社団法人 日本航空宇宙工業会 革新航空機技術開発センター
2005 年 3 月
環境調和型航空機技術に関する調査研究 成 果 報 告 書
No.1616
ISSN 1345-2045
航空機用大型複合材構造の
成型品質向上に関する研究
この事業は、競輪の補助金を受けて実施したものです。
ま え が き
日本航空宇宙工業会は、平成16年度事業の一つとして、日本自転車振興会から補助金の交付 を得て、「環境調和型航空機技術に関する調査研究」を下表のように実施した。
本書は、そのうち「航空機用大型複合材構造の成型品質向上に関する研究」について東レ㈱・
三菱重工業㈱に委託して行った研究の成果報告書である。
研究の実施に対し、その実現と推進にご尽力賜った経済産業省ならびに日本自転車振興会の ご関係者に厚くお礼申し上げる。
平成17 年 3 月
社団法人 日本航空宇宙工業会 革新航空機技術開発センター
報告書番号
1 6 1 1
1 6 1 2
1 6 1 3
1 6 1 4
1 6 1 5
1 6 1 6 委託会社
研 究 名
高強度・高靱性のステンレス鋼による 先進フラップトラックレールの研究 強旋回流を用いた直噴型低NOx バーナ技術の研究
航空エンジン用CMCの新製造法の 研究
複雑形状の押出可能な高強度合金 2013の一次構造体への適用研究 航空機用大型複合材構造の成型品質 向上に関する研究
航空機用高性能熱交換器研究 区分
完了
同
同
継続
同
同 分野
機体/
空力
機体/
空力 機体/
空力 推進
制御
推進 No.
1
2
3
4
5
6
石川島播磨重工業㈱
住友精密工業㈱
石川島播磨重工業㈱
住友軽金属工業㈱
川崎重工業㈱
東レ㈱
三菱重工業㈱
三菱重工業㈱
日立金属㈱
航空機用大型複合材構造の 成型品質向上に関する研究
調査研究委託会社
東レ(株) ・三菱重工業(株)
目 次
第1章 研究の概要...1
1.1 研究の目的...1
1.2 実施期間等...1
1.3 実施内容...2
1.4 成果概要...3
1.5 所見...5
第2章 研究の内容...7
2.1 緒言...7
2.2 目的...7
2.3 成形時変形メカニズムの把握...10
2.3.1 高温時弾性率・ポアソン比の取得...10
2.3.2 線膨張係数の取得...48
2.3.3 樹脂硬化収縮量の取得...58
2.3.4 非対称積層昇温法...70
2.3.5 成形治具界面の影響...79
2.4 成形時変形予測解析手法の開発...86
2.4.1 解析手法のコンセプト...86
2.4.2 解析コード概要...87
2.4.3 試解析の実施...90
2.5 航空機用複合材構造要素の設計・試作...96
2.5.1 構造要素供試体...96
2.5.2 解析結果との比較・検討...100
第3章 問題点と今後の課題...101
3.1 平成16年度の成果と問題点...101
3.2 実機への適用性検討...102
第4章 関連事項調査...103
4.1 関連特許...103
第1章 研究の概要
1.1 研究目的
大型民間機の主翼や胴体構造といった主要部位を複合材化するとなると、例えば主翼では板
厚が25 mm、面積が 100 m2 を超える部材を一体成形する必要がある。製品の品質に影響を及ぼ
す成形時残留変形は、従来は部品が小型で形状も比較的単純であったこともあり、簡易解析と 工作試験によるトライ&エラーにより最適化していた。しかしながら、大型部材にこうした試 行錯誤的なアプローチを適用することは、積層構成の多様化にも相俟って、限界がある。した がって、予め成形時の残留変形を精度よく推定し成形条件へ反映させる手法の確立が必要とな る。
そこで本研究では、複合材成形時の変形挙動を高精度に予測する技術を開発し、成形治具を 最適化することにより、成形後の寸法精度向上による部材の高品質化を図る。
1.2 実施期間等
(1) 実施期間
平成 16年7月~平成 17年3月
(2) 実施場所
(a) 事業所名:三菱重工業㈱名古屋航空宇宙システム製作所 住 所:名古屋市港区大江町 10番地
電 話:052-611-8012 (b) 事業所名:東レ㈱愛媛工場
住 所:愛媛県伊予郡松前町筒井 1515番地 電 話:089-960-3841
(3) 研究主務者
三菱重工業㈱ 研究部 機体・機器研究課 課長 種子田 裕司 主任チーム統括 長井 謙宏 課員 清水 隆之 三菱重工業㈱ 研究部 化学研究課 課長 神野 昌明 課員 金升 将征 東レ㈱ ACM技術部 部長 山根 祥司 東レ㈱ 複合材料研究所 主任研究員 吉岡 健一 研究員 寺下 武 課員 三原 真由美 東レ㈱ 愛媛工場 品質保証課 部員 中道 勇 課員 岩木 正夫
1.3 実施内容
(1) 成形時変形メカニズムの把握
複合材成形時の硬化収縮量、及び材料物性の温度依存性の計測を行う。また、積層材成 形時の変形データを取得する。
(2) 成形時変形予測解析手法の開発
成形時変形メカニズムを考慮した材料特性モジュールを作成し、既存の非線形FEMツー ルを用いた変形予測解析手法を開発する。
(3) 航空機用複合材構造要素の設計・試作
L型部材等の基本的な構造要素を試作し、開発した解析手法の精度及び成形治具の最適 化に対する検証を行う。
1.4 成果概要
(1) 成形時変形メカニズムの把握
基礎物性取得を目的として、複合材料のヤング率、せん断弾性率、ポアソン比、線膨張 係数等の機械的物性の温度依存データを取得、及び樹脂単体の硬化収縮量の測定を実施し た。成形温度に近い高温領域では、樹脂の弾性率が支配的である90゚層の弾性率は約27%,
及びせん断弾性率は45%と、常温と比べ大幅に低下することが確認できた。逆に90゚層の 線膨張係数は上昇し、特に面外方向の線膨張係数は、常温時に対し2倍以上と大幅に上昇 することがわかった。また、成形における樹脂の収縮量は5~7% であり、昇温速度に依存 することが確認できた。図1.4-1に弾性率―温度線図を示す。また、図1.4-2に線膨張係 数―温度線図を示す。
成形時変形に対する硬化収縮と熱収縮の切り分けを実施するため、非対称積層昇温法を 実施し、硬化収縮量を熱収縮解析で加味する温度に換算すると、約 10℃ であった。
また、成形治具界面の影響を把握するため、成形治具界面の表面状態を変化させた成形 試験を実施し、離型フィルムの有無により成形時の残留変形に差が出ることを確認した。
(2) 成形時変形予測解析手法の開発
汎用非線形構造解析FEMの一つであるMSC MARCのユーザ・サブルーチンとして、温度に 依存して変化するヤング率、せん断剛性、ポアソン比、線膨張係数を入力できる材料モジ ュールを作成し、(1)項にて取得した基礎物性値を成形解析に反映できるようにした。ま た、硬化収縮の影響は、非対称積層昇温法の結果から温度変化に換算することにより、考 慮できるようにした。
(3) 航空機用複合材構造要素の設計・試作
2種類の寸法のL型部材を試作し、開発した解析手法の精度に対する検証を行った。試 験結果と解析結果の比較を表1.4-1に示す。その結果、試験結果は解析結果より2倍程度 大きい結果となった。しかしながら、温度依存物性と硬化収縮温度換算による非線形解析 は、従来の線形解析と比較して精度が向上することが確認できた。今後の解析精度向上の ために、成形治具界面、繊維のうねり等の影響を評価すべきとの問題点の洗い出しができ た。
(a) 0゚単層板圧縮弾性率 (b) 90゚単層板引張弾性率 (c)面内せん断弾性率 図1.4-1 弾性率―温度線図
(a) 繊維方向(0゜方向) (b) 面内直交方向(90°方向) (c)面外方向 図1.4-2 線膨張係数―温度線図
表1.4-1 構造要素試作―解析結果と試験結果との比較
-3.0 -2.0 -1.0 0.0 1.0 2.0 3.0
0 50 100 150 200
温度 [℃]
線膨張係数 [10-6/℃]
0゚-X-1 0゚-X-2
0 10 20 30 40 50 60
0 50 100 150 200
温度 [℃]
線膨張係数 [10-6/℃]
0゚-Y-1 0゚-Y-2
0 20 40 60 80 100 120
0 50 100 150 200
温度 [℃]
線膨張係数 [10-6/℃]
0゚-Z-1 0゚-Z-2
線形解析 常温物性
非線形解析 温度依存材料物性
非線形解析 温度依存材料物性
硬化収縮考慮
0.62 0.78 0.87
-64 % -55 % -50 %
0.62 0.78 0.87
-60 % -50 % -44 %
*:供試体形状が相似のため、解析結果のNo.1とNo.2は同じ結果となる。
解析結果*
上段:スプリング・イン角度 [゜ ] 下段:試験結果との誤差 [%]
1.73
1.55 試験結果 スプリングイン
角度 [゚ ] No. 供試体仕様 [mm]
1
100×100×100 内R:8 8層:[45/0/-45/90]s
2
300×300×300 内R:24 24層:[453/03/-453/903]s
0 30 60 90 120 150
0 50 100 150 200
温度(℃)
弾性率(GPa)
0 1 2 3 4 5 6 7 8 9
0 50 100 150 200
温度(℃)
弾性率(GPa)
0 1 2 3 4 5
0 50 100 150 200
温度(℃)
弾性率(GPa)
1.5 所見
(1) 研究成果に対する評価
複合材を構成する樹脂の高温時の剛性低下、及び線膨張率上昇が、成形時変形に対して 影響を及ぼしていることが、今回取得した物性データに基づく成形解析により確認され、
これら基礎物性データ取得の重要性が認識できた。
L 型部材の試作品との比較により,開発した温度依存物性と硬化収縮温度換算に基づく 非線形解析が、解析精度を向上させることを確認した。しかしながら、更なる精度向上の ため、上記基礎物性を解析に組み込むだけでなく、界面の影響や繊維のうねりも評価する 必要性があると考えられる。
(2) 今後の主要技術課題
本年度研究において、成形時変形の原因となる硬化収縮と熱収縮に対する基礎物性デー タを取得し、それらの温度依存特性を成形時変形解析へ組み込むことにより、解析精度の 向上を確認することができた。しかしながら、解析精度向上以外にも、実機適用へ向けた 主要課題としては以下に示す点があり、今後の検討が必要である。
(a) 複合材部材寸法効果の検討
同じ形状、積層構成、成形プロファイルであっても、部材寸法が異なる場合、残留変 形量が異なる場合がある。これらの原因を把握し、大型構造に対しても、今回開発した 解析手法が適用できるか検討する。
(b) 大型構造成形解析モデルの構築
今回実施した成形解析は、三次元ソリッド要素で解析モデルを作成しており、複合材 の各層毎に要素を分けたモデルとなっている。しかしながら、面積 100 m2 以上の大型 構造に対して、各層毎の要素で作成した三次元モデルを作成することは計算機の能力か らみても現実的ではない。大型構造の成形時変形を解析するための、モデル簡略化へ向 けた検討が必要である。
第2章 研究の内容
2.1 背景
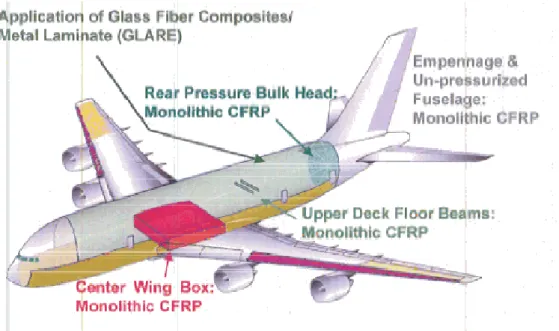
航空機構造に対する複合材料の適用率は、その軽量化要求に伴い年々上昇しており、主翼や 胴体等の一次構造部材にまでその適用部位が拡大している(図2.1-1)。
大型民間機の主翼や胴体構造といった主要部位を複合材化するとなると、例えば主翼では板
厚が25 mm、面積が 100 m2 を超える部材を一体成形する必要がある。
製品の品質に影響を及ぼす成形時残留変形は、従来は部品が小型で形状も比較的単純であっ たこともあり、成形時の残留変形量は部品の寸法公差内に収まっていた。寸法公差内に収まら ない残留変形も、成形時と常温時の温度差に基づく簡易熱解析と工作試験によるトライ&エラ ーにより最適化していた。しかしながら、大型部材にこうした試行錯誤的なアプローチを適用 することは、積層構成の多様化にも相俟って、コスト、開発期間の制約から限界がある。した がって、予め成形時の残留変形を精度よく推定し成形条件へ反映させる手法の確立が必要とな る。
複合材料の成形時残留変形の要因としては、樹脂が硬化する時の硬化収縮、硬化後降温する 時の熱収縮等があり、これらの影響は正確に把握されていないのが現状である。さらに成形治 具との界面で発生するせん断応力や成形治具の変形に対しても、検討する必要がある。
これら成形時の残留変形に関する研究は各国で進められ、例えば米国の Boeing とカナダの
British Columbia大学の共同研究によって、複合材料成形時の残留応力と残留変形を解析する
ツール(COMPRO)が開発されている 1)。このツールは複合材成形時の硬化収縮や熱収縮だけで なく、成形治具との界面の影響を評価することができる。図2.1-2に解析モデルと解析結果の 一例を示す。しかしながら、このツールは二次元断面モデルの解析のみであり、三次元構造を もつ実機への適用には課題がある。現状では、実機の開発に適用できる成形時変形解析ツール は存在していない。
国内外で大型民間機構造の複合材化が進められている中、成形時変形解析手法の確立が求め られている。
2.2 目的
本研究では、複合材成形時の変形挙動を高精度に予測する技術を開発し、成形治具を最適化 することにより、成形後の寸法精度向上による部材の高品質化を図る。
図2.1-1 新型民間機複合材構造適用状況 (b) 7E7
(b) 7E7(b) 7E7
(b) 7E7 CompositeCompositeComposite ApplicationComposite ApplicationApplicationApplication(http://seattlepi.nwsource.com/)
(a) (a)
(a) (a) A380 Composite ApplicationA380 Composite ApplicationA380 Composite ApplicationA380 Composite Application (Courtesy of Airbus)
図2.1-2 COMPRO解析事例1) (a)
(a) (a)
(a) B777 Aft Strut Trailing EdgeB777 Aft Strut Trailing EdgeB777 Aft Strut Trailing EdgeB777 Aft Strut Trailing Edge FairingFairingFairingFairing
(b) COMPRO FEM MODEL (b) COMPRO FEM MODEL (b) COMPRO FEM MODEL
(b) COMPRO FEM MODEL (c) Result of COMPRO ANALYSIS(c) Result of COMPRO ANALYSIS(c) Result of COMPRO ANALYSIS(c) Result of COMPRO ANALYSIS Jig
Composites laminates
Honeycomb core
2.3 成形時変形メカニズムの把握
2.3.1 高温時弾性率・ポアソン比の取得
複合材料の成形時の変形予測法として、常温時の弾性率・ポアソン比、線膨張係数を用い た簡易的な線形の熱変形解析が実施されてきた。しかしながら、複合材料の弾性率、線膨張 係数等の物性値は温度により変化し、このことが簡易解析の誤差要因の一つになっていると 考えられる。
温度依存物性を考慮した解析を実施するため、複合材料の高温時の弾性率、ポアソン比の 計測を実施する。
(1) 成形体の作成
A.使用原材料 TCA社製 T800S/3900-2B
使用繊維T800SC-24K-10E 使用樹脂3900-2B
繊維目付 190 g/m2
繊維重量含有率(ノミナル値)64.5%
ノミナル厚み 7.5 mil(0.1905 mm)
B.供試体
下表の供試体を各3個製作し、試験を実施した。供試体の概要図を図2.3.1-1に示す。
番号 積層構成(16プライ) 寸法 測定法 1 90°
2 (±45°)4s 3’ 擬似等方
[+45゚/0゚/-45゚/90°]2s
230 mm×20 mm 16プライ
(タブ無し)
引張負荷
JIS-K-7073に準じる
±45゜層引張は JIS-K-7079に準じる
3 擬似等方
[+45゚/0゚/-45゚/90°]2s 4 0°
80 mm×20 mm 16プライ
(タブ無し)
圧縮負荷
JIS-K-7076に準じる
C.成形は、オートクレーブ成形で実施した。バギングの詳細を図2.3.1-2に、温度圧力 プロフィルを図2.3.1-3に示す。
図2.3.1-1 供試体概要
(a) 圧縮試験供試体 (b) 引張試験供試体 20
80
20
230
負 荷 方 向 歪 みゲージ (両面に貼付)
横方向歪み ゲージ (両面に貼付)
積層16層
[016],
[45/0/-45/90]2s
積層16層 [9016],[±45]4s [45/0/-45/90]2s
図2.3.1-2 バギング構成
図2.3.1-3 硬化サイクル(物温) 120分
180±5℃
温 度
6.3 Kgf/cm2
真 空 圧 圧 力
除圧60℃以下
760mmHg
昇温率2.0℃/分 降温率2℃/分以下
1.4 Kgf/cm2 到達後Vent
圧力6.3 Kgf/cm2到達後昇温開始
プリプレグ ブリーザークロス
アルミTool(離型処理済み)
バッグフィルム
離型フィルム
ガラスヤーン(脱気回路)
テフロンテープ
離型フィルム
注:300mm角の積層板の場合、ガラスヤーンは、4辺に適用し、ブリーザ-クロスに接していること
バキュームシーラント プレッシャープレート
アルミ(離型処理済み:t=5mm)
(2) 弾性率、ポアソン比測定方法
試験は、90°,±45°,擬似等方板(QI)については引張負荷で、0°,擬似等方板(QI)
については圧縮負荷で測定した。測定温度は、1本の供試体で、常温、70℃,120℃,160℃,
180℃ を測定した。すなわち、1本の供試体を低温から最大3500μまで負荷し、500~2500 μで剛性、ポアソン比を測定したのち、荷重を除き、次の温度に昇温後同様に測定を繰り 返した。
(3) 測定方法
A.測定機:インストロン 55R4206
B.引張試験測定条件
試 料 名:90°層板、±45°層板、擬似等方積層板 試 験 片:230×20×約3 mm
試験項目:引張弾性率、引張ポアソン比(500μ~2500μの値で計算)
試験速度…1 mm/min チャック間長さ…170 mm
試験温度…23℃,70℃,120℃,160℃,180℃
測定数…n=3(原則)
C.圧縮試験測定方法
試 料 名:0°層板、擬似等方積層板 試 験 片:80×20×3 mm
試験項目:圧縮弾性率、圧縮ポアソン比(500μ~2500μの値で計算)
試験条件:JIS K7076 A法の治具に基づき、試験片形状に合わせて作製し使用した 試験速度…1 mm/min
試験温度…23℃,70℃,120℃,160℃,180℃
測定数…n=3(原則)
D.歪みゲージの貼り付け方法
試験片中央部の両面に2枚ずつ単軸ひずみゲージを軸方向及び横方向に貼り測定を 行った。(図2.3.1-1)
硬化条件:23℃,24h以上放置
D.温度調節
データ記録器を使用し、熱電対を予備試験片2枚で挟み温度を測定。
設定温度に達した後、測定を開始した。
データ記録器:NR-1000(㈱キーエンス)
E.データ処理方法
動ひずみ計を使用しひずみの測定を行った。
動ひずみ計:表面…DPM-711B(㈱共和電業)
裏面…PCD-300A(㈱共和電業)
試験実施状況を図2.3.1-4、図2.3.1-5に示す。
(a) 常温時試験状況
(b) 高温時試験状況
図2.3.1-4 試験実施状況(90°単層板引張試験)
(a) 高温時試験全景
(b) 供試体近傍
図2.3.1-5 試験実施状況(0゜単層板圧縮試験)
(4) 測定結果
下記に弾性率とポアソン比の結果を示す。160℃,180℃ については、歪みゲージ接着剤 の限界温度に近 く、測 定経験も少ない ため、 参考データであ る。ま た、図2.3.1-6~図 2.3.1-30に各計測データを示す。
A.90°層板引っ張り試験 引張弾性率
引張弾性率(GPa) No. 厚さ(mm) 幅(mm)
23℃ 70℃ 120℃ 160℃ 180℃
2-表 8.59 8.93 7.23 7.44 6.61
2-裏 2.979 19.958
8.54 9.45 7.03 7.51 6.77 3-表 8.12 7.20 8.48 6.53 6.04 3-裏 3.009 19.961
8.23 7.17 8.28 6.47 6.00
4-表 8.09 7.36 6.70 6.03 6.39
4-裏 3.034 19.971
8.20 7.49 6.90 6.26 (測定不能)
平均値 8.30 7.93 7.43 6.70 6.37
ポアソン比(引張)
ポアソン比(引張)
No. 厚さ(mm) 幅(mm)
23℃ 70℃ 120℃ 160℃ 180℃
2-表 0.026 0.007 0.017 0.008 0.01 2-裏 2.979 19.958
0.05 0.049 0.013 0.028 0.022
3-表 0.025 0.016 0.012 0.011 0.009
3-裏 3.009 19.961
0.035 0.017 0.066 0.009 0.007 4-表 0.017 0.025 0.021 0.009 0.021 4-裏 3.034 19.971
0.017 0.027 0.02 0.026 (測定不能)
平均値 0.028 0.024 0.025 0.015 0.015 No.1は、測定ミスのため、掲載省略。
B.±45°層板引っ張り試験 引張弾性率
引張弾性率(GPa) No. 厚さ(mm) 幅(mm)
23℃ 70℃ 120℃ 160℃ 180℃
1-表 15.03 14.22 12.70 10.49 9.41 1-裏 2.992 19.945
15.89 13.86 12.37 10.22 9.04 2-表 14.94 14.27 12.36 (測定不能)(測定不能)
2-裏 3.056 19.996
14.67 14.03 12.63 (測定不能)(測定不能)
3-表 14.68 14.72 12.35 9.99 8.38 3-裏 3.090 20.011
14.63 13.77 11.95 10.04 8.30 4-表 (測定せず)(測定せず)(測定せず) 9.17 7.92 4-裏 3.110 19.956
(測定せず)(測定せず)(測定せず) 9.31 8.30 平均値 14.97 14.14 12.39 9.87 8.56
ポアソン比(引張)
ポアソン比 No. 厚さ(mm) 幅(mm)
23℃ 70℃ 120℃ 160℃ 180℃
1-表 0.82 0.881 0.891 0.968 0.987 1-裏 2.992 19.945
0.824 0.829 0.861 0.895 0.903
2-表 0.818 0.853 0.835 (測定不能)(測定不能)
2-裏 3.056 19.996
0.85 0.871 0.902 (測定不能)(測定不能)
3-表 0.823 0.939 0.889 0.91 0.962
3-裏 3.09 20.011
0.805 0.841 0.839 0.894 0.949 4-表 (測定せず)(測定せず)(測定せず) 0.927 0.906 4-裏 3.11 19.956
(測定せず)(測定せず)(測定せず) 0.916 0.898 平均値 0.823 0.869 0.870 0.918 0.934 No.2は160℃ 測定以降、測定不能となったため、No.4の測定を160℃から追加した。
C.擬似等方積層板引張試験 引張弾性率
引張弾性率(GPa) No. 厚さ(mm) 幅(mm)
23℃ 70℃ 120℃ 160℃ 180℃
1-表 52.43 57.4 53.84 51.59 50.93 1-裏 2.984 19.999
52.4 57.62 53.92 52.25 51.65 2-表 53.41 59.59 59.61 59.16 58.9 2-裏 3.039 19.993
53.57 60.42 50.49 54.07 53.04 3-表 52.29 54.88 53.25 51.1 49.82 3-裏 3.08 19.976
52.6 55.04 53.08 51.45 50.44 平均値 52.78 57.49 54.03 53.27 52.46
ポアソン比(引張)
ポアソン比(引張)
No. 厚さ(mm) 幅(mm)
23℃ 70℃ 120℃ 160℃ 180℃
1-表 0.314 0.346 0.329 0.399 0.453 1-裏 2.984 19.999
0.345 0.352 0.35 0.433 0.478 2-表 0.347 0.363 0.371 0.481 0.533 2-裏 3.039 19.993
0.339 0.363 0.354 0.419 0.456 3-表 0.354 0.329 0.348 0.411 0.449 3-裏 3.08 19.976
0.321 0.348 0.32 0.379 0.412 平均値 0.337 0.350 0.345 0.420 0.464
D.0°層板圧縮試験 圧縮弾性率
圧縮弾性率(GPa) No. 厚さ(mm) 幅(mm)
23℃ 70℃ 120℃ 160℃ 180℃
1-表 130.84 130.28 126.02 105.77 137.33 1-裏 2.961 20.09
138.55 143.21 142.89 (測定不能) (測定不能)
2-表 135.32 138.06 154.83 135.28 - 2-裏 2.996 20.033
131.58 125.55 129.11 138.27 - 3-表 131.93 127.07 127.33 - - 3-裏 2.994 20.03
142.85 147.01 (測定不能) - - 平均値 135.18 135.20 134.59 136.78 137.33
ポアソン比(圧縮)
ポアソン比(圧縮)
No. 厚さ(mm) 幅(mm)
23℃ 70℃ 120℃ 160℃ 180℃
1-表 0.357 0.377 0.348 0.484 0.69
1-裏 2.961 20.09
0.345 0.319 0.362 (測定不能)(測定不能)
2-表 0.329 0.326 0.481 0.336 -
2-裏 2.996 20.033
0.401 0.375 0.292 0.369 -
3-表 0.374 0.398 0.412 - -
3-裏 2.994 20.03
0.335 0.3 (測定不能) - -
平均値 0.36 0.35 0.38 0.35 0.69
160℃の平均値にNo.1の結果は含めていない。
E.擬似等方積層板圧縮試験 圧縮弾性率
圧縮弾性率(GPa) No. 厚さ(mm) 幅(mm)
23℃ 70℃ 120℃ 160℃ 180℃
1-表 43.42 41.76 41.77 46.41 42.97 1-裏 2.964 20.035
54.82 48.69 53.39 48.05 55.65 2-表 44.35 45.06 45.98 50.61 56.61 2-裏 3.011 20.027
58.05 55.37 53.15 43.95 47.22
3-表 44.02 49.41 48.42 - -
3-裏 3.062 20.045
54.3 48.96 48.44 - - 平均値 49.83 48.21 48.52 47.09 50.61
ポアソン比(圧縮)
ポアソン比 No. 厚さ(mm) 幅(mm)
23℃ 70℃ 120℃ 160℃ 180℃
1-表 0.329 0.244 0.289 0.252 0.313 1-裏 2.964 20.035
0.309 0.372 0.313 0.349 0.401
2-表 0.3 0.321 0.321 0.276 0.356
2-裏 3.011 20.027
0.359 0.309 0.317 0.322 0.369
3-表 0.296 0.319 0.322 - -
3-裏 3.062 20.045
0.362 0.313 0.314 - -
平均値 0.33 0.31 0.31 0.29 0.36
(a) 2本目
(b) 3本目
(c) 4本目
図2.3.1-6 応力-歪み線図(90゜単層板引張 23℃ ) 0
5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 2本目
(b) 3本目
(c) 4本目
図2.3.1-7 応力-歪み線図(90゜単層板引張 70℃ ) 0
5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 2本目
(b) 3本目
(c) 4本目
図2.3.1-8 応力-歪み線図(90゜単層板引張 120℃ ) 0
5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 2本目
(b) 3本目
(c) 4本目
図2.3.1-9 応力-歪み線図(90゜単層板引張 160℃ ) 0
5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 2本目
(b) 3本目
図2.3.1-10 応力-歪み線図(90゜単層板引張 180℃ ) 0
5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み 0
5 10 15 20 25 30
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-11 応力-歪み線図(±45゜積層板引張 23℃ ) 0
10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-12 応力-歪み線図(±45゜積層板引張 70℃ ) 0
10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-13 応力-歪み線図(±45゜積層板引張 120℃ ) 0
10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 3本目
(c) 4本目
図2.3.1-14 応力-歪み線図(±45゜積層板引張 160℃ ) 0
10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 3本目
(c) 4本目
図2.3.1-15 応力-歪み線図(±45゜積層板引張 180℃ ) 0
10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
0 10 20 30 40 50
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-16 応力-歪み線図(擬似等方板引張 23℃ )
0
40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
0 40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
0 40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-17 応力-歪み線図(擬似等方板引張 70℃ )
0
40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
0 40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
0 40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-18 応力-歪み線図(擬似等方板引張 120℃ )
0
40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
0 40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
0 40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-19 応力-歪み線図(擬似等方板引張 160℃ )
0
40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
0
40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
0 40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-20 応力-歪み線図(擬似等方板引張 180℃ )
0
40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
0 40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
0 40 80
120 160200
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4
歪み(%)応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-21 応力-歪み線図(0°層単層板圧縮 23℃ ) -500
-400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-500 -400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-500 -400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-22 応力-歪み線図(0°層単層板圧縮 70℃ ) -500
-400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-500 -400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-500 -400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-23 応力-歪み線図(0°層単層板圧縮 120℃ ) -500
-400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-500 -400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-500 -400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
図2.3.1-24 応力-歪み線図(0°層単層板圧縮 160℃ ) -500
-400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-500 -400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-500 -400 -300 -200 -100 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-26 応力-歪み線図(擬似等方板圧縮 23℃ ) -200
-150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-200 -150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-200 -150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-27 応力-歪み線図(擬似等方板圧縮 70℃ ) -200
-150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-200 -150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-200 -150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
(c) 3本目
図2.3.1-28 応力-歪み線図(擬似等方板圧縮 120℃ ) -200
-150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-200 -150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-200 -150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
図2.3.1-29 応力-歪み線図(擬似等方板圧縮 160℃ ) -200
-150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-200 -150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(a) 1本目
(b) 2本目
図2.3.1-30 応力-歪み線図(擬似等方板圧縮 180℃ ) -200
-150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
-200 -150 -100 -50 0
-0.4 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 歪み(%)
応力(MPa)
縦歪み 横歪み
(5) 弾性率、ポアソン比の温度依存性
各計測項目の平均値を温度で整理したグラフを図2.3.1-31~図2.3.1-35に示す。成形温 度に近い高温領域では樹脂の剛性が支配的である90゚層の弾性率は約27%,及びせん断弾性 率は45%と常温と比べ大幅に低下することが確認できた。また、繊維方向の弾性率はほと んど変化しなかった。また、擬似等方板の試験において、引張弾性率は圧縮弾性率より1 割程度大きい値を示した。これは繊維方向の引張弾性率が圧縮弾性率よりも大きいことに 起因すると考えられる。
図2.3.1-31 試験結果まとめ(90°引張試験)
図2.3.1-32 試験結果まとめ(±45゜引張試験)
0
12 3 4 5 6 7 8 9
0 50
100 150200
温度(℃)
弾性率(GPa)
0.00 0.02 0.04 0.06 0.08 0.10
0 50
100 150200
温度(℃)
ポアソン比
0 2 4 6 8
10 12 14 160 50
100 150200
温度(℃)
弾性率(GPa)
0.0 0.2 0.4 0.6 0.8
1.00 50
100 150200
温度(℃)
ポアソン比
図2.3.1-33 試験結果まとめ(擬似等方板引張試験)
図2.3.1-34 試験結果まとめ(0゜圧縮試験)
図2.3.1-35 試験結果まとめ(擬似等方板圧縮試験)
0
1020 30 40 50 60 70 80
0 50
100 150200
温度(℃)
弾性率(GPa)
0.00 0.10 0.20 0.30 0.40 0.50
0 50
100 150200
温度(℃)
ポアソン比
0 30 60 90
120 1500 50
100 150200
温度(℃)
弾性率(GPa)
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70
0 50
100 150200
温度(℃)
ポアソン比
0
1020 30 40 50 60
0 50
100 150200
温度(℃)
弾性率(GPa)
0.00 0.10 0.20 0.30 0.40 0.50
0 50
100 150200
温度(℃)
ポアソン比
2.3.2 線膨張係数の取得
CFRPの線膨張係数は、繊維軸方向(含む±45°積層、擬似等方積層のX方向)はレー ザ干渉法、非繊維軸方向はTMA法で測定した。
(1) 測定原理
A.レーザー干渉法
本装置の光学系の原理図を図2.3.2-1に示す。試料を平行移動する2枚の反射板(金蒸 着)に挟み込み、両反射板にレーザ光を照射し、その反射光を干渉させると光路長差に より位相差を生じ、干渉縞を形成する。
図2.3.2-1 レーザ干渉法光学系原理図
上記室温状態から温度を変化させると、試料長さも変化するが、これに比例して反射 板間の光路長さが変化し干渉縞が移動する。つまり[試料の長さ変化]、[光路長の変化]、
[干渉縞の移動量]は相互に比例関係にあるので、干渉縞の移動量を温度の関数として精 密測定することにより、次式で試料長さの温度変化量ΔL(T)を求める。
ΔL(T)= λ/4・N(T)
ここで ΔL(T):各温度Tでの試料の長さ変化量 N(T):各温度での干渉縞の移動量 λ:レーザ光の波長(632.8 nm)、
再 現 精 度:線膨張係数の平均値で ±0.02×10-6 /℃ 程度(実測値)
[NISTの溶融石英(SRM739)に対する繰り返し再現性]
測定装置外観を図2.3.2-2に示す。
図2.3.2-2 レーザ干渉法装置外観
B.TMA法
図2.3.2-3に装置のブロック図を示す。試料と線膨張率既知の参照試料(石英ガラス)
を装置にセットし、それぞれに微小の圧縮荷重を負荷する。この状態で温度を変更し、
各温度で生じる両者の膨張量の差(ΔL’)、すなわち相対変位を差動トランスで電気出力 として検出し、温度との関係を記録する。
図2.3.2-3 TMA法測定原理
上記測定で得られたΔL’-温度曲線に対して、次式による補正を行い、試料の膨張量
(ΔL)を求め、更にこれを試料長(L0)で除すことで、線膨張率ΔL/L0-温度曲線を 得て、線膨張係数αを得る。
ΔL(T)=ΔL’(T)+ΔLs(T)-ΔLb(T)
ここでΔL(T) :各温度(T)での試料の膨張量 ΔL’(T):各温度での試料と参照試料の膨張差 ΔLs(T) :各温度での参照試料の膨張量 ΔLb(T) :各温度での装置系の補正量 測定精度:0.1 μm(公称値)
再現精度:線膨張係数の平均値で ±0.2×10-6 /℃ 程度(実測値)
[NISTの銅(SRM736)およびホウケイ酸ガラス(SRM731)に対する繰り返し再 現性]
測定装置外観を図2.3.2-4に示す。
図2.3.2-4 TMA法測定装置外観
(2) 測定試料
試料は、T800S/3900-2Bを2.3.1項の弾性率計測用供試体と同一方法で硬化させた。寸法 は、TMA法については、5×5×約5 mm、レーザー干渉法は、5×5×10 mm(10 m mが測定方向)に切り出し、試料の平行度を調整して測定試料とした。
測定内容は、下記の通り。レイアップ時の0°方向がX方向、Y方向はプリプレグ面内 でX方向に直交する方向、Z方向は層間方向。
試料積層 測定方向 n数 0° X,Y,Z 2
±45° X、Z 1 擬似等方 X、Z 1
(3) 測定条件
測定方向 X方向 Y,Z方向
測定手法 レーザ干渉法 TMA法 測定装置 アルバック理工(株)製
レーザ熱膨張計LIX-1型
理学電機(株)製微小定荷重熱 膨張計
データ処理 TRC社製データー処理システムTHADAP-TEX
測定モード 等速昇温測定
昇温速度 2 ℃/min
測定温度雰囲気 15℃~220℃
測定雰囲気 ヘリウム中 窒素気流中(50l/min)
レファレンス なし 石英ガラス
負荷荷重 約17 g 0.5 g
測定n数 1または2
温度校正 ウッド合金、インジウム、スズ の各融点
氷、インジウム、スズ、鉛、ア ルミニウムの各融点
(4) 線膨張係数、平均線膨張係数の計算法
基準温度(25℃ )での試料長さL0とその温度変化量ΔLから、長さの変化率ΔL/L0(線 膨張率と呼称)を定義した。この線膨張率(ΔL/L0)-温度曲線に基づき、下記式により 線膨張係数、および平均線膨張係数を求めた。ここで、線膨張係数はdT=20℃ での中心 差分法で計算した。また、 平均線膨張係数は基準温度から測定温度Tまでの膨張長さか ら求めた。
α=(1/L0)・(dL/dT)
[平均線膨張率]=(1/L0)・(ΔL / (T -[基準温度]))
(5) 測定結果
図2.3.2-5に0°積層材の測定結果、図2.3.2-6に±45°積層材の測定結果、図2.3.2-7
に擬似等方積層材の測定結果を示す。また、レーザ干渉法によるX方向の総括を図2.3.2-8 に、TMA法によるY,Z方向の総括を図2.3.2-9に示す。
線膨張率は、140℃ 付近で勾配が変化するので、それ以下の温度として15~120℃の範囲 で、以上の温度として160~190℃ の範囲で平均線膨張率を求めた。
表2.3.2-1に結果を示す。
X方向は、10-6オーダーであり、Y、Z方向は10-5オーダーである。15~120℃で見る と、0°積層Y方向<0°積層Z方向<±45°積層Z方向<擬似等方積層Z方向の順序と なる。また、0°積層品の繰り返しでは比較的ばらつきが小さいことが確認された。
表2.3.2-1 平均熱膨張率(×10-6/℃)
積層 方向 15~120℃ 160~190℃
0° X run1 -0.03 0.20
run2 -0.12 0.11
平均 -0.08 0.16 Y run1 35.8 38.0
run2 35.0 40.7
平均 35.4 39.4 Z run1 44.0 67.7
run2 43.7 69.7
平均 43.9 68.7
±45° X run1 2.62 3.37 Z run2 57.4 86.3 擬似等方 X run1 4.99 7.03
図2.3.2-5 0°積層材の線膨張率(ΔL/L0)、線膨張係数α
図2.3.2-6 ±45°積層材の線膨張率(ΔL/L0)、線膨張係数α
図2.3.2-7 擬似等方積層材の線膨張率(ΔL/L0)、線膨張係数α
図2.3.2-8 各種積層材のX方向線膨張率(ΔL/L0)、線膨張係数α
(レーザ干渉法)
図2.3.2-9 各種積層材のZ方向線膨張率(ΔL/L0)、線膨張係数α
(TMA法)
2.3.3 樹脂硬化収縮量の取得
樹脂硬化収縮量は、ニート樹脂を用いて、ディラトメータで測定した。
(1) 測定原理
図2.3.3-1に装置のブロック図を示す。ガラスセル内に試料と水銀を封入し、オイルバス
の温度を上昇させながら、毛細管内の水銀の上昇量を接触系により電気的に連続検出する。
系全体の体積膨張から、水銀、ガラスセルの膨張分を補正して試料の体積膨張を計測する。
図2.3.3-2に装置の外観を示す。
図2.3.3-1 ディラトメータ測定原理
(2) 測定方法
A.秤量および脱泡、水銀注入
供試試料の約1gを電子天秤で精秤し、約8ccの試料管に入れ、真空乾燥機中85℃ で 約2.0~2.5時間真空脱泡した。その後セルに取り付け、減圧下に水銀を注入し測定に供 した。
B.測定条件
装置:芝山科学機械製作所製ディラトメータ S701型 測定モード:等速昇温~等温保持測定
昇温速度:別記
測定温度範囲:室温(約25℃)~180℃ →180℃ ×約2時間ホールド 毛細管直径:1.5 mm
試料密度:1.2 g/cc(概略値)
試料量:約1 g
データー処理システム:TRC社製VEAS-1
図2.3.3-2 ディラトメーター装置外観
(3) 体膨張率
室温での初期体積V0、その温度変化量ΔVから、体積の温度変化率ΔV/V0(体積膨張率
(4) 測定試料、条件
試料:弾性率取得、及び線膨張係数取得に使用したT800S/3900-2Bで用いている、180℃
硬化型エポキシ樹脂(3900-2B(0))。
昇温速度とn数:0.5℃/min(n=2)、2.0℃/min(n=1)、2.8℃/min(n=1)。
(5) 測定結果
図2.3.3-3~図2.3.2-6にディラトメータ曲線を示す。
ディラトメータ測定結果によれば、0.5℃/min昇温では、昇温とともに揺らぎながらも、
ほぼ直線的に膨張するが、120℃ 付近で直線から乖離し始め、140℃ 付近で収縮に転じる。
180℃ 等温保持開始とほぼ同時に収縮を停止し、以降2時間ほぼ一定体積で推移する。
2.0~2.8℃/min昇温の時も基本挙動は同じであるが、昇温速度が速いとピークが高温側
(2.0℃/minで170℃、2.8℃/minで180℃/min)に移動する。
表2.3.3-1に測定結果をまとめた。
(6) 熱収縮と硬化収縮の切り分け A:硬化収縮率の定義
実際のディラトメーターでは、昇温により樹脂が膨張する効果と、硬化反応により収 縮する効果の重ね合わせが観察される。このうち昇温により樹脂が膨張する作用は温度 によらない一定の膨張率であると仮定しする。この前提から、硬化収縮率は、体膨張曲 線の約100~120℃ 間接線の180℃ までの外挿値と180℃ 等温保持時の一定値との差、つ まり両体膨張率間の差と定義した。なおベースは初期体積V0とした。
100~120℃ という狭い範囲を選定したのは、樹脂の体積膨張率の温度依存性が100℃
以下と100℃ 以上で若干異なるためである。
B:硬化収縮率の算出
次表に硬化収縮の計測値を示す。昇温速度が高いほど硬化収縮が大きくなる。この理 由は、昇温速度が大きいほど、高温、低粘度領域で硬化する際に余分に収縮するためで あると考えられる。
図2.3.3-7~図2.3.2-10に硬化収縮率算出図を示す。
表2.3.3-1 ディラトメーター測定結果
樹脂 昇温速度
℃/min
測定 ピーク温度
(℃)
最大体積膨張 率(%)
3900-2B(0) 0.5 一回目 144 7.9
二回目 146 7.7 0.5 平均 145 7.8
2.0 170 10.0
2.8 180 10.4
表2.3.3-2 硬化収縮算出結果
樹脂 昇温速度(℃/min) 測定 硬化収縮(%)
3900-2B(0) 0.5 一回目 5.0
二回目 5.6
0.5 平均 5.3
2.0 6.0
2.8 7.1
図2.3.3-3 ディラトメータ曲線 3900-2B(0) 0.5℃/min昇温→180℃ 2時間ホールド
(run1)
図2.3.3-4 ディラトメータ曲線 3900-2B(0) 0.5℃/min昇温→180℃ 2時間ホールド
(run2)
図2.3.3-5 ディラトメータ曲線 3900-2B(0) 2.0℃/min昇温→180℃ 2時間ホールド
図2.3.3-6 ディラトメータ曲線 3900-2B(0) 2.8℃/min昇温→180℃ 2時間ホールド
図2.3.3-7 硬化収縮の読みとり 0.5℃/min昇温→180℃ 2時間ホールド
(run1)
図2.3.3-8 硬化収縮の読みとり 0.5℃/min昇温→180℃ 2時間ホールド
(run2)
図2.3.3-9 硬化収縮の読みとり 2.0℃/min昇温→180℃ 2時間ホールド
図2.3.3-10 硬化収縮の読みとり 2.8℃/min昇温→180℃ 2時間ホールド
2.3.4 非対称積層昇温法
複合材料の残留変形の主要因として、成形温度からの常温までの温度変化による熱収縮、
及びプリプレグが硬化する時に発生する硬化収縮の二つの収縮があることが、一般に知られ ている。熱収縮量は材料の弾性率、線膨張係数等からある程度予測が可能ではあるが、硬化 収縮量は下記の理由により、予測が困難である。
ディラトメータにより、樹脂単体の硬化収縮量は計測できるが、複合材には樹脂内部に繊 維が存在し、繊維の物性が影響を及ぼすだけでなく、繊維/樹脂の界面特性も収縮量に大きく 影響を及ぼす。これらに加え、硬化時の発熱等の温度変化があるため、硬化時の現象は複雑 となり、理論的な予測は困難である。
したがって、成形後の残留変形に対して熱収縮量と硬化収縮量を理論的に分ける事は困難 であるが、成形時変形予測手法を確立するためには、硬化収縮による変形量を把握すること が必要である。
そこで本研究では、非対称積層昇温法2)を実施し、実験的に積層板の熱収縮による変形量 と硬化収縮による変形量を計測し、硬化収縮による影響を把握する。
(1) 非対称積層法のコンセプト
複合材料の積層構成を厚さ方向に対し非対称にすると、成形後に反りが発生する。この 非対称にする積層を0゚層と90゚層などの弾性率、線膨張係数が大きく異なる構成にすると、
その反り量は目視でもはっきりわかる程となる。
この成形により反った板(曲板)を、今度は逆に加熱していくと、その反り量は昇温と共 に減少していく。そして、温度が成形温度に達した時にも反りが残っている。この成形温 度までに減少した反り量が熱収縮による変形であり、残った反り量が、硬化収縮による変 形であると考えられる。また、温度―反り量のプロットから硬化収縮の変形寄与分を熱収 縮解析で使用する温度に換算することができる。図2.3.4-1に非対称積層昇温法の概略図 を示す。
(a) 試験要領 (b)硬化収縮量の温度換算 図2.3.4-1 非対称積層昇温法概要図
(2) 非対称積層法供試体
非対称積層昇温法供試体の仕様を表2.3.4-1に示す。積層構成は反りが発生し易い0゜層 と90°層の非対称積層で、積層枚数と面内寸法をパラメータとして、供試体を各3個製作 した。製作した供試体を図2.3.4-2に示す。
表2.3.4-1 非対称積層昇温法供試体仕様 成形温度
温度 温度温度 温度
UPUPUP UP
常温
ここまでの変形が熱収縮分 残りの反りが硬化収縮分 複合材板
δδ δδiiii
δδδ δcccc
δδ
δδTTTT====δδδδiiii----δδδδcccc δ
δ δ δcccc
0 2 4 6 8 10
0 40 80 120 160 200 240 温度 T [℃]
反り量δ [mm]
計測値 成形温度
硬化収縮 温度換算
供試体ID 積層構成 (厚さ*)
*:0.19 mm/PLYとして計算 面内寸法 材料
1-1 1-2 1-3 2-1 2-2 2-3 3-1 3-2 3-3 4-1 4-2 4-3
T800S/3900-2B 150 mm×15 mm
250 mm×25 mm [04/904]
(1.5 mm) [08/908] (3.0 mm) [04/904] (1.5 mm) [08/908] (3.0 mm)
(a) 供試体1-1,1-2,1-3 (b) 供試体2-1,2-2,2-3
(c) 供試体3-1,3-2,3-3 (d) 供試体4-1,4-2,4-3 図2.3.4-2 非対称積層昇温法供試体
(3) 試験
図2.3.4-3に試験概要を示す。供試体を温度制御が可能なオーヴンに90°層を下にして
(上に凸になるように)置く。そりの量は供試体前方に設置したスケールを読み取り計測 する。温度制御は供試体近傍に置かれた参照体に熱電対を取り付け、参照体の温度が所定 の温度に達した後、10分間保持する。供試体の物温を直接測らない理由は、供試体に熱電 対を取り付けるとオーヴン内部の熱風により熱電対のリード線が引張られ、供試体も動い てしまうためである。試験は常温から計測を開始し、成形温度になるまで計測を実施した。
試験セットアップを図2.3.4-4に、試験実施状況を図2.3.4-5に示す。
図2.3.4-3 試験概要図
図2.3.4-4 試験セットアップ
(a) 物温50℃ 時 (b) 物温110℃ 時 (c) 物温189℃ 時 図2.3.4-5 試験実施状況(供試体3-1)
000 0°層°層°層°層 9090 9090°層°層°層°層
δ
熱電対で物温計測
温度参照用ダミー
供試体
反り量計測 0゜
90゜
(4) 試験結果
表2.3.4-2に試験結果のまとめを示す。また、図2.3.4-6~図2.3.4-17に各供試体の試験
結果のプロット図を示す。プロット図からわかるように、本試験において積層板の反り量 と温度には線形関係が見られ、一次式で近似することができる。近似式から得られる反り 量0 mm時の温度は、個々の値を見ると180℃~197℃ とバラツキがあるが、平均すると各 種の供試体において190℃ 前後となった。したがって、本試験結果から硬化収縮量の温度 換算値は10℃ となる。
表2.3.4-2 非対称積層昇温法試験結果まとめ
供試体ID 初期反り量 δi [mm]
反り量-温度近似式 δ:反り量[mm],
T:温度[℃]
近似式 δ=0時温度
[℃]
硬化収縮 温度換算値
Tβ[℃]
平均温度 換算値 Tβ[℃]
1-1 7.75 δ=-0.0441T+8.5285 193.39 13.39 1-2 7.75 δ=-0.0452T+8.9028 196.96 16.96 1-3 8.00 δ=-0.0494T+9.0914 184.04 4.04 2-1 3.75 δ=-0.0249T+4.4918 180.39 0.39 2-2 4.25 δ=-0.0257T+4.9446 192.40 12.40 2-3 4.00 δ=-0.0246T+4.7759 194.14 14.14 3-1 19.25 δ=-0.12T+22.34 186.17 6.17
3-2 20.00 δ=-0.1226T+23.004 187.63 7.63
3-3 20.00 δ=-0.1156T+22.669 196.10 16.10
4-1 10.75 δ=-0.0644T+12.552 194.91 14.91 4-2 11.00 δ=-0.068T+12.851 188.99 8.99 4-3 11.00 δ=-0.0676T+12.846 190.03 10.03
11.46
8.98
9.97
11.31
y = -0.0441x + 8.5285
0 1 2 3 4 5 6 7 8 9
0 50 100 150 200
温度 [℃]
そり [m m ]
y = -0.0452x + 8.9028
0 1 2 3 4 5 6 7 8 9
0 50 100 150 200
温度 [℃]
そり [m m ]
y = -0.0494x + 9.0914
0 1 2 3 4 5 6 7 8 9
0 50 100 150 200
温度 [℃]
そり [ mm]
図2.3.4-6 反り量―温度プロット図(供試体1-1)
図2.3.4-7 反り量―温度プロット図(供試体1-2)
y = -0.0249x + 4.4918
0 1 2 3 4 5
0 50 100 150 200
温度 [℃]
そり [m m ]
y = -0.0257x + 4.9446
0 1 2 3 4 5
0 50 100 150 200
温度 [℃]
そり [m m ]
y = -0.0246x + 4.7759
0 1 2 3 4 5
0 50 100 150 200
温度 [℃]
そり [ mm]
図2.3.4-9 反り量―温度プロット図(供試体2-1)
図2.3.4-10 反り量―温度プロット図(供試体2-2)
y = -0.12x + 22.34
0 5 10 15 20 25
0 50 100 150 200
温度 [℃]
そり [m m ]
y = -0.1226x + 23.004
0 5 10 15 20 25
0 50 100 150 200
温度 [℃]
そり [m m ]
y = -0.1156x + 22.669
0 5 10 15 20 25
0 50 100 150 200
温度 [℃]
そり [m m ]
図2.3.4-12 反り量―温度プロット図(供試体3-1)
図2.3.4-13 反り量―温度プロット図(供試体3-2)
y = -0.0644x + 12.552
0 2 4 6 8 10 12
0 50 100 150 200
温度 [℃]
そり [ mm]
y = -0.068x + 12.851
0 2 4 6 8 10 12
0 50 100 150 200
温度 [℃]
そり [ mm]
y = -0.0676x + 12.846
0 2 4 6 8 10 12
0 50 100 150 200
温度 [℃]
そり [m m ]
図2.3.4-15 反り量―温度プロット図(供試体4-1)
図2.3.4-16 反り量―温度プロット図(供試体4-2)