ け 」 の 項 目 で 紹 介 し た と お り , 当 該 研 究 は NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る 上 で 必 要 不 可 欠 な 研 究 で あ り , こ れ を 避 け て 通 る わ け に は い か な か っ た . そ こ で ,PCD の 表 面 に 遷 移 金 属 の 皮 膜 を 高 周 波 ス パ ッ タ し て 付 着 さ せ る た め の 基 礎 実 験 を 2009 年 度 に 実 施 し た .そ の 上 で ,2010 年 度 か ら は 市 販 の PCD に 焼 結 助 剤 と し て 用 い ら れ る Co を 表 1 に 示 し た 遷 移 金 属 と 置 換 す る 手 段 と し て , PCD の 表 面 に 介 在 し て い る Co を 電 解 加 工 に よ っ て 除 去 し た 後 ,Co が 除 去 さ れ た PCD の 表 面 に 遷 移 金 属 を 高 周 波 ス パ ッ タ す る こ と に し た . こ の 計 画 変 更 は 結 果 と し て 正 解 で あ り ,NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る こ と に 繋 が っ た . 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る こ と に 成 功 し て い な け れ ば ,NPD 製 切 削 工 具 の 切 れ 刃 を 鋭 利 に 成 形 で き る 超 精 密 仕 上 げ 加 工 技 術 を 開 発 す る こ と は で き な か っ た と 考 え て い る . ダ イ ヤ モ ン ド と 遷 移 金 属 と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 実 験 的 に 解 明 し た 前 例 は な く , 工 業 的 の み な ら ず 工 学 的 に も 有 意 義 な 研 究 の 成 果 が 得 ら れ た と 考 え て い る . 1 ― 6 今 後 の 課 題 と 取 組 当 該 研 究 の 目 標 は 完 全 に 達 成 で き て お り , 研 究 終 了 後 に 当 該 研 究 を 継 続 し て 実 施 す る 必 要 は な い .Ti を 高 周 波 ス パ ッ タ し た PCD 製 円 板 を ツ ル ー ア に 用 い て NPD に 対 し て 研 削 加 工 を 行 っ た 場 合 に は 現 時 点 で 粗 さ が 1 nm Rz 前 後 の 研 削 加 工 面 が 得 ら れ て い る . た だ し , 研 削 加 工 面 の 粗 さ を さ ら に 平 滑 化 す る た め に は , 熱 化 学 反 応 を 利 用 し た 別 の 手 段 を 考 え る 必 要 が あ る . 参 考 文 献 ・ 引 用 文 献
(1) Takuya SEMBA ・ Testuro YAMAGUCHI ・ Yoshifumi AMAMOTO , Three-Dimensional
Microfabrication System Using Focused Fiber Laser Beam, Proc. of the 4th Int. Conf. on Leading Edge Manufacturing in 21 st Century (LEM21), 430 (2007), pp. 843-848.
(2) 仙 波 卓 弥・岡 崎 隆 一・角 谷 均 ,ナ ノ 多 結 晶 ダ イ ヤ モ ン ド 製 マ イ ク ロ ボ ー ル エ ン ド ミ ル , 日 本 機 械 学 会 論 文 集 C 編 ,Vol.76, No.763 (2010-3), pp.768-776.
(3) F. Furushiro・ H. Tanaka・ M. Higuchi・Y. Yamaguchi・S. Shimada, Suppression Mechanism of Tool Wear by Phosphorous Addition in Diamond Turning of Electroless Nickel Deposits, CIRP Annals, 59 (2010), pp.105-108.
(4) 諸 節 祐 子・松 下 孟・三 木 則 尚 ,鉄 系 金 属 /ダ イ ヤ モ ン ド の 熱 化 学 反 応 を 利 用 し た 単 結 晶 ダ イ ヤ モ ン ド の 加 工 , 電 気 学 会 マ イ ク ロ マ シ ン ・ セ ン サ シ ス テ ム 研 究 会 資 料, Vol.MSS-08, No.2 (2008), pp.7-11.
(5) Linus Pauling, The Nature of the Chemical Bond, Third Edition, (1960), pp. 93, Cornell University.
(6) 日 本 金 属 学 会 編 , 金 属 デ ー タ ブ ッ ク , 改 訂 3 版 , (1993), pp.5, 丸 善 .
(7) Kazuhisa MIYOSHI ・ Donald H. BUCKLEY, Adhesion and Friction of Single-Crystal Diamond in Contact with Transition Metals, Applications of Surface Science 6 (1980), pp. 161-172, North-Holland.
(8) John F. Elliot・ Molly Gleiser, Thermochemistry for Steelmaking, Volume 1 (1960), pp. 214-215, Addison-Wesley.
2 . 高 硬 度 ナ ノ 多 結 晶 ダ イ ヤ モ ン ド と 焼 結 ダ イ ヤ モ ン ド 製
ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム
福 岡 工 業 大 学 工 学 部 知 能 機 械 工 学 科 教 授 仙 波 卓 弥 2 ― 1 は じ め に 単 結 晶 ダ イ ヤ モ ン ド は 結 晶 面 に よ っ て 硬 さ が 異 な っ て お り ,{1 1 1} 面 以 外 の 結 晶 面 で あ れ ば 極 微 粒 の ダ イ ヤ モ ン ド 砥 粒 を 用 い た 湿 式 ラ ッ ピ ン グ を 行 う こ と に よ り,こ れ を 研 磨 加 工 す る こ と が で き る . こ れ に 対 し て , ナ ノ 多 結 晶 ダ イ ヤ モ ン ド (NPD) は サ イ ズ が 数 十 ナ ノ メ ー タ の 粒 子 で 構 成 さ れ て い る 多 結 晶 ダ イ ヤ モ ン ド で あ り(1 ), 超 微 粒 の ダ イ ヤ モ ン ド 砥 粒 を 用 い た と し て も こ れ を 湿 式 ラ ッ ピ ン グ す る こ と は 難 し い . 仮 に NPD を 湿 式 ラ ッ ピ ン グ で き た と し て も ,工 作 物 よ り も 硬 い 遊 離 砥 粒 で 工 作 物 よ り 切 り く ず を 排 出 す る と い っ た 機 械 的 ア ブ レ ー シ ョ ン 作 用 に よ っ て NPD か ら 切 り く ず が 排 出 さ れ る 限 り , す く い 面 と 逃 げ 面 が 交 わ る 切 れ 刃 に 欠 け が 生 じ る こ と は 避 け ら れ な い . こ れ に 対 し , 単 結 晶 ダ イ ヤ モ ン ド 製 の 切 削 工 具 で 鉄 Fe, ニ ッ ケ ル Ni, タ ン グ ス テ ン W と い っ た 遷 移 金 属 を 超 精 密 切 削 す る と 切 削 工 具 が 簡 単 に 摩 耗 す る(2). こ の 原 因 と し て , 工 作 物 の 表 面 に 生 成 さ れ る 酸 化 皮 膜 が ダ イ ヤ モ ン ド に よ っ て 還 元 さ れ , ダ イ ヤ モ ン ド を 構 成 す る 炭 素 原 子 が 燃 焼 す る た め に 切 削 工 具 が 摩 耗 す る と い っ た 酸 化 還 元 反 応 や(3 ), ダ イ ヤ モ ン ド の 共 有 結 合 を 構 成 す る 電 子 が 遷 移 金 属 に よ っ て 奪 わ れ , ダ イ ヤ モ ン ド の 表 面 に 生 成 さ れ る 脆 弱 層 が 機 械 的 ア ブ レ ー シ ョ ン 作 用 に よ っ て 除 去 さ れ る た め に 切 削 工 具 が 摩 耗 す る(4 ), と い っ た 熱 化 学 反 応 が 考 え ら れ て い る . 切 削 工 具 の 切 れ 刃 は す く い 面 と 逃 げ 面 と が 交 わ る 稜 線 で あ り , 切 れ 刃 に は す く い 面 や 逃 げ 面 が 成 形 さ れ る 際 に 生 じ る 切 り く ず と ほ ぼ 同 じ サ イ ズ の チ ッ ピ ン グ が 発 生 す る . こ の 場 合 ,熱 化 学 反 応 に よ り NPD 製 切 削 工 具 の す く い 面 や 逃 げ 面 か ら 原 子 サ イ ズ の 切 り く ず が 排 出 さ れ れ ば , こ れ ら 2 つ の 面 が 交 わ る 切 れ 刃 に 生 じ る チ ッ ピ ン グ の サ イ ズ を 原 子 サ イ ズ に ま で 抑 え 得 る 可 能 性 が あ る . そ こ で , 第 1 章 で 紹 介 し た 遷 移 金 属 を 高 周 波 ス パ ッ タ し た PCD 製 円 板 を 用 い て NPD 製 切 削 工 具 の す く い 面 に 対 す る 乾 式 研 削 実 験 を 行 い ,NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ て い る 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る た め の 実 験 を 行 っ た . 熱 化 学 反 応 の メ カ ニ ズ ム を 明 ら か に し た 上 で , こ の 熱 化 学 反 応 を 欠 け が 無 く 鋭 利 な 切 れ 刃 を 成 形 す る こ と が で き る 超 精 密 仕 上 げ 加 工 技 術 に 応 用 す る こ と を 計 画 し た . 2 ― 2 プ ロ ジ ェ ク ト 全 体 に お け る 本 研 究 開 発 部 分 の 位 置 づ け 「 研 究 総 括 」 の 項 目 で 紹 介 し た と お り , 本 研 究 の 目 的 は NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 し ,こ れ を NPD 製 切 削 工 具 の 切 れ 刃 を 鋭 利 に 成 形 で き る 超 精 密 仕 上 げ 加 工 技 術 に 応 用 す る こ と で あ る . 本 研 究 開 発 は , ま さ に NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る た め に 行 っ た 研 究 で あ り , 当 該 プ ロ ジ ェ ク ト の 中 で 最 も 重 要 な 研 究 で あ る .2 ― 3 目 的 と 目 標 表 1 に 示 し た と お り ,PCD 製 ツ ル ー ア に 高 周 波 ス パ ッ タ し た 遷 移 金 属 は 他 の 原 子 か ら 電 子 を 引 き つ け る 性 質 を 表 す 電 気 陰 性 度(5)が 異 な っ て い る .し た が っ て ,「 ダ イ ヤ モ ン ド の 共 有 結 合 を 構 成 す る 電 子 が 遷 移 金 属 に よ っ て 奪 わ れ , ダ イ ヤ モ ン ド の 表 面 に 生 成 さ れ る 脆 弱 層 が 機 械 的 ア ブ レ ー シ ョ ン 作 用 に よ っ て 除 去 さ れ る 」 と い っ た 熱 化 学 反 応 が 生 じ る 場 合 , そ の 反 応 速 度 は 電 気 陰 性 度 に 関 連 し て 変 化 す る と 考 え ら れ た . ま た ,「 工 作 物 の 表 面 に 生 成 さ れ る 酸 化 皮 膜 が ダ イ ヤ モ ン ド に よ っ て 還 元 さ れ ,ダ イ ヤ モ ン ド を 構 成 す る 炭 素 原 子 が 燃 焼 す る た め に 切 削 工 具 が 摩 耗 す る 」 と い っ た 酸 化 還 元 反 応 に は , 遷 移 金 属 の 比 熱 容 量 や 遷 移 金 属 へ 酸 化 皮 膜 が 生 成 さ れ る 度 合 い を 表 す , 酸 化 物 の 生 成 に 関 す る 標 準 自 由 エ ネ ル ギ(6)が 関 与 し て い る と 考 え ら れ た . そ こ で , 第 1 章で紹介した PCD 製ツルー アを用いて レーザ粗成 形した NPD 製ノー ズ R バ イ ト の す く い 面 に 対 し て 乾 式 研 削 を 行 い , す く い 面 の 除 去 深 さ や 表 面 粗 さ と 電 気 陰 性 度 , 酸 化 物 の 標 準 生 成 自 由 エ ネ ル ギ な ら び に 比 熱 容 量(7)と の 関 連 を 見 出 す こ と に よ り ,NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 す る た め の 実 験 を 行 っ た . 2 ― 4 実 験 方 法 及 び 実 験 条 件 2 - 4 - 1 NPD 製 ノ ー ズ R バ イ ト
走 査 型 電 子 顕 微 鏡(Scanning Electron Microscope: SEM)を 用 い て 観 察 し た , NPD 製 バ イ ト の 外 観 を 図 11 に 示 す .断 面 ×長 さ が □ 2×20 mm の 超 硬 合 金 の 先 端 に ろ う 付 け し た 幅 ×長 さ × 厚 さ が 2×3×0.6 mm の NPD に 対 し て レ ー ザ 加 工 を 行 い ,NPD を す く い 角 が 0 度 ,逃 げ 角 が 5 度 , な ら び に ノ ー ズ R が 0.2 mm の バ イ ト 形 状 に 成 形 し た(8 ). 図 11 に 示 し た よ う に レ ー ザ 成 形 し た NPD 製 バ イ ト の す く い 面 に 対 し , 湿 式 ラ ッ ピ ン グ と 乾 式 研 削 を 行 っ た 2 - 4 - 2 す く い 面 に 対 す る 湿 式 ラ ッ ピ ン グ と 乾 式 研 削 の 方 法 す く い 面 に 対 す る 湿 式 ラ ッ ピ ン グ と 乾 式 研 削 に 使 用 し た 装 置 の 外 観 を 図 12 に 示 す . 図 11 に 示 し た レ ー ザ 粗 加 工 後 の NPD 製 バ イ ト は , C 軸 制 御 機 能 を 持 つ 立 形 マ シ ニ ン グ セ ン タ の 図11 レ ー ザ 粗 成 形 し た す く い 角 が 0 度 , 逃 げ 角 が 5 度 ,ノ ー ズ R が 0.2 mm の NPD 製 ノ ー ズ R バ イ ト (a) 外 観 (b) 工 具 近 傍 図 12 NPD 製 ノ ー ズ R バ イ ト の 乾 式 研 削 に 使 用 し た 装 置
主 軸 に 装 着 し た .ま た ,す く い 面 に 対 し て 湿 式 ラ ッ ピ ン グ や 乾 式 研 削 を 行 う た め の PCD 製 ツ ル ー ア は DC サ ー ボ モ ー タ の 主 軸 ,DC サ ー ボ モ ー タ は 冶 具 を 介 し て NC 円 テ ー ブ ル に そ れ ぞ れ 装 着 し た .NC 円 テ ー ブ ル を 90 度 回 転 さ せ ,す く い 面 に 対 し て 湿 式 ラ ッ ピ ン グ や 乾 式 研 削 を 行 っ た . 表 4 に 示 し て い る の は 湿 式 ラ ッ ピ ン グ と 乾 式 研 削 の 条 件 で あ る . ま ず 初 め に レ ー ザ 粗 加 工 さ れ た す く い 面 に 残 る 熱 変 質 層 を 除 去 す る た め ,図 5 に 示 し た PCD 製 ツ ル ー ア を 用 い て ノ ー ズ R の 下 端 か ら Z 軸 の プ ラ ス 方 向 2 mm の 領 域 に 対 し て 湿 式 ラ ッ ピ ン グ を 行 っ た . こ の 場 合 ,NPD 製 バ イ ト を Z 軸 方 向 に 0.1 mm の 範 囲 で 揺 動 さ せ る こ と に し た . 研 磨 液 に は メ ッ シ ュ サ イ ズ が#3,000 の ダ イ ヤ モ ン ド ス ラ リ を 使 用 し た . 加 工 能 率 が 極 端 に 低 下 す る 総 砥 石 切 込 み 深 さ が 6~ 7 µm に 達 し た 時 点 で 湿 式 ラ ッ ピ ン グ を 止 め ,乾 式 研 削 に 移 行 し た .乾 式 研 削 時 に は ,ノ ー ズ R の 下 端 か ら Z 軸 の プ ラ ス 方 向 0.5 mm の 領 域 に 対 し て NPD 製 バ イ ト を Z 軸 方 向 に 0.1 mm の 範 囲 で 揺 動 さ せ る こ と に し た . 砥 石 切 込 み 深 さ を 30 µm に 設 定 し て 乾 式 研 削 を 1 時 間 行 い ,加 工 後 に 再 度 接 触 点 を 取 直 し て 砥 石 切 込 み を 加 え る と い っ た 方 法 で の 乾 式 研 削 を 10 時 間 継 続 し て 行 っ た . 乾 式 研 削 後 に , す く い 面 の 除 去 量 や ツ ル ー ア の 損 耗 量 を 測 定 し た . 2 ― 5 実 験 結 果 2 ― 5 ― 1 す く い 面 の 除 去 量 深 さ と 電 気 陰 性 度 図 13 に 示 し て い る の は PCD 製 ツ ル ー ア の 砥 石 作 用 面 に 露 出 し て い る 遷 移 金 属 の 電 気 陰 性 度 と す く い 面 の 除 去 深 さ と の 関 係 , 図 14 に 示 し て い る の は 電 気 陰 性 度 と PCD 製 ツ ル ー ア の 平 均 損 耗 深 さ と の 関 係 で あ る .図 13 に 示 し た よ う に ,す く い 面 の 除 去 深 さ は 電 気 陰 性 度 が 増 す に 従 っ て 増 加 す る こ と が 明 ら か に な っ た . こ の 結 果 は , ダ イ ヤ モ ン ド の 共 有 結 合 に 関 与 し て い る 電 子 を 遷 移 金 属 が 奪 い , 結 合 強 度 が 低 下 し た 脆 弱 層 が す く い 面 か ら 機 械 的 な ア ブ レ ー シ ョ ン 作 用 に よ っ て 除 去 さ れ た こ と を 表 し て い る . す く い 面 の 除 去 深 さ と 同 様 に ,PCD 製 ツ ル ー ア の 平 均 損 耗 深 さ も ま た 電 気 陰 性 度 が 増 す に 従 っ て 増 加 し た . こ れ は 図 13 遷 移 金 属 の 電 気 陰 性 度 と す く い 面 の 除 去 深 さ 図 14 遷 移 金 属 の 電 気 陰 性 度 と ツ ル ー ア の 損 耗 深 さ
PCD 製 ツ ル ー ア か ら 脱 落 し た 遷 移 金 属 の 微 細 な 切 り く ず が す く い 面 と PCD 製 ツ ル ー ア の 接 触 面 に 侵 入 し ,す く い 面 だ け で な く PCD 製 ツ ル ー ア の 砥 石 作 用 面 に 生 成 さ れ た 脆 弱 層 が 機 械 的 な ア ブ レ ー シ ョ ン 作 用 に よ っ て 除 去 さ れ た た め で あ る .
2 - 5 - 2 す く い 面 の 粗 さ と 電 気 陰 性 度
乾 式 研 削 後 に 観 察 さ れ た , 典 型 的 な す く い 面 の よ う す を 図 15 に 示 す . 原 子 間 力 顕 微 鏡 (Atomic Force Microscope: AFM)を 用いて観察 した画像で ある.ツル ーアに CVD ダイヤモ ンド 製 円 板 を 用 い た 場 合 に は す く い 面 に 微 細 な 割 れ が 生 じ て い た .Ti を 高周波スパ ッタした PCD ツ ル ー ア を 用 い た 場 合 の す く い 面 の 粗 さ は 1.4 nm Rz で あり,平滑 な加工面が 得られてい た. 一 方 ,W を 高周波スパ ッタした PCD 製ツル ーアを用い た場合には すくい面に 微細な凹凸 が生 じ て い た . こ の 微 細 な 凹 凸 は , 程 度 に 違 い は 見 ら れ た が Ti を除く他 の遷移金属 を高周波スパ ッ タ し た PCD や,焼 結助剤に Ni や Co を使用した市 販の PCD 製円板をツ ルーアに用 いた場 合 に も 観 察 さ れ た . 2 - 5 - 3 す く い 面 の 粗 さ と 比 熱 容 量 砥 石 研 削 点 の 温 度 が 高 い 場 合 に は ,酸 化・還 元 反 応 の 他 に NPD の 表 面 に 熱 変 質 層 が 生 成 さ れ , こ の 熱 変 質 層 が 機 械 的 な ア ブ レ ー シ ョ ン 作 用 に よ っ て 除 去 さ れ る と い っ た 現 象 も 起 こ り 得 る と 考 え ら れ た . そ こ で , す く い 面 の 粗 さ と 表 1 に 示 し た 比 熱 容 量 と の 関 連 に つ い て 調 査 し た .そ の 結 果 ,図 16 に 示 し た よ う に す く い 面 の 粗 さ と 比 熱 容 量 と 間 に は ,相 関 係 数 が ‐0.72 の 強 い 負 の 相 関 が あ る こ と が 明 ら か に な っ た . こ の 結 果 は , 遷 移 金 属 の 比 熱 容 量 が 増 す に 従 っ て 酸 化 ・ 還 元 反 応 や NPD の 表 面 に 熱 変 質 層 が 生 成 さ れ る 度 合 い が 増 加 し , そ の 結 果 と し て す く い 面 が 平 滑 に 成 形 さ れ た こ と を 表 し て い る . 2 - 5 - 4 切 り く ず に 対 す る 成 分 分 析 図 13 に 示 し た よ う に , W を 高 周 波 ス パ ッ タ し た PCD 製 ツ ル ー ア を 用 い た 場 合 に は す く い 面 の 除 去 深 さ が 最 も 深 く , 乾 式 研 削 時 に 切 り く ず が 盛 ん に 生 じ て い る よ う す が 観 察 さ れ た .そ こ で ,乾 式 研 削 後 に PCD 製 ツ ル ー ア の 砥 石 作 用 面 に 対 す る 元 素 分 析 を 行 っ た .し か (a) CVD(98.8 nm Rz at crack) (b) Ti (1.4 nm Rz) (c) W (28 nm Rz) 図 15 乾 式 研 削 後 に 観 察 さ れ た 典 型 的 な す く い 面 の よ う す
し , 砥 石 作 用 面 か ら 切 り く ず が 飛 散 し た こ と が 原 因 で , 砥 石 作 用 面 に 切 り く ず が 付 着 し て い る よ う す は 観 察 さ れ な か っ た .そ こ で ,W 製 円 板 を ツ ル ー ア に 用 い て 同 様 の 乾 式 ラ ッ ピ ン グ を 行 い , W 製 円 板 に 付 着 し た 切 り く ず に 対 す る 定 性 分 析 を 行 っ た .
図 17 に 示 し て い る の は , 波 長 分 散 型 の 電 子 線 マ イ ク ロ ア ナ ラ イ ザ ( Wavelength Dispersive Type Electron Probe Micro Analyzer: EPMA)を 用 い て 測 定 し た W 製 ツ ル ー ア に 付 着 し て い た 切 り く ず の 反 射 電 子 画 像 と X 線 画 像 で あ る .反 射 電 子 画 像 で 白 く 見 え て い る 箇 所 で は W や O の 濃 度 が 高 く ,W 製 ツ ル ー ア か ら 除 去 さ れ た 切 り く ず で あ る と 考 え ら れ る . 一 方 ,反 射 電 子 画 像 で 黒 く 見 え て い る 箇 所 で は C の 濃 度 が 高 く ,す く い 面 か ら 除 去 さ れ た 切 り く ず で あ る こ と を 表 し て い る . こ の , す く い 面 か ら 除 去 さ れ た 切 り く ず に 対 し て 行 っ 図 16 遷 移 金 属 の 比 熱 容 量 と す く い 面 の 粗 さ (a) 反 射 電 子 画 像 (b) X 線 画 像 図 17 EPMA を 用いて 測定した切 りくず の 反 射 電 子 画 像 と X 線画像 図18 W 製 ツ ル ー ア に 付 着 し た 切 り く ず ,レ ー ザ 加 工 し た NPD の す く い 面 , 湿 式 ラ ッ プ し た NPD の す く い 面 , な ら び に グ ラ フ ァ イ ト の 標 準 試 験 片 か ら 測 定 さ れ た X 線 ス ペ ク ト ル
た 定 性 分 析 の 結 果 を 図 18 に 示 し て い る . 比 較 の た め , 図 11 に 示 し た よ う に レ ー ザ 粗 加 工 し た NPD 製 バ イ ト の す く い 面 か ら 測 定 さ れ た X 線 ス ペ ク ト ル を 太 線 , グ ラ フ ァ イ ト の 標 準 試 験 片 や 湿 式 ラ ッ ピ ン グ 行 う こ と に よ っ て レ ー ザ 加 工 時 に 生 じ た 熱 変 質 層 を 除 去 し た す く い 面 か ら 測 定 さ れ た X 線 ス ペ ク ト ル を 図 18 に 細 線 で 付 記 し た . 熱 変 質 層 を 除 去 し た す く い 面 か ら は 波 長 が 44.4 Å の 位 置 に ピ ー ク が あ る X 線 ス ペ ク ト ル , グ ラ フ ァ イ ト の 標 準 試 験 片 か ら は 波 長 が 44.9 Å の 位 置 に ピ ー ク が あ る X 線 ス ペ ク ト ル が 測 定 さ れ た .こ れ ら の 結 果 と 異 な り ,W 製 ツ ル ー ア に 付 着 し た 切 り く ず や レ ー ザ 粗 加 工 し た す く い 面 か ら は , 波 長 が 44.7 Å の 位 置 に ピ ー ク が あ る X 線 ス ペ ク ト ル が 測 定 さ れ た .こ の 結 果 は ,W 製 ツ ル ー ア を 用 い た 乾 式 ラ ッ ピ ン グ 時 に は レ ー ザ 粗 加 工 面 に 残 る 熱 変 質 層 と 同 じ 結 晶 構 造 を 持 つ 熱 変 質 層 が す く い 面 に 生 成 さ れ , こ れ が 機 械 的 な ア ブ レ ー シ ョ ン 作 用 に よ っ て 除 去 さ れ た こ と を 表 し て い る . 2 ― 6 研 究 成 果 図 13 に 示 し た よ う に , す く い 面 の 除 去 深 さ は PCD 製 ツ ル ー ア の 砥 石 作 用 面 に 露 出 し て い る 遷 移 金 属 の 電 気 陰 性 度 が 増 す に 従 っ て 増 加 す る こ と が 明 ら か に な っ た . こ の 結 果 は , PCD 製 ツ ル ー ア を 用 い た 乾 式 研 削 時 に は ダ イ ヤ モ ン ド 結 合 に 関 与 し て い る 電 子 が 遷 移 金 属 に よ っ て 奪 わ れ , 結 合 強 度 が 低 下 し た 脆 弱 層 が す く い 面 か ら 機 械 的 な ア ブ レ ー シ ョ ン 作 用 に よ っ て 除 去 さ れ る と い っ た 熱 化 学 反 応 が 生 じ た こ と を 表 し て い る . こ の , 電 気 陰 性 度 に 関 係 す る 熱 化 学 反 応 に よ っ て す く い 面 か ら 切 り く ず が 除 去 さ れ る 場 合 , 電 気 陰 性 度 が 増 す に 従 っ て 切 り く ず の 除 去 量 は 増 加 す る が す く い 面 は 粗 く な る . W 製 ツ ル ー ア を 用 い た 乾 式 ラ ッ ピ ン グ 時 と 同 様 に ,PCD 製 ツ ル ー ア を 用 い た 乾 式 研 削 時 に も す く い 面 に は 摩 擦 熱 に よ っ て 熱 変 質 層 が 生 成 さ れ た と 考 え ら れ る . し た が っ て ,PCD 製 ツ ル ー ア を 用 い た 乾 式 研 削 時 に は 遷 移 金 属 に よ り 電 子 が 奪 わ れ て 結 合 強 度 が 低 下 し た 脆 弱 層 だ け で な く ,熱 変 質 層 も す く い 面 に 生 成 さ れ た と 考 え ら れ る .こ の 場 合 ,図 16 に 示 し た よ う に 比 熱 容 量 が 高 い 遷 移 金 属 ほ ど , 熱 変 質 層 が 除 去 さ れ る 度 合 い が 増 す た め に す く い 面 は 平 滑 に な る .た だ し ,遷 移 金 属 の 表 面 が 酸 化 さ れ る と 同 表 面 は 化 学 的 に 不 活 性 に な り , 電 気 陰 性 度 に 関 係 す る 熱 化 学 反 応 が 生 じ 難 く な る た め に 切 り く ず の 除 去 量 は 減 少 す る . 2 ― 7 今 後 の 課 題 と 取 組 「1-7 今 後 の 課 題 と 取 組 」で 述 べ た 内 容 と 全 く 同 じ で あ る .当 該 研 究 の 目 標 は 完 全 に 達 成 で き て お り , 研 究 終 了 後 に 当 該 研 究 を 継 続 し て 実 施 す る 必 要 は な い と 判 断 し て い る . た だ し ,Ti を 高 周 波 ス パ ッ タ し た PCD 製 円 板 を ツ ル ー ア に 用 い て NPD に 対 し て 研 削 加 工 を 行 っ た 場 合 に は 現 時 点 で 粗 さ が 1 nm Rz 前 後 の 研 削 加 工 面 が 得 ら れ て い る が , こ れ を さ ら に 平 滑 化 す る た め に は , 熱 化 学 反 応 を 利 用 し た 別 の 手 段 を 考 え る 必 要 が あ る . 参 考 文 献 ・ 引 用 文 献
(1) T. Irifune・A. Kurio・S. Sakamoto・T. Inoue・H. Sumiya, Ultrahard Polycrystalline Diamond from Graphite, Nature, Vol. 421, No. 6923 (2003), pp. 599-600.
Chemical aspect of tool wear in Single point diamond turning, Precision Engineering 18, Vol.4, No.19 (1996), pp. 4-19, Elsevier Science.
(3) 諸 節 祐 子 , 松 下 孟 , 三 木 則 尚 , 鉄 系 金 属 /ダ イ ヤ モ ン ド の 熱 化 学 反 応 を 利 用 し た 単 結 晶 ダ イ ヤ モ ン ド の 加 工 , 電 気 学 会 マ イ ク ロ マ シ ン ・ セ ン サ シ ス テ ム 研 究 会 資 料, Vol.MSS-08, No.2 (2008), pp.7-11.
(4) F. Furushiro・ H. Tanaka・ M. Higuchi・Y. Yamaguchi・S. Shimada, Suppression Mechanism of Tool Wear by Phosphorous Addition in Diamond Turning of Electroless Nickel Deposits, CIRP Annals, 59 (2010), pp.105-108.
(5) Linus Pauling, The Nature of the Chemical Bond, Third Edition, (1960), pp. 93, Cornell University.
(6) John F. Elliot・ Molly Gleiser, Thermochemistry for Steelmaking, Volume 1 (1960), pp. 214-215, Addison-Wesley.
(7) 日 本 金 属 学 会 編 , 金 属 デ ー タ ブ ッ ク , 改 訂 3 版 , (1993), pp.5, 丸 善 .
(8) 天 本 祥 文 ・ 吉 田 昌 史 ・ 仙 波 卓 弥 ・ 角 谷 均 , レ ー ザ を 用 い た ナ ノ 多 結 晶 ダ イ ヤ モ ン ド 製 切 削 工 具・成 形 技 術 の 開 発, 2010 年 度 精 密 工 学 会 秋 季 大 会 学 術 講 演 会 講 演 論 文 集 , M03 (2010-9), pp.805-806.
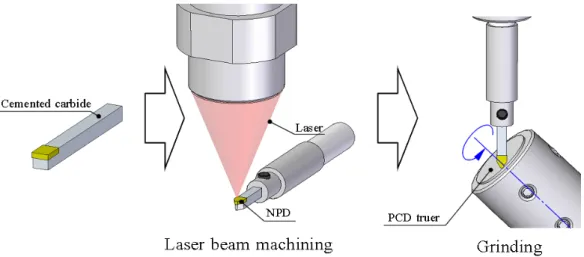
3 . 高 硬 度 ナ ノ 多 結 晶 ダ イ ヤ モ ン ド 製 切 削 工 具 の 成 形
福 岡 工 業 大 学 工 学 部 知 能 機 械 工 学 科 教 授 仙 波 卓 弥 3 ― 1 は じ め に 単 結 晶 ダ イ ヤ モ ン ド は ,{1 1 1} 面 に 平 行 な 結 晶 面 で 劈 開 す る 性 質 を 持 っ て い る . し た が っ て , 工 具 の 成 形 時 に 切 れ 刃 に チ ッ ピ ン グ が 生 じ て い る と チ ッ ピ ン グ を 起 点 に し て 切 削 加 工 時 に は 大 き な 欠 け が 発 生 す る . ナ ノ 多 結 晶 ダ イ ヤ モ ン ド(NPD)を 構 成 す る サ イ ズ が 数 十 ナ ノ メ ー タ の 粒 子 も ま た 劈 開 性 を 持 っ て い る が , 個 々 の 粒 子 で 結 晶 方 位 が 異 な っ て い る た め に チ ッ ピ ン グ の 伝 播 は 抑 え ら れ る .つ ま り ,単 結 晶 ダ イ ヤ モ ン ド に 比 べ る と NPD は 耐 チ ッ ピ ン グ 性 に 優 れ た 工 具 素 材 で あ る と い え る(1), (2). た だ し , 切 れ 刃 に チ ッ ピ ン グ が 生 じ る と 隣 接 す る 粒 子 に チ ッ ピ ン グ が 伝 播 す る こ と は 事 実 で あ る . し た が っ て , 工 具 の 成 形 時 に は 切 れ 刃 に 生 じ る チ ッ ピ ン グ を 完 全 に 防 止 す る 必 要 が あ る .そ こ で ,短 冊 状 の NPD 製 工 具 素 材 を 切 削 工 具 の 形 に 成 形 す る た め の 粗 加 工 に は , レ ー ザ 加 工 を 用 い る こ と に し た .NPD に 対 し て レ ー ザ 加 工 を 行 う と ,加 工 面 に 脆 弱 な 熱 変 質 層 が 残 る こ と は 予 測 さ れ た が(1), 機 械 的 除 去 加 工 法 と 異 な り 加 工 面 に ク ラ ッ ク が 残 る 可 能 性 は 低 い と 考 え た 次 第 で あ る . レ ー ザ 粗 成 形 し た NPD 製 切 削 工 具 に 対 す る 仕 上 げ 加 工 に は , NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 を 利 用 す る こ と に し た .熱 化 学 反 応 に よ っ て NPD の 研 磨 面 に 生 じ る 脆 弱 層 を 除 去 で き れ ば ,NPD に 機 械 的 な ダ メ ー ジ を 与 え な い で 鋭 利 な 切 れ 刃 を 創 成 で き る 可 能 性 が 高 い と 考 え ら れ た . こ の 熱 化 学 反 応 を 利 用 し た 乾 式 研 削 に 使 用 す る ツ ル ー ア と し て , 本 研 究 プ ロ ジ ェ ク ト を 立 案 し た 2008 年 に は PCD の 表 面 に 遷 移 金 属 の 粉 末 を 複 合 め っ き し た PCD 製 円 板 を 用 い る こ と を 計 画 し た . 「1-5 研 究 成 果 」 の 項 目 で 紹 介 し た よ う に こ の 複 合 め っ き は 完 全 な 失 敗 で あ り , 砥 石 作 用 面 を 完 全 に 平 坦 化 し た PCD 製 円 板 に 対 し て 電 解 加 工 と 高 周 波 ス パ ッ タ を 行 い ,乾 式 研 削 に 使 用 す る PCD 製 ツ ル ー ア を 試 作 す る た め に 多 く の 時 間 を 費 や さ ざ る を 得 な か っ た .ま た , 複 合 め っ き に 失 敗 し た 2009 年 度 , 仮 に PCD 製 ツ ル ー ア の 試 作 に 成 功 で き た と し て も , 第 2 章 で 紹 介 し た NPD と PCD 製 ツ ル ー ア と の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 残 さ れ た 研 究 期 間 内 で 解 明 す る こ と は 容 易 で な い と 考 え ら れ た . そ こ で ,レ ー ザ 粗 成 形 し た NPD 製 切 削 工 具 に 対 し て 熱 化 学 反 応 を 利 用 し た 乾 式 研 削 を 行 い , 欠 け の な い 鋭 利 な 切 れ 刃 を 成 形 で き る 超 精 密 仕 上 げ 加 工 技 術 を 開 発 す る と い っ た 本 研 究 は ,研 究 実 施 時 期 を 繰 り 上 げ 2009 年 度 の 後 期 に 実 施 す る こ と に し た .研 究 協 力 企 業 で あ る 住 友 電 気 工 業 株 式 会 社 エ レ ク ト ロ ニ ク ス ・ 材 料 研 究 所 に 依 頼 し て 焼 結 助 剤 と し て コ バ ル ト Co と ニ ッ ケ ル Ni を 使 用 し た PCD 製 円 板 を 試 作 い た だ き , こ れ を ツ ル ー ア に 使 用 し て NPD 製 切 削 工 具 に 対 す る 仕 上 げ 成 形 を 行 っ た . 3 ― 2 プ ロ ジ ェ ク ト 全 体 に お け る 本 研 究 開 発 部 分 の 位 置 づ け 第 1 章 で 紹 介 し た 遷 移 金 属 を 高 周 波 ス パ ッ タ し た PCD 製 ツ ル ー ア を 使 用 し ,第 2 章 で 紹 介 し た NPD と PCD 製 ツ ル ー ア の 間 に 生 じ る 熱 化 学 反 応 の メ カ ニ ズ ム を 解 明 し た 上 で , 欠 け が 無 い 鋭 利 な 切 れ 刃 を 持 つ NPD 製 切 削 工 具 を 試 作 す る と い う の が 本 研 究 プ ロ ジ ェ ク トの 目 標 で あ る . し た が っ て , 目 に 見 え る 形 で 本 研 究 プ ロ ジ ェ ク ト の 成 果 物 が 求 め ら れ る と す れ ば , そ れ は 当 該 研 究 の 成 果 と い う こ と に な る . 3 ― 3 目 的 と 目 標 直 径 が 1 mm 以 下 の ガ ラ ス 製 レ ン ズ を 量 産 す る 超 硬 合 金 製 金 型 の 加 工 で は , キ ャ ビ テ ィ や コ ア の 粗 さ を 10 nm Rz 以 下 に 仕 上 げ る こ と が 求 め ら れ て い る . し た が っ て , NPD 製 切 削 工 具 を 用 い た マ イ ク ロ 切 削 加 工 を 行 い 所 望 の 粗 さ を 達 成 す る た め に は , 切 れ 刃 に 生 じ る 欠 け の サ イ ズ を 10 nm 以 下 に 抑 え る 必 要 が あ る . 切 れ 刃 は す く い 面 と 逃 げ 面 が 交 わ る 稜 線 で あ り , 切 れ 刃 に 生 じ る 欠 け の サ イ ズ を 10nm 以 下 に 成 形 す る た め に は ,乾 式 研 削 時 に 逃 げ 面 や す く い 面 を 10 nm Rz 以 下 の 値 に 成 形 で き る PCD 製 円 板 を ツ ル ー ア に 使 用 し , NPD 製 切 削 工 具 に 対 し て 熱 化 学 反 応 を 利 用 し た 乾 式 研 削 を 行 う 必 要 が あ る . た だ し , 本 研 究 を 実 施 し た 2009 年 度 に は , 図 16 に 示 し た 実 験 の 結 果 は 得 ら れ て い な か っ た . つ ま り , 市 販 の PCD 製 円 板 の 焼 結 助 剤 と し て 用 い ら れ て い る コ バ ル ト Co を チ タ ン Ti で 置 換 し た PCD 製 ツ ル ー ア を 用 い る と ,す く い 面 を 1nm Rz 前 後 の 値 に 成 形 で き る こ と が 判 っ て い な か っ た . 一 方 で , 砥 石 作 用 面 の 粗 さ を 30 nm Rz 以 下 に 成 形 し た 市 販 の PCD 製 円 板 を ツ ル ー ア に 使 用 し て NPD 製 マ イ ク ロ ボ ー ル エ ン ド ミ ル に 対 し て 乾 式 研 削 を 行 う と ,欠 け が 無 い 鋭 利 な 切 れ 刃 が 成 形 で き る こ と は 判 っ て い た(1), (2 ).も し も NPD と Co と の 間 に 熱 化 学 反 応 が 生 じ た の で あ れ ば , 焼 結 助 剤 と し て ニ ッ ケ ル Ni を 用 い た PCD 製 円 板 を ツ ル ー ア に 用 い た 場 合 に も 同 様 の 切 れ 刃 が 成 形 で き る と 考 え ら れ た . そ こ で ,レ ー ザ 粗 成 形 を 行 っ た す く い 角 が 0 度 ,逃 げ 角 が 5 度 ,な ら び に ノ ー ズ R が 0.2 mm の NPD 製 ノ ー ズ R バ イ ト に 対 し , Co と Ni を 焼 結 助 剤 と し て 使 用 し た PCD 製 ツ ル ー ア を 用 い て 仕 上 げ 成 形 を 行 い ,Co だ け で な く Ni を 用 い た 場 合 に も 欠 け が 無 い 鋭 利 な 切 れ 刃 を 成 形 で き る こ と を 確 認 す る た め の 実 験 を 行 っ た . 3 - 4 実 験 装 置 及 び 実 験 方 法 3 - 4 - 1 工 具 素 材 と 成 形 法 の 概 要 図 19 に 示 し て い る の は , 工 具 成 形 の 概 要 で あ る . 工 具 素 材 に は , ダ イ ヤ モ ン ド の 粒 子 径 が 数 十nm, ヌ ー プ 硬 さ が 約 13,000 Hk の NPD を 使 用 し た . 超 硬 合 金 製 の 基 板 上 に ろ う 付 け し た 幅×長 さ ×厚 さ が 2×3×0.6 mm の NPD に 対 し レ ー ザ 粗 加 工 と 熱 化 学 反 応 を 利 用 し た 乾 式 研 削 を 行 う こ と に よ り , す く い 角 が 0 度 , 逃 げ 角 が 5 度 , な ら び に ノ ー ズ R が 0.2 mm の NPD 製 ノ ー ズ R バ イ ト を 試 作 し た . 3 - 4 - 2 レ ー ザ 粗 加 工 図 20 に 示 し て い る の は レ ー ザ 加 工 装 置 の 外 観 で あ る . 位 置 決 め や 送 り 運 動 に 対 す る 制 御 分 解 能 が 10 nm の 立 形 マ シ ニ ン グ セ ン タ の コ ラ ム に レ ー ザ を 集 光 さ せ る と 同 時 に 加 工 面 を 観 察 す る た め の 光 学 系 を 取 付 け , レ ー ザ 光 を 機 械 走 査 さ せ る こ と に し た(3 ).NPD を 装 着 し た 工 具 軸 は 真 鍮 製 の 芯 振 れ 防 止 冶 具 を 介 し て ス テ ッ ピ ン グ モ ー タ , ス テ ッ ピ ン グ モ ー タ は X-Y ス テ ー ジ を 介 し て 回 転 テ ー ブ ル に 取 付 け た . 立 形 マ シ ニ ン グ セ ン タ の 直 進 ・ 円 弧 運 動 と 工 具 の 自 転 ・ 公 転 運 動 と を 併 用 す る こ と に よ り , 超 硬 合 金 の 先 端 に ろ う 付 け さ れ た