論 文
産業応用工学会論文誌, Vol. 9, No. 1, pp. 14-20 (Mar. 2021)
The Japanese Journal of the Institute of Industrial Applications Engineers
Online edition: ISSN 2187-5146, Print edition: ISSN 2189-373X, DOI: 10.12792/jjiiae.9.1.14
次世代自動車用高精度アルミニウムダイカスト金型の
深穴ドリル加工における熟練技術の定量的評価
鈴木 良祐
a,*鏑木 哲志
b小宅 勝
b新井 宏章
b牧野 好晃
c黒瀬 雅詞
d久米原 宏之
e松原 雅昭
aQuantitative Evaluation of Expert Skills of Deep Hole Processing with Drill for
Manufacturing High Precise Aluminum Alloy Die-casting Die for Alternative Automotive
Ryosuke Suzuki
a, Tetsushi Kaburagi
b, Masaru Oyake
b, Hiroaki Arai
b, Yoshiaki Makino
cMasashi Kurose
d, Hiroyuki Kumehara
e, Masaaki Matsubara
a,
(Received August 14, 2020; revised November 6, 2020; accepted November 27, 2020)
Abstract
The deep hole processing with small diameter is required from manufacturing the dies with high precise for aluminum die-casting for a next-generation automotive. The automatic deep hole processing of small diameter is difficult, caused by difficulty in chip discharge and automatic control of processing conditions according to drill wear state. Currently, the deep hole processing of the die for aluminum die-casing is carrying out by an expert technician manually. When the information obtained by quantifying the expert technician’s skills and techniques for the deep hole processing is characterized and is inputted to an automatic machining system as the processing conditions, the deep hole processing can be performed automatically and effectively. For the purpose of quantifying the above skills and techniques, cutting resistance during deep hole processing by an expert technician is measured, evaluated and characterized based on IoT concept. In this study, in order to characterize the skills and techniques, an intermediate technician and a beginner carry out the same deep hole processing. It was quantitatively clarified that the expert technician carried out the deep hole processing with high processing efficiency. Maximum cutting resistance of the expert technician has excellent potential as the parameter imputed to automatic machining machine for the automation of deep hole processing with small diameter. キーワード:金型,アルミニウム合金ダイカスト,ドリル,深穴加工,IoT
Keywords : die, aluminum alloy die-casting, drill, deep hole processing, IoT
1. はじめに 次世代自動車用アルミダイカスト製品の形状は薄肉複 雑化が進んでいる(1-3)。特に設計どおりの部品性能を実現 するため,アルミダイカスト製品には 機械的性質や寸法 精度等に高い品質が求められている 。 アルミダイカストにおいて薄肉複雑形状製品を高精度 かつ高い生産性で製造するために金型の冷却技術が重要 となる。冷却効率を向上させるため局所的に冷却管を配 置する。Fig. 1 に金型の冷却管の例を示す。アルミダイカ
* Corresponding author. E-mail: [email protected] a 群馬大学
〒376-8515 群馬県桐生市天神町 1-5-1 Gunnma University
1-5-1 Tenjincho, Kiryu, Gunma, Japan 376-8515 b 群馬県立群馬産業技術センター
〒379-2147 群馬県前橋市亀里町 884-1 Gunma Industrial Technology Center
884-1 Kamesato, Maebashi, Gunma, Japan 379-2147
c 有限会社山口精工
〒372-0024 群馬県伊勢崎市下植木町 638-1 Yamaguchiseiko Co., Ltd.
638-1 Shimoueki, Isesaki, Gunma, Japan 372-0024 d 群馬工業高等専門学校
〒371-8530 群馬県前橋市鳥羽町 580 National Institute of Technology, Gunma College 580 Toribamachi, Maebashi, Gunma, Japan 371-8530 e 一般財団法人地域産学官連携ものづくり研究機構
〒373-0057 群馬県太田市本町 29-1 テクノプラザおおた Monodzukuri Research Organization
スト成形は,600℃以上のアルミニウム溶湯を金型内で冷 却し形状付与を行う成形方法である(4)。冷却は金型に冷 却管を設け ,そこに冷却水を流すことで熱交換が行われ る。このときの冷却速度が重要であり ,冷却速度のばら つきが,反り,ひけあるいは巣等の欠陥の要因になると ともに金型寿命を大きく左右する(5)。製品形状が複雑化 することで 冷却管形状も複雑化する。冷却管は小径の深 穴である。金型長寿命化の要求から金型材料には高硬度 高靭性材料が用いられており,金型材料に対して 小径の 深穴加工を行うことは難しい(6)。深穴加工とは,長さと 直径の比が4 倍以上の穴あけ作業と JIS B 0106 に定義さ れている。深穴加工においては,切削屑の排出不良の問 題やドリルの摩耗状況に応じて加工条件を変化させる必 要があるため,一般的な自動加工機械では対応が困難で ある。 近年,加工状態に合わせて工条件を自動で変化させる 機能を有する自動加工機械が開発され実用化されている (7)。しかしながら,導入コストが高い,加工中の加工条件 の変化にともない一定の表面性状が得られないおよび自 動設定される加工条件が適切ではなく 加工能率が低いと いった問題がある。 深穴加工は熟練技能者による手作業により行われる場 合が多いが,手作業に依存する加工方法では加工能率が 悪く生産性 も低い。加えて,製造業の海外シフト,若者 の製造業離れおよび熟練技能者の高齢化により熟練技能 の継承が困難となっている(8)。 日本の製造業においては,加工作業に際して 被削材に 合わせ,工具の角度や力加減を最適に変化させることが 可能な熟練技能者がおり,その技術を自動機械加工に取 り入れることが求められている(9)。 その手法としては,まず,熟練技能者 が暗黙知として 有している 熟練技能を数値データとして取得する。得ら れた数値データを分析して, その技能を自動加工機械に 入力できる形式に 指標化することにより,暗黙知であっ た熟練技能を形式知に変える 。指標化してコンピュータ ー上に保存・蓄積された熟練技能を,必要に応じてコン ピューターから自動加工機械 に呼び出し利用する。これ により,最新自動加工機械の導入をすることなく,作業 者の熟練度によらず,熟練技能を利用して自動加工する ことが可能になり,熟練技能の永続性を図ることができ, 生産性の向上にもつながる。著者らは,この一連のプロ セスを熟練技能のIoT 化と呼称している。 熟練技能者の技能の指標化と自動加工機械への実装は, 機械加工のみではなく,溶接など様々な分野で試みられ ている(10)。このような試みが成功すれば,深穴加工だけ でなく様々な加工を安価に自動化することが可能となる 。 一般的な自動加工機械における加工条件の最適化支援シ ステムは現在も研究がなされている(11)。 一方で,中小企業における自動加工の導入はあまり進 んでいない。中小企業の多く が日々の業務に追われてお り,研究開発を行うために貴重な熟練技能者の作業時間 を削ることが困難 なためである。加えて,熟練技能者が 自分の存在価値を維持するため,熟練技能の IoT 化に協 力的でない場合が多い。熟練技能者の協力が得られたと しても,中小企業にとって熟練技能は特許にも匹敵する ノウハウであり,熟練技能の IoT 化に関して論文などで 公開される例はさらに限定的である 。熟練技能の IoT 化 の有用性を広く知らせることで,日本の中小企業におけ る熟練技能のIoT 化および自動加工の導入が進めば,国 際競争力を高めることができる。 本研究では,熟練技能のIoT 化のモデルケースとして, アルミダイカスト金型製造におけるボトルネックの一つ となっている深穴加工に注目し,深穴加工の熟練技能の IoT 化を試みる。特に,本紙では IoT 化における熟練技 能を指標化するプロセスに焦点を当てて報告する。 具体的には,熟練技能者,中堅技能者および初心者が 深穴加工を行う際の切削抵抗を測定する。自動加工機械 の最適制御やドリル損耗の評価のために,切削動力計や ひずみゲージを用いた切削抵抗やトルクを評価する試み はこれまでにも行われており(12-14),作業者の技能レベル の 比較 のため にも切 削抵 抗の 測定 は用い られて いる(15)。 本研究では,熟練技能者,中堅技能者および初心者 の技 能の違いについて切削抵抗を用いて調べることで,深穴 加工における熟練技能を定量的に評価し,その指標化を 試みる。 2. 実験方法 実験装置の模式図をFig. 2 に示す。被削材として金型 材 と し て 多 用 さ れ て い る SKD61 相 当 品 (100×170×100 mm3)を用意した。切削抵抗測定のために,NC フライス 盤(静岡鐵工所製 ST-NR)のテーブルに 3 成分切削動力計 Kistler 製 9257B を,フライスと動力計の x,y,z 軸方 向が一致するよう装着した(Fig. 2)。Kistler 製の多軸動力 計は小径穴あけ加工におけるドリルの長寿命化に関する 研究において切削抵抗測定に用いられた実績を有してい る(13)。z 軸方向はドリルのスラスト方向であり,x,y 方
Fig. 1. Die for aluminum die-casting for alternative automotive. Some cooling holes are required from the viewpoints of high processing accuracy and high productivity.
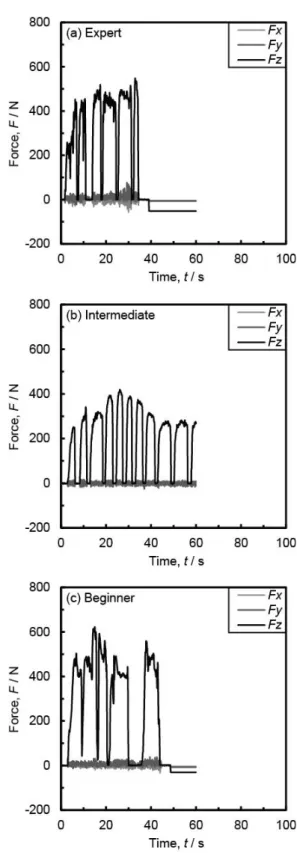
向はそれぞれスラスト方向と垂直な二方向である。3 成 分動力計を用いることで,深穴加工中 にドリルがスラス ト方向と垂直な方向に与える荷重 を計測することができ る。SKD61 相当鋼を,3 成分動力計を介して NC フライ スのテーブルに固定した。加工工具としてドリル径がφ 8 およびφ3 の異なる 2 種類の高速度工具鋼製ドリルを 用いた。 NC フライス盤の機能を用いてドリルを穴あけ位置に 移動した。所定の穴あけ位置において ,マニュアル操作 で深穴加工を行い,穿孔中の切削抵抗を測定した。 φ8 ドリルの回転数を 1500 rpm およびφ3 ドリルの回 転数を750 rpm とした。φ8 ドリルでは深さ 50 mm まで, φ3 ドリルでは 30 mm の深さまで加工した。切削油とし て水溶性切削油を用いた。 熟練技能者の深穴加工の特徴を調べるため,熟練技能 者 A 氏,中堅技能者 B 氏および初心者 C 氏の 3 者の深 穴加工中の切削抵抗を測定した。熟練技能者A 氏は,鉄 鋼系金属加工の経験が5 年以上あり,金型の寸法,形状 および粗さなどの重要箇所を理解し ,金型の機構にも精 通している者である。中堅技能者B 氏は鉄系金属加工の 経験が3 年以上ある者である。初心者 C 氏は熟練技能者 および中堅技能者に該当しない若手技術者である 。 3. 実験結果および考察 熟練技能者 A 氏,中堅技能者 B 氏および初心者 C 氏 すべてが所定の深穴加工を行うことができた 。 φ8 ドリル加工における各作業者の切削抵抗の時間変 化をFig. 3 に示す。ここで,Fzはスラスト方向の切削抵 抗であり,FxおよびFyはスラスト方向と直交する二方向 の切削抵抗である。Fig. 3 からは,スラスト方向と直交す る方向の FxおよびFyには,熟練技能者A 氏,中堅技能 者B 氏および初心者 C 氏の間でほとんど違いが確認でき なかった。 スラスト方向の切削抵抗の時間変化は,熟練技能者 A 氏,中堅技能者B 氏および初心者 C 氏のすべての作業者 に共通して,断続するステップ関数状の波形を示してい る。熟練技能者 A 氏の切削抵抗は,時間増加に伴い 0 s か ら 約 5 s ま で , ピ ー ク 値 が 緩 や か に 上 昇 し , そ の後 500~600 N でほぼ一定となった。中堅技能者 B 氏の切削 抵抗も,熟練技能者A 氏とおおむね同様の傾向がみられ Fig. 2. Measurement system of cutting resistance during
deep hole processing.
Fig. 3. Cutting resistance of (a) expert, (b) intermediate-level technician and (c) beginner on deep hole processing using 8 drill.
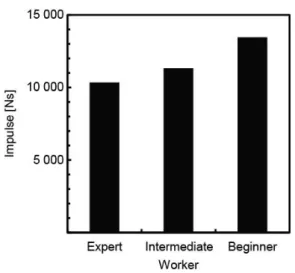
た。しかしながら,中堅技能者B 氏の切削抵抗において は,ピーク値がほぼ一定となるまでに20 s を要した。中 堅技能者B 氏の切削抵抗は一定になってからのピーク値 のばらつきが大きく,1 ステップ当たりの時間が長く, 一定となる切削抵抗のピーク値が約300 N と熟練技能者 A 氏に比べて低かった。熟練技能者 A 氏が約 37 s で作業 を完了しているのに対して,中堅技能者B 氏は作業終了 までに約60 s を要した。初心者の切削抵抗のピーク値は 作業開始直後から高く,ばらつきも大きく,最大値も600 N を超えており,熟練技能者 A 氏と比較して高かった。 初心者C 氏の作業に要した時間も約 43 s と熟練技能者 A 氏と比較して長かった。初心者C 氏の 1 ステップ当たり の時間は中堅技能者B 氏よりもさらに長かった。 φ3 ドリル加工における各作業者の切削抵抗の時間変 化をFig. 4 に示す。φ3 ドリルの切削抵抗はφ8 ドリルと 比べてその値が低く,作業に要する時間も短かった。φ 3 ドリルを用いた各作業者の切削抵抗はφ8 ドリルと同 様の傾向を示した。熟練技能者A 氏のスラスト方向の切 削抵抗のピーク値は150~200 N であった。 Fig. 3 および Fig. 4 のデータを用いてスラスト方向の 切削抵抗を時間積分することにより,深穴加工に要した 力積をFig. 5 および Fig. 6 に示す。力積はドリル加工に おいて被削材へ力を付与したときの仕事とほぼ同義と考 えることができる 。各作業者が深穴加工で除去する被削 材体積は同一なので,力積の値が小さいほど,効率の良 い作業を行っていることになる。φ8 ドリルおよびφ3 ド リルのどちらの加工も,熟練技能者 A 氏の力積が最も小 さい。特に,φ3 ドリルを用いた加工において,熟練技能 者 A 氏は中堅技能者 B 氏と比較しておよそ半分の仕事 となった。中堅技能者B 氏は初心者 C 氏よりも仕事が大 きく効率の悪い加工を行なっていた。中堅技能者B 氏の 切削抵抗が初心者C 氏のそれに比べて小さいことは,中 堅技能者B 氏の深穴加工中の送り速度が初心者 C 氏と比 べて低いことを示している。深穴加工中にドリル折損が 生じると折損刃物を穴から除去する必要があり ,多くの 労力や時間が生じることが知られている 。ドリルの摩耗・ 折損確率が最適送り速度で最も低くなるが ,送り速度は
Fig. 5. Time integration of thrust force during deep hole processing using 8 drill.
Fig. 4. Cutting resistance of (a) expert, (b) intermediate-level technician and (c) beginner on deep hole processing using 3 drill.
速すぎるより遅い方がドリル摩耗・折損 が少ない(13)。ド リル折損を防ぐために,加工能率を犠牲にして慎重に加 工することは現場での慣習となっている(6)。 作業に不慣れな技術者が深穴加工を行うと ,ドリルの 摩耗や折損が生じやすいということは ,深穴加工を行う 多くの技術者が経験している 。ドリルの損耗は加工精度 の低下にもつながる。ドリルが損耗した場合 ,ドリルの 研磨や交換が必要となる。熟練技能者A 氏と比較して中 堅技能者B 氏および初心者 C 氏はドリルの研磨や交換を 行う頻度が多い。熟練技能者A 氏と他の作業者の間のド リルの損耗速度の差異には,次の2 つの主たる要因が考 えられる。 1) 被削材加工に要する仕事量の違いがある。φ8 ドリル およびφ3 ドリルを用いた両方の加工ともに,熟練技能 者 A 氏よりも中堅技能者 B 氏および初心者 C 氏の仕事 が大きかった。作業者による被削材の除去体積に差はな いため,被削材の除去に用いられなかった分の仕事は 熱 や振動に変換される。熱(16)や振動(17)はドリルの損耗に強 く影響する因子であることから,熟練技能者A 氏以外は ドリルの損耗が速く研磨の頻度が高いと考えられる。 2) 被削材への急激かつ過度な荷重負荷がある。これは, 初心者C 氏に多く見られる。本研究においても,初心者 C 氏はφ8 ドリルおよびφ3 ドリルのどちらを用いた加 工においても,熟練技能者A 氏を超える大きな切削抵抗 が急激に発生していた。最適な加工条件を超える切削抵 抗の増大は ,送り速度が速すぎることを示しており,厳 しい摩擦熱にさらされることで,すくい面にくぼみが生 じるクレーター摩耗の原因となる 。瞬間的に過度な荷重 が衝撃的にかかると刃物の先端が欠けるチッピングが生 じる原因になる。 自 動 加 工 装 置 に よ る 深 穴 加 工 に お い て も ド リ ル の 摩 耗・折損は ,ドリル交換に伴う加工機械のアイドルタイ ムの増加やドリル購入費用の増加につながる大きな問題 である。熟練技能者A 氏が体得している高効率な加工を 自動加工条件の具体的なデータとして入力することがで きれば,自動加工機械を用いた深穴加工の生産性を向上 させることが可能と考えられる。本研究において ,熟練 作業者A 氏がステップする閾値はφ8 ドリルで 600 N で あり,φ3 ドリルで 200 N であった。適切なステッピン グはドリルの折損寿命を著しく増加させることが知られ ている(17)。これら閾値を用いて ,熟練技能者A 氏の技能 をデジタル化し,ステッピングに反映させることで,高 効率な加工および工具寿命の増加に資することが可能と 考えられる。 ドリルのスラスト方向と垂直な二方向に生じる切削抵 抗に及ぼす作業熟練度の影響に関して詳細に検討を行う ため,各深穴加工の FyをFxに対して Fig. 7 にプロット する。φ8 ドリルによる深穴加工では,全作業者の Fy-Fx プロットは均一に分布している。作業者熟練度に関わら ず,加工中の荷重はスラスト方向垂直面内で等方的に作 用したと考えられる。スラスト方向垂直面内の切削抵抗 の大きさは,中堅技能者B 氏が最も小さく,熟練技能者 A 氏が最も大きかった。上述の通り,これはドリル折損 を防ぐための現場での慣習によるものと考えられる。 φ 8 ドリルによる深穴加工では,中堅技能者 B 氏と初心者 C 氏の Fy-Fxプロットは x 方向に長軸を持つ楕円形状で あり,熟練技能者 A 氏の Fy-Fxプロットのみが円形状で ある。中堅技術者B 氏と初心者 C 氏のスラスト方向垂直 面内の切削抵抗は異方的であり,穴の真円度の低下や仕 上げ面粗さの増大につながるものと考えられる。小径深 穴加工は比較的高度な技能を必要とするため(6, 15),φ8 ド リルと比較して,φ3 ドリルの結果で顕著な差異が見ら れたものと考えられる。 各作業者が加工した深穴を目視観察および触診すると , 熟練技能者 A 氏→中堅技能者 B 氏→初心者 C 氏の順で 滑らかな加工面が得られ,優れた加工になっていた。仕 上げ面粗さが最小になる最適送り速度が存在し ,送り速 度は低すぎても高すぎても面粗さは大きくなることが知 られている(6)。本研究における中堅技能者 B 氏のように 送り速度が低すぎると,構成刃先が生じやすくなるため , 仕上げ面の粗さが増大する傾向がある。 本研究によって 得られた結果では,中堅技能者B 氏は送り速度が遅すぎ たためおよび,初心者は局所的に送り速度が早すぎたた め,仕上げ面粗さが熟練技能者A 氏と比べて粗くなった と考えられる。 1996 年に 開催され た厚生労 働省の高 度熟練 技能継承 委員会において高度熟練技能者について定義がなされて いる(6)。この定義の一部に,機械が作り出す製品と同等 以上の高精度・高品質の製品を作り出すことができるこ とが挙げられている。本稿では,穴あけ作業者を熟練技 Fig. 6. Time integration of thrust force during deep
能者,中堅技能者および初心者と分類した。しかしなが ら,慣習に合わせて適切に深穴加工が可能な作業者は中 堅技能者ではなく ,熟練技能者と分類すべきかもしれな い。さらに,本研究の熟練技能者A 氏は,最適加工条件 を経験的に理解し ,機械以上の精度および速度の穴あけ を行うことが可能なので,高度熟練技能者と 呼び,技術 レベルを定量的に評価することが可能となる 。本研究の 結果より,最適な加工条件を経験的に体得しており高効 率な加工を実現できる作業者は高度熟練技能者と呼ぶこ とが相応しいと考えられる。本研究の熟練技能者A 氏の 技能は,厚生労働省高度熟練技能継承委員会の定義によ る高度熟練技能に値する技能であり ,IoT 化し機械加工 に取り入れる価値がある。中小企業の国際競争力確保の 観点から,深穴加工のみではなく多くの加工分野に関し て,高度熟練技能者の熟練技能のIoT 化が望まれる。 また,実験方法でも記載した通り, 本研究で作業を行 った熟練技能者,中堅技能者および初心者 は各1 名ずつ である。このため,本研究において指標化された熟練技 能は,作業者固有の癖やコツである可能性がある。深穴 加工の熟練技能者の技能を一般化して抽出するには,さ らに多くの技能者の作業データを蓄積する必要がある。 4. 結言 本研究では,アルミダイカスト金型製造における冷却 管用深穴加工に注目し,深穴加工の熟練技能者の有する 熟練技能を定量的に評価し指標化を試みた。その結果, 次の結言が得られた。 (1) 熟練技能 者 A 氏 と他の作業者の違い は,最大切削抵 抗,切削抵抗の変動,加工時間およびステップ間隔 において顕著である。 (2) 同一の加 工において熟練技能者 A 氏 の仕事量が最 も 低く加工効率が高い。すなわち,仕事量の低い加工 が熟練技能者の行う良い加工と考えられる 。 (3) 熟練技能 者 A 氏 のステップする閾値 はφ8 で 600 N, φ3 で 200 N である。これを閾値とすることで,効率 的な深穴ドリル加工の条件が把握でき ると考えられ る。作業者である熟練技能者 ,中堅技能者および初 心者は各 1 名ずつであるため,この閾値は一般化さ れた熟練技能の指標ではないものの,深穴あけ加工 の自動化への有益な指針が得られたと考えられる。 文 献 (1) 西 直 美 :「 自 動 車 用 ア ル ミ ニ ウ ム 合 金 ダ イ カ ス ト の 現 状 」, ま て り あ ,Vol. 53,No. 12,pp. 583-593, 2014 (2) 西 直 美:「 ア ル ミ ニ ウ ム 合 金 ダ イ カ ス ト 技 術 の 新 展 開 」,鋳 造 工 学 , Vol. 76,No. 4,pp. 266-271,2004 (3) 武 藤 康 政 ,舘 幸 生 ,島 村 祐 太:「 高 強 度 高 靱 性 ダ イ カ ス ト 金 型 用 鋼 QDX-HARMOTEX の開発 」,ま てり あ,Vol. 57,No. 1,pp. 11-13, 2018 (4) 佐 々 木 英 人 :「 金 型(ダイ カスト )」, 鋳造工 学,Vol. 86,No. 4, pp. 311-318,2014 (5) 天 野 憲 広 ,井 澤 龍 介 ,佐 々 木 英 人 ,青 山 俊 三:「 ダ イ カ ス ト 金 型 の 温 度 管 理 」, 鋳 造 工 学 ,Vol. 87,No. 10,pp. 713-719,2015 (6) 寶 山 靖 浩 , 小 川 和 昭 :「 ダ イ カ ス ト 金 型 の 穴 加 工 条 件 の 最 適 化 」, 品 質 工 学 ,Vol. 17, No. 5,pp. 66-73,2009 (7) 能 登 志 憲:「「Machining-Challenges-Simplified」を 追求 した 独⾃開 発 CNC 制御 装置「 Arumatik-Mi」」,機 械技術 ,Vol. 81,No. 1,pp. 22-24,2016 (8) 海 野 邦 昭 :「 熟 練 技 能 者 を 活 用 し た 技 能 継 承 の 支 援 ・ 促 進 」, 精 密 工 学 会 誌 ,Vol. 81, No. 1,pp. 30-33,2015 (9) 福 本 勲 :「 イ ン ダ ス ト リ ア ル IoT の 動 向 と 東 芝 グ ル ー プ の 取 り 組 み 」, 信 頼 性 ,Vol. 40,No. 2,pp. 94-99,2018 (10) 坂 野 泰 隆 ,鴨 和 彦 ,周 田 直 樹 ,中 尾 健 太 ,立 石 浩 毅:「 画 像 処 理 技 術 と 機 械 学 習 技 術 の 活 用 に よ る 熟 練 者 の 技 能 を 実 装 し た 自 動 溶 接 技 術 」, 溶 接 学 会 誌 ,Vol. 88, No. 7,pp. 527-531, 2019 (11) 川 合 忠 雄:「 マ シ ニ ン グ セ ン タ ー の 加 工 条 件 最 適 化 支 援 シ ス テ ム の 開 発 」,2004 年度精 密工 学会春 季 大会学 術講 演会 講演論 文集 ,pp. 497-498,2004 (12) 藤 嶋 誠 ,垣 野 義 昭 ,松 原 厚 ,佐 藤 智 典 ,西 浦 勲:「 知 能 化 工 作 機 械
に よ る ド リ ル 加 工 に 関 す る 研 究(第 1 報)」,精 密工 学会 誌,Vol. 66, No. 11,pp.1792-1796,2000 (13) 山 下 正 英:「 小 径 ド リ ル の 穴 あ け 加 工 に お け る 長 寿 命 条 件 の 検 討 」, 東 京 都 立 産 業 技 術 高 等 専 門 学 校 研 究 紀 要 ,Vol. 11,pp. 28-34,2017 (14) 豊 嶋 敏 雄 :「 ド リ ル 加 工 に お け る 工 具 寿 命 予 知 の 研 究 」, 福 井 大 学 工 学 部 研 究 報 告 ,Vol. 36,No. 2,pp. 243-250,1985 (15) 王 凡 , 加 藤 秀 雄 , 竹 島 浩 毅 :「 小 径 ド リ ル 加 工 作 業 に お け る 熟 練 者 と 未 熟 練 者 の 挙 動 の 差 異 に つ い て 」, 日 本 整 理 人 類 学 会 誌 ,Vol. 7,No. 1,pp. 15-24, 2002 (16) 孫 黎 明 ,能 登 谷 久 公 ,山 田 茂 ,高 野 登 ,大 山 達 雄 ,佃 市 三:「Al-17%Si 合 金T6 材 の穴 あけ 特性に 及ぼ すド リル形 状の 影響」,軽金 属,Vol. 48,No. 5,pp. 222-227,1998 (17) 藤 井 洋 ,丸 井 悦 男 ,江 馬 諭:「 ド リ ル の ふ れ ま わ り 振 動 : 第 1 報, 発 生 機 構 と チ ゼ ル ・ エ ッ ジ の 役 割 」, 日 本 機 械 学 会 論 文 集 C 編 , Vol. 50,No. 453,pp. 898-906,1984 (18) 大 久 保 修 ,青 山 藤 詞 郎 ,稲 崎 一 郎 ,清 水 哲:「 微 小 径 ド リ ル の 折 損 原 因 の 究 明 と 折 損 予 知 に 関 す る 研 究 」,日 本 機 械 学 会 論 文 集 C 編, Vol. 51,No. 471,pp. 2929-2935, 1985 鈴木 良祐 2011 年 3 月首都大学東京大学院システムデザイ ン研究科システムデザイン専攻航空宇宙システム 工学専修博士後期課程修了。同年4 月より,群馬 大学大学院工学研究科助教,2013 年群馬大学大学 院理工学府助教,現在に至る。材料力学に関する研 究に従事。 鏑木 哲志 1999 年 3 月群馬大学工学部部機械システム工学 科卒業。2001 年 4 月群馬県立工業試験所入庁。2003 年4 月群馬県立群馬産業技術センターに組織名変 更。2006 年 4 月群馬県立東毛産業技術センターに 異動。2018 年 3 月群馬大学大学院にて博士(工学) を取得。2020 年 4 月群馬県立群馬産業技術センタ ーに異動,群馬大学大学院李国学府連携講座客員 教授,現在に至る。材料力学および機械計測の研究 に従事。 小宅 勝 1986 年 3 月豊橋技術科学大学大学院エネルギー 工学専攻修了。同年4 月サンデン入社。2002 年 4 月群馬県立工業試験所入庁。2009 年 3 月群馬大学 工学部にて博士(工学)を取得。2020 年群馬県立群 馬産業技術センター所長,現在に至る。変形加工に おける成形精度の最適化に関する研究に従事。 新井 宏章 2015 年 3 月山形大学工学部機械システム工学科 卒業。同年4 月群馬県立群馬産業技術センターに 入庁,現在に至る。非破壊試験と画像処理の研究に 従事。 牧野 好晃 2007 年 3 月日本工業大学 工学部 機械工学科卒 業。2008 年 4 月株式会社キャステック入社,2009 年株式会社キャステック退社。同年4 月山口精工 入社,現在に至る。 黒瀬 雅詞 1995 年 3 月 金沢大学大学院自然科学研究科物 質化学専攻修了。同年4 月金沢大学非常勤講師。 同年9 月 群馬工業高等専門学校助手,同校にて講 師,准教授を経て2012 年 4 月同校教授,現在に至 る。生産工学および加工学に関する研究に従事。 久米原 宏之 1967 年 3 月群馬大学工学部機械工学科卒業。同 年4 月(株)三ツ葉電機製作所(現在(株)ミツバ)入社。 1969 年群馬大学工学部 助手。1984 年 2 月東京工 業大学大学院にて学位(工学博士)を取得。群馬大学 にて助教授を経て,2003 年 5 月群馬大学大学院教 授。精密加工やレーザー加工などのものづくりに 関する研究に従事。同学退職後名誉教授,地域産学 官連携ものづくり研究機構リサーチフェローに就 任,現在に至る。 松原 雅昭 1987 年 2 月東京大学大学院工学系研究科博士課 程 (舶用機械工学専攻)修了。1985 年 4 月(財)電力 中央研究所。1992 年 4 月群馬大学工学部機械シス テム工学科助教授,2004 年 4 月同学教授。2007 年 群馬大学大学院工学研究科教授,2013 年群馬大学 大学院理工学府教授,現在に至る。材料力学,破壊 力学,文化財化学などに関する研究に従事。