バイオマス資源によるプラスチック複合材料の開発とその応用
システム科学技術学部 機械知能システム学科 1年 捧 勇気 1年 笹瀬陽平 1年 照井駿磨 1年 三島嵩史 指導教員 システム科学技術学部 機械知能システム学科 助教 境 英一、教授 邱建輝、助教 伊藤一志 指導補助 システム科学技術学部 機械知能システム学専攻 1年 清水俊吾 1. はじめに
一般的に使用されている汎用プラスチックは石油から合成されており,自然環境に対 してきわめて安定で分解しにくいことから不要となったプラスチック廃棄物による環境負 荷が問題となっている.そこで,バイオマス由来の生分解性プラスチックが注目されているが,
コストが高いため十分な普及には至っていない.指導教員らの研究室では,コストを抑制するた め,秋田県で大量に発生している稲わらを添加した生分解性複合材料(グリーンコンポジット)
を作製しているが,汎用プラスチックほどの強度は得られていない.
稲わらの主成分であるセルロースナノファイバーは,鉄鋼の5~6倍という強度を有するため,
強化繊維としてPLAに添加すれば,高強度な複合材料の作製が可能となる.そこで,本グルー プは,稲わらを乾式および湿式で微粉砕することでセルロースナノファイバー(ミクロフィブリ ル)の抽出に挑戦し,これまでの稲わら/PLA複合材料に添加することで,環境にやさしく,高 強度な材料開発を目指す.また,その応用として3Dプリンタ用フィラメントを作製する.
2.使用材料と実験方法 2-1 使用材料
・稲わら(2014年収穫,秋田県産)
・PLAペレット(NatureWorksLCC製,Ingeo 3001D)
2-2 実験方法
2-2-1 稲わらの粗粉砕と粒度の篩い分け
稲わらを押し切りにて1~5cmに裁断し,カッターミル(FRITSCH製,PULVERISETTE 15)
にて粉砕した.その後,粉砕加工後の稲わらを試験篩((株)野中理化器製作所製)に投入し,電磁 回転振とう機(ADOLF KUHNER AG製,LSR-V-50)に固定し,回転数200rpm,ふるい時間 30minの条件で分級を行い,粒度300~1000µm,106~300µm,106µm以下をそれぞれ回収し,
106~300µmの稲わらを実験に使用した.
2-2-2 セルロースナノファイバーの作製
遊星ボールミル(FRITSCH製,pulverisette7)を用いて微粉砕し,セルロースナノファイバー の作製を試みた.まず,乾式粉砕として,粗粉砕した稲わら 2g,ボール(φ2mm)60g,回転数
400rpm,時間1h,の条件で粉砕した.次に,湿式粉砕として,粗粉砕した稲わら1g,水量20g,
ボール(φ2mm)80g,回転数400rpm,時間1h,の条件で粉砕した.湿式粉砕後の稲わらは,遠 心分離機(LMS製,MCF-1350)にて,8000rpm,3minの条件で遠心分離により回収し,走査型 電子顕微鏡(SEM)((株)日立ハイテクノロジーズ製,S-4300))で観察した.
2-2-3 二軸混練による複合材料の作製
混練を行う前に稲わらとPLAを80℃で8時間以上乾燥させた.これらを二軸押出機((株)
テクノベル製,KZ25TW-60MG-NH(-1200)-AKT)にて,押出温度 180℃,スクリュー回転数
100rpmの条件で溶融混練し,稲わらの添加量10wt%のコンパウンドペレットを作製し,3Dプリ
ンタ用フィラメントの作製に使用した.
2-2-4 3Dプリンタ用フィラメント製作機によるフィラメントの作製
3Dプリンタ用フィラメント製作機(FilaBot製,EX2FilamentExtruder)にて,PLA単体,PLA に稲わらを10wt%添加したもの,それに微粉砕した稲わら1wt%をさらに添加したものの計3種 類の3Dプリンタ用フィラメントを作製した.なお,それぞれ単体,添加前,添加後とした.
2-2-5 圧縮成形と打ち抜きによる試験片の作製
用意したフィラメントをペレタイザによりペレット化し,80℃で前日乾燥させた.これらをプ レス成形機(井元製作所製)にて,成型温度180℃,型厚2mm,圧力200kgf/cm²の条件でプレス 成形し,その後,プレス冷却機(井元製作所製)にて冷却し,プレートを成形した.その後,試 験片打抜刃((株)高分子計器製)を使用し,プレス成形機にてプレートをJIS K 7162に準じた 1BA形ダンベル型に打ち抜き,試験片を作製し引張試験に使用した.
2-2-6 評価
デジタルマイクロスコープにて,粗粉砕後の稲わら粉末の幅と長さを測定し,各粒度でのアス ペクト比を算出した.サンプル数は20とした.湿式粉砕前の稲わらをデジタルマイクロスコー プにて,湿式粉砕後を SEM にて観察した.作製した試験片を用いて,5kN のロードセルを備 えた万能材料試験機(INSTRON製,Series 3360)にて,室温23±2℃,引張速度10mm/minで 引張試験を行い,得られた荷重と変位から,試験前に測定した試験片の断面積および平行部の長 さを用いて,応力-ひずみの関係を得た.引張試験後の破断面をSEMにて観察した.
3.実験結果
図1に算出した粗粉砕後の稲わらのアスペクト比 を示す.図1より,各粒度を比較すると,粒度
106-300μmの稲わらはアスペクト比が他の粒度に比
べ高いことがわかる.アスペクト比が高いと荷重方 向に繊維が配向しやすくなるため,複合材料の強化 繊維として適しているといえる.
図1 アスペクト比
図2に湿式粉砕前の稲わらをデジタルマイクロスコープにて観察した写真,図3に湿式粉砕後 の稲わらを遠心分離した後の沈澱物をSEMで観察した写真をそれぞれ示す.図3より,繊維幅 1µm程度のセルロースミクロフィブリルが露出しているのが確認でき,湿式粉砕の効果が表れ ているといえる.したがって,完ぺきではないが,セルロースナノファイバーの作製に成功した ことが分かった.
図4に応力‐ひずみ線図を示す.ここ で添加前,添加後は稲わら/PLA複合材 料へのセルロースナノファイバー(CNF)
の添加の有無を表している.図より,稲 わらの複合材料はPLA単体よりも弾性 率,引張強度共に減少している.しかし,
CNFを添加すると弾性率が向上した.引 張強度にほとんど変化がなく,弾性率が 向上していることから,CNF添加により 複合材料が変形しにくく強くなったと 考えられる.
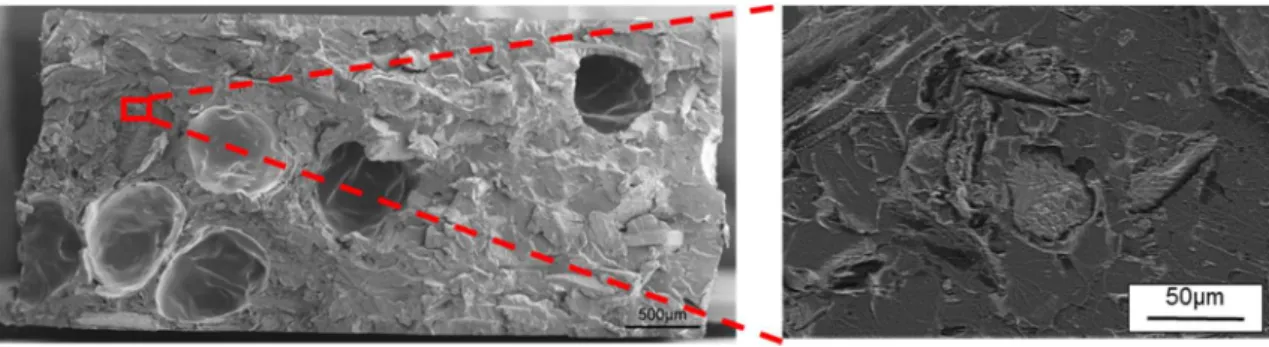
図5に引張試験後の試験片の破断面をSEMにて観察した写真を示す.図より,添加前は稲わ らとPLA間の隙間が小さいことから物質間の結びつきが強いことがわかる.一方,添加後は,
微粉砕した稲わらが凝集していることに加え,成形時の吸水・吸湿などにより発生した気泡の量 が多いため密度が小さくなっていることが,強度の低下につながったと考えられる.
(a) CNF添加前
図2 湿式粉砕前の稲わら 図3 湿式粉砕後の稲わら
0 1 2 3 4 5 6
0 20 40 60 80
×
× ×
Stress (MPa)
Strain (%) PLA単体
添加前 添加後
図4 応力-ひずみ線図
図6に作製した3Dプリンタ用フィラメントの写真をそれぞれ示す.PLA単体では透明だが,
稲わらの複合材料は茶色に変化している.しかし,右側の図のCNF添加後では添加前よりもや や薄い色合いとなり,比較的きれいになった.
4.まとめ
稲わらは粗粉砕すると様々な粒度に砕けるが,106-300μmの粒度に砕けるものが最も多く,ま
た,106-300μmの粒度の稲わらはアスペクト比が他の粒度に比べ高く,強化繊維として適してい
る.この粗粉砕した稲わらをボールミルにより湿式粉砕することで,セルロースナノファイバー
(ミクロフィブリル)まで取り出すことに成功した.しかし,完ぺきとまでは言えないため,セ ルロースミクロフィブリルをさらに分解する方法を模索する必要がある.
PLAに稲わらを混合させ,その後,CNFを添加させると,弾性率が上昇し硬い物質を作製で きた.その破断面の観察結果から,この複合材料は成形時に気泡が入りやすく,それによりPLA 単体よりも強度が著しく低下してしまうことが分かった.今後は気泡が入りにくい成形法を模索 し,より密度の高い成形物を作製できるようにすることが課題となる.
この材料により3D プリンタ用のフィラメントを作製することができた.CNF 添加後では添 加前よりもやや薄い色合いとなり,比較的きれいになった.今後は,このフィラメントを用いて 様々な試作品を作りたい.
図5 稲わら/PLA複合材料の引張破断面と破断面拡大写真
(b) CNF添加後
図6 3Dプリンタ用フィラメント