社団法人 日本航空宇宙工業会 革新航空機技術開発センター
2007 年 3 月
航空機工業の競争力強化に関する調査研究 成 果 報 告 書
No.1801
ISSN 1880-3660
キャビテーション・ピーニングの機体部材への 適用技術の研究
ま え が き
日本航空宇宙工業会は、平成 18 年度事業の一つとして、日本自転車振興会から補助金の交付 を得て、「航空機工業の競争力強化に関する調査研究」および「環境調和型航空機技術に関する 調査研究」を下表のように実施した。
研究の実施に対し、その実現と推進にご尽力賜った経済産業省ならびに日本自転車振興会の ご関係者に厚くお礼申し上げる。
平成 19 年 3 月
社団法人 日本航空宇宙工業会 革新航空機技術開発センター
平成 18 年度委託研究登録番号(報告書No.)一覧
川崎重工業㈱
富士重工業㈱
石川島播磨重工業㈱
住友精密工業㈱
川崎重工業㈱
富士重工業㈱
三菱重工業㈱
新明和工業㈱
石川島播磨重工業㈱
㈱神戸製鋼所
富士重工業㈱
㈱島津製作所
㈱島津製作所 1
2
3
4
5
6
7
8
9
10
11
12
1801
1802
1803
1804
1805
1806
1807
1808
1809
1810
1811
1812
機体/空力
機体/空力
推 進
機体/空力
機体/空力
機体/空力
機体/空力
機体/空力
推 進
機体/空力
機体/空力
機体/空力
競争力強化
競争力強化
環境調和
環境調和
環境調和
競争力強化
競争力強化
競争力強化
競争力強化
環境調和
環境調和
環境調和
継続
継続
継続
継続
継続
新規
新規
新規
新規
新規
新規
新規
キャビテーション・ピーニングの 機体部材への適用技術の研究
Vectranスティッチ複合材料の研究
Blade Blended Endwallによる タービン性能改善の研究
メタル・マトリックス複合材(MMC)の 脚部品への適用研究
フォームコアサンドイッチパネル き裂(はく離)進展抑制手法の研究
複合材配管の研究
複合材構造の製造技術高度化に 関する研究
固体酸化物形燃料電池を使用した 航空機用発電システムの研究 航空エンジン用T iディスク素材の 品質保証技術向上の研究
先進高効率防除氷システムの研究
脚や機体構造等に用いる高強度鋼の カドミウムめっき代替プロセスの研究
締結部品等公共規格品の 競争力強化
/環境調和 継続 /新規 報告書
No. 分 野 研 究 名 委 託 会 社
No.
キャビテーション・ピーニングの機体部材への 適用技術の研究
調査研究委託会社 川崎重工業 (株)
目 次
第1章 研究の概要・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1 1.1 研究目的・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1 1.2 実施期間等・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1
1.2.1 実施期間:・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1 1.2.2 実施場所:・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1 1.2.3 研究主務者:・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1 1.3 実施内容・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・2
1.3.1 疲労強度向上のための表面改質技術の開発・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・2 1.3.2 低公害塗装剥離技術の開発・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・2 1.3.3 関連技術の調査・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・2 1.4 成果概要・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・3
1.4.1 疲労強度向上のための表面改質技術の開発・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・3 1.4.2 低公害塗装剥離技術の開発・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・5 1.5 所見・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・9
1.5.1 疲労強度向上のための表面改質技術の開発・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・9 1.5.2 低公害塗装剥離技術の開発・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・9
第2章 研究の内容・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・11 2.1 本研究の背景および計画・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・11 2.2 キャビテーション・ピーニングの概要・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・12 2.3 キャビテーション・ピーニングの特徴と他技術との比較・・・・・・・・・・・・・・・・・・・・・・・・・・・・16
2.3.1 疲労強度向上のための表面改質・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・16 2.3.2 塗装剥離・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・17 2.4 研究課題と試験計画・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・19
2.4.1 疲労強度向上のための表面改質技術の開発・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・20 2.4.2 低公害塗装剥離技術としての適用性評価・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・22 2.4.3 本年度の実施内容・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・23
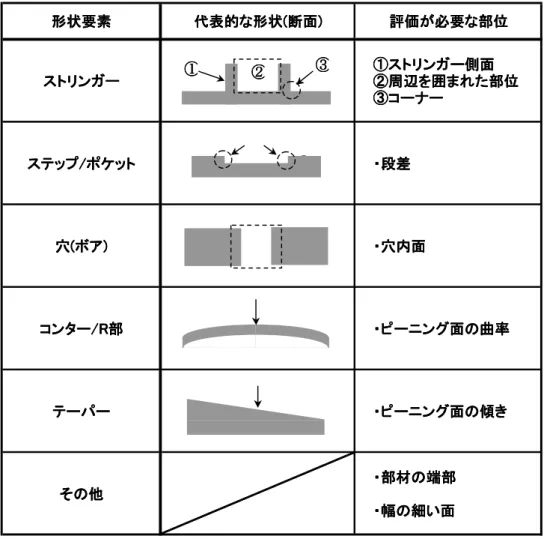
第3章 疲労強度向上のための表面改質技術の開発・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・27 3.1 はじめに・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・27 3.2 形状要素の評価項目および特性評価方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・30
3.2.1 斜投射時の施工性評価の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・30 3.2.2 複雑な形状要素への施工性評価・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・33 3.2.3 形状要素の特性評価方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・35 3.3 キャビテーション・ピーニングを施工した形状要素の特性評価結果・・・・・・・・・・・・・・・・・・44
3.3.1 表面特性・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・44 3.3.2 疲労特性・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・66 3.3.3 実部品模擬供試体へのキャビテーション・ピーニング施工 ・・・・・・・・・・・・・・・・・・・・・・73 3.4 形状要素のキャビテーション・ピーニング施工性のまとめ・・・・・・・・・・・・・・・・・・・・・・・・・・92
第4章 塗装剥離技術としての適用性評価・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・93 4.1 はじめに・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・93 4.2 塗装剥離能力の評価・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・94
4.2.1 評価対象とする形状要素の選定・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・94 4.2.2 評価方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・94 4.2.3 試験結果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・96 4.3 形状要素に対するキャビテーション・ピーニングによる塗装剥離適用性のまとめ・・・・・102
第5章 問題点と今後の課題・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・103 5.1 疲労強度向上のための表面改質技術の開発・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・103 5.1.1 平成 18年度の成果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・103 5.1.2 今後の課題・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・103 5.2 塗装剥離技術としての適用性評価・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・104
5.2.1 平成 18年度の成果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・104 5.2.2 今後の課題・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・105
第6章 関連事項調査・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・107 6.1 関連特許・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・107 6.2 関連技術調査・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・108
第1章 研究の概要
1.1 研究目的
キャビテーション・ピーニングは、液体(水)内部に発生させた気泡(キャビテーション)を利 用するピーニング法で、施工面の肌荒れが小さく高品質であり、また、水だけを使うため廃棄物の 発生が少なく環境適合性が高いという特徴をもつ。本研究ではその特徴を生かし、以下を目標とす る研究を行なう。
(1) 疲労強度向上のための表面改質技術の開発
アルミニウム合金を対象として、従来のショット・ピーニングより部材の肌荒れが良好で、
長寿命化を可能とする高品質な表面改質技術を開発する。
(2) 低公害塗装剥離技術の評価
アルミニウム合金上の塗装を対象に、溶剤(化学物質)を用いる場合と較べ、低公害で高品 質な表面が得られる低公害塗装剥離技術への適用性を評価する。
1.2 実施期間等
1.2.1 実施期間:
平成18年7月~平成19年3月
1.2.2 実施場所:
事業所:川崎重工業株式会社 航空宇宙カンパニー 住 所:〒504-8710 岐阜県各務原市川崎町1番地 電話番号:058-382-0244,FAX 番号:058-382-6419
1.2.3 研究主務者:
航空宇宙カンパニー 技術本部 研究部
森田 直弘 研究部 部 長 小粥 晃司 同 部 材料技術課 課 長 二宮 崇 同 部 材料技術課 上級専門職 阿部 渉 同 部 材料技術課 係 員 技術研究所 材料研究部
井頭 賢一郎 材料研究部 研究2課 主 事
1.3 実施内容
1.3.1 疲労強度向上のための表面改質技術の開発
研究初年度であった平成17年度には、基礎試験としてキャビテーション・ピーニングにより表 面処理されたアルミニウム合金供試体の材料表面状態の評価(残留応力、表面粗度、表面硬さ等)
および疲労特性評価を系統的に行い、その結果からより高い疲労特性が得られる最適なキャビテ ーション・ピーニング施工後の表面状態の指針を得るとともに、生産性向上の可能性を検討する ための評価を行なった。また、実機適用に際して必要となる処理条件の変動許容性評価の対象と なる形状要素を、本技術の適用候補であるショット・ピーニング施工部材から抽出した。
平成18年度の研究では、平成17年度に実施した材料基礎評価および適用候補部材調査の結果 を反映し、各種形状要素に対するキャビテーション・ピーニングの最適施工条件の設定および処 理条件の変動許容性の評価を行うことを目的に、材料表面と水流とがなす角度(投射角度)およ び材料表面と水流噴出口との距離(スタンドオフ距離)に対する、処理後材料の表面状態の系統 的評価および疲労特性評価を行った。また、角部、段差部、端部を模擬した供試体に対するキャ ビテーション・ピーニング効果を評価し、同法の実機適用性の評価を行った。
1.3.2 低公害塗装剥離技術の開発
研究初年度であった平成17年度には、基礎試験として、アルミニウム合金のクーポン供試体を 用いてピーニング条件と塗装剥離能力、表面粗さの系統的な評価を実施した。供試体の基材とし て、表層に柔らかい純アルミニウム層を持つクラッド材と、クラッド層を持たないベア材につい て評価し、いずれもキャビテーション・ピーニングにより塗装剥離が可能であることが判明した が、クラッド材については、塗装剥離後の基材表面粗さが大きく、現行の航空機部材の塗装剥離 に対する要求を満足できないことが判明した。
平成18年度の研究は、平成17年度の研究結果を反映し、アルミニウム合金ベア材上の塗装を 対象に、実機適用に際して必要となる最適施工条件の設定および処理条件の変動許容性の評価を 行うことを目的に、投射角度およびスタンドオフ距離に対する剥離速度および剥離後表面粗さの 系統的評価を行った。
1.3.3 関連技術の調査
関連文献/特許を調査し、現状および将来の技術動向を把握した。
1.4 成果概要
1.4.1 疲労強度向上のための表面改質技術の開発
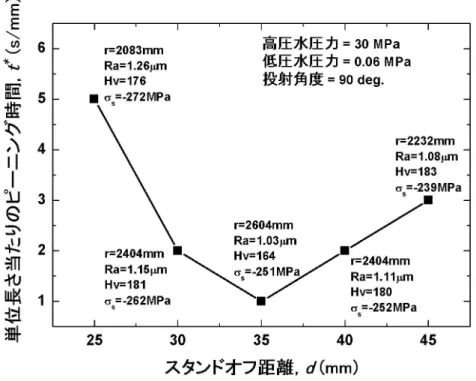
傾斜面や曲面に対してキャビテーション・ピーニング処理を行う場合を想定し、ノズル-被処 理物間距離(以後、スタンドオフ距離)、ノズル軸方向と被処理物表面の成す角度(以後、投射角 度)毎のピーニング効果を系統的に評価し、以下の結果を得た。
・スタンドオフ距離、投射角度に応じた適切な単位長さ当たりのピーニング時間を選定するこ とにより、疲労特性の向上が見込まれる表面状態(平成17年度の研究成果を反映した値)を 実現することが可能である。
・本研究で使用したノズルの場合、高圧水圧力が30 MPa、低圧水圧力が0.06 MPaの場合には、
35±5 mm程度であった(図1.4-1)。また、投射角度については60°以上、可能であれば75°
以上が望ましい(図1.4-2)。
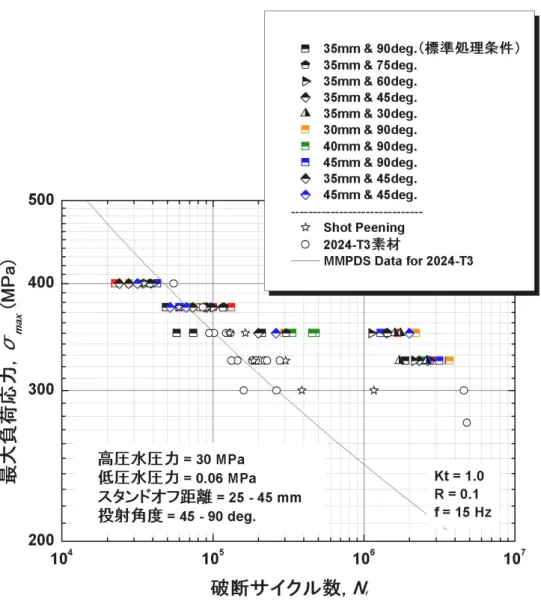
・スタンドオフ距離、投射角度毎に最適化された単位長さ当たりのピーニング時間で処理した 供試体を用いて疲労試験を実施し、いずれの供試体も、ショット・ピーニングと較べて 100 万回を超える高サイクルで約20%の疲労強度向上を実現した(図1.4-3)。
また、代表的な形状要素であるコーナー部、段差部、端部に対する処理条件の最適化を行い、
以下の結果を得た。
・2面からなるコーナのルート部、段差のルート部および端部については、ピーニング時間を 単純平板への最適ピーニング時間の2倍から3倍に設定することにより、疲労特性の向上が 見込まれる表面状態を実現することが可能と判断した。
・3面よりなるコーナの3面交点部近傍についても、ピーニングが可能であることを確認した。
しかし、本研究で実施した最大20秒間のピーニングでは、表面硬さや表面粗さの変化量が小 さく、ピーニング効果が充分であるとは言えず、さらに長時間のピーニングが必要であった。
図1.4-1 疲労特性の向上に必要な単位長さ当たりのピーニング時間の スタンドオフ距離依存性(投射角度が90 ° の場合)
図1.4-2 疲労特性の向上に必要な単位長さ当たりのピーニング時間の
投射角度依存性(スタンドオフ距離が35 mmの場合)
図1.4-3 各種投射条件により施工したキャビテーション・ピーニング処理材の疲労特性
1.4.2 低公害塗装剥離技術の開発
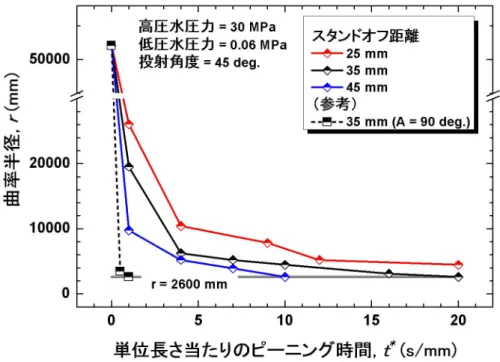
傾斜面や曲面を対象に、キャビテーション・ピーニングによる塗装剥離を行う場合を想定し、
スタンドオフ距離、投射角度毎の剥離速度および剥離後基材の表面粗さについて系統的に評価し、
以下の結果を得た。
・スタンドオフ距離および投射角度に応じた適正な単位長さ当たりのピーニング時間を選定 することにより、塗装剥離が可能であることが判明した(表1.4-1)。
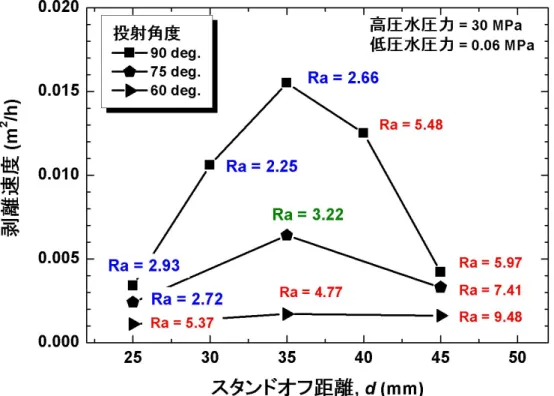
・高圧水圧力が30 MPa、低圧水圧力が0.06 MPaの場合には、適切なピーニング条件範囲は、
スタンドオフ距離30~35 mm(図1.4-4)、投射角度90°(図1.4-5)である。ただし、投射角 度が90° を維持できない場合については、効率は低下するが、スタンドオフ距離は30~35 mm
(図1.4-4)、投射角度は90° ± 15°(図1.4-5)の範囲で処理することにより、塗装剥離効果
とその後の基材の粗さ要求を満足できる。
・高圧水圧力が30 MPa、低圧水圧力が0.06 MPaの場合には、単位長さ当たりのピーニング時
間が3.5 s/mm以上で剥離が生じることがわかった。ただし、単位長さ当たりのピーニング時
間が同じ場合、繰り返し処理数が小さいほど、剥離後の基材表面粗さは低い値を示し、良好 な仕上がりが得られることが判明した(表1.4-4)。
表1.4-3 各種スタンドオフ距離(d )および投射角度(A )による塗装剥離処理後の状態
9090
9090゚゚゚゚ 7575゚゚゚゚7575 60606060゚゚゚゚ 45454545゚゚゚゚
PA-11 PA-11 PA-11
PA-11 PA-14PA-14PA-14PA-14 PA-17PA-17PA-17PA-17
tttt* * * * = 10= 10= 10= 10 tttt* * * * = 10= 10= 10= 10 tttt* * * * = 13= 13= 13= 13
PA-22 PA-22 PA-22 PA-22
tttt* * * * = 5= 5= 5= 5
PA-2PA-2
PA-2PA-2 PA-15PA-15PA-15PA-15 PA-18PA-18PA-18PA-18 剥離剥離剥離剥離せずせずせずせず
tttt* * * * = 3= 3= 3= 3 tttt* * * * = 5= 5= 5= 5 tttt* * * * = 9= 9= 9= 9 tttt* * * * = 20= 20= 20= 20
PA-20 PA-20 PA-20 PA-20
tttt* * * * = 4= 4= 4= 4
PA-13 PA-13 PA-13
PA-13 PA-16PA-16PA-16PA-16 PA-19PA-19PA-19PA-19
tttt* * * * = 6= 6= 6= 6 tttt* * * * = 5= 5= 5= 5 tttt* * * * = 16= 16= 16= 16 25 mm
25 mm 25 mm 25 mm
固定条件 固定条件固定条件
固定条件 高圧水圧力高圧水圧力高圧水圧力高圧水圧力((((PPPPHHHH) = 30 MPa) = 30 MPa) = 30 MPa) = 30 MPa 低圧水圧力
低圧水圧力 低圧水圧力
低圧水圧力((((PPPPLLLL) = 0.06 MPa) = 0.06 MPa) = 0.06 MPa) = 0.06 MPa
投射角度 投射角度 投射角度 投射角度
ス ス ス ス タ タ タ タ ンン ンン ド ド ド ド オオオ オ フ フフ フ 距距 距距 離 離 離 離
35 mm 35 mm 35 mm 35 mm
--- - 30 mm
30 mm 30 mm 30 mm
- -- -
- -- -
45 mm 45 mm 45 mm 45 mm 40 mm 40 mm 40 mm
40 mm ---- ----
- -- - -
--
- ----
図1.4-4 塗装剥離速度に対する各種投射角度(A )におけるスタンドオフ距離(d )の依存性
(図中、青字は粗さ要求範囲内、赤字は範囲外を示す。)
図1.4-5 塗装剥離速度に対する各種スタンドオフ距離(d )における投射角(A )度依存性
における投射角度(A )の依存性
1.5 所見
1.5.1 疲労強度向上のための表面改質技術の開発
平成17年度の研究では、アルミニウム合金 2024-T3 材を対象として、疲労特性の向上を実現 する最適なキャビテーション・ピーニング処理条件の設定を行った。
平成18年度の研究では、平成17年度の研究成果を反映しつつ、単純平面ではない実部品への 施工を想定した傾斜面や凹凸などを模擬した供試体を対象とした評価を行った。その結果、3面 からなるコーナー部への施工条件については、課題は残るものの、他の代表的な形状要素につい ては、ピーニング速度の調整で充分に対応可能であることがわかった。さらに処理効率を極度に 落とさない投射条件の範囲、すなわち変動許容量を設定することができた。これにより本技術の 実機適用性の高さが示されたものと判断する。
1.5.2 低公害塗装剥離技術の開発
平成17年度の研究では、アルミニウム合金上の塗装を対象として、塗装剥離効率の高いキャビ テーション・ピーニング処理条件の設定を行った。
平成18年度の研究では、平成17年度の研究成果を反映しつつ、機体外板への施工を想定し、
傾斜面を模擬した供試体による評価を行った。その結果、ピーニング効果が低下する傾斜面に対 してピーニング速度を調整することで充分に対応可能であることが示された。また、剥離後の基 材表面粗さ要求を満足する投射条件の変動許容性、これに加え処理効率を要求する場合の投射条 件の変動許容量について設定することができた。これにより本技術の実機適用性の高さが示され たものと判断する。
第2章 研究の内容
2.1 本研究の背景および計画
キャビテーションは、液体の流れの中で特に高速となる箇所において気泡が発生する現象である。
発生した気泡はその崩壊時に局所的な高衝撃力を生じさせ、図2.1-11)に示すように部材を壊食(エ ロージョン)させる。それゆえ、船舶のスクリュー、ポンプ、バルブ等の流体機器では、大きな損 傷を与えるものとして、かなり以前から問題視されてきた。キャビテーションに関する研究開発は、
従来はこれらの損傷を解析し、抑制する目的で行われることが多かった。最近では、キャビテーシ ョンでの微小気泡崩壊時の衝撃力を積極的に利用し、超音波洗浄として活用したり、バリ取り、消 毒、破砕、加工等への利用が行われるようになっている 1)。祖山らは、キャビテーション気泡崩壊 時に生じる衝撃力を疲労強度向上のための表面改質などに積極的に利用するキャビテーション・ピ ーニングの基礎的な研究を行っている 2)~8)。なお、このような技術として、金属やガラスやプラス チックの球(ショット)を部材表面にぶつけた際に生じる衝撃力を利用するショット・ピーニング が広く知られているが、キャビテーション・ピーニングではショットを用いず水中気泡崩壊時の衝 撃を用いることから、キャビテーション・ショットレス・ピーニングとも呼ばれる。
キャビテーション・ピーニングの曲面成形技術への適合性評価に関する研究(社団法人 日本航空 宇宙工業会委託研究「新ピーニング法の航空機部材への適用技術の研究」9) 10) において、疲労強度 向上や塗装剥離にも応用できる可能性があることを確認した。その結果を踏まえ、本研究では、① 疲労強度向上のための表面改質技術の開発および②低公害塗装剥離技術としての適用性評価の2つ を目的とした研究を行なう。
図2.1-1 船舶のスクリューにおけるキャビテーション・エロージョンの例1)
2.2 キャビテーション・ピーニングの概要
流体の持つエネルギーは、式(1)のベルヌーイの式で表されるように、速度 V のエネルギー、圧 カP のエネルギー、位置z(高さ)のエネルギーについて、エネルギーの保存則が成り立つ。
V 2 / 2 + P /ρ + gz = const 式(1)
この式より流体の速度V が上昇すると圧力P が低下することがわかる。
キャビテーションは、速度の増大により、液体の圧力が飽和蒸気圧まで低下した結果、気泡が発 生する現象である。キャビテーション気泡の発生後、流体の速度が低下して圧力が回復すると、キ ャビテーション気泡は崩壊(収縮)する。気泡の崩壊が材料表面近傍で起こる場合には、気泡の一部
(材料表面の反対側)が変形しやすいため、気泡は凹んでドーナツ状になりながら材料表面に向か って液体ジェット、即ちマイクロジェットを形成する。このマイクロジェットは、流速が100 m/sec にも達するので、材料表面を叩く効果をもつ。また、キャビテーション気泡は、発達して気泡の内 部圧力が低くなると崩壊して収縮するが、縮みすぎて逆に内部圧力が高くなると気泡は再膨張する。
この気泡の崩壊・再膨張はマイクロ秒オーダーの短時問で生じるため、衝撃波が発生する。このよ うにして、キャビテーション気泡の崩壊時には、マイクロジェットと衝撃波が生じるため、材料表 面をミクロン・オーダーで局所的に叩く作用が生じる。その様子を図示したものが図2.2-1である。
この表面を叩く作用により、塗装にキャビテーション・ピーニングを行なえば、メディアブラスト のごとく塗装そのものまたは塗装と基材との界面へダメージを与え、塗装を剥離することができる。
また、図 2.2-2 に示すように金属材料の被加工物にキャビテーション・ピーニングを行い、被加工
物の降伏応力を上回る衝撃力を与えると、表面近傍が塑性変形して伸びようとするが、周囲の未変 形部から伸びを打ち消すような拘束を受ける。この結果、ショット・ピーニングと同様に被加工物 の表面に圧縮の残留応力が生じるので、疲労強度を向上させることができる。
キャビテーションの発生方法と装置は様々なものが提案されているが、代表的なものは図 2.2-3 に示すような水中キャビテーション噴流と気中キャビテーション噴流に区分される。水中キャビテ ーション噴流は、水を満たした水槽中に高速水噴流を噴射させる方法であるが、加工物や洗浄物は 水を満たした水槽内に入れる必要があるので、水槽に入れられない構造物や巨大部品には適用でき ない。一方、気中キャビテーション噴流は、祖山らにより考案された方法であり、低圧水を大気中 に噴射し、その中心部に高圧水を噴射して直接的に大気中にキャビテーション噴流を形成するもの である。キャビテーション噴流では、材料表面で噴流が中心から広がる途中で衝撃が発生するため 壊食パターンはリング状を呈する。
本研究では図 2.2-3(b) に示される気中キャビテーション噴流を用いたが、この場合キャビテーシ ョンの発生状況を左右する主要な施工パラメータとしては、図2.2-4に示される高圧水圧力(PH )、 低圧水圧力(PL )、ノズル先端から被処理物表面までの距離であるスタンドオフ距離(d )が挙げられる。
一方、キャビテーションの受け手である材料側に目を向けた場合には、キャビテーションによる
衝撃を受ける時間も重要な施工パラメータである。実施工においては、ノズルもしくは部品を適切 な速度で動かしながらピーニングを行うことが想定されることから、時間に関するパラメータとし て、単位長さあたりのキャビテーション・ピーニング時間(t*)が重要となる。さらに複雑形状を有 する実部品への施工を考えた場合には、投射角度を 90° に設定できないことがあり得るため、この 投射角度(A )も重要な施工パラメータとなる。
本研究で使用したキャビテーション・ピーニング装置の構成を図 2.2-5 に示す。水を噴射するノ ズルは、噴出口が垂直下方向に向けられ固定されており、供試体を取り付けた可動ステージを動か すことにより任意の位置、任意の速度でピーニングすることが可能である。投射角度については、
図 2.2-6 に示す角度調整機構を有する治具を可動ステージ上に配置し、供試体をこの傾斜治具に固
定することで調整を行った。
図2.2-1 キャビテーション・ピーニングの原理
図2.2-2 キャビテーション・ピーニングによる残留圧縮応力導入の原理
マイクロジェット 衝撃波 キャビテーション気泡
再膨張
材料表面
キャビテーション核
マイクロジェット 衝撃波 キャビテーション気泡
再膨張
材料表面
キャビテーション核
被加工物
ピーニングの衝撃が作用し た 表 層に 矢 印の 方 向への 塑性伸びが生じる。
表面層の変形を 打ち消す力
(a)ピーニング前
被加工物
(b)ピーニング実施
被加工物 (c)ピーニング後
表層以外の場所からの拘束 を受け、伸びを打ち消す方向 へ圧縮応力が生じる。
(a) 水中キャビテーション噴流 (b) 気中キャビテーション噴流
図2.2-3 代表的なキャビテーション発生方法
図2.2-4 キャビテーション・ピーニングの主要パラメータ
被加工材 被加工材 被加工材 被加工材
水 水 水 キャヒ 水
キャヒ キャヒ
キャビ゙゙゙テーション テーション テーション テーション 高圧水 高圧水 高圧水 高圧水
被加工材 被加工材 被加工材 被加工材 キャヒ
キャヒ キャヒ
キャビ゙゙゙テーション テーション テーション テーション
高圧水 高圧水 高圧水 高圧水 低圧水 低圧水
低圧水 低圧水
ピーニング ピーニング ピーニング ピーニング方向方向方向方向
被加工材 被加工材 被加工材 被加工材
キャビテーション キャビテーションキャビテーション キャビテーション
単位長 単位長単位長
単位長さあたりのさあたりのさあたりのさあたりのキャビテーシキャビテーシキャビテーシキャビテーシ ョン
ョンョン
ョン・・・・ピーニングピーニングピーニングピーニング時間時間時間時間tttt*
スタンドオフ スタンドオフ スタンドオフ
スタンドオフ距離距離距離距離 dddd ((((被加工材被加工材被加工材までの被加工材までのまでのまでの距離距離距離距離)))) 低圧水圧力
低圧水圧力低圧水圧力
低圧水圧力 PPPPLLLL 高圧水圧力高圧水圧力高圧水圧力高圧水圧力 PPPPHH HH
投射角度 投射角度 投射角度 投射角度 AAAA
Z方向
可動ステージ
水槽
低圧水用 ポンプ ノズル(固定)
高圧水用 ポンプ 低圧水
高圧水
排水 供試体
水 X方向
Y方向
配管
P
P
図2.2-5 キャビテーション・ピーニング装置の構成
図2.2-6 キャビテーション・ピーニング用傾斜治具
2.3 キャビテーション・ピーニングの特徴と他技術との比較
キャビテーション・ピーニングを疲労強度向上のための表面改質と塗装剥離に用いた場合の特徴 について、他技術との比較と合わせて示す。
2.3.1 疲労強度向上のための表面改質
疲労強度向上を目的としたキャビテーション・ピーニング処理の特徴について、ショット・ピ ーニングとレーザ・ピーニングと比較した結果を表2.3-1に示す。キャビテーション・ピーニング は施工後の部材表面が非常に平滑であり、高品質であるという特徴を有する。また、ピーニング に必要な媒体は水のみであり、特別な消耗品を必要としないためランニングコストも低いと考え られる。
一方、現行技術のショット・ピーニングは、部品に鋼球(ショット)を投射する方法であり、
被加工材の材質に関係なく効率的に加工できるため広範に用いられるが、以下の課題がある。
① ピーニング後に部品表面に残留したショットの残さを除去するため、クリーニング工程が 必要である。
② ピーニングに用いるショットは、一部が破損するため消耗品として補充することが必要で ある。
③ 表面にショット痕による荒れが発生し、場合によっては表面粗さの改善のための仕上げ工 程が必要になる。
キャビテーション・ピーニングの場合は、ピーニング後の部品表面は清浄かつ滑らかであるた め、上記の課題はない。また、薬品、ショット等の廃棄物を削減することができるため、対環境 面においても望ましい技術であるということができる。
また、航空機部材に対して実用化研究段階のレーザ・ピーニングでは高価なレーザ発振機が必 要であるのに対し、キャビテーション・ピーニングは汎用品のポンプで十分であり、研究装置レ ベルの費用を比較した場合においてもメリットがある。
表2.3-1 キャビテーション・ピーニングの特徴と他技術との比較 (表面改質)
2.3.2 塗装剥離
塗装剥離を目的としたキャビテーション・ピーニング処理の特徴について、レーザ・ピーニン グと溶剤による剥離方法と比較した結果を表 2.3-2 に示す。キャビテーション・ピーニングは水 だけを使う技術で剥離した塗装の回収も比較的容易なであり、溶剤(リムーバ)を用いる現行法と 比較して化学物質の削減により環境負荷が低減されるため、環境適合性が高いという特徴を持つ。
ただし、機体胴体外板には耐食性向上のため表層に純アルミ層を持つクラッド材を多く用いてい るが、非常に柔らかいため、ピーニング後の表面粗さが許容粗度内となる条件で塗装を剥離でき るかが開発課題であると考える。
また、航空機部材に対して実証段階にあるレーザによる塗装剥離には、高価なレーザ発振機が 必要であるのに対し、キャビテーション・ピーニングは汎用品のポンプで十分であり、研究装置 レベルの費用を比較した場合においてもメリットがある。加えてレーザ・ピーニングでは剥離時 に発生したガスを回収する必要があるが、剥離後の塗装片の回収が容易なキャビテーション・ピ ーニングはその点でもメリットがある。
・騒音が大きい
・処理後のクリーニング が必要
ショットの管理が必要 なため、やや高コスト 大型の装置で高価 非常に広い
表面にショット 痕によ る荒れ
ショット・ピーニング (現行法)
騒音が少ない 処理後のクリーニ ングが不要 低コスト 非常に高価 比較的狭い 表面が滑らか
騒音がやや大きい 処理後のクリーニ ングが不要 低コスト 高価 比較的狭い 表面が滑らか
(ベア材が対象)
レーザ・ピーニング キャビテーション・
ピーニング 方法
概略図
△
△ 加工領域
◎
◎ 品 質
◎
◎
○ 環 境 ◎
(作業性)
○
○ ランニングコスト
×
- 設 備
・騒音が大きい
・処理後のクリーニング が必要
ショットの管理が必要 なため、やや高コスト 大型の装置で高価 非常に広い
表面にショット 痕によ る荒れ
ショット・ピーニング (現行法)
騒音が少ない 処理後のクリーニ ングが不要 低コスト 非常に高価 比較的狭い 表面が滑らか
騒音がやや大きい 処理後のクリーニ ングが不要 低コスト 高価 比較的狭い 表面が滑らか
(ベア材が対象)
レーザ・ピーニング キャビテーション・
ピーニング 方法
概略図
△
△ 加工領域
◎
◎ 品 質
◎
◎
○ 環 境 ◎
(作業性)
○
○ ランニングコスト
×
- 設 備
ショット 翼車
ショット 翼車
被加工材 被加工材 被加工材 被加工材 高圧水 高圧水 高圧水 高圧水
低圧水 低圧水 低圧水 低圧水
被加工材 被加工材 被加工材 被加工材 高圧水 高圧水 高圧水 高圧水
低圧水 低圧水 低圧水 低圧水
注: ◎優れる、○やや優れる、-同等、△やや劣る、×劣る
ショット・ピーニングと比較して示す。
表2.3-2 キャビテーション・ピーニングの特徴と他技術との比較 (塗装剥離)
注: ◎優れる、○やや優れる、-同等、△やや劣る、×劣る
溶剤(リムーバー)と比較して示す。
・化学物質削減によ る環境負荷低減が 求められている
・現在は低公害の溶 剤を適用
溶剤を含む廃棄物 の処理費用が必要 薬品のみで安価 非常に広い 表面が滑らか 塗布、一定時間保持 後、モップ等でこそぎ 落し
溶剤(リムーバ) (現行法)
環境適合性が高い 剥離時に発生する ガスへの対応必要 低コスト
非常に高価 比較的狭い 表面が滑らか
環境適合性が高い 剥離した塗装の回 収、処分が容易 低コスト 高価 比較的狭い 開発課題(クラッド材) キャビテーション・ レーザ
ピーニング 方法
概略図
△
△ 加工領域
-
△ 品 質
◎
○
◎ 環 境 ◎
(作業性)
○
○ ランニングコスト
×
△ 設 備
・化学物質削減によ る環境負荷低減が 求められている
・現在は低公害の溶 剤を適用
溶剤を含む廃棄物 の処理費用が必要 薬品のみで安価 非常に広い 表面が滑らか 塗布、一定時間保持 後、モップ等でこそぎ 落し
溶剤(リムーバ) (現行法)
環境適合性が高い 剥離時に発生する ガスへの対応必要 低コスト
非常に高価 比較的狭い 表面が滑らか
環境適合性が高い 剥離した塗装の回 収、処分が容易 低コスト 高価 比較的狭い 開発課題(クラッド材) キャビテーション・ レーザ
ピーニング 方法
概略図
△
△ 加工領域
-
△ 品 質
◎
○
◎ 環 境 ◎
(作業性)
○
○ ランニングコスト
×
△ 設 備
被加工材 被加工材被加工材 被加工材 高圧水高圧水高圧水 高圧水
低圧水低圧水低圧水 低圧水
被加工材 被加工材被加工材 被加工材 レーザーレーザー レーザーレーザー光光光光
熱的熱的熱的 熱的にににに除去除去除去除去 被加工材
被加工材被加工材 被加工材 高圧水高圧水高圧水 高圧水
低圧水低圧水低圧水 低圧水
被加工材 被加工材被加工材 被加工材 高圧水高圧水高圧水 高圧水
低圧水低圧水低圧水 低圧水
被加工材 被加工材被加工材 被加工材 レーザーレーザー レーザーレーザー光光光光
熱的熱的熱的 熱的にににに除去除去除去除去
2.4 研究課題と試験計画
本研究の全体スケジュールを表 2.4-1 に示す。また、次項に本研究の目的である①疲労強度向上 のための表面改質技術の開発および②低公害塗装剥離技術としての適用性評価について研究実施方 針と研究内容を個別に示す。
表2.4-1 研究スケジュール
関連技術 関連技術
関連技術 関連技術の の の の調査 調査 調査 調査 低公害塗装剥離技術 低公害塗装剥離技術 低公害塗装剥離技術 低公害塗装剥離技術と と と と しての
しての しての
しての適用性評価 適用性評価 適用性評価 適用性評価
((((二年度
二年度 二年度 二年度))))
((((初年度初年度 初年度 初年度))))
平成 平成 平成 平成17
171717年年 年 年
適用候補部材 適用候補部材 適用候補部材 適用候補部材の の の の 調査検討 調査検討
調査検討 調査検討 疲労強度向上 疲労強度向上 疲労強度向上
疲労強度向上のための のための のための のための 表面改質技術
表面改質技術 表面改質技術
表面改質技術の の の の開発 開発 開発 開発
平成 平成 平成 平成18
1818年18年 年 年 項目
項目 項目 項目
研 研
研 研 究 究 究 究 開 開 開 開 発 発 発 発 全 全 全 全 体 体 体 体 計 計 計 計 画 画 画 画
関連技術 関連技術
関連技術 関連技術の の の の調査 調査 調査 調査 低公害塗装剥離技術 低公害塗装剥離技術 低公害塗装剥離技術 低公害塗装剥離技術と と と と しての
しての しての
しての適用性評価 適用性評価 適用性評価 適用性評価
((((二年度
二年度 二年度 二年度))))
((((初年度初年度 初年度 初年度))))
平成 平成 平成 平成17
171717年年 年 年
適用候補部材 適用候補部材 適用候補部材 適用候補部材の の の の 調査検討 調査検討
調査検討 調査検討 疲労強度向上 疲労強度向上 疲労強度向上
疲労強度向上のための のための のための のための 表面改質技術
表面改質技術 表面改質技術
表面改質技術の の の の開発 開発 開発 開発
平成 平成 平成 平成18
1818年18年 年 年 項目
項目 項目 項目
研 研
研 研 究 究 究 究 開 開 開 開 発 発 発 発 全 全 全 全 体 体 体 体 計 計 計 計 画 画 画 画
表面状態 表面状態 表面状態 表面状態 残留応力
残留応力 残留応力 残留応力 残留応力 残留応力
残留応力 残留応力 粗度 粗度 粗度 粗度 粗度 粗度 粗度 粗度
材料物性 材料物性 材料物性 材料物性
・・ ・
・表面硬 表面硬 表面硬 表面硬さ さ さ さ , etc.
材料物性 材料物性 材料物性 材料物性
・
・・
・表面硬 表面硬 表面硬さ 表面硬 さ さ さ , etc.
負荷応力 負荷応力 負荷応力 負荷応力 負荷応力 負荷応力 負荷応力 負荷応力
疲労特性 疲労特性 疲労特性 疲労特性
表面状態 表面状態 表面状態 表面状態 残留応力
残留応力 残留応力 残留応力 残留応力 残留応力
残留応力 残留応力 粗度 粗度 粗度 粗度 粗度 粗度 粗度 粗度
材料物性 材料物性 材料物性 材料物性
・・ ・
・表面硬 表面硬 表面硬 表面硬さ さ さ さ , etc.
材料物性 材料物性 材料物性 材料物性
・
・・
・表面硬 表面硬 表面硬さ 表面硬 さ さ さ , etc.
負荷応力 負荷応力 負荷応力 負荷応力 負荷応力 負荷応力 負荷応力 負荷応力
疲労特性 疲労特性 疲労特性 疲労特性
ピーニング条件により変化
2.4.1 疲労強度向上のための表面改質技術の開発
疲労特性(破断までの負荷サイクル)は図 2.4-1 に示すようにピーニングによって与えられた 表面状態(残留応力、表面粗度、表面硬さ等)と負荷応力により決ると考えられることから、基 礎試験として疲労特性と表面状態の相関関係を求め、そこからより高い疲労特性が得られる最適 な表面状態の設定を行なう。例えば、疲労特性はピーニング強さが強くなった場合、残留応力の 観点からは疲労特性の向上が期待できるが、一方で、表面粗度の観点からは低下することが懸念 される(図2.4-2a)。このため、両者のバランスの取れた最適条件を設定できれば疲労特性を最も 大きくできると考えられる。
キャビテーション・ピーニング条件の最適化に関する検討と同時に、実機部品への適用性評価 として、疲労特性に対する施工条件の変動に対する感度の評価および生産性向上に関する検討を 行なう。前者については、実部品の形状は単純でないため、処理条件の変動に対する許容性(変 動許容性:プロセス・アロウアンス)が大きい方が安定した処理を行いやすく、望ましい(図2.4-2b)。
後者については最適な疲労特性の向上が得られる表面状態を実現するより高速な処理条件の検討 を行なう。
最後に、上記の結果を踏まえ、実機適用性の評価として適用候補部材・部位の検討を行い、コ ストメリット、施工可能な形状について検討を行なうとともに、模擬部材のピーニングを行なっ て材料特性評価を実施する。
研究実施方針を図2.4-3に示す。
なお、本研究の2年目である平成18年度は、実部品を想定した代表的な形状要素に対する適切 なキャビテーション・ピーニング処理条件を設定するとともに、処理条件の変動許容性、疲労特 性向上効果の確認を行う。
図2.4-1 疲労特性に影響を及ぼす項目
疲労強度 変動許容性大
変動許容性小 ピーニング条件
(望ましい)
弱 ピーニング条件 強
疲労強度
トータルの疲労強度 最適値
粗度増大による 特性低下
圧縮残留応力増大 による特性向上
疲労強度 変動許容性大
変動許容性小 ピーニング条件
(望ましい)
弱 ピーニング条件 強
疲労強度
トータルの疲労強度 最適値
粗度増大による 特性低下
圧縮残留応力増大 による特性向上
基礎試験 基礎試験 基礎試験 基礎試験
・残留応力、表面粗度、硬さetc.と疲労特性の相関
・変動許容性評価
・局所施工に対する効果確認
実機適用性 実機適用性 実機適用性 実機適用性の の の の 評価
評価 評価
評価 実機適用化 実機適用化 実機適用化 実機適用化
研究 研究 研究
研究の の の範囲 の 範囲 範囲 範囲
・適用候補部材の調査、検討し、それ を対象にしコストメリットを検討
・変動許容性の範囲内で可能な形状
・模擬部材のピーニング、
材料特性評価
基礎試験 基礎試験 基礎試験 基礎試験
・残留応力、表面粗度、硬さetc.と疲労特性の相関
・変動許容性評価
・局所施工に対する効果確認
実機適用性 実機適用性 実機適用性 実機適用性の の の の 評価
評価 評価
評価 実機適用化 実機適用化 実機適用化 実機適用化
研究 研究 研究
研究の の の範囲 の 範囲 範囲 範囲
・適用候補部材の調査、検討し、それ を対象にしコストメリットを検討
・変動許容性の範囲内で可能な形状
・模擬部材のピーニング、
材料特性評価
図2.4-2 ピーニング条件と疲労強度の関係 (概念図を示す)
図2.4-3 研究実施方針:疲労強度向上のための表面改質技術の開発
(a) 表面状態について (b) 施工条件の変動許容性について
注:パワーが高いほど剥離能力が高い 低 剥離能力(パワー) 高
小 処理後基材表面粗度 大
適合範囲
許容粗度
許容速度
2.4.2 低公害塗装剥離技術としての適用性評価
クーポン供試体を用いてピーニング条件と塗装剥離能力、表面粗度、その他材料特性の系統的 な評価を基礎試験として実施する。ピーニングの強度を増すと剥離速度は高くなるが、一方で表 面の粗度も大きくなるので、この系統的な評価の結果をもとに、許容粗度を守りつつ剥離可能な 条件を調査するとともに、その中で施工速度が工業的に許容されるものをピーニング条件として 設定する(図2.4-4)。さらに、塗装剥離能力に対する施工条件の変動許容性評価と環境適合性の 評価を実施する。
その後、実機適用性の評価として、基礎試験の結果をもとに適用候補部材の調査・検討を行い、
コストメリット、施工可能な形状について検討を行なう。さらに模擬部材のピーニングを行い、
塗装剥離能力と材料特性を評価するとともに、低公害性の検討、効果確認を実施する。
研究実施方針を図2.4-5に示す。
なお、本研究の2年目である平成18年度は、実部品を想定した代表的な形状要素に対する適切 なキャビテーション・ピーニング処理条件を設定するとともに、処理条件の変動許容性の確認を 行う。
図2.4-4 塗装剥離能力と処理後の粗度の関係
実機適用化 実機適用化 実機適用化 実機適用化
研究 研究 研究 研究ののの範囲の範囲範囲範囲
・適用部材の選定
・実機部材製作用の 装置および工程検討
・ピーニング施工管理 の検討
基礎試験 基礎試験 基礎試験 基礎試験
・ピーニング条件に対する剥離能力、表面粗度、
その他材料特性の系統的評価
・変動許容性評価
・環境適合性評価
実機適用性 実機適用性 実機適用性 実機適用性の の の の 評価
評価 評価 評価
・適用候補部材の調査、検討し、それを対象に コストメリットを検討
・変動許容性の範囲内で可能な形状
・模擬部材のピーニング、材料特性評価
・低公害性の検討、 効果確認
図2.4-5 研究実施方針:低公害塗装剥離技術としての適用性評価
2.4.3 本年度の実施内容
(1) 疲労寿命向上のための表面改質技術開発の実施
平成 18 年度の研究では、過去の曲面成形技術への適合性評価に関する研究9) 10)および平成17 年度の基礎的評価結果を踏まえ、実部品施工において常に最適値に維持することが困難となる スタンドオフ距離(d )および投射角度(A )を様々に変化させた場合の処理効率の評価を行う。具 体的には、平成17年度の研究において、疲労特性の向上が見られた表面状態(表2.4-2)を得る ために必要な単位長さあたりのピーニング時間(t* )を求めると共に、効率を極度に落とさずに 処理できる投射条件の変動許容性(プロセス・アロウアンス)を設定する。また、これらの条 件で処理した供試体の疲労特性向上効果の確認を行う。
さらに、上記の結果を踏まえ、実部品を想定した代表的な形状要素に対するピーニング条件 の設定を実施しすることで、一段レベルを上げた実機適用性評価を行う。
表面粗 表面粗 表面粗
表面粗ささささ((((RaRaRaRa)))) 1.0 1.0 1.0 1.0 µµµµmmmm前後前後前後前後 表面硬
表面硬 表面硬
表面硬ささささ((((HvHvHvHv)))) 160-180160-180160-180160-180 表層部残留応力
表層部残留応力 表層部残留応力
表層部残留応力((((σσσσssss)))) ---250 -250 250 250 MPaMPaMPa前後MPa前後前後前後 曲率半径曲率半径
曲率半径曲率半径((((rrrr)))) 2600 2600 mm2600 2600 mmmm前後mm前後前後前後
表2.4-2 キャビテーション・ピーニングにより疲労特性の
向上が見られた際の代表的な表面状態
(2) 低公害塗装剥離技術の研究の実施の検討
平成 18 年度の研究では、キャビテーション・ピーニングによる塗装剥離後の表面粗さが、
SAE MA4872に規定される上限値Ra = 3.2 µm以下におさまるアルミベア材上の塗装を対象に、
実部品施工において常に最適値に維持することが困難となるスタンドオフ距離(d )および投射
角度(A )を様々に変化させ、その際の剥離速度を評価し、より早く、かつ剥離後の基材表面粗
さが先の規定を満足する投射条件の範囲(プロセス・アロウアンス)を設定し、これを持って 実機適用性の評価とする。
参考文献
1) 加藤洋治編著、“キャビテーション”、槇書店
2) 祖山均、山内由章、井小萩利明、大場利三郎、佐藤一教、進藤丈典、大島亮一郎、“高 速水中水噴流による顕著なピーニング効果-ステンレス鋼の残留応力改善-”、噴流工 学、13(1) (1996), 25-32.
3) 祖山均、“キャビテーション衝撃力の利用による水噴流の加工能力の増大とその機械 材料のピーニングヘの利用”、噴流工学、16(3) (1999), 22-28.
4) H Soyama, J. D Park and M. Saka, “Use of Cavitating Jetfor Introducing Compressive Residual Stress”, Transactions of the ASME , Journal of Manufacturing Science and Engineering, 122 (2000), 83-89.
5) H. Soyama. H. Kumano, K. Saito and M Saka, “Evaluation of Peening Intensity of Cavitation Shotless Peening by Using Almen Strip”. Proceeding of APCFS & ATEM’01, (2001), 1047-1050.
6) H. Soyama. K. Saito and M. Saka , “Improvement, of Fatigue Strength of Aluminum Alloy by Cavitation Shotless Peening”, Transactions of the ASME. Journal of Engineering Materials and Technology, 1 (2002), 135-139.
7) 祖山均、朴貞道、坂真澄、阿部博之、“キャビテーション噴流によるステンレス鋼の残 留応力改善材料”、47(1998)、 808-812
8) 祖山均、佐々木圭、斎藤建一、坂真澄、“キャビテーション・ショットレス・ピーニン グによる金属材料の疲労強度向上”、自動車技術会論文集、34(2003)、101-106
9) 社団法人 日本航空宇宙工業会 革新航空機技術開発センター:航空機工業の競争力強 化に関する調査研究成果報告書、“新ピーニング法の航空機部材への適用技術の研究”、
2004年3月
10) 社団法人 日本航空宇宙工業会 革新航空機技術開発センター:航空機工業の競争力強 化に関する調査研究成果報告書、“新ピーニング法の航空機部材への適用技術の研究”、
2005年3月