Title
平行直線刃による両面せん断加工の研究 (平行直線刃に
よるコバル薄板のせん断寿命試験-1)
Author(s)
銘苅, 春栄
Citation
琉球大学理工学部紀要. 工学篇 = Bulletin of Science &
Engineering Division, University of the Ryukyus.
Engineering(11): 47-58
Issue Date
1976-03-01
URL
http://hdl.handle.net/20.500.12000/26674
平行直線刃による両面せん断加工の研究
(平行直線刃によるコパル薄板のせん断寿命試験一
1)
銘 苅 春 栄 *
Study on Shearing by Parallel and Straight Cutting Edgel> σoollife tests in shearing of kovar thin sheets
by para
l
1
el and straight cutting edges -1) ShuneiMEKARU Summary Tests were perfomed on the wearing and tearing of double-
e
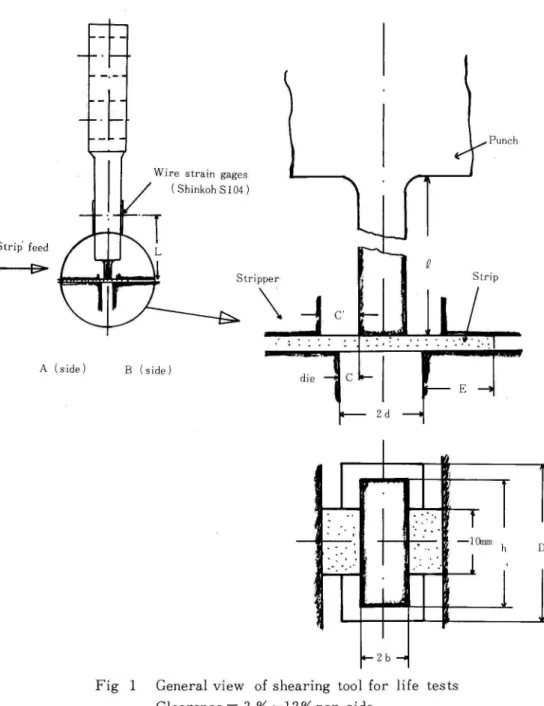
dged rectangular punches and on the shearing of 0.25 mm thick Kovar sheets by using the punches. Ten rectangular punches with the slenderness ratio ranging from 8.7 to 80.7 were used in the experiment. 百四 wearing and tearing of the cutting edges and the bending and breakage of the punches were examined. The unbalanced side shearing force which produced local abnormal wears, breakages, and other defects of the punches and their edges maight have been caused by scraps remai凶ngon the die face, the uneven wears on the cutting edges, and the local uneveness in tool clearance and work material. Such abnormal wear and breakage can be prevented by making a smaller clearance between the blank holder and the punch than that of the clearance between the punch and die. By observing the defective edges of the punches and the dies using an X-ray microanalyser, it has been made clear that particles of the work material have adhered to the side suface of the tools. From this observation it can be conclude that the tool wear in this case belongs to the adhesive wear. 47 1.鎗冨 細長くて厚みの薄い、 いわゆる細長比の大きいポン チの平行直線刃による分断加工で、ポンチのかじり、 幽がり、 折損などの事故が実際のせん断作業でよく起 り、 今日1Cのリードフレームなどの製造において、 その原因究明と対策がとくに重要な問題のーっとされ ている。これらのポンチのかじり、曲がり、折損等の 事故の原因が明確にされれば、工具寿命を全うできる ための対策等も工具の設計段階から考慮する乙とがで きるので、実用上極めて有益と考えられる。そこで、 事受付:1975年10月31日 琉球大学短期大学部機械工学科 本報においてはICやLS 1基板のせん断加工におい て、多〈行なわれている。納長比が大きく、薄いポン チを用いて、板厚0.25mmのコパル薄板のせん断寿命試 験を行なった。その際 iζ起こる工具の変形挙動と破損 を実験的に調べ検言十および考察を加えた。 2.実験方法および実験条件 実験に用いたポンチおよびダイスは図llC示す如く4R Strip' feed ー~ A (side) 銘苅:平行直線刃による両面せん断加工の研究 Wire strain gages ( ShinlくohS 104) B (side)
Fig 1 General view of shearing tool for life tests Clearance
=
3 % -12% per side Pentration of punch into die =0. 25mm D 分断用の工具である。このような細長いポンチの破煩 めるため、模造紙と0.25田厚コパル薄板のせん断を行 の原因となる、分断ポンチの両側に作用する加工力の ない、左右切口断面の状況が同じになり、またそのせ 不均衡を知るために、ポンチの弾性曲げ変形に着目し、 ん断時に材料送り込み側 (A側)のひずみEAと 、 材 同図に示す如くポンチ根本の両側にひずみゲージを貼 料の送り出し側 (B側)のひずみ EBとがほとんどー り、夫々の表面ひずみを独立に測定した。せん断寿命 致したζとを確認した。ポンチおよびダイスの材料は 試験に先だち、左右クリアランスが均等な乙とを確か SKDllである。実験を行なった工具条件を表llC示琉球大学理工学部紀要 (工学績) パ ノチ似│ 納 長 比 可ー 叩 と ー 一一 立 さHv微 さHv微
空
間
5
1
の す 使 川プ 2bI
h
I
QI
2b 小ii必さ Q / K 小使さ mmI
%I
- . , (mm)。
7 2 7 10 571 34,6 585 0,03 12. 0.6 10トン-
-
-
幡
M_,・ー ニプレ O. 7 2 5 7. 1 573 24.7 567 0.01 4. 0.58 ストロ O. 7 2 3 4.3 539 14.8 521 0.02 8 0.59 t之さ 201 0.5 2 5 10 628 34.6 617 0.0153 6.12 0.75 O.5 2 3 6 892 20.7 834 0.0075 3. 0.74 ト一一ーー 0.3 2 7 23.3 754 80. 7 726 0.017 6.8 0.85口
.3 2 5 16.7 759 57.7 730 0.0165 6.6 0.85 ト一一一「一ーー O.7 2 7 10 768 34.6 791 0.0275 11. 0.0175 ー一色 ・~-- ---O.7 2 5 7. 1 759 24.7 825 0.01 4. 0.01以下 ト一一一 2.0 4 5 2.5 740 8. 7 740 0.01 4. 0.1 ,ìA:~~ # 一 非 一 # 一 非Table 1 Experimental conditions for shearing life test
す。試験#1, 2, 3はポンチの厚み 2b = 0.7皿、 試験#4、 5は 2b = 0.5皿、 試験#6、7は 2 b = 0.3...の如くポンチの厚さを変えである。また試験# 1 -7ではポンチ側面と板押え聞のすきまCがポンチ とダイス聞のクリアランスCよりも大きくしてある。 一般にl任後 0.8mm以下の小穴やQ/2 b孟10以上の打 抜きにおいてはポンチを 2C' =0.01-0. 03maのすきま でポンチガイドによって案内して
f
I
抜きを行なうよう になっているので、試験#8、9ではC'をCよりも 小さくし、特K試験#9ではポンチとダイスで 0.511m l亨の軟鋼板を打抜き、そのまま案内用板押えとして用 いたためc'は極めて小さい、乙の場合ポンチと板押 え聞の俵触による摩耗の影響を除くため、ポンチ側面 の彫耗測定領域が板押え穴内面と接触しとよいように、 49 ロ / イド クプ ーク (Anm 板押え穴内面』己中高 0.3阻の逃げをつくり、その外側で ポンチの両面を案内させている。話験 #10はポンチの 曲りの影響なしに、せん断工具の摩耗を明らかにする ためのものである。以上いずれの場合もせん断完了後 のポンチのダイス穴への侵入量は0.25皿、せん断速度 は約40mm/secとした。 3.被加工材 被加工材は板厚0.25闘のコパル薄板(住友特殊金属 製)で 500X225闘の板からフォ トエッチングκより 板幅1.0阻、長さ 470皿の素材を圧延方向IL. 152本切 り出して用いた。その化学的組成および機械的特性は 表2の如くであり、なお被加工材のせん断特性は図2 公称引蝦強さ {申 ぴ 率 微小かたさ せん断抵抗 Fe kg/mm % Hv kg/mm' 64.8 29.5 41-44 54 62.8 32.0 180-250 C/t=12%-3 % 63.5 30.0 V=0.2mm/sec銘苅:平行直線刃による両面せん断加工の研究 50 V : Shearingvelocity(mm/sec) 100 10 10 01 - 弓 戸 h 1Z%)
x
_y ~c/t.~Q.::;_ ~ yts,F 'ザ -60 ーでF Ks-。
c/t (V=O.2mm!sec)e
-
ーーー♀。
40 ( N E E¥ 国 ﹂ ) ω ω ロ 国 H m z E e M 凶 に 一e h 母 ω 占的 ω ピ 50 30 14 12 10 8 6 4 2。
C I earance(c/ t)%2. Variation of shearing resistance with clearance and shearing velocity work material : Kovar (thikness t=O. Z5mm)
Fig クの関係を示すと図3(a)の如くで、せん断枚数1枚目 においてはεAとeBがほぼ等しく調整されていたが、 101枚目においては図3(b)の如く eBが eAよりもかな の如くであり、この実験に用いたコパルはせん断速度 の影響の比較的大きい材料のようである。 (1)院験#1、2および3 試 験 #1におけるポンチ根本部のひずみとストロー 0.4 ,・ー‘、 ' 、 ハ J ¥ GO
, 、
、、、 Jr-ー、、もも¥ ‘、
、
、
、
、
、
、 0.2。
60 40 20 ) m m ( 4 M o nuu ⋮ 一 い ワ ω 1 4 n U。
60 40 20 (ミ ) EEZω ﹀ EEh 且 E。
ω ω ω e ﹄ ' M M ω ω よ υ c z L (b)Relation between punch surface strainand punch stroke
(test condition #1) number of parts sheared: number of parts sheared : 101 1 (a) Fig 3.
琉球大学理工学部紀要(工学篇) 51
h
H
J
E
;
l 只 状 況 ポ〆チの状況 ダイスの状況 ブラ/クのかえり (μ) スクラップのかえり (μ) A B A B (最終せん断後) A B A B 最 初 最 後 最 初 最 後 最 初 長 後 最 初 最 後 ポンチA→B K # 1 I 119 Itllがる (0.05mm) かじり かじ勺 古志じり 舟〉じり 15 35 10 35 トー # 2 25L
ポンチB→A K かじり大 かじり小 里〔がる (O.Olmm) カ〉じり かじり 25 30 20 20 かじり かじり 22 30 20 25 ト|ポ〆チ B~AK 5.015 I iltlがる (0.012mm) 由〉じり 舟〉じり かじり かじり 15 30 15 25 # 5 ι,427 曲がるポJチA(→0.B0Iζ06mm) かじり かじり かじり 古〉じり 10 15 10 15 # 6 5,960 2筒析で折損 由〉じり かじり 10 15 8 10 15 20 10 40 # 7 100 2箇所で折領 かじり かじ勺 10 10 10 10 # 8 100,003 A側切刃部鈍他 15 20 10 20 7 15 10 30 # 9 20,000 8 10 6 8 5 9 3 7 トー # 10 60,∞o 10 15 10 15 10 12 10 12 Table 3 Summary of experimental results り大きくなっており、乙の時点でポンチがA側よりB 盛り上がりが見られた。あるせん断枚数の時点で何ん 側方向へ曲げを受けているζとを示す。乙のときの切 らかの原因でポンチがB→Aへの曲げを受け、クリア 刃を顕微鏡で観察すると、ポンチ、ダイスとも表 31乙 ランスが小きいため表 3に示す如く A側で切刃のかじ 示した如く、 A側とB側の両方においてかじりが見ら りを生じ、その際乙の盛り上がりが発生したものと想 れた。この乙とはポンチの曲がりがある時にはA側 i乙、 象され、この盛り上がりが試験の終期にポンチをA→ またある時にはB側に起ったことを示す。クリアラン スの特 l乙小さい試験 #2の場合には10枚のせん断後 1(. 早くもポンチの曲がりによる異常現象が生じた。ポン チの剛性が#1、2のものより大きい#3では、せん 断枚数1,580枚目になってA側で若干のかじりが見ら れた。 (2)試験#4、5 試験 #4ではせん断枚数 5,015枚目において、図 4 lこ示す女rlく、 A側 l乙大きなかじりが認められ、ポンチ 先端はB側よりA側方向へ 0,012mmのたわみを生じて いた。試験#5の場合における、せん断線図は図 51(. 示す如く、 4,427枚目でεBがeAよりもかなり大きく なり、ポンチはA→Bに曲げ変形を受けながら素板に 喰込み、被加工材の板厚以上 l乙喰込んでもなお大きな 曲げひずみが検出されている。乙の場合、ポンチのA 側面の先端部で工具材料の塑性変形による10μ程 度 の BI乙曲げ、また B側でかじりを生じたのであろう。 (3)鼠験#6、7 試験#6ではせん断枚数 5,005枚目で、 eBがeAよ りも大きいことが認められた。すなわち、この時点で はポンチはA側からB側万向へ曲げを受けている。更 に、 5,96例文自において細長比の一番大きいとのポン チは先端から 3,7mmと根本部の2箇所において折損し た。細長比が 2番目に大きい試験 #7の場合にはせん 断枚数 100枚目において折損しポンチは先端から1.5 阻と根本部の2箇所において折損し、 A側刃先にかじ りが認められた。 (4)鼠験#8、9 試験#8ではポンチとダイスの寸法、条件は試験# 1とほぼ同一であるが、すきま C'はクリアランスよ か0.01皿小さい。ひずみeAとeBは図6に示す如く、 100,003枚せん断後でも差があまりなかったが、せん52 銘苅:平行直線刃による両面せん断加工の研究
PUNCH
B (side) A (side)
DIE
B (side) A (side)
Fig 4. Tearing and buckling of shearing tool ( test condi tion :1*4 )
53 琉球大学理工学部紀要 (工学篇)
、
、
、
、
、
B、
、
¥
の
ε
¥
¥
、
U
、
、
、
' ' r/'/
, , , , , e d ,40
20
( ミ ) 5 P H Z ω ﹀何回目 U ! H a g o U ω o d ﹄' H 司 凶 z o d ヨ 仏 ハ U ハ U04
(mm)02
Punch s troke (b)Relation between punch surfacestrain and punch stroke
( test condition ::件 5) (a) number of partssheared: 1 (b) number of partssheared: 4427 (a) 5. Fig 00,003枚目
/ーな
50,008枚目 8枚目 60 50. 30 20 10 40 ミ ) 2 4 E 2 ω ﹀ E m h E 品 E o υ ω υ 4 d l H d w m z υ ロ コ 仏 (c)6. Relation between punch surface strain and psnch stroke ( testcondition 件:8) (a) number ofparts saared: (b) number of parts sheared: (c) number ofpartssheared: 100003 8 50008 (b) (a) Fig
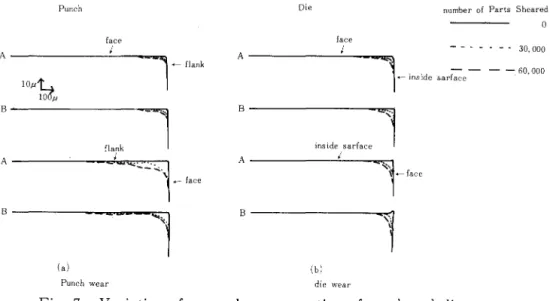
54 銘苅:平行直線刃による両面せん断加工の研究 断が始まると、ポンチはA側よりB側万向へ僅かな曲 げを受け、 B側がA側よりも早くせん断完了したため に、 B側のせん断力はなくなり、ポンチは僅かにたわ んで、板押え内面B側におしつけられ、乙乙で左右の 側方力が平衡を保つ、しかし、ポンチは主として、 A 側のせん断力の作用でB側を凸とする側げを受ける。 やがて、 A側のせん断が終わり、せん断力は消失する が、板押えで固定されたA側のスクラップのためポン チにはA側よりB側方向への若干の曲げが残る。 A側 よりB側の方が早くせん断が終了した乙とは、ブラン クについたポンチ刃先の圧痕がA側で大きく傾斜して いることで確認された。工具切刃の摩耗はせん断枚数 20,00併女でもそれほど進行していない。またブランク とスクラップのかえりも最終せん断枚数20,000枚で、 10μ以下と、かなり小さく、いわゆる精密ストリッパ ガイドを用いることにより寿命向上の効果が著しいこ とが証明された。 (5)鼠験#10 ポンチおよびダイス刃先の摩粍状況は図7に示す如 く、ポンチでは端面部の摩耗より側面部の摩耗が大き く、ダイスでは刃先先端部の摩耗が大きし、。せん断製 品のかえりはせん断枚数60,∞併女までについて見ると、 プランク、スクラップとも15μ程度と小さい。ポンチ の剛性が大きいためにせん断進行に伴なう、左右加工 力の変動によるポンチの曲げ変形はほとんどなく、ほ A
1
0
μ
h
B A 日 Punch face ↓「
←
f
J
ank寸
「
「
f e (a) Punch wear A 日 A B ぼ理想的な状態で工具摩耗が進行しているものと考え られる。 6.考察 以上の各試験から、細長比の大きいポンチは最終せ ん断枚数までに何回かA側およびB側に曲げを繰返し 起こしており、とれが切刃の異常摩粍、かじり及び折 損と極めて関係が深いことが分かる。この間の事情を 次に考察する。 6.1 かじりと折損 せん断開始前 IL左右クリアランスを厳密に調整した としても、つぎのような諸原因でせん断時に左右加工 力に不均衡を生じると考えられる。 1 )被加工材の場所による不均質や板厚の不同。 2 )プレス機械や金型各部のガタや加工時の非対称 弾性変形により生じる左右ク')アランスのイJ均 等。 3 )素材端のかえりによるダイス端面上での素板の 傾斜。 4 )スクラップやブランクの除去不完全と二枚重ね 抜き。 5 )誌験経過中に生じた左右切刃の摩耗の不均等や かじり、またはポンチの曲がり。 なお、 3)に関しては、 A側でせん断された材料は下 面にかえりのある状態でB側ダイス端面上l乙送り乙ま Die (b) face J die wearnumber of Parts Sheared ー一一一ー由ー一一
。
ーーーーーー.30,000寸
ー←insidesarf一一一-
ace 60,000Fig 7. Variation of wear shape on cutting of punch and die
琉球大学理工学部紀要 (工学篇) 55 れてくる。との試験では板押え力は20kgであったが、 乙れぐらいの力で乙のかえりをダイス端面上で完全に つぶすことはほとんど不可能と考えてよい。従って材 料はダイス端面に対して僅かではあるが、傾いて置か れるために、ポンチB側切刃先端部がA側切刃先端部 lこ比べて早く材料11:.接触し、乙れが友右加工力iζ不均 衡を生じ、ポンチの曲がりや左右切刃の摩耗の不均等 の原因となる。せん断枚数の増加に伴ない切刃先端も 鈍化するので、かえりが大きくなると、その影響も大 きいと考えられる。 4 )は極くまれではあるが、 B側部のスクラップのか えりがダイス刃先にひっかかり、コンプレッサーの空 気圧で乙のスクラップが除去できず、その上 11:.材料が 送りこまれると、 B側では二枚重ねの状態でせん断が 行なわれる。乙の場合にはB側で一枚分のせん断であ れ、 二枚分のせん断であれ明らかに左右の加工力に大 きとE不均衡を生じ、ポンチは大きな曲げをうける。乙 の二枚重ね打抜きは試験#81ζ おいては 100,ω3回の 打抜きで10回は確認された。せん断しおわったブラン クがダイス端面上に残留する場合も同様の現象が起と りうる。本試験11:.用いたような細長比の大きいポンチ では、 原因1、) 2、) 3)による左右の僅かな加工力 の不衡でも曲げをうけやすい、この曲げが塑性曲げの 領域に入ると、次回以後のせん断κおいてポンチは曲 がった状態で材料に銭触し、曲げの凸の側の刃先が先 ず材料内に喰込み、乙の側のみに加工力が作用するた めに引きつづき同じ万向 lζ曲げをうける乙とになる。 やがて反対側にも加工力が作用するようになるが、板 抑えでダイス端面上 K固定された材料 l乙作られた喰込 み穴内面でポンチ先端は案内されて喰込み続けるため に、ポンチは同じ方向に増々大きな曲げを受け続ける ことになる。乙のようにして次回以後のせん断におい て、ポンチの曲げ変形は同じ方向に更に拡大され、刃 先の異常摩耗やかじりによる刃先の鈍化が原因で、次 にこの側の側方力の僧大を生じ、今度は逆11:.反対方向 に曲げを受け、以後反対方向の曲げ変形が拡大し、遂 に反対側で異状摩耗やかじりを生じるに至る。乙のよ うに左右への曲げ変形が何回か繰返されて、遂にポン チは折損に至ると考えられる。表3の 試 験 #1、 2、 3、5はζの事情を示している。なお、表3を比較す るとま式験#1ー#3は細長比が比較的小さいにもかか わらず異常現象が早く起っている。 ζれらの試験はオ ムニプレスによるもので、ストローク長さが短かいた め、ダイス端面上のスクラップ除去不完全が起りやす く、原因4)が排4以後の試験の場合より起りやすか ったのが主な理由であろうと考えている。 6.2 すきまの小さい叡押えの効果 試験#8、9の場合せん断枚数 100,側、 20,ooQi枚 でもまだ十分使用出来る状態が維持されている。前述 の如く、特11:.試験#8ではその闘に二枚重ね抜きが少 くとも10聞は確認されている。この場合でもポンチ先端 のたわみは板押えによって抑制されでいたために事故 にはならなかったと考えられる。図8は二枚重ね抜き に対する板抑えすきまC'の効果を比べたもので、 (a)、 (b)はスクラップのかえりがB側ダイス刃先 lとひっかか り、二枚重ねとなり材料 11:.傾斜を生じた場合。 (c)、(d) はB側で完全に二枚分せん断が行なわれる場合で、乙 の場合の方が左右加工力の不均衡が大きいが、吾々の 実験ではこの状態の出現は確認されてないが、多分起 ったであろう。 いずれの場合も板抑えすきまC'がクリアランスよ り大きい場合、 B側よりA側11:.向かつてポンチ先端は 大きなたわみを受け曲げひずみも大きいが、 C'をク リアランスより小さくする乙とにより曲げひずみが大 きく制限されることが分かる。つまり細長比の大きい ポンチではポンチ先端のたわみをクリアランス以下11:. 制限する板押えの併用が事故防止に極めて大きな効果 があるといえる。 6.3
X
.
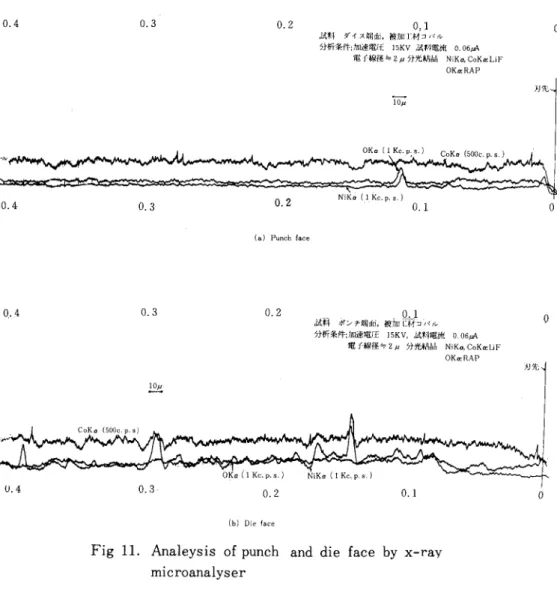
マイクロアナライザによる工具切刃の観 娘。 ポンチおよびダイス切刃への被加工材コパル金属の 転移状態を明らかにするため試験#10で用いた工具を X線マイクロアナライザによる線分析と函分析を行なった。分析元素はOKa、NiKaとCOKaである。 OKaは 工具表面の酸化の状態を表わす。 NiとCO元素は被加 工材に大量IL.含有されているが、工具にはまったく含 有されていない、このような元素を分析することによ り、被加工材から工具への転移の状態が明らかとなる。 ポンチ側面の状況は図9に示す如く、 Ni元素 が 切 刃 先端から 0.1-0.35闘の範囲で、特に多く見られる。 CO元素もNiに対応してポンチ側面に転移しているこ とが分かる。工具表面の酸化状態を表わすOKaは少な
銘苅:平行直線刃による両面せん断加工の研究 f.A 〆戸 -イr、乃 ‘ ' 旬 、 ,---ーーーーーーー-'---ーーーーー ε!:!-t-ー布二二吋 QI 02 Q) -Q4 'o~s・-ー且6 ~ 100 m ω ω L a E
。
υ 503
0
100 50 eA ω E E E a E 0 0 。 一 一 切 口 ω J F 56 ミ ) C R a w -z m ω υ 6 ﹄ ' 阿 国 ω よ υ ロ コ 仏 ストロークmm Punch stroke b) C'=0.0175m叫 50 ω -z w z ω 4 Punch stroke a)C'=0.65mm, C=0.04mm 50 :t 0~"- EE- 白~、'\ìU -) 目 白1 Q2 句 0.4 a1)--ω ストロークmm 50 ! ! :100 ω 切 ω . . .a E。
" ω -Z W C ω一
-150 100o
Fく
了
.
.
.
.
.
.
.
/
'
"
-
-
-
-
,
.
,
.
.
.
.
.
、
ω---~~-_. ''P QI. osω 50 m w ﹀ - m m ω ' M 且 E 0 0 。 一 目 的 p h ω d ( 主 ) ロ - 4 2 d ω 削 W O M W ﹄ ﹄ a w m 4 0 C ヨ 仏 Punch stroke d)C'=0.017缶1m,C=O.O伽1m 50 Punch s troke C)C'=0.65mm, C=O.O蜘m 50 100 Fig 8 Effects of small clearance in blankholder holeon shearingtwo sheets on oneside and one sheet on the other side .l.t:J.1;ポ,~倒陶.笛加 LU ヨパル 分断条件凪岨山正I5KV,J(利jU説 。 “ 同 司H・
B侵・・2.分施‘協目Nik・‘c.晶・{LiF 。 ‘・蛇RAP JJ~ 10. -曲 .(lJ(c.p.I.) , . , 問NCH(11闘 } 脱 丁 │ 同NCH 111_) NiK.9. Analysis of punch flank by x-ray microanalyser Fig
琉球大学理工学部紀要(工学篇) 57
0.4 0.3 0 .. _2 O.J n
,IUl ダ4ス健耐.畿加I.f.t::;l'<'" 1.
分析条件",必i(i山 ISKV成制iu味。""^ ハ
。ur鰍"・・2μ分光制MNikco.C舗成LiF' Il Oko:RAP NiK" (1Kc.~・ i 10μ ~ cl
!
CoK. (5偶0.'ムj…
i
0.4 0.3 0.2 0.1 印E(rI・附) OI E: (II・~) NiK"r曹関'"ー.,.唱。ーr-COK" O'M内 Q2n,.., 03.."Fig 10.Analysis ofdiehole sarfaceby x-ray microanalyser
いので、工具表面はそれほど酸化していないと云える。 クロアナライザによる分析を行なった。得られた成果 また、面分析の結果も上記の線分析の結果にほぼ対応 の主なものを次に示す。 している。ダイス穴内面は図10の如く、切刃先端に大 1 )工具の欠損、折損、 曲がり等の事放を防止する のNiおよびCO元素が転移しておる。ポンチ端商と にはせん断時の左右加工力の不均衡によって、ポンチ ダイス端面については図111ζ線分析の結果が示す如く、 が曲げを受けても、その曲げを小さく抑制するような 明確信転移は認められなし、。以上の線分析、面分析の 型構造とすればよい。板押え板の側面とポンチ閥のす 結果と図71ζ示す工具刃先の摩耗を対比させて考える と、側面 1<:被加工材の転移の著しいポンチはその部分 にかなりの摩耗が認められ、また、刃先部に転移の著 しいダイスではその部分 K摩耗が集中している乙とが 分かる。乙の場合の摩耗機憾は主として凝着摩耗と考 える乙とができ、工具の摩耗を防止する上で潤滑が極 めて有効である乙とが推論できる。 7.結2
・
湾くて細長い、いわゆる納長比の大きい平行直線刃 による両面せん断加工をとりあげ、よく起る工具の欠 領、折損、ポンチの曲がり等の現象を実験により追求 し、切刃 l乙生ずる諸現象について若干の考察を加え、 また摩耗機構を明らかにするため工具表面のX線マイ きまC'をクリアランス以下とすると効果的である。 2) X線7イクロアナライザを用いて、ポンチとダ イス切刃部のOKα、NiKα、COKαの線分析と面分析を 行なったとζろ、ポンチ側面とダイス刃先部には大 の被加工材K含有されているNi元素とCO元素の転移 が認められ、乙の場合の工具摩耗は主として凝着摩耗 i乙属すると考えられる。 おわりに、本研究は日本学術振興会の流動研究員と して、東京大学工学部前回禎三教授のもとで、昭和48 年4月-49年3月において実施した研究の一部である。 本実験を行なうにあたり、実験装置および笑験材料を 提供して下さった、日立製作所武蔵工場に厚く御礼申 し上げます。58 銘苅:平行直線刃による両面せん断加工の研究 。 目4 0.3 0.2 0,1 0.4 0.4 U.4 0.3 0.3 10μ
一
0.3 0.2 (a) Punch face 0.2 0.2 (b) Die face ぷ 料 ダイス端曲1. 被加 I材コパル 分析条件守加速電rt.15KV 誠 料 電 流 0.06μ久 電f線 径 与Zμ 分光結晶 NiKa, CoKa:LiF uK"RAP-
10μ NiKa (1 Kc.p. s.) 0.1 0.1 話 料 ポノチ端耐,被加E有 コ パ ル 分析条件,加速電I:r15KV. 話 料 電 流 0.06凶電f線 径 年2μ 分光結晶 NiKa, CoKa:uF OKa:RAP
0.1
Fig 11.Analeysis of punch and die face by x-ray microanalyser 参考文献 1 )前回、精密機械学会誌XXV6 (1959) P2弱 2 )斉藤、塑性と加工 VoI、4N030 (1963) P 453 3 )近藤、精密機械学会誌 3巻6号、 31巻8号、 31巻9号 4) K、BUCHMAN、VVerkstattstech (1型63)P128 5) Ott仏 KIENZLE、Arch EisenhUten VVe -sen (1963) P443 6 )前回、銘苅、塑性加工講論 (1973)P329 7) P. B. SCHUBERT. Die Methods (1966)
P89 8 )前回、銘苅、塑性と加工(論文投稿中)