! 全 文 複 写 可 │
平成 2 3 年度 ( 2 0 1 1 年度)学位論文(修士)
ポーラス Zn ・ 2 2 Al超塑性合金の
機械的特性に及ぼすアルミナ粒子の影響
平成 24 年 。 012 年) 1 月 30 日 首都大学東京大学院
システムデ、ザ、イン研究科システムデザイン専攻 航空宇宙システム工学域博士前期課程
1 0 8 9 1 5 0 3石川直樹
指 導 教 員 北 薗 幸 一 准 教 授
目次
第 1 章 序 論 " ・ ・ ・ ・ ・ ・ ・
H・
H・ . . . … ・ ・ ・ ・ ・ ・ ・ … … … … ・ ・ … … . . . . ・
M・ … ・ … ・ ・ ・ ・ ・ … … ・ … ・ … ・ … . . . . ・
H・ . . . … ・ … . . . ・
H・ . . 1
1 . 1 研究背景…...・
H・ ‑ … . . . . . ・
H・ . . . . . . . ・
H・ . . . . ・ ・
H・
H・ . . … ・ ・ … ・ ・ ・ ・ ・ … ・ ・ " ・ ・ ・ … … … ・ … ・ … … ・ … ・ … ・ ・ ・ … ・ … ・ ・1
1 . 2 ポーラス金属…・・・……・・…・・………・・・・・…・・"・
H・
H・ . . . … . . . . ・
H・
H・ . . . . . ・ ・ ・ ・ … ・ ・ … … " ・ ・ … … " ・ ・ ・ ・ ・
1 . 3 ポーラス金属の作製方法"・・
H・
H・ . . . . . . . ・
H・ . . . . ・
M・ ‑ ・ ・ ・ . . . . . . ・ . . . . ・
H・ . . . . . ・
H・ ‑ … ・ … … … . . . . . . ・
M・ . . . . . . . . . ・
M・ " 1 ふ 1 溶湯発泡法
H・
H・ . . . ・
H・ . . . . . ・
H・ . . . . . . ・
H・ . . . ・
H・ . . . ・
H・
H・
H・ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1 . 3 . 2 粉 末 法 … ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ . . . . . . . . . . 4
1 . 4 超塑性材料……...・
M・
M・
M・ . . . … . . . . . ・
H・ . . . . ・
H・ . . . . . . … ・ … . . . ・
H・ . . . . ・
M・ . . ・ ・ . . . . . . . . ・ . . … ・ ・ ・ ・ ・ … ・ ・ ・ ・ ・ ・ ・ . . . . . . ・ ‑ ・5
1 . 5 ポーラス z n ・ 22 A1合金の発泡安定化"・・・・
H・
H・ ‑ ・ ・ ・ ・ . . . . ・
H・ . . … ・ … . . . . . . . ・
H・ . . . . ・
H・ ‑ … ・ ・ ・ ・ …
H・
H・ . . . . . . . . . . . 7
1 . 6 目的………・・…"・・・・…・・…………"・・
H・
H・ . . . . ・
H・ . . . ・ ・ " ・ ・ … … " ・ ・ … " ・ ・
H・
H・ ‑ … " ・ ・ " ・ ・ ・ ・ … … " ・ ・ " ・ ・ … … ・ ・ 9
第 2 章アルミナ粒子添加ポーラス z n ・ 2 2 A1合金の作製……....・
M・ … . . . ・
H・ . . . . ・
H・
H・ . . . . . . . . . ・
M・ . . . . 1 0 2 . 1 緒言…・・・・・・………・・…・....・
H・
H・
H・ . . . . . … … . . . . . . ・
H・ . . . . . ・
H・ . . . ・ ・ ・ ・ ・ … . . . . . . ・
M・ . . . ・ ・ … " ・ ・ ・ . . . . . ・
M・ ‑ ・ ・ ・ 1 0 2 . 2 実 験 方 法 … ・ ・ ・ ・ . . . . . . ・ . . . . … ・ ・ . . . . ・
M・
H・
H・
H・ . . … ・ ・ ・ ・ ・ ・ ・ ・ ・ … ・ … ・ … … … ・ " ・ ・ ・ ・ ・ ・ ・ ・ ・
H・
H・ . . . ・
M・ . . . . . . . . ・
M・ . . . . . . . 1 0 2 . 2 . 1 z n ・ . 2 2 A1超塑性合金
H・
H・ . . . ・
H・ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 0 2 . 2 . 2 発泡剤
H・
H・ ‑ … . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 2 2 . 2 . 3 安定化粒子…...・
H・ . . … ・
H・
H・ . . . ・
H・ . . . . . ・
H・ . . . ・
H・ . . . . . ・
H・ . . . . . ・
H・ . . . . ・
H・ ‑ … … ・ …
H・
H・ ‑ …
H・
H・ . . . . . . ・
H・ . . … 1 2 2 . 2 . 4 発泡試験…
H・
H・ ‑ …
H・
H・ . . . . . ・
H・ . . . . . . ・
H・ . . . . . . ・
H・ . . . ・
H・ . . . . ・
H・ . . . ・
H・ ‑ … . . . . ・
H・ . . . . ・
H・ . . . . . ・
H・ . . . . . ・
H・ . . . . ・
H・ ‑ … . . 1 3 2 . 2 . 5 気孔率の算出 …
H・
H・ . . . . . ・
H・ ‑ … ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・
H・
H・ . 1 5 2 . 2 . 6 組織観察
H・
H・ . . . . ・
H・ ‑ …
H・
H・ . . . . . ・
H・ . . . … . . . . ・
H・ . . . . . . ・
H・ . . …
H・
H・ . . . ・
H・ ‑ … ・ ・
H・
H・ . . . ・
H・ ‑ …
H・
H・ . . …
H・
H・ . . . … 1 6 2 . 2 . 7 セル形態の解析
H・
H・ ‑ … … . . . . . . ・
H・ . . … . . . ・
H・ . . . ・
H・ . . . . . ・
H・ . . . ・
H・
H・
H・ . . . . . ・
H・ . . . …
H・
H・ ‑ ・ …
H・
H・ . . . ・
H・ . . … 1 6 2 . 2 . 8 撹 持 ト ル ク 計 測 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ロ 2 . 3 結 果 と 考 察 . . . . . . . . ・ . . . . ・
H・ . . … ・ ・ ・ ・ ・ ・ . . . . . . ・ . . . ・
H・ . . . . . . . ・
H・ . . . ・
H・ . . . . . … … ・ ・ … . . . . . ・
H・ . . … ・ ・ ・ ・ … ・ . . . . ・
M・ . . . . . ・ . . . 1 9 2 ふ 1 セル壁中のアルミナ粒子分散…
H・
H・ ‑ … . . . ・
H・ ‑ … . . . . ・
H・ . . . . . . ・
H・ . . . …
H・
H・ . . . . ・
H・ . . . ・
H・ . . . . . . ・
H・ ‑ … . 1 9 2 ふ 2 発泡時聞による気孔率とセル形態への影響 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 0 2 ふ 3 アルミナ添加による気孔率とセル形態への影響....・
H・ . . . ・
H・ ‑ …
H・
H・ . . . . . ・
H・ . . . ・
H・ . . . ・
H・ . . . . . . . 2 2 2 ふ 4 アルミナ粒径による気孔率とセル形態への影響....・
H・ ‑ … . . . ・
H・ . . . ・
H・ . . . ・
H・ . . . ・
H・ . . . . . . ・
H・ . . … 27 2 ふ 5 トノレク計測及び最適作製条件の決定
H・
H・ ‑ … . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 9
第 3 章機械的特性に及ぼすアルミナ粒子糊日の影響…...・
M・ . . . ・
H・ . . . . . . . ・ . . . . …
H・
H・ . . . . . . ・
M・ . . . . . 3 2
3 . 1 緒 言 " ・ ・
m・
H・
H・ . . . … ・ ・ … ・ ・ … . . . ・
H・ . . . . . ・
H・ . . . . . . . ・
H・ . . . . ・
H・ . . . . . . ・
H・ . . … . . . . ・
H・ . . . . ・
H・
H・ . . . . . . ・ ・ ・ ・ . . . . . . ・ . . . . ・ ・ ・ ・ ・
H・ . . . . . 3 2
3 . 2 実験方法"・
H・
M・ . . . . . ・
M・ . . . . . . . ・ . . . . ・
H・ . . . . . . . . ・ ・ ・ ・ ・ . . . . ・
H・ . . . . . . . . ・
H・ ‑ … . . ・ . . . . . . . . ・ . . . . . ・
H・ . . . … … ・ ・ ・ … ・ ・ ・ . . . . ・
H・ . . . . 3 2
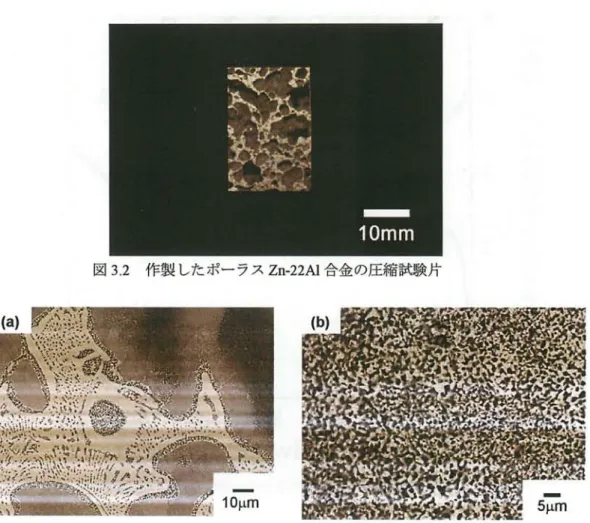
3 . 2 . 1 圧縮試験片の作製…・・ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 2
3 . 2 . 2 熱 処 理 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ・
H・ . . . . . . ・
H・ ‑ …
H・
H・ . . . ・
H・ . 3 2
3 . 2 . 3 SEMI こよる試料観察 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 3
3 . 2 . 4 圧縮試験日
H・
H・ . . … . . . . ・
H・ . . . . ・
H・ ‑ … ・
H・
H・ . . . ・
H・ ‑ …
H・
H・ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . お
3 . 2 . 5 エネルギー吸収量の評価…
H・
H・ . . . . . ・
H・ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 4
3 . 3 結果と考察…・・……・・・……・・・………・・……・・………・…・…・ 35 3 ふ 1 圧 縮 試 験 片 … ・ … . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . … … … … . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .". . . . 封 5 3 ふ 2 応カ一ひずみ曲線 ……… … . . . . . . . . ・
H・ . . . ・
H・ . . . ・
H・ . . . ・
H・ . . . . . . . . ・
H・ . . . ・
H・ . . . . . ・
H・ . . . . . . ・
H・ ‑ … . . . ・
H・ . . . . . . ・
H・ . . . . . . . ・
H・ . 3 6 3 ふ 3 ポーラス z n ・ 22 A 1 1 A l
20
l合金のひずみ速度依存性…
H・
H・ . . . . ・
H・ . . . ・
H・ . . . . . ・
H・ . . . ・
H・ . . . . . . ・
H・ . . 4 0 第 4 章純金属を出発材としたポーラス z n ・ 22 A l ' 合 金 の 作 製 " ・ ・ ・ … ・ ・ ・ ・ ・ … … … ・ " ・ ・ ・ … … ・ ・ ・ … ̲43 4 . 1 緒言………・・・...・‑…
H・
H・ ‑ … … ・ ・ … … … ・ " ・ ・ . . . . . . ・ ‑ …
m・ ・ ・
m………・…・…… . . . . 4 3 4 . 2 実 験 方 法 . . . . . . . . ・ . . … ・ … … … … ・ … … . . . . . ・
H・ . . . . . . . . . . ・ ・ ‑ ‑ ・
H・‑……・・……
H・
H・ . . . . . . . ・ ・ . . . . . . . . . . . . ・ . . . . . 4 3 4 . 3 結果と考察…・・・・・…"・・・……・"・・・…・・・・・・…・・・・………・・……"・……… . 4 4 4 ふ 1 微細組織及びセル形態 ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ . . . . . . . . . . . . . . . . ・ . . . . . . . . . . ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ …
H・
H・ . . . ・
H・ . . . . . ・
H・ . . . . ・
H・ . 4 4 4 ふ 2 機 械 的 特 性 . . . . . . . . . . . . . . ・ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ・ ". . . . ・ ・ ・ ・ ・ ・ ・ . . . . . . . . . . . . . 4 7 第 5 章 結 論 " ・ ・ ・ ・ . . . . . . . . ・ ‑ … ・ … ・ … ・ … " ・ ・ ・ … … ・ … . . . . ・
H・..……・……
m… … ・ ・ … … ・ ・ ・ … . . . . . . ・ . . ‑ … ・ 49
参 考 文 献 … ・ … ・ ・ . . . . . . ・ ‑ … ・ ・ … … ・ ・ … … ・ ・ ・ … … … … … … " … … … ・ . . . . . . . . ・ ‑ … ・ ・ ・ " ・ ・ ・ … . . . . . . ・ ‑ … … . 5 1
謝辞……・・・"・・"・……・"・・・・・…・"・・・・・…・…・・"・・・…・・……・・……・……・……・………・・・……・…… . 5 3
国内外発表 P ス ト . . . . . . . . . . . . ・ . . … ・ " ・ ・ . . . . . . ・ ‑ … . . . . . . ・ ‑ … ・ ・ … … ・ ・ … … ・ ・ ・ ・ ・ … . . . . . . . . . ・ . . . . . . . . . . . . . ・
H・ . . . . . . . . . . . . ・ ‑ ・ 54
第 1 章 序 論
1 . 1 研究背景
工業的に製造する部材のほとんどは溶解して鋳込む鋳造法、あるいは粉末に圧力を加え て焼結する粉末冶金焼結法を用いて製造している。この際に発生するガス気泡などの鋳造 欠陥や焼結欠陥は、機械的特性を著しく劣化させるとして望ましくなく、出来るだけ鍛密 にしなければならないと考えられてきた。しかし、自然界には樹木や蜂の巣、珊瑚、生体 骨のように内部に気孔を有するセル構造体(多孔質体)が非常に多く存在することが知られ ている。多孔質体は軽量、通気性、断熱といった特性があり、多孔質材料は数十仰
1の微細 空孔から数 mm の空孔を有するものまで様々である。人類はこれらをはるか昔から、何世 紀にも渡って利用してきた。
そして近年、発泡ポリマー(ポリマーフォーム)など、人類は自ら多孔質体を作り出すよう になった。多孔質体の特性を活かし、クッションのような防振用や、衝撃体からの運動エ ネルギーを吸収するエネルギー吸収材など、さまざまな用途に利用されている。ポリマー だけにとどまらず、金属、プラスチック、セラミックス、ガラスなどあらゆるものを発泡
させる(ポーラス化)技術が確立されつつある [ 1 ] 0
最近、国内外で製造技術の研究開発が盛んに行われているポーラス金属は実用金属中で もっとも軽いマグネシウムよりも遥かに軽量で、敏密金属では実現不可能な超軽量化が実 現可能である。また、ポーラス金属は軽量であるだけでなく、断熱、吸音、衝撃吸収特性 も高く、航空宇宙、自動車、鉄道業界などからの関心を集めており、様々な分野への発展 可能性を秘めている。さらに、ポーラス金属は多孔質で比表面積が大きい構造のため、セ ル形態によって様々な機能を有する機能性材料としても有望である。
自動車業界や航空業界では近年、 CO
2の排出による地球温暖化や化石燃料の枯渇などとい った地球環境問題を受け、燃費の向上や C U2の削減が急務とされている。航空業界では軽 くて強い複合材料 (σRP) を多量に用いることで燃費の向上を図っている。自動車業界では ノ、イプリッド自動車などのエコカーの開発、販売競争が激化してきでおり、その他にも水 素自動車、燃料電池自動車や電気自動車といったクリーンエネルギーを用いた自動車の開 発が活発である。そして現在、自動車における軽量化として注目されているのがポーラス 金属である。自動車の構造部品の約 20% をポーラス金属で代替できると考えられており、
これは車両一台あたり約 60kg の軽量化をもたらすことができ、燃費の向上につながる [ 2 ] 0
また、軽量化だけでなくポーラス金属の有する吸音、断熱、制振、衝撃吸収といった特性
による相乗効果も期待されている。実際に、高架橋やアリーナなどにおいて吸音材料とし
てポーラス金属が用いられており、制振材料としてゴルフバターなどにも採用されている。
さらに航空宇宙分野においても、アリアン 5のノーズコーンにポーラスアルミニウムの サンドウィッチ構造(Al uminumFoam S a n 伽 i c h e s :AFS) が採用されている [ 3 ] 。他のアプリ ケーションでもポーラス金属を適用させることに関する論文が報告され、今後の発展に期 待されている [ 4 ・ η 。このように、ポーラス金属は非常に多くの可能性を秘めている。
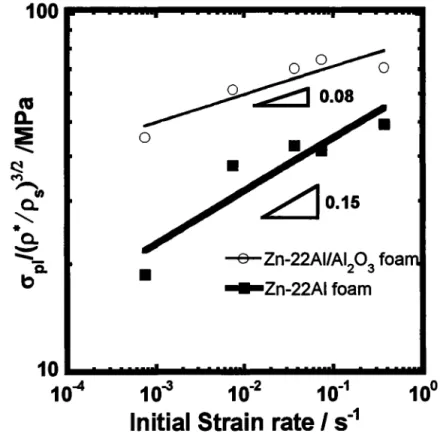
ここで、衝撃吸収材としてのポーラス金属の特性を考えた場合、自動車などで使用され ることを加味すると、静的な変形よりも動的な変形に対して優れた衝撃吸収能を有するこ とが重要である。これは同じ質量の物体が衝突する場合、高速で衝突するほど衝突エネル ギ‑(運動エネルギー)が大きくなるためである。轍密な金属材料よりも格段に大きなエネル ギー吸収能を示すポーラス金属であるが、従来のアルミニウムやマグネシウムといった材 料では変形応力のひずみ速度依存性が小さく、変形速度に関わらずエネルギー吸収量の変 化が小さい。 [ 8 ・ 1 句 そこで、近年注目されている超塑性合金をポーラス化することが出来 れば、動的変形時に大きなエネルギー吸収能を有する衝撃吸収材が得られると考えられる。
適切な熱処理を施すことにより室温付近でも超塑性特性を発揮でき、ひずみ速度感受性が 優れた材料を検討した結果、 z n ・ 22 Al合金が適切であると考え、本研究ではこれに注目した。
1 . 2 ポーラス金属
ポーラス金属とは、1.1節で簡単に述べたようにセル構造体の一種であり、金属内部に多 数の気孔、空孔を有する金属のことを指す。ポーラス金属は、広義の意味では鋳造欠陥等 の欠陥も含まれるが、そのようなネガティプな因子としてではなく、積極的に空孔を取り 入れポジティプな因子としている金属材料である。金属内部に数多くの気孔が存在するこ とによって、轍密体には見られない衝撃エネルギー吸収特性、断熱特性、吸音特性、制振 特性など様々な優れた特性を示し、更には製法によれば超軽量なポーラス金属を作製する
ことができるため、軽量化の観点でも優れた特性を有している [ 1 1 ] 0
ポーラス金属と一言で言ってもセルの形状も多種多様であり、数IDm " ' c m のオーダーの 気孔を有する一般的な発泡金属を始め、数 nm '"数"皿の微細空孔を有するナノポーラスや、
気孔の形状が長手方向の異方性を有するロータス型ポーラス金属、オープンセル型、クロ ーズドセル型などと様々である。図 1 . 1 にオープンセル型ポーラス金属、図 1 . 2 にクローズ
ドセル型ポーラス金属(ALPORAS) の写真を示す。
オープンセル型ポーラス金属は、図1.1に示されているように、一つ一つのセルが連続的
に連なっているのが特徴で、流体透過性がある。このような特徴から、熱交換器、ヒート
シンクやフィノレターなどの応用が考えられている [ 1 勾。一方、図1. 2 に示されているような
クローズドセル型ポーラス金属は、一つ一つのセルがそれぞれ独立して存在し、オープン
セル型ポーラス金属と比較して強度があるために、衝撃吸収材料としてや、断熱材料、加
工法によっては吸音材料としての応用が考えられている [ 7 ] 。しかしながら、強度があると
はいえ、気孔が存在するために鍛密体と比較すると強度は著しく低い。 この欠点を克服す るために、合金化による強度の向上や、樹脂を用いることで強度を向上させるような研究 も進められている。
ポーラス金属は、今まで述べたように多種多様な種類があり、オープンセル型か、クロ ーズド 、 セル型か、更にはセルのサイズや気孔率、母材の特性などによってそれぞれポーラ ス金属としての特性が大きく異なる。これらの特性の違いは、ポーラス金属の製造方法に よって様々に変化する。従って、要求される条件に応じてポーラス金属を作り分ける必要 がある 。
図1.1オープンセル型ポーラス金属 図l. 2 クローズドセル方ポーラス金属 (ALPORAS)
1 . 3 ポーラス金属の作製方法
ポーラス金属の作製方法は様々な手法が提案されている [ 4 ] 0一般的に、金属が溶融した 状態で作製し固化させる鋳造法と、金属粉末を固化する粉末法の 2 種類に大きく分類でき る 。 また、閉じ鋳造法でも金属を溶融させ発泡剤などを投入し、溶湯内にガスを発生させ て作製する溶湯発泡法や、予め気孔形状を作製した型(スベーサ、テンプレート)に溶融 金属を流し込み固化し、型を除去してオープンセル型ポーラス金属を作製するスベーサ法 などがある 。 更に本節では、クローズドセル型ポーラス金属を作製するのによく用いられ、
最も研究が進んでいる溶湯発泡法及び粉末法の作製方法について概説し、オープンセル型
ポーラス金属を作製するのに用いられるスベーサ法についても概説する 。
1 ふ 1溶湯発泡法
溶湯発泡法とは、溶融金属を発泡させてポーラス金属を作製する方法で、よく用いられ る作製プロセスのひとつである。基本的な作製プロセスは、るつぼの中で金属を溶融させ、
溶湯に発泡剤を添加して発抱させ、そのまま固化することでポーラス金属を得る[ 1 3 ] 0発泡 剤には水素化チタンロ田 . 2 ) や炭酸カルシウム(Ca C U])などがあるが、母材の融点よりも低い 分解温度である必要がある。発泡剤を用いて溶融金属を発泡させる場合、気泡の合体や重 力によりセル壁から溶湯が流れ出るドレナージ現象が生じ、粗大化した気孔が生じる。粘 性を高めることによってこれらの現象を抑制することが出来る。そのため、溶融金属にセ ラミックス微粒子といった、安定化粒子を添加することによって粘性の向上を図る手法が よく用いられている。また、合金の場合は固液共存状態である半凝固域を用いることで粘 性の上昇を図ることが出来る。溶湯発泡法は、大量のポーラス金属を比較的容易に作製で きるということや、バルク体から作製できるために比較的低コストで作製することができ るという利点がある。一方で、機披的特性を向上させるために添加元棄を加えると凝固プ ロセスが変化するため、セル形態が影響を受けやすい。さらに、得られるポーラス金属の 気孔径が比較的大きいため、小さい部材や薄板に適用することはできない。
1 ふ 2 粉末法
粉末法とは、金属粉末を原料として作製するプロセスであり、粉末冶金法(p M 法)とも呼 ばれる。基本的な作製プロセスは、金属粉末や合金粉末と、粉末状の発泡剤とを混合し、
ホットプレスや押し出しによって鍛密な半仕上げ状態に混合物を作製し、プリカーサ(前駆 体)を作製する。さらに、そのプリカーサを融点域にまで加熱させ発泡させる手法である。
十二分に金属粉末と発泡剤とが均一に混合されること、及びプリカーサを作製するときの 充填率はほぼ 100% の敏密なプリカーサを作製することが重要である。このような要求事項 からよく用いられる作製プロセスとして、冷間等方加圧成形 ( C I P ) と押し出し加工の組み 合わせプロセスがある [ 1 3 ] 0粉末法の大きな特徴としては、作製されたプリカーサをそのま ま加熱し発泡させることだけでなく、プリカーサを任意形状に機械加工してから発泡させ ることが可能であるという特徴を有する。このように機械加工したプリカーサを金型内で 発泡させることで、複雑な形状のポーラス金属を比較的簡単に製造することや、容器内な どにポーラス金属を充填することが可能である。しかしながら、金属粉末はバルク体と比 較して非常に高価であるため、工業的に粉末法を用いる場合は粉末コストを下げることは 必須である。また、一般的に粉末法では小さな部材などにしか適用ができないという課題
も存在する。
1 ふ 3 スベーサ法
スベーサ法とは、消失する物質をスベーサとして用いてオープンセル型ポーラス金属を 作製する方法であり、スベーサの大きさや量によって気孔率やセルサイズの制御が容易で あることが大きな特徴である。スベーサ法は一般的に鋳造法と粉末法の 2 種類が挙げられ る 。
鋳造法の一般的な製造プロセスは、まずポリマーなどでスペーサ(多孔質体)を形成す る。そこへスラリーを流し込み、乾燥させ由化させる。その後、スベーサを焼失や化学反 応などにより除去させる。除去した部分に溶融させた金属を流し込み固化させ、最後に固 化させたスラリーを除去させることでポーラス金属を作製する。この方法では、スペーサ が連続的に繋がっていなければ全てを除去することができないために、オープンセル型ポ ーラス金属となる。
粉末法の一般的な製造プロセスは、金属粉末とスベーサとなる粉末を均一に混合させ固 化させた後、金属粉末を焼結させる。その後、スベーサを取り除くことによってポーラス 金属が作製される。鋳造法と同様に、スベーサが消失するためにスベーサが抜け出る穴が 必要であり、オープンセル型ポーラス金属となる。スベーサの選定は、要求されるセルサ イズや、焼結時にスベーサが溶融して焼失しないこと、母材との反応が少ないことなどを 考慮して決定される。
1 . 4 超塑性材料
超塑性とは耳SH7007 の定義で
「多結品材料の引張変形において、変形応力が高いひずみ速度依存性を示し、局部収縮(ネ ッキング)を生じることなく数百パーセント以上の巨大な伸びを示す現象」
と定められている。通常、金属材料は引張加重を加えると局部収縮(ネッキング)が生じるが、
超塑性材料は特定の温度範囲においてネッキングを生じることなく飴やガムのように驚異 的な伸びを示す。超塑性材料は過去様々な研究が行われており、多くの超塑性材料が開発
されている [ 1 4 ] 。その例を表1.1に示す。
超塑性現象は微細粒超塑性と内部応力超塑性とに大別される。微細粒超塑性とは平均結 品粒径 10μm 以下およびおよそ O . 5 T
m(九:融点の絶対温度)以上で発揮されるものである。
内部応力超塑性とは、相変態の発生・進行中に応力を加えることによって発生するもので、
変態点を含む加熱ー冷却の熱サイクルを何度も繰り返す必要がある。
表1.1微細超塑性合金の例 [ 1 4 ]
伸び(%) 温度 ( C )
組 成
550 Zn ・ 0 . 4 A 1 20
5 0 0 ‑ ‑ 1 5 0 0 2 0 0 ‑ ‑ 3 0 0
Z n . ・ 22 A 1
1 0 0 0 Zn‑2 2 A l ‑ 4 Cu 250
6 0 0 A 1 ‑ 1 7 C u 400
500 4 4 0 ‑ ‑ 5 2 0
A 1 ‑ 3 3 Cu
1 0 0 0 3 5 0 ‑ ‑ 4 7 5
A 1 ‑ 6 Cu
・0 . 5 Z r
450 9 0 0 ‑ ‑ 1 1 0 0
T i ‑ 6 A 1 ‑ 2 . 5 S n
1 0 0 0
ここで、図1. 3 ( a ) ,(b)に多結晶体の結晶粒の形状変化を、それぞれ一般的な変形、超塑性 変形の概略図を示す。一般的な変形は転移クリープ、拡散クリープであれ個々の結晶粒は 相互位置関係を変えずに結品粒の形状を変化させる。それに対し、超塑性変形は結品粒の 形状を変えずに相互的な位置関係を変化させること、これが連続的に起こることによって 巨視的な変形をもたらしている。
超塑性を示す指標として、ひずみ速度感受性指数 (m 値比呼ばれるものがある。定常状態 変形における変形応力とひずみ速度の関係は、誠司1.1)によって与えられる。
8 0 0 ‑ ‑ 1 0 0 0 T i ‑ 6 A 1 ‑ 4 V
σ= K s ( 1 . 1 )
ここで、 K は定数、 σ は変形応力、 s はひずみ速度、 m はひずみ速度感受性指数である。 m 値は同じ材料でも、温度やひずみ速度によって変化する。 m値は O 物 語 1 であり、超塑性材 料は他の金属よりも m 値が大きく、一般的に m >O . 3 で超塑性材料と呼ばれる。超塑性材料 にネッキングが生じると、その部分のひずみ速度が大きくなり、それに伴って応力も大き くなることによってネッキングの拡大を防ぐことができる。
一 . . . . .
( b )
得予
↑ ↑ ↑
↓ ↓ ↓
( a )
↓
11
41
il
'1
11
11
1J
超塑性の変形機構 図1. 4
一般的な変形機構
図1. 3
本研究で用いた Zn
・22 Al合金は、様々な室内実験や研究で用いられてきた標準的な微細粒 超塑性合金である。実際に、引張変形において Zn
・22 Al合金が超塑性変形をした例を図1.5 に示す[ 1 5 ] 0 微細粒超塑性が発現する条件は、前述した通り平均結晶粒径 10μm 以下及び およそ O . 5 T r n以上の温度とされているが、 Zn
・22 Al合金に関して結晶粒径を更に 2 μ m 以 下程度まで微細化させることで、より低温、より広いひずみ速度域でも超塑性が発現する ということが明らかになっている [ 2 2 ] 。実際にナノオーダーにまで微細化された結品粒の Zn
・22 Al合金は、室温にて高速超塑性を示すことが証明されており、そして、その特性を利 用したメンテナンスフリーの住宅用制震ダンパが開発されている [ 1 6 , 1 7 ] 。
Zn‑22wt
O/ o A I
図1. 5 Zn
・22Al 合金が実際に超塑性変形をした例[1 5 ]
1 . 5 ポーラス Zn
・22Al 合金の発泡安定化
本研究室での過去の研究成果において、ポーラス Zn
・22 Al合金はその合金粉末と発泡剤 である水素化チタン (T
出2 )粉末を混合、熱間プレスしたものを加熱し発泡させる粉末法お よび、溶融した合金に水素化チタン粉末を投入、撹搾により分散させ発泡させる溶湯発泡 法により作製に成功している [ 8 , 1 8 ] 0 本研究においては、安価に大量生産が可能な溶湯発泡 法を用いてポーラス Zn
・22 Al合金の作製を行う 。 しかし、1. 2 . 1 節で述べたような安定化粒 子の添加は行われていないため、粗大化した気孔の問題がある。安定化粒子を添加するこ
とにより発泡の安定化を図ることは不可欠である。
ここで、安定化粒子によるドレナージの抑制メカニズムの模式図を図1. 6 に示す。 ドレナ
ージは、重力によってセル壁中の溶湯が下部に流れ出る現象であり、 Zn
・22 Al合金は密度が
5 . 2 4 と重たいためドレナージの影響が大きいと考えられる 。図1. 6 ( a ) のように粒子を添加し
ていない場合、溶湯の粘性が低いために重力によってセル壁から溶湯が流れ出てしまう 。
一方で、安定化粒子を添加した場合、図1. 6 (b)のようにセル壁中に粒子が存在しており、これ
により溶湯の見かけの粘性が向上する。 これによって溶湯が流れにく くなり、ドレナージ
を抑制することが出来る。
次に、図l. 7 に気泡の合体を粒子添加によって抑制するメカニズムの模式図を示す。 まず、
粒子を添加していない溶湯では粘性が低いためにドレナージが生じ、薄くなったセル壁が 壊れて気泡の合体が生じる 。 このセル壁の破壊は一定のセル壁厚さで生じ、この厚さは気 泡の表面張力に依存する。図1.7(b)のように安定化粒子を添加した場合では、ドレナージが 抑制されるためセル壁が薄くなりにくい。それに加え、気泡が発生してから一定の大きさ に至るまでの気泡の成長過程で気泡表面に粒子が集まるため、表面張力が低下する 。 この 二重の効果により、気泡の合体を抑制することが出来る。
一般的に安定化粒子は金属カル、ンウム 、または炭化ケイ素やアルミナなどのセラミック ス粒子が用いられる 。金属カノレシウムは酸化物を生成することで溶湯内に固相を発生させ、
セラミックス粒子は溶湯に溶けないためそれ自身が固相として増粘作用をもたらす。
. ( b ) ・
'
/‑ ‑ ‑ ー ‑ "
図l. 6ポーラス金属におけるドレナー ジの模式図 ( a ) 粒子無添加 (b)粒子添加
( a ) ( b ) .
骨 1
.
・
• .
•
.・・ . . .
争 挙
• • .
• • . ‑
• .
図l. 7 セル壁/気泡部における気泡合体の模式図 ( a ) 粒子無添加 (b)粒子添加
1 . 6 目的
ポーラス Zn ・ 22 A1合金を作製する際、1.3 . 1 節でも述べたように粗大化した気孔が問題と
なるため、発泡の安定化が不可欠である。文献 [ 1 8 ] において発泡温度、発泡時間による最適
条件を定めセル形態の微細化が図られた。しかし、溶湯の半凝固を用いるため温度管理が
難しく、さらに発泡時間の増加によりすぐに気泡の合体が生じ、セル形態が悪化してしま
うという問題点がある。そこで本研究では、安定化粒子として安価かっ溶湯と反応しない
アルミナ粒子を用いた。本研究は安定化粒子としてアルミナを用いてポーラス Zn ・ 2 2 A1合金
を溶湯発泡法により作製し、粒子添加量及び粒径によるセル形態、機械的特性への影響を
調査することを目的とする。
第 2 章アルミナ粒子糊日ポーラスZ n ‑ 2 2A1合金の作製
2 . 1 緒言
本章では、ポーラスZn.・ . 2 2 Al合金を粒子無添加及びアルミナ粒子添加で作製し、セル形態 の比較を行った。また、ポーラス Zn ・ 22 Al合金に関する文献 [ 1 9 ・ 2 1 ] において、安定化粒子は 添加しているものの、作製条件に関して詳細な報告がされていない。そこで、用いるアル ミナの粒径、添加量を変化させることで、より詳細な調査を行った。さらに、発泡体の作 製におけるもっとも重要なパラメータの 1つである粘性の指標である撹持トルクを計測し、
最適作製条件を決めた。
2 . 2 実験方法
2 . 2 . 1 Zn ・ 2 2 A1超塑性合金
素材となる Zn ・ 22 Al超塑性合金は神戸製鋼所より提供された、 φ
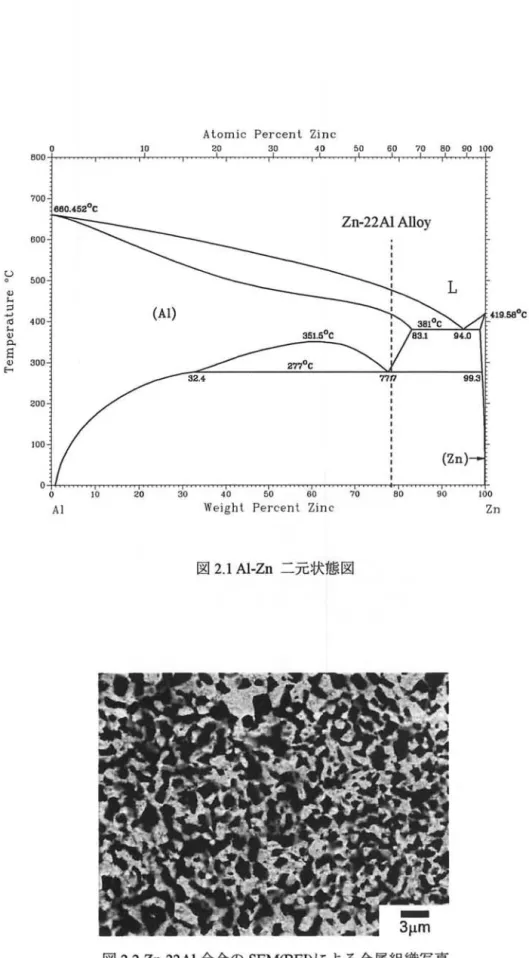
,36xlS00mm のロッド形状 の合金インゴットを用いた。Al ‑Zn 二元状態図を図 2 . 1 に示す。状態図より、 Zn ・ 22 Al合金 は溶融状態から冷却していく場合、約 480 'Cで嬢固が開始し、約 420 'Cで嬢固が終了する。
疑固開始点と凝固終了点の聞では液相からAl相が晶出するので、この区聞はこれらの混在
状態が続く。本実験で使用した Zn , ・ 22 Al合金もそれぞれの温度で同じ挙動を示した。そこ
から更に冷却すると、 277 'Cで共析反応を示す。本研究で用いた Z n . ・ 22 Al合金バルクを、走
査型電子顕微鏡 ( 8 EM) (日本電子: J 8 M ' : τ ' 3 30A) の反射電子像(B町で撮影した組織写真を図
2 . 2 に示す。黒い部分がAl・ r i c h な α 相、白い部分が Z n ‑ r i c h な p 相を示す。図を見ればわかる
ように、 Zn ・ 22 Al合金バルクは 10μm 以下の非常に微細な等軸組織を有していることがわか
る 。
90 100
目
70 。
60 50
Alomic P e r c e nl Zinc
20 30 40
10 0
600
~19,580C
100
Z n Zn
・22 A l A l l o y
L ( A l )
600
500
υ ︒
U! FH
ロ
Jd﹂む 門門 口
HUト
99,3 400
300
(Zn)
200
100
70 90
40 50 60
W e i g h l P ercenl Z i n c
30 20 10
o o
Al図 2 . 1A l ‑ Z n二元状態図
図 2.2Zn
・22 Al合金の SEM 但E I ) による 金属組織写真
2 . 2 . 2発泡剤
溶湯発泡法により発泡金属を作製する際、加熱により解離し、ガスを放出する発泡剤を 用いる 。発泡剤のガス放出温度は、合金の溶融温度以上でなければならない。さらに、鋳 造法においては、溶融金属が適切な粘性となる温度で多くのガスを放出する発泡剤が望ま しい。発泡剤は水素化チタン(T:田
2)や炭酸カノレシウム (CaC0
3)が広く用いられているが、本 研究で、は水素化チタン粉末:T:出
2( l l ) (高純度化学研究所製、純度 99% 以上、粒径 45μm 以 下)を使用した。 図 2 . 3 に SEM の二次電子像( S E I ) で撮影した水素化チタン粉末の写真を示 す。水素化チタンは、粉砕されたチタンに水素を高温高圧で吸着させたものであり、 4 5 0 " C 以上に加熱すると水素とチタンの解離が生じ、水素ガスを放出する。これにより溶融状態 の合金内に多くの気泡が生じ、気泡が内在している状態で凝固を行うことによりポーラス 金属を得ることが出来る。
図 2 .3水素化チタン粉末の SEM 写真
2 . 2 . 3安定化粒子
1 . 2. 1 節でも述べたように、溶湯発泡法を用いてポーラス金属を作製するにあたり、安 定化粒子を添加して粘性を増加させる必要がある。増粘剤には、カルシウムの他に炭化 ケイ素やアルミナ粒子が広く用いられ、機械的特性へも影響をもたらす [ 2 3 ] 0 カノレシウム は酸素と反応して溶湯内部に酸化物を生成することにより粘性が増加し、セラミックス 粒子は分散により粘性を増加させる 。添加する粒子の粒径によっても粘性は変化し、セ ル形態へ影響を及ぼす。本研究では母材の自然生成物でもあり、扱いも容易なアルミナ 粉末を増粘剤として用いた。 異なる粒径のアルミナ(アドパンテックス、粒径 30μn 以下、
高純度化学、粒径約 lμm 、純度 9 9 . 9% 以上)を用い、粒径によるセノレ形態への影響を調査
した。図 2 . 4 ( a ) ( b ) に SEM の SEI で撮影したアルミナ粉末の写真を示す。
••
n u .
0り
.•••
図 2 .4アルミナ粉末の SEM 写真 ( a )粒径 30μm (b)粒径 1μm
2 . 2 .4発泡試験
本研究では溶湯発泡法を用いて発泡試験を行った。試料を加熱するための電気炉は、電 気士甘塙炉(アドパンテック東洋製、 FUC150FB) を用いた。この装置の写真を図 2 .5に示す。
上扉式の電気士甘塙炉であり、増塙を取り出すことなく撹持機を挿入し溶湯を撹枠すること ができるため、溶湯の温度低下を抑えることが出来る。
発泡試験の概略図及び温度プロファイルを図 2 . 6 に示す。 Zn
・22AI 合金バルクはバンドソ ー(新ダイワ工業製、 FUC150FB) を用いて約 2 90gに切り出され、黒鉛士甘塙(日本ルツボ製、
n s 規格 l 種 4 番:高さ 130mm 、口径 105mm 、底径 70mm 、口厚lO m m 、容量 0 . 5 3 ) に入れ
た。士甘塙中の試料は電気土甘塙炉に入れて 5 1 O ‑530
0Cとなるまで加熱、溶融された。次に炉温
を 485
0C に設定し、上扉を開けて溶融した Zn
・22 A1合金に撹持機(HE IDON 製、スリーワ ン モータ B Ll 2 0 0 ) を挿入し、 2 つの耐火耐熱レンガ(加賀耐火煉瓦製、 並型 230mmX 1 1 4 X 65mm 最高使用温度 1 2 0 o ‑ 1500
0C)で蓋をしてから、熱電対 (CHINO 製、熱電対検出器 DZ l O O O 、温 度分解能 I
OC)で溶湯温度の計測を行った。溶湯温度がアルミナ添加温度 T
A=495 ‑ ‑ 4 9 0
0C ま で 、 下がってから、撹持機により 600
甲m で撹持しながらアルミナ粉末を 0 ‑ ‑ 4 v o l.%添加し、 6 0 0 s 撹持することによって溶湯内に均一に分散させた。ここで撹持翼(HE IDON 製、スリーワ ン モータ用プロペラ R ) は材 Omm の大きさの 4 枚羽根のプロペラ型のものを用いた。その後発 泡温度 480
0C において 900rpm で撹持させながら、発泡剤として水素化チタ ン lmass% を添加 し 、 20s 撹持を行し、溶湯内に水素化チタン粉末を均一に分散させた。 その後撹持機を素早く
取り出し、上扉を閉めて溶湯を炉内に保持時間 tH=20~300s で保持し発泡させた後、黒鉛士甘
禍ごと発泡体を取り出して送風機(オーム電機製、 OFD
幽2 0 ) により強制空冷を行い、凝固さ せた。
実験条件については、本研究室での過去の研究及び文献より決定した [ 1 8 , 23 , 2 4 ] 。アルミ ナ添加温度 T
Aに関しては、アルミナ添加後の温度低下を計測し、その後の撹持で 480
0C を 下回らないように決定した。Zn
・22 A1合金は 480
0C で凝固が開始するため、粒子添加による 粘性への影響を調査するためには 480
0C 以上の温度で発泡を 行う必要があるためである。 ア ル ミナの添 加 につい ては、まず粒径 30μm のアルミナ粉末 を用いて添加量 2 , 4 v o l.%、保持 時間 t H = 2 0 , 1 2 0 , 3 0 0 s と条件を変化させて実験を行い、粒子添加量、保持時間によるセル形 態への影響を調査した 。後に、この結果より得られた好条件を用いて粒径 Iμm のアノレミナ による 実験を行い、粒径による影響 を調査した。
図 2 . 5 電気士甘塙炉
AI
,
O,
additlon,
5tirlng 600rpm図 2 . 6発泡試験の概略
2 . 2 . 5気孔率の算出
TiH
,
addition,
Stiring 900rpmFoaming
日
Cooling
日
得られたポーラス Zn
・22 Al合金の密度は、電子比重計(アルファミラージュ製、 E W
・300SG 分解能 O . O I g ! cm
3)によって測定された。この電子比重計はアルキメデス法の原理に基づいた
ものである 。アルキメデス法とは、測定対象を大気中と、水、またはエタノール中に浸か っている状態で質量を測定し、大気中における質量を浮力で除することによって密度を求 める方法である。この装置の測定法は式 2 . 1 によって表すことができ、これによって測定物 の密度 p を求めている。
m
,、 ρ
ーρ z
mo‑m ( 2 . 1 )
ここで、 mO は大気中における測定物の密度、 m は液体中における測定物の質量、 P i は液体 の密度である 。本研究で、は液体に水を用いたため、 P i =1 g ! cm
3である 。
密度測定後、式 2 . 2 によって気孔率 p を算出した。
p 十 三 ) X l ω 側 ( 2 . 2 )
ここで、〆はポーラス Z n ‑ 22 Al合金の見かけの密度、 P S は Zn ・ 22 Al合金バルクの密度 ( 5 . 2 4 g 1 cm
3)である。なお、本研究ではアルミナ粒子を添加しているため、〆はアルミナ需品目 量に応じた Zn ・ 22AV Al
2U:3合金の密度を用いている。
2 . 2 . 6 組織観察
作製したポーラス Zn ・ 22 Al合金において、アルミナ粒子が均一に分散しているか、熱処理 によって微細な等軸組織が得られるかを調べるために組織観察を行った。まず、作製した 発泡体は卓上バンドソー(ホーザン製、 K ・ 1 0 0 ) を用いて半分に切断された。さらに、ファイ
ンカッター(平和テクニカ製、 3 1 型)を用いて適当な大きさに切り出した。発泡体にはセラミ ックス粒子であるアルミナが内在するため、バンドソーの刃にはダイアモンドソー(ホーザ ン製、 K‑l ∞ ・ 3 ) 、砥石にはダイアモンド砥石(平和テクニカ製、 N a s t o n Go l めが用いられた。
適当な大きさに切り出された試料は、卓上研磨装置(ムサシノ電子、 M A ・ 2 0 0 ) を用いて研磨 された。まず、耐水研磨紙( S i #220 ‑1 2 0 0 ) で潤滑剤として水を流しながら研磨を行った。さ らに、 MD ・ D a c に D P ‑ ダイアモンド懸濁液(丸本ストルアス、粒径 3 μ m ) を散布し、潤滑剤と してループリカント赤(丸本ストルアス)を垂らしながらダイアモンド琢磨を行った。最後に、
MD‑Cheme にコロイド状シリカ懸濁液(丸本ストルアス、 o P ‑ u 、粒径 0 . 0 4 μ m 、 p h 約 9 . 8 ) を 散布して腐食研磨を行った。これらの研磨により観察面が傷のない平坦な鏡面に仕上がる。
研磨した試験片は、アルミナ粒子の分散の様子を観察するため、光学顕微鏡(N i k o n 、MA2 0 0 ) を用いてセル壁の断面観察が行われた。
2 . 2 . 7 セル形態の解析
半分に切断し表面を軽く研磨した発泡体に、画像解析ソフト伽 a g eJ v e r . l 刈NllI)を用い て気孔面積を計測し、平均気孔径を算出した。 I m a g e J による気孔面積の計測は、画像のレ ベルにより二値化を行って気孔部を抽出し、気孔部のピクセル数から面積へと換算を行う
ものである。研磨処理しただけの発泡体断面では、気孔内部にもある程度金属光沢があり、
二値化により明確に気孔部を認識することは難しい。そこで、気孔部とセル壁部との境界 を明確にするために、気孔内部を黒色粉末スプレーにより塗りつぶす処理を施した。まず、
黒色粉末スプレーを発泡体断面全体に吹き付けた。乾燥させた後、拘∞の SiC 耐水研磨紙
を取り付けた車上研磨装置を用いて水を流しながら研磨を行った。これにより、気孔部と
セル壁部の境界を明確にすることが出来る。
撮影した発抱体断面写真は、加喝 e J に取り組む前にあらかじめ画像編集ソフト( A d o b e P h o t o s h o p C S 3 ) によりレベル調整し、気孔部とセル壁部のレベルを明確にわけた。処理され た画像を加 a g e J に取り込み、二値化処理を行い、解析範囲と計測する最小面積を設定し、
解析により各気孔の面積が算出される。ここで、気孔径が lmm 以下のミクロポアを除外す るため、面積が 0 . 7 8 m m
2以下の計測値は除外するように設定した。それぞれの気孔面積よ り、気孔を真円としたときに相当する直径、相当円直径 4 を求めた。式 2 . 3にその計算式 を示す。
d
n= ( 2 伺づ ( 2 . 3 )
ここで、添え字の n は解析された気孔数を表し、 4 はそれぞれの気孔面積である。この相 当円直径 d n の平均値を平均気孔径ゐとした。
2 ム 8 撹持トルク計測
アルミナ粒子添加によるセル形態への影響を調査した後、さらに詳細に製造条件による 粘性への影響を調査するため、トルクメータを用いてトルク計測を行った。前述したよう に、ポーラス金属を作製する際に粘性は非常に重要なパラメータであり、直接許測するこ とは難しいため、撹持トルクを許測することで粘性の指標とした。 Zu ・ 2 2 Al合金溶湯をニュ ートン流体と仮定した場合、見かけの粘度 ηc と撹搾トルク N T の関係は 2 . 4 式で表されるこ
とが報告されている [ 2 6 ] 。
ηc =NTa.~ーが)/41tr 2 Ln ( 2 . 4 )
ここで、 α は比例定数、 P は撹持プロペラ径と柑桶の比、 r は撹梓プロペラ半径、 Lは撹持プ ロペラ浸漬深さ、 Q は撹持速度である。これより、見かけの粘度と撹枠トルクは比例関係で あるため、本研究で撹枠トルクを粘度の指標としたことは妥当である。使用したトルクメ ータはデジタルトルクメータ(小野測器製、 S S 0 0 5 ) であり、演算表示機(小野測器製、 TS ・ 2 7 0 0 ) に接続して用いた。図 2 . 7 にトルクメータ接続後の撹持機の写真を示す。トルクメータは撹 枠モータと撹持棒の聞に自作したアルミ製のジグを用いて取り付けられ、撹持中のぶれを 防ぐためにベアリング(N Aα 五製、 U P 0 8 ) を用いた。 トルクの計測は、以下の複数の条件で 行われた。また、アルミナはすべて粒径 1μm のものを用いた。
・アルミナ無添加、撹枠時間 0 、溶湯温度 4 6 0 'C‑ 5 1 0 ' C
・アルミナ添加量 0 ム 4vo l.%、撹枠時間0‑ 1 2 0 0 s 、溶湯温度 4 8 0 'C以上
図 2 . 7 ト ルクメータ接続後の撹持機の写真
2 . 3 結果と考察
表 2 . 1 に作製したすべての発泡体の作製条件、気孔率、平均気孔径を示す。また、本論文 において発泡体名は F 持抱)・(添加量)・{発泡時間)とする。例えば、 F30‑2‑20 の場合、粒径 30
仰のアルミナを 2vo l.%添加し、 20s 発抱を行った発泡体のことである。また、アルミナ無添 加の発泡体は FO ・{発泡時間)とする。
表 2 . 1 作製したポ}ラス Zn ・ 22 Al合金の気孔率、平均気孔径の表
P a r t i c l e s i z e , A 1 umina Foaming Aver ヨgepore Sample
a d d i t i o n , vo . l % Por
田i t y , %
同
n
世me , 4 i d i a m e t e r , m m
F O ‑ 2O o
却51 2 . 8
FO ・ 120 o 120 6 7 3 . 9
F 0 ‑ 3 ∞ o 300
関3 . 2
F30 ・ 2 ・ . 2 0 30 2
却58 2 . 6 F30 ・ 2 ・ 120 30 2 120 67 3 . 2 F30 ・ . 2 ‑ 3 00 30 2 3 ∞ 67 3 . 5
F30 ‑ 4 ・ . 2 0 30 4
却54 2 . 5 F30 ‑ 4 ‑ 120 30 4 120 62 3 . 2 F3 0 ‑ 4 ‑ 3 00 30 4 3 ∞ 67 3 . 2
F 1 ‑ 2 ‑ 1 2 0 2 120 67 2 . 5 F1 ・ . 2 ‑ 3 00 2 3 ∞ 67 2 . 6
F1 ‑ 4 ・ 120 4 1
却68 2 . 3
2 ふ 1 セル壁中のアルミナ粒子分散
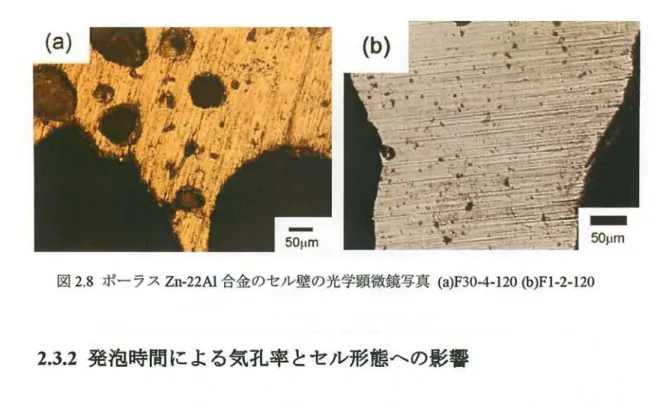
図 2.8(a),(b)に F30-4・120 及び Fl・2・120 のセル壁の光学顕微鏡写真を示す。 1~ のアルミ ナ粒子はわずかに凝集して 3~勾血ほどの塊となってはいるが、セル壁中に均一に分散して
いることが確認出来る。一方、F3 0 ‑ 4 ・ 120 のセル壁中にアルミナ粒子はほとんど確認出来な かった。写真を見てもわかるように、研磨した際の研磨傷よりも粒子が非常に大きいこと がわかる。これより、粒径が 30μm と大きいため、切断及び研磨の際にセル壁からはがれて
しまったことが原因と考えられる。
図 2 . 8 ポーラス Zn
・22 Al合金のセル壁の光学顕微鏡写真 ( a ) F 3 0
・4 ‑ 1 2 0 ( b ) F l
・2
・l20
2 ふ 2発泡時間による気孔率とセル形態への影響
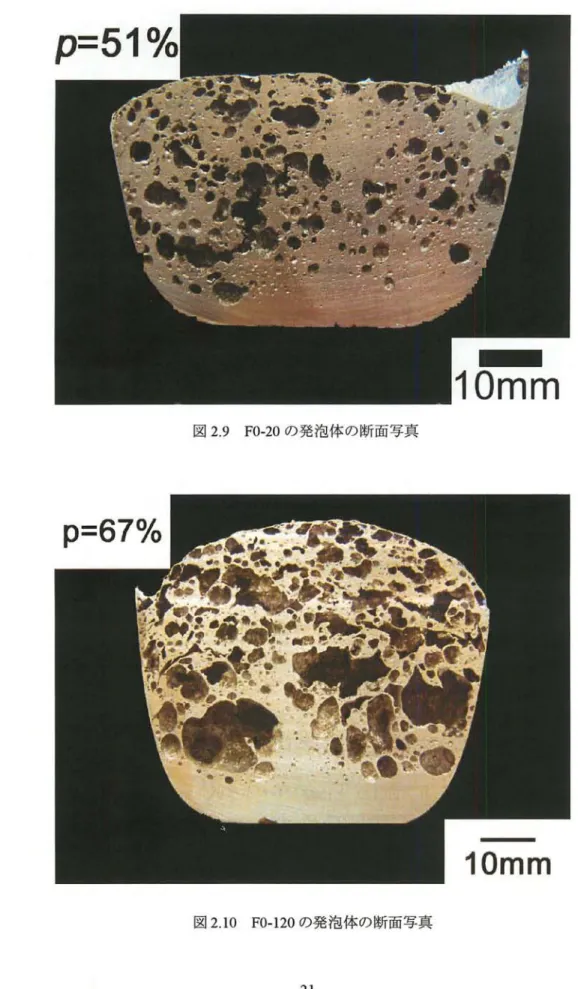
図 2 . 9 、 2 . 1 0 、 2 . 1 1 にそれぞれ FO
・20 、 FO
・1 2 0 、 FO
・300 の発泡体の断面写真を示す。発泡時 間が 20 s と 短い場合、発泡が十分に行われていないため気孔率が 51% と低い が、同時に気 泡の合体も防ぐため十分に小さい気孔を有していることがわかる 。 発泡時間が 120 s の場合、
気孔率が大幅に上昇しているが、同時に粗大な気孔が存在している 。気孔率の上昇は発泡 時間の増加により水素化チタ ンが十分にガスを放出することが出来たためである。一方で、
発泡中にドレナージ及び気抱の移動が生じ、これによって合体した気泡が凝固後の粗大な 気孔となっている。発泡時間が 300 s の場合、気孔率が低下し、粗大な気孔は存在するもの の平均気孔径も小さくなっている 。発泡時間が増加すれば発泡が促進され、気孔率は上昇 すると考えられるが、 300 s の発泡時間では気孔率が低下した。また、 FO
・300 の発泡体断面 には FO
・20 、 FO
・1 2 0 では確認できない細長い気孔が存在していることがわかる 。この細長い 気孔は、発泡中の合体により粗大化した気泡が溶湯の重さに耐えきれずに潰れたものであ る 。 つまり、発泡時間の増加により発泡の促進が行われると同時に、気泡の合体によって 粗大化した気泡が潰れた結果、気孔率の低下と平均気孔径の低下が生じたと考えられる 。
これらの結果をまとめると、発泡時間が短ければ短いほど微細な気孔が得られるが、発 泡が十分に行われないため十分な気孔率が得られない。発泡 時聞が長くなればなるほど、
発泡は促進されるが気泡の合体によって気泡は粗大化し、やがて気泡が潰れて不均一な気
孔形態になってしまう 。発泡時間によって高い気孔率を得ることは、微細なセル形態を得
ることと相反する関係にあることがわかった。
図 2 . 9 FO
・20 の発泡体の断面写真
図 2 . 1 0 FO
・1 2 0 の発泡体の断面写真
‑
10mm
10mm
p=63%
10mm !
図 2 . 1 1 FO
・3 0 0 の発泡体の断面写真
2 ふ 3 アルミナ添加による気孔率とセル形態への影響
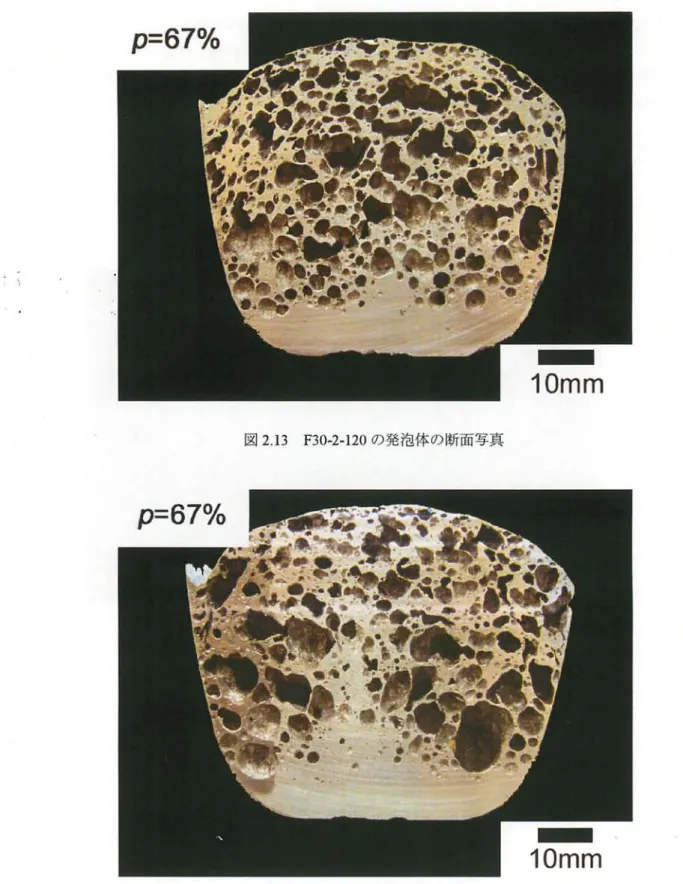
1 .4 節でも述べたように、安定化粒子を添加することによって溶湯の粘性が増加し、結果 として気泡の合体を防ぎ、微細なセル形態が得られることが期待できる。図 2 . 1 2 、 2 . 1 3 、 2 . 1 4 にそれぞれ F30
・2
・20 、 F30
・2
・1 2 0 、 F30
・2
・300 の断面写真を示す。 これらの発泡体についてア ルミナ無添加の発泡体と比較、考察していく。発泡時間 20s において、気孔率が上昇し、
さらに平均気孔径も小さくなっているのがわかる。気孔率の上昇については、粘性の増加
によって発砲剤添加時のガス抜けを抑止したためと考えられる。平均気孔径の微細化もま
た、粘性の増加によって気泡の成長を抑止しているためと考えられる 。次に発泡時間 1 2 0 s
においては、気孔率の変化は見られないが、セル形態に大きな変化が見られる。 FO
・1 2 0に
見られたような粗大な気孔は見られず、比較的均一な気孔分布を有していることがわかる 。
平均気孔径も 3.2mmであり、 FO
・1 2 0 と比較しても小さい。特に注 目 すべき点としては
F30
・2
・2 0からの上昇が 0.6mmと無添加のものに比べて半分となっていることである 。 これ
は前述したように、アルミナ粒子の分散による粘性の増加によるものである 。粘性の増加
によって 1 2 0 s の発泡中に生じていた気泡の合体を防いだためである。発泡時間 300 s にお
いては、気孔率が上昇しているが平均気孔径は大きくなっている。無添加の発泡体では粗
大化した気泡が潰れ、気孔率が低下、平均気孔径が小さくなっていたのに対して、気抱が
粗大化したものの潰れず、そのまま凝固したために得られた結果である 。 これらをまとめ ると、アルミナ粒子の添加は高い気孔率を維持したまま平均気孔径を微細化することに非 常に効果的であり、高気孔率と微細な気孔径との相反関係を緩和することが出来るとわか った。
p=58%
10mm
図 2 . 1 2 F30
・2
・2 0 の発泡体の断面写真
長 さγです