Citation
[材料] vol.[56] no.[6] p.[537]-[543]
Issue Date
2007-06
Rights
The Society of Materials Science, Japan (日本材料学会)
Version
出版社版 (publisher version) postprint
URL
http://hdl.handle.net/20.500.12099/24420
※この資料の著作権は、各資料の著者・学協会・出版社等に帰属します。
論 文
1
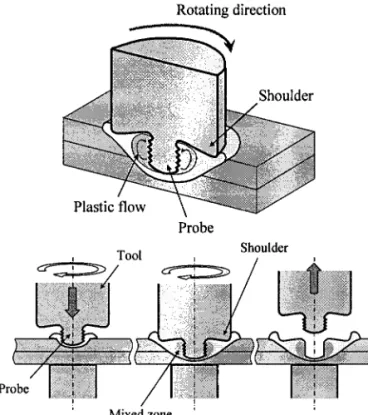
緒 言 環境問題の深刻化に伴い,自動車や鉄道などの運輸産 業では,軽量なアルミニウム (Al) 合金薄板を利用する 動きが加速化している.その結果,Al 合金薄板の接合が 不可欠となっており,摩擦攪拌接合 (FSW : Friction Stir Welding)1)をスポット接合に応用した,摩擦攪拌スポッ ト接合 (FSSW : Friction Stir Spot Welding) が注目されている.2)∼ 4)FSSW は,Fig. 1 に模式的に示すようにプロー ブとショルダー部からなるツールを回転させながら接合 する板材に進入させ,ショルダー部との接触面で発生す る摩擦熱によって軟化した材料をプローブ周囲で塑性流 動させて接合する手法である. 薄板の接合手法としては,抵抗スポット接合 (RSW : Resistance Spot Welding) が鋼板に対して幅広く用いら れてきた.しかし,Al 合金は鋼よりも熱伝導率が高く, 電気抵抗も小さいために RSW を施すには大電流が必要 となり,さらに電極消耗が激しいことにも起因する高コ スト化の問題があった.5)加えて熱変形が大きい,接合強 度のばらつきが大きい,接合時にスパッタが発生するな どの問題も指摘されている.また近年,薄板の接合手段 として,クリンチング(かしめ)法やセルフピアッシン グリベット法などの機械的接合手法も開発されている.し かし,それらの接合手法でも,継手強度の信頼性が低い, リベットコストが必要となる,リベットの存在によってリ サイクル性が低下するなどの問題がある.6)∼ 8) これに対して,FSSW は非溶融接合であるため,接合 時の入熱量が少なく,熱変形が小さい.さらに,Al 合金 薄板を接合する場合にはツール寿命が長く,装置の消費 電力も小さいためランニングコストが低い.また,リベッ トなどの副資材を必要とせず,接合強度のばらつきも小 さいなどの長所がある.しかし,FSSW は新しい接合技
Al-Mg-Si 系合金摩擦攪拌スポット接合継手の疲労挙動
†植 松 美 彦
***戸 梶 惠 郎
****村 田 瞬 亮
**戸 崎 康 成
***栗 田 達 夫
****村 田 瞬 亮
**Fatigue Behaviour of Friction Stir Spot Welded Al-Mg-Si Alloy
by
Yoshihiko U
EMATSU*, Keiro T
OKAJI*, Shunsuke M
URATA**,
Yasunari T
OZAKI***and Tatsuo K
URITA****In this paper, fatigue behaviour of friction stir spot welded joints in Al-Mg-Si aluminium alloy was investigated. Fatigue tests were conducted using lap-shear specimens at a stress ratio R= 0.1. It was found that fatigue fracture morphology was dependent on load level. When high load was applied, debonding and opening deformation took place along the boundary between the upper and lower sheets around the weld nugget. The opening deformation caused stress concentration, which resulted in fatigue crack initiation at the edge of the nugget followed by crack growth through the mixed zone (MZ) until final fracture. When low load was applied, fatigue crack initiated at the edge of the nugget and propagated through the sheet thickness and grew to the width direction. Based on experi-mental observation of the weld zone, fatigue fracture mechanism of friction stir spot welded joint was discussed.
Key words : Friction stir spot welding, Fatigue, Microstructure, Heat treatment, Crack initiation
† 原稿受理 平成 18 年 9 月 26 日 Received Sep. 26, 2006 ©2007 The Society of Materials Science, Japan
* 正 会 員 岐阜大学工学部機械システム工学科 〒501-1193 岐阜市柳戸,Dept. of Mech. Systems Eng., Gifu Univ., Yanagido, Gifu, 501-1193 ** 岐阜大学大学院工学研究科 〒501-1193 岐阜市柳戸,Graduate School of Eng., Gifu Univ., Yanagido, Gifu, 501-1193
*** 正 会 員 岐阜県産業技術センター 〒501-3265 関市小瀬,Gifu Prefectural Industrial Tech. Center, Oze, Seki, 501-3265 **** 太平洋工業㈱ 〒503-2397 岐阜県安八郡神戸町,Pacific Industrial Co. Ltd., Anpachi-gun, Gifu, 503-2397
Fig. 1 Schematic illustrations of friction stir spot welding process.
術であるため,継手の疲労特性や後熱処理の影響につい ては明らかになっていない. そこで本研究では,FSSW を施した重ね継手を用いて 引張せん断疲労試験を行い,その疲労挙動について検討 した.また,接合材に後熱処理を施し,接合組織と疲労 挙動に与える熱処理の影響について検討した.
2
実 験 方 法2
・1
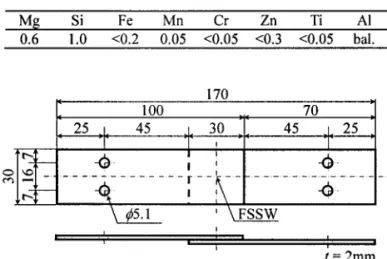
供試材料 供試材は T4 処理された Al-Mg-Si 系アルミニウム合金 である.その化学成分を Table 1 に示す.2
・2
試験片形状 Fig. 2 に試験片形状を示す.試験片長手方向が,圧延 方向である.幅 30mm,長さ 100mm,板厚 2mm の短冊 状の 2 枚の板を,30mm × 30mm の範囲で重ね合わせ, その中央に FSSW を施した.さらに,接合のまま材(as-weld 材)に対し,後熱処理として人工時効を施したもの (160℃で 18 時間の人工時効処理),および T6 処理を施 したもの(550℃で 35 分間溶体化処理後,160℃で 18 時 間の人工時効処理)を試料として準備した.それぞれの 継手を時効材および T6 材とする.2
・3
試験方法 引張試験および疲労試験には,容量 19kN の電気油圧 サーボ式疲労試験機を使用した.負荷様式は引張せん断 であり,室温大気中,繰返し速度 f = 10Hz,応力比 R = 0.1 で疲労試験を行った.また,硬さ測定にはマイクロ ビッカース硬さ計,破面観察には走査型電子顕微鏡 (SEM) を用いた.3
実験結果および考察3
・1
接合部組織 Fig. 3 に継手試験片の様相と as-weld 材の接合部長手 方向断面の組織を示す.FSSW の接合部組織は,加圧軸 を中心として対称となっている.また,接合部には上下 板の境界部が認められ,下板から上板に向かって材料の 流動が生じていることが確認できる.Fig. 4 (a), (b)に,Fig. 3 の断面における実線の内側と 外側の組織をそれぞれ示す.実線外側では,Fig. 4 (b)の ような等軸組織となっており,平均結晶粒径は 35μm で あった.接合部より遠方の母材部では,Fig. 4 (b)と同一 組織である.これに対して,実線内側では Fig. 4 (a)で 示すように結晶粒が微細化しており,平均結晶粒径は約 8μm であった.実線の内側と外側では,観察場所によら ずそれぞれ均一な組織となっていた.一般に,FSW 継手 では接合組織は攪拌部 (SZ : Stir zone),加工熱影響部
(TMAZ : Thermo-mechanically affected zone) および熱影 響部 (HAZ : Heat affected zone) に分類される.9), 10)また SZ では,再結晶温度における強塑性変形によって動的再 結晶現象が生じ,結晶粒が微細化する9)∼ 11)ことが知ら れている.したがって Fig. 3 では,顕著な結晶粒微細化 が確認される実線内側が,FSSW における SZ と考える ことができる.なお,Al-Mg-Si 系アルミニウム合金の FSW 継手では,塑性流動にともなう結晶粒の変形や転位 によるセル構造等が確認される TMAZ が遷移領域として 存在する10)が,FSSW 継手では明瞭な TMAZ は確認で きなかった. FSSW 継手に特有の接合組織として,SZ 内には Fig. 3 中の破線で囲んだリング状の領域が認められた.この領 域内の平均結晶粒径も約 8μm であり,実線内部と同一 微視組織であるが,SZ の中でもプローブ周囲で特に強く 攪拌された部分がリング状になったと考えられる.上下 の板は基本的にこのリング状領域で結合しているため, FSSW の実質的なナゲットとなっている.以後,この領 域を MZ (Mixed zone) と呼ぶ.なお,リング状領域の 境界が明瞭に確認できるのは,攪拌時に接合板表面の酸 化物がプローブ周囲に巻き込まれて集積し,酸化物集積 部がエッチングによって周囲よりも強く腐食されるため とされている.12) *植松美彦,戸梶惠郎,村田瞬亮,戸崎康成,栗田達夫* 538
Fig. 2 Configuration of fatigue specimen. Table 1 Chemical composition (wt.%).
Fig. 3 Macroscopic appearance in cross section of FSSW joint.
Fig. 4 Microstructures : (a) Inside the solid line in Fig. 3, (b) Outside the solid line in Fig. 3.
Fig. 5 は T6 材の接合部断面組織である.時効処理の みでは微視組織は変化しなかったが,図のように T6 処 理によって,接合部において結晶粒が著しく粗大化して いることがわかる.このような粗大化は Al-Mg-Si 系アル ミニウム合金の FSW 継手でも同様に報告されている.10) Fig. 3 の実線部より外側でも結晶粒が粗大化している が,粗大化の認められる領域が,FSSW における HAZ と 考えられる.なお,MZ と SZ の境界は,熱処理によって も消失しなかった.
3
・2
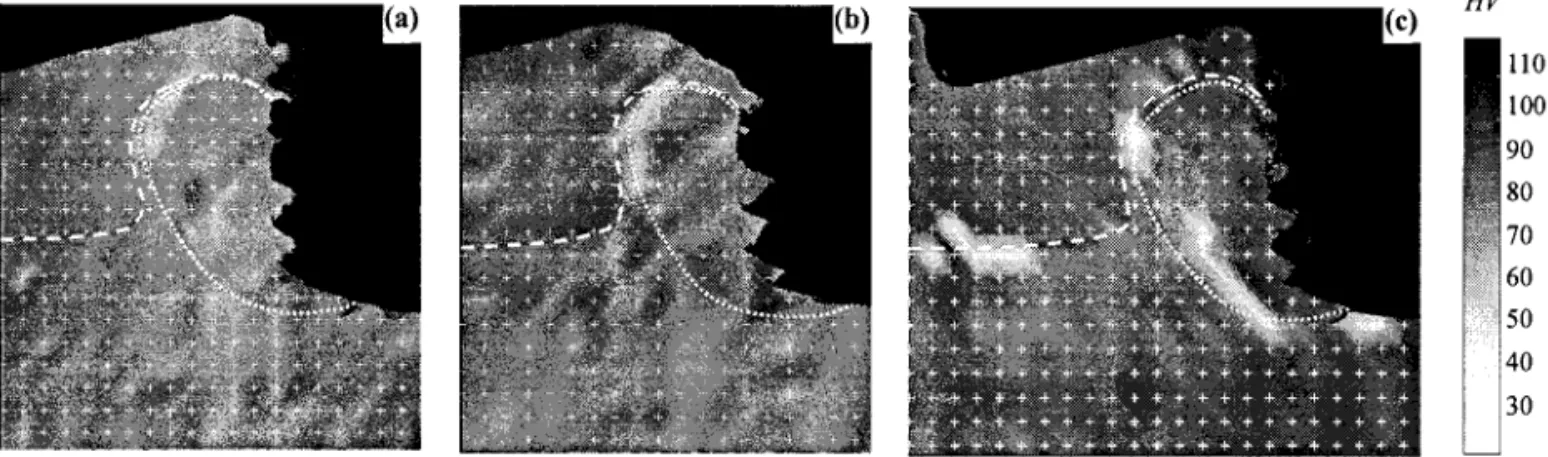
硬さ分布 as-weld 材,時効材および T6 材について,接合部にお ける硬さを荷重 50g,保持時間 30sec にて格子状(格子 間隔 200μm)に測定し,硬さ分布を求めた.その結果を Fig. 6 に示す.各図中には,上下板の境界面および MZ と SZ の境界面を破線で示している.まず,as-weld 材で は,MZ と SZ で硬さが母材部よりも若干低下し,特に MZ と SZ の境界部で低下が顕著であった.これは接合時 の温度上昇により,析出物が再固溶したためと考えられ る.9)次に,時効材と T6 材では,全体的に as-weld 材より も若干硬さが上昇しているが,T6 材では MZ と SZ の境 界部で硬さが大きく低下した.このような T6 処理によ る硬さの低下は,通常の FSW 継手でも確認されており, 10)結晶粒の粗大化に起因すると考えられる.3
・3
引張強度 引張試験では,荷重が単調増加して破断に至ったため, 破断時の荷重を引張強度とした.Table 2 に as-weld 材, 時効材および T6 材の引張試験結果を示す.熱処理によっ て,引張強度は若干低下した.また表中には,同一 Al 合 金薄板の RSW 継手の引張強度も併示した.FSSW 継手 の方が,RSW 継手よりも引張強度が低いことがわかる. 一方,Fig. 7 は破断した FSSW 継手と RSW 継手の上板 側の破断面を観察したものである.いずれの継手も,ナ ゲット部にてせん断的に破壊していることがわかる.そ こで,破断面に現れるナゲット部(FSSW 継手ではドー ナツ型,RSW 継手では円形)の面積を接合部面積とし, その値で引張強度を正規化した結果を Table 2 に示す. その場合,表から明らかなように,両継手の強度はほぼ 同一となった.3
・4
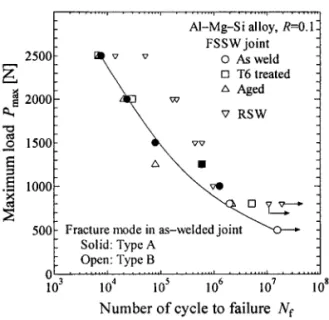
疲労強度 FSSW 継手の as-weld 材,時効材および T6 材における 最大荷重 Pmaxと破断繰返し数 Nfの関係を Fig. 8 に示 す.図より as-weld 材と熱処理材では疲労強度にほとん ど差が無く,FSSW 継手の疲労強度に及ぼす後熱処理の 影響は小さいことがわかる.また図には,RSW 継手の疲 労試験結果も併示しているが,RSW 継手は FSSW 継手 よりも疲労強度が高い.しかし,低荷重領域では両継手 の強度差は小さい.Fig. 9 は,3
・3
項で用いた接合部面 積により正規化した Pmaxと Nfの関係である.疲労強度 を接合部面積で正規化した場合,FSSW 継手の方が高い 疲労強度を示すことがわかる.Fig. 5 Macroscopic appearance in cross section of T6-treated FSSW joint.
Fig. 6 Hardness distributions in the weld zone : (a) as-welded, (b) aged, (c) T6-treated.
Table 2 Tensile strength of joints.
Fig. 7 Fracture surfaces observed on the upper sheet : (a) FSSW, (b) RSW.
3
・5
疲労破壊様相の観察 FSSW 継手の as-weld 材では,破壊形態に荷重依存性 が認められた.その破壊形態を模式的に Fig. 10 に示す. まず,最大荷重 Pmax > 800N の高荷重域では,Fig. 10 (a)に示すように接合部の MZ がせん断的に破壊した.こ れに対して,Pmax≦ 800N の低荷重域では,Fig. 10 (b) に示すように,まず母材部において板幅方向にき裂が進 展し,最終的に接合部の MZ と SZ の界面で破壊が生じ た.以後,前者の破壊様式を Type A,後者を Type B と区別する.Fig. 8 では,Type A の破壊を示したものを 中実印,Type B のものを中空印で示している.3
・5
・1
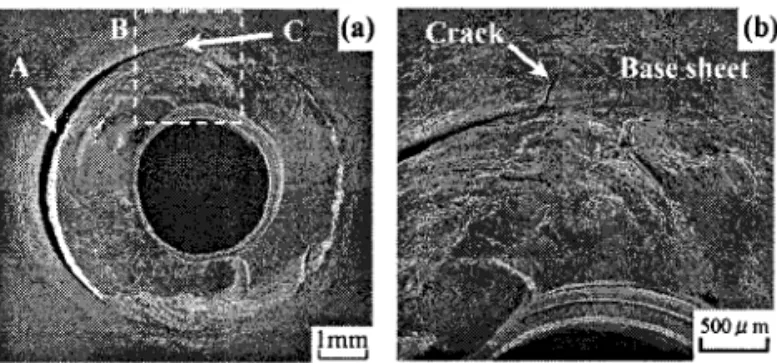
高荷重領域 Fig. 11 に Pmax= 2000N で行っ た試験で観察された Type A の破壊様相を示す.図中, 水平方向が荷重負荷方向である.Fig. 11 (a)は分離した 上板の破面を観察したものである.まず,矢印 A の部分 が変形により開口していることがわかる.この開口は, Fig. 3 中に示す上下板の境界面に沿って生じている.こ の部分では上下板の境界面が上板側に巻き込まれた形状 となっており,境界面での接合が十分でないために負荷 によって開口したと考えられる.一方,Fig. 11 (a)中の 矢印 B で示す位置の拡大図を (b) に示す.破面上には 筋状の模様が認められ,疲労き裂が荷重軸に対して直角 方向に MZ 内を進展したことを示している. 高荷重域における破壊機構を解明するため,Pmax = 2000N で行った試験を N/Nf= 0.25 および 0.5 (Nf = 2 × 104) で中断し,各中断試験片における接合部の長手方向 断面 (LS : Longitudinal Section) と横方向断面 (TS : Transverse Section) の観察を行った.その結果を Fig. 12 に示す.ここで,Fig. 12 (e)は接合部断面の観察方向を 模式的に示している.まず,負荷方向に平行な LS 面 (Fig. 12 (a), (b)) では,Fig. 11 (a)の矢印 A 部に対応する 開口が確認できる.すなわち,荷重繰返しのかなり早期 の段階で,接合が十分でない上下板の境界に沿ってはく 離と開口が生じ,その開口量は繰返し数と共に増加する と考えられる.また負荷方向に垂直な TS 面 (Fig. 12 (c), (d)) では,図中の領域 A, B 内でき裂の発生と進展が観 察された.各領域の拡大図を Fig. 13 (a), (b)にそれぞれ 示す.N/Nf = 0.25 の Fig. 13 (a)では,上下板の境界面 からき裂が発生しており,N/Nf = 0.5 の Fig. 13 (b)で は,き裂が MZ 内に進展していることがわかる.3
・5
・2
低荷重領域 Pmax = 800N の低荷重で行っ た試験において観察された Type B の破壊様相を Fig. 14 *植松美彦,戸梶惠郎,村田瞬亮,戸崎康成,栗田達夫* 540Fig. 8 Relationship between maximum load, Pmax, and number of cycles to failure, Nf.
Fig. 9 Relationship between maximum load, Pmax, normalized by the size of joining area and number of cycles to failure, Nf.
Fig. 10 Schematic illustrations of fatigue fracture morphology.
Fig. 11 SEM micrographs of Type A fracture surfaces : (a) Pmax= 2000N, Nf= 2.4 × 104, (b) Magnified view at point “B” in Fig. (a).
に示す.Fig. 14 (a)は破断した母材板部の破面であり, (b), (c), (d)は (a) 中の矢印 B, C, D の位置をそれぞれ拡 大したものである.Fig. 14 (b)ではディンプルの認めら れる静的破面となっている.また,Fig. 14 (c)では明瞭 なストライエーションが認められ,き裂が板幅方向に進 展したことを示している.接合部は,Fig. 14 (a)の実線 で示す MZ が抜け落ちた状態であり,また Fig. 14 (d)で は,粒界破壊のような凹凸の激しい破面を呈しているこ とから,最終的な破壊は MZ と SZ の界面におけるはく 離と考えられる. Pmax= 800N で行った試験を N/Nf= 0.5 (Nf= 2 × 106) で中断し,LS 面の観察を行った.その結果を Fig. 15 に 示す.Fig. 12 (a), (b)のような上下板境界面でのはく離 は生じていなかった.
3
・5
・3
遷移領域 Fig. 16 (a)は中間の荷重領域で ある Pmax = 1250N で行った試験において,分離した上板 の破面を観察した例である.(a)中の矢印 A で示すように, Fig. 11 (a)と同様に上下板の境界面で開口が認められる が,その開口量は Pmax = 2000N の場合よりも小さいこと がわかる.また,最終的な破壊様相は Pmax = 2000N の場 合と同じであり,き裂が MZ 内を進展する Type A であっ た.しかし,(a) 中の領域 B を拡大した (b) に見られるよ Fig. 12 Optical micrographs showing LS and TS views of interrupted specimens (Pmax=2000N) : (a) LS view, N/Nf= 0.25, (b) LS view, N/Nf= 0.5, (c) TS view, N/Nf= 0.25, (d) TS view, N/Nf= 0.5, (e) Schematic illustration of LS and TS views.
Fig. 13 Magnified views of Fig. 12 : (a) Area “A” in Fig. 12 (c), (b) Area “B” in Fig. 12 (d).
Fig. 14 SEM micrographs of Type B fracture surfaces : (a) Overview of fracture surface (Pmax= 800N, Nf= 2.0 × 106), (b)~(d) Magnified views at points “B”, “C” and “D” in Fig. (a), respectively.
うに,母材板部へ 1mm 程度き裂が進展していた.このよ うな母材板部へのき裂進展は,Pmax = 2000N では観察さ れなかった.すなわち,中間の荷重領域において,Type A から Type B への破壊機構の遷移が生じていることを 示している.
3
・6
疲労破壊機構 以上の結果より,FSSW 継手の疲労破壊機構は次のよ うに考えることができる.すなわち,Fig. 3 中の矢印で 示すような上下板の境界面では接合が十分ではなく,負 荷荷重が比較的大きい場合には,荷重繰返しの比較早い 段階で境界面に沿ってはく離が生じ開口する.また,そ の開口量は荷重レベルに依存する.開口が生じた場合, Fig. 11 (a)中の矢印 C の位置では応力集中が生じ,その 結果 Fig. 12 (c)で示すようなき裂が発生し,MZ 内に進 展して破断に至ると考えられる.また,荷重の低下とと もに Fig. 16 (a)で示すように上下板の境界面に沿った開 口量も減少するため,Fig. 11 (a)と Fig. 16 (a)中の矢印 C の位置では応力集中の状態も異なる.その結果,応力 集中の変化とともにき裂の発生機構が遷移したと考えら れる.さらに,負荷が低い場合には,上下板の境界面に 沿った開口は生じない.その場合,Fig. 14 (a)中の矢印 A 部は,上下板の境界面形状に依存した応力集中部となっ ているため,この部分からき裂が発生して母材板部へき 裂が進展し,有効断面積の減少によって最終的に MZ と SZ の界面で破断に至ると考えられる. 従来の FSW 継手では,接合過程で形成される SZ や TMAZ 内で結晶粒の微細化や析出強化物の再固溶などが 生じ,そのような微視組織の変化が疲労破壊挙動に大き な影響を与えることが報告されている.10)しかし FSSW 継 手では,微視組織よりも上下板の境界面形状など,比較 的巨視的な接合部形状の方が,疲労破壊機構に与える影 響が大きいと考えられる.3
・7
熱処理の影響 Fig. 5 で示したように,T6 材では接合部において結晶 粒が著しく粗大化していた.すなわち,T6 材では as-weld 材に比べて接合部の微視組織が著しく異なっている.さ らに,Fig. 6 で示した熱処理による硬さの変化も,時効 材と T6 材では析出強化物分布等の微視組織が as-weld 材と異なることを示している.しかし,熱処理を行って も上下板の境界面形状,MZ と SZ の境界面形状に変化 はない.Fig. 8 において熱処理を行っても疲労強度には ほとんど差が認められなかったことも,FSSW 継手の疲 労強度に関しては,微視組織よりも比較的巨視的な接合 部の形状が重要であることを示唆している.4
結 言 本研究では,Al-Mg-Si 系合金摩擦攪拌スポット接合 (FSSW) 継手の疲労試験を行い,その疲労挙動について 検討した.得られた主な結論は以下の通りである. (1) 接合部の微視組織は,攪拌部 (SZ) と混合部 (MZ) に大別することができた. (2) FSSW 継手の荷重で表した疲労強度は,RSW 継手 よりも低いが,荷重を接合部面積で正規化すると,FSSW 継手の方が高強度となった. (3) FSSW 継手に対して人工時効,T6 処理を施すと, 微視組織が変化するにもかかわらず疲労強度はほとんど 変化しなかった. (4) FSSW 継手の疲労破壊形態には荷重依存性が認 められた.高荷重域では上下板の境界面で開口し,き裂 が MZ 内へ進展して破壊するのに対し,低荷重域ではき 裂は母材板部へ進展して破壊した. (5) FSSW 継手の疲労破壊機構には,接合部の微視 組織よりも,上下板の境界面形状などの比較的巨視的な 接合部の形状の影響が大きかった. 参 考 文 献1 ) R. S. Mishra and Z. Y. Ma, “Friction stir welding and pro-cessing”, Materials Science and Engineering : R : Reports, Vol.50, pp.1-78 (2005).
2 ) Y. Tozaki, Y. Uematsu and K. Tokaji, “Effect of welding condition on tensile strength of dissimilar friction stir spot welds between different aluminium alloys”, Proceedings of 6thInternational FSW Symposium, CD-ROM, Saint-Sauveur, Canada (2006).
3 ) P.-C. Lin and J. Pan, “Fracture and fatigue mechanism of spot friction welds in lap-shear specimens of aluminium 6111-T4 sheets”, SAE Technical Paper No.2005-01-1247, pp.77-83 (2005).
4 ) K. Okamoto, F. Hunt and S. Hirano, “Development of friction stir welding technique and machine for aluminum sheet metal assembly”, SAE Technical Paper No.2005-01-1254, pp.121-125 (2005).
*植松美彦,戸梶惠郎,村田瞬亮,戸崎康成,栗田達夫*
542
Fig. 15 Optical micrographs showing LS view of interrupted specimen (Pmax= 800N, N/Nf= 0.5).
Fig. 16 SEM micrographs of Type A fracture surfaces : (a) Pmax= 1250N, Nf= 6.0 × 105, (b) Magnified view of area “B” in Fig. (a).
5 ) H. Mizukoshi, K. Nanba and H. Sano, “Fatigue strength of spot welded joints on Al-Mg alloy sheets for auto body”, Journal of Japan Institute of Light Metals, Vol.41, No.10, pp.711-715 (1991).
6 ) Structural Concurrent Technology Committee, “Material hybrid automotive body structure considering global envi-ronment issue (II)”, Journal of Light Metal Welding & Construction, Vol.41, No.8, pp.345-355 (2003).
7 ) W. Cai, P. C. Wang and W. Yang, “Assembly dimensional prediction for self-piercing riveted aluminium panels”, International Journal of Machine Tools & Manufacture, Vol.45, No.6, pp.695-704 (2005).
8 ) J. Varis, “Economics of clinched joint compared to riveted joint and example of applying calculations to volume product”, Journal of Materials Processing Technology, Vol.172, pp.130-138 (2006).
9 ) J.-Q. Su, T. W. Nelson, R. Mishra and M. Mahoney, “Microstructural investigation of friction stir welded 7050-T651 aluminium”, Acta Materialia, Vol.51, pp.713-729 (2003). 10) Y. Uematsu, K. Tokaji, Y. Tozaki and H. Shibata, “Fatigue
behavior of friction stir welded joints of 6061-T6 aluminum alloy”, Journal of the Society of Materials Science, Japan, Vol.55, No.1, pp.49-54 (2006).
11) O. V. Flores, C. Kennedy, L. E. Murr, D. Brown, S. Pappu, B. M. Nowak and J. C. McClure, “Microstructural issues in a friction-stir-welded aluminum alloy”, Scripta Materialia, Vol.38, No.5, pp.703-708 (1998).
12) Y. S. Sato, H. Takauchi, S. H. C. Park and H. Kokawa, “Characteristics of the kissing-bond in friction stir welded Al alloy 1050”, Materials Science and Engineering A, Vol.405, pp.333-338 (2005).