社団法人 日本航空宇宙工業会 革新航空機技術開発センター
2007 年 3 月
環境調和型航空機技術に関する調査研究 成 果 報 告 書
No.1804
ISSN 1880-3660
メタル・マトリックス複合材(MMC)の
脚部品への適用研究
ま え が き
日本航空宇宙工業会は、平成 18 年度事業の一つとして、日本自転車振興会から補助金の交付 を得て、「航空機工業の競争力強化に関する調査研究」および「環境調和型航空機技術に関する 調査研究」を下表のように実施した。
研究の実施に対し、その実現と推進にご尽力賜った経済産業省ならびに日本自転車振興会の ご関係者に厚くお礼申し上げる。
平成 19 年 3 月
社団法人 日本航空宇宙工業会 革新航空機技術開発センター
平成 18 年度委託研究登録番号(報告書No.)一覧
川崎重工業㈱
富士重工業㈱
石川島播磨重工業㈱
住友精密工業㈱
川崎重工業㈱
富士重工業㈱
三菱重工業㈱
新明和工業㈱
石川島播磨重工業㈱
㈱神戸製鋼所
富士重工業㈱
㈱島津製作所 1
2
3
4
5
6
7
8
9
10
11
1801
1802
1803
1804
1805
1806
1807
1808
1809
1810
1811
機体/空力
機体/空力
推 進
機体/空力
機体/空力
機体/空力
機体/空力
機体/空力
推 進
機体/空力
機体/空力
競争力強化
競争力強化
環境調和
環境調和
環境調和
競争力強化
競争力強化
競争力強化
競争力強化
環境調和
環境調和
継続
継続
継続
継続
継続
新規
新規
新規
新規
新規
新規
キャビテーション・ピーニングの 機体部材への適用技術の研究
Vectranスティッチ複合材料の研究
Blade Blended Endwallによる タービン性能改善の研究
メタル・マトリックス複合材(MMC)の 脚部品への適用研究
フォームコアサンドイッチパネル き裂(はく離)進展抑制手法の研究
複合材配管の研究
複合材構造の製造技術高度化に 関する研究
固体酸化物形燃料電池を使用した 航空機用発電システムの研究 航空エンジン用T iディスク素材の 品質保証技術向上の研究
先進高効率防除氷システムの研究
脚や機体構造等に用いる高強度鋼の カドミウムめっき代替プロセスの研究
締結部品等公共規格品の 競争力強化
/環境調和 継続 /新規 報告書
No. 分 野 研 究 名 委 託 会 社
No.
調査研究委託会社 住友精密工業 (株)
メタル・マトリックス複合材(MMC)の
脚部品への適用研究
目 次
第1章 研究の概要 ... 1
1.1 研究目的 ... 1
1.2 実施期間等 ... 1
1.3 実施内容 ... 2
1.4 成果概要 ... 3
1.4.1 設計技術研究 ... 3
1.4.2 生産製造技術研究・プロセスの確立... 3
1.4.3 MMC に対する非破壊検査方法 ... 4
1.4.4 質量軽減効果の確認 ... 4
1.5 所見 ... 4
第2章 研究の内容 ... 7
2.1 緒言 ... 7
2.1.1 研究背景 ... 7
2.1.2 国内外の研究動向 ... 8
2.2 目的 ... 10
2.3 素材の選定 ... 10
2.3.1 マトリックス ... 10
2.3.2 強化相 ... 11
2.3.3 強化繊維 ... 12
2.4 TMC 生成プロセス ... 15
2.4.1 マトリックスと強化相の拡散の必要条件... 15
2.4.2 焼結方法-放電プラズマ焼結 ... 15
2.4.3 焼結用ダイ(型)及びパンチ ... 17
2.4.4 焼結装置及びプロセス ... 19
2.4.5 プラズマ溶射によるプリフォームの形成... 19
2.5 一方向繊維強化材の強度特性評価 ... 20
2.5.1 繊維方向の静強度特性 ... 20
2.5.2 繊維直交方向の強度特性 ... 24
2.5.3 繊維端部の強度特性 -接合強度及び破壊挙動... 26
2.5.4 焼結条件の変化による金属組織・TiC 厚さが強度特性に及ぼす影響 ... 28
2.5.5 プラズマ溶射を施したプリフォームに関する観察... 28
2.5.6 強度特性のばらつきと統計的処理... 30
2.6 一方向繊維強化 TMC の発展的適用に関する検討... 32
2.6.1 多方向繊維配向 ... 32
2.6.2 複数回焼結による任意断面形状の達成... 33
2.6.3 圧縮強度特性 ... 37
2.6.4 曲げ強度 ... 39
2.6.5 疲労強度特性 ... 49
2.7 耐環境性 ... 52
2.7.1 耐腐食特性 ... 52
2.7.2 環境適合性 ... 54
2.8 非破壊検査手法の検討 ... 54
2.8.1 蛍光浸透探傷検査 ... 54
2.8.2 渦流(Eddie Current)探傷検査 ... 56
2.8.3 X線探傷検査 ... 57
2.8.4 超音波探傷検査 (C-Scan)... 60
2.8.5 非破壊検査手法の総合評価 ... 63
2.9 加工性 ... 63
2.9.1 加工特性に関する考察 ... 63
2.9.2 加工性を考慮した部品設計 ... 64
2.10 降着装置部品への適用検討 ... 64
2.10.1 TMC の適性評価 ... 64
2.10.2 軸力部材 ... 65
2.10.3 曲げ部材 ... 69
2.11 実体形状部品の設計及び強度特性評価 ... 73
2.11.1 実体部品形状試作品の設計 ... 73
2.11.2 試作品に対する非破壊検査 ... 75
2.11.3 引張強度試験 ... 75
2.11.4 疲労強度試験 ... 82
2.12 質量軽減効果 ... 88
2.13 ライフサイクルコスト (LCC)... 89
2.14 結論 ... 90
第3章 問題点と今後の課題 ... 93
3.1 設計上の課題 ... 93
3.1.1 破壊靱性 ... 93
3.1.2 切り欠き感受性と損傷許容評価、Crack Arresting 性を含めた破壊挙動の把握 93 3.1.3 耐雷性 ... 93
3.1.4 衝撃損傷 ... 93
3.2 プロセス上の課題 ... 93
3.2.1 プリフォームの調達 ... 93
3.2.2 焼結プロセス中の素材挙動 ... 93
3.2.3 焼結後のマトリックスに対する熱処理... 94
3.2.4 SPS 法について ... 94
3.2.5 非破壊検査の分解能向上 ... 94
3.3 その他・コスト・市場性の課題 ... 94
3.3.1 さらに高強度な素材の使用 ... 94
3.3.2 素材費の低減 ... 94
3.3.3 市場性 ... 95
第4章 関連事項調査 ... 97
4.1 関連特許 ... 97
4.2 参考技術文献 ... 97
略語 –Abbreviation-
CFRP Carbon Fiber Reinforced Plastic 炭素繊維強化樹脂基複合材
CT Computed Tomography コンピュータ断層撮影法
CVD Chemical Vapor Deposition 化学蒸着
FOD Foreign Object Damage 異物衝突損傷
HIP Hot Isostatic Press 熱間等方加圧
HP Hot Press 熱間加圧
LCC Life Cycle Cost 製品全寿命に関連する費用
MMC Metal Matrix Composite 金属基複合材料
NASP National Aerospace Plane 国家航空宇宙機
NEDO New Energy and Industrial Technolo- gy Development Organization
独立行政法人 新エネルギー・産業技術総合 開発機構
PMC Polymer Matrix Composite 樹脂基複合材料
PVD Physical Vapor Deposition 物理蒸着
SEM Scanning Electron Microscope 走査型電子顕微鏡
SPS Spark Plasma Sintering プラズマ放電焼結
STA Solution Treated and Aged 溶体化時効処理
TMC Titanium Matrix Composite チタン基複合材料
Vf Fiber Volumetric Content 繊維体積含有率
第1章 研究の概要
1.1 研究目的
航空機降着装置は、航空機に対する低燃費要求が強まる情勢下、常に更なる軽量化が望まれ ている。降着装置では、これまでは高抗張力鋼を適用することにより、軽量化を図ってきたが、
最近では抗張力を向上させた実用レベルの新鋼材の開発は進展しておらず、また抗張力鋼には 重金属であるカドミウムを含む表面処理が避けられないという問題がある。そのような状況か ら、チタン合金の降着装置部材への適用例が増加してきているが、チタン合金は耐環境面から のメリットが大きいものの、比強度の増加はわずかであり、エンドユーザからの軽量化要求を 満足するのに十分とは言えない。
このような中で、抜本的に降着装置を軽量化するためには、旧来の金属材料ではなく、複合 材料を適用していくことが必須であると考えられる。降着装置の使用環境は、FOD (Foreign Object Damage) や被雷といった現象を避けて通れず、樹脂基複合材料で公知の特性では適用 に困難が伴う。そのため本研究では、金属に近い特性を有し、高比強度、低 LCC (Life Cycle Cost) 及び環境適合性が期待されるメタル・マトリックス複合材 (MMC: Metal Matrix
Composite) を対象として、降着装置主要構造部品への適用を目指した要素技術を構築するこ とを目的とする。あわせて、取得した基本特性データを基に実機搭載を目標にした試作品を製 作・評価し、脚(降着装置)構造に適した部材製作に関する生産技術の研究を行うことを目的と する。
1.2 実施期間等
(1)実施期間
平成 18 年 5 月~平成 19 年 3 月
(2)実施場所
事業所: 住友精密工業株式会社 尼崎本社・工場 住 所: 〒660-0891
兵庫県尼崎市扶桑町 1-10 電話番号: 06-6489-5837 FAX 番号: 06-6489-5865
研究委託先: 学校法人日本大学理工学部 出井研究室 住 所: 〒274-8501
千葉県船橋市習志野台 7-24-1
電話番号: 047-469-5583 FAX 番号: 047-467-9569
(3)研究主務者
住友精密工業株式会社 航空宇宙降着装置技術部
次長 岩井 昭二 主幹技師 山田 正道 部員 牧野 順
創事業研究部材料リサーチラボ 主幹技師 八木 良蔵
部員 中務 真一
1.3 実施内容
(1) メタル・マトリックス複合材料を適用した部品の設計技術研究の実施
17年度研究の結果得られた、メタル・マトリックス複合材の特性を考慮して、設 計技術の検討を行う。加工性と設計に要求される特性を総合的に評価し設計の最適化 を実施する。
(2) メタル・マトリックス複合材料を適用した部品の生産製造技術研究の実施
17年度研究より取得した、メタル・マトリックス複合材料製造条件を基に、実際 の降着装置部品形状の試作品を製作・評価し、降着装置部材に適した生産技術の研究 を行う。
(3) メタル・マトリックス複合材料を適用した部品の非破壊検査方法の検討
メタル・マトリックス複合材料で製作した部品の非破壊検査方法についての検討を 行う。
(4) メタル・マトリックス複合材料を適用した場合の質量軽減効果の確認
実際にメタル・マトリックス複合材料で製作した部品を使用した場合に、降着装置 構造全体でどれだけの質量軽減が見込めるかの確認を行う。
1.4 成果概要
1.4.1 設計技術研究
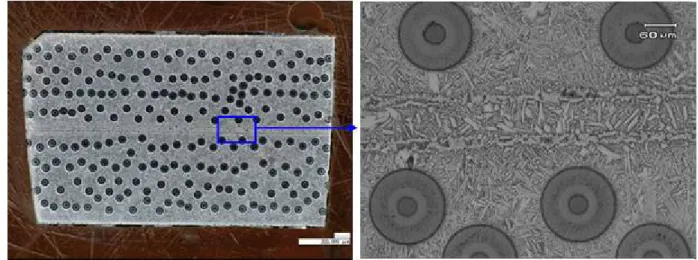
17 年度研究により得られたチタン基複合材料 (TMC: Titanium Matrix Composite) の基 礎特性に基づき、設計・製作・評価試験を行う試作品として軸力部材であるロックリンクを 選定し各作業を実施した。同部品は降着装置が機体内から展開された時に、脚柱の姿勢を保 持して前後ないし横方向の荷重を受け持つ支柱の構成部品であり、両端がピンにより結合さ れているため、軸力のみが負荷される構造部材である。TMC は強化繊維を配合した部分で加 工性が著しく悪くなるため、両端のピン結合を要する部分には繊維を入れず、マトリックス のみとした上で、SPS 法により焼結後、機械加工により孔開けを行って部品形状を完成した。
また Vf (繊維の体積含有率) を高めるためにプラズマ溶射によりマトリックスを繊維シー トに固定し、プリフォームを製作する方法を評価し、高 Vfの TMC を得られることを確認し た。
試作された部品を、実際に使用されている部品と並べた写真を以下に示す。写真右側が実 機搭載部品であり、左側が TMC による試作品である。
1.4.2 生産製造技術研究・プロセスの確立
SPS 法による焼結及び機械加工等を組み合わせて所望の製品形状を得られることを確認し た。試作品に対して引張強度試験及び疲労試験を実施し、試験片で確認された基礎的特性に 基づく設計が、部品レベルにおいても有効であることを確認した。ただし引張試験、疲労試 験とも、繊維とマトリックス界面の 3 次元的なせん断挙動や、焼結肌のミクロ応力集中など 新たな課題も認められ、さらに検討を要する部分も確認された。
1.4.3 MMC に対する非破壊検査方法
MMC の繊維状態、マトリックス内の欠陥、複合状態を検査するために非破壊検査に関して 検討を行い、蛍光浸透探傷法、渦流探傷法、X 線探傷法及び超音波探傷法を適用して、それ ぞれの欠陥の種別に対する検査の適性評価を行った。X 線探傷及び超音波探傷により内部欠 陥が探傷可能であることが確認された。
1.4.4 質量軽減効果の確認
18 年度研究で実施した実体部品形状試作品の設計と評価試験を通して、実際の 90 席級航空 機の降着装置を対象として、得られる質量軽減効果の検討を行った。対象部品として軸力部材 である支柱全体、及び曲げ部材である脚柱の Cylinder 及び Piston, Axle, Torque Link を TMC に置き換えることとして検証を行い、軸力部材では 44%の質量低減であり、曲げ部材では 6%の質量低減を各部品に対して一律に当てはめ、300M による質量を 100%としたときの TMC の 質量割合を以下の表に示す。降着装置構造全体(ブレーキ・ホイール・タイヤを除く)としては 9%の質量低減が見込まれる結果を得た。
また素材の製造時から機体が運用を終えるまでの全ての費目を足し合わせたライフサイク ルコスト(LCC: Life Cycle Cost)についても、他の降着装置に使用される材料との比較を行 った。TMC の LCC はその材料費ゆえ初期費用は大きいが、ニアネットシェイプ製造による加 工費の低減、降着装置の軽量化による燃費の減少、高耐食性によるメンテナンス費の低減に より、高抗張力鋼 300M の経済性を超える可能性を有する。
1.5 所見
Ti 6-4 合金をマトリックスとし、SCS-6 を繊維として放電プラズマ焼結 (SPS: Spark Plasma Sintering) 法により焼結した TMC は、繊維を配向した方向のVfの増加と相関して高 い比強度を得られることが確認された。高い比強度を得るためには Vf を高める必要があるが、
300M [%] TMC [%] 備考
脚構造 100 91
支柱 100 57 Vf: 25%
脚柱 100 96
Cylinder 100 94 Vf: 35%
Piston 100 94 Vf: 35%
Axle 100 94 Vf: 35%
Torque Link 100 94 Vf: 35%
プラズマ溶射によってプリフォームを成形し、プリフォームを積層して焼結を行うことにより、
高Vfの TMC を得ることが可能である。また引張強度に対して圧縮強度が高いことが確認され たが、圧縮強度より面圧強度の方が低いため、ピン結合が設計上必要な箇所では面圧強度の評 価を行う必要がある。繊維配向以外の方向の荷重に対しては強度が低下するため、TMC を降着 装置部品に適用する対象として、軸力部材が最も適していることが結論付けられる。
TMC は繊維の存在により加工性が悪くなるため、実際の部品を設計するに当っては繊維を必 要部分にのみ最適配置をする必要がある。得られた基礎特性を利用して、実際の降着装置部品 を設計し試作品を作製して評価試験を行った結果、予測されたとおりの静強度特性・疲労強度 特性が確認された。現在使用されている材料と比較して高い比強度を有し、TMC は実際の降着 装置部品に適用が可能である。しかしながら、いまだに旧来の低合金鋼が使用材料の主体であ る降着装置の世界においては、TMC を実機に搭載するには、特性の安定化、設計手法の確立、
スペックの整備や型式証明の取得など課題は多いと言える。
本研究では非破壊検査手法の評価を行い、X 線探傷法及び超音波探傷法による内部欠陥の探 傷が可能であることが確認できた。しかしながら TMC の健全性を完全に保証するためにはさら に検討が必要である。現在は MMC に対する産業界・学会の関心は高くないように思われるが、
樹脂基複合材料 (PMC: Polymer Matrix Composite) で得られた非破壊検査手法や破壊力学理 論の発展などが、MMC にも適用の範囲が広がってきており、今後の研究の更なる発展が待たれ る。
軸力荷重及び降着装置部品に特有の荷重である曲げ荷重に対して、それぞれの荷重が負荷さ れる部品の質量軽減効果を検討し、質量軽減量の予測値を得た。軸力部材である支柱に適用し た場合の質量軽減効果は支柱質量の約 40%の軽減であり、この部分だけで降着装置構造全体の 6%に相当する。曲げ部材を TMC で置き換えた時の質量軽減効果は小さいが、支柱を含め全ての 主要部品を TMC に置き換えた場合には降着装置構造の約 9%の質量軽減が可能である。高い比 強度と耐食性を有する TMC であるが、主に強化相である SCS-6 繊維が高価でありことにより、
現在広く使用されている高抗張力鋼に対してそのコストを打ち消すだけの特性を得ることは簡 単ではない。ただしVfを高める、強度が高い繊維を使用するなどして、比重が高抗張力鋼の 半分でありながら同程度の強度を有する TMC を開発することも可能であり、その将来に期待で きるものも大きいと考えられる。
降着装置への適用を考えた場合には、加工コストの低減及び均一な品質を達成するために、
プラズマ溶射等によって繊維表面にマトリックスを固定したプリフォームが必要となる。現在 このようなプリフォームは一般的には流通しておらず、通常プラズマ溶射などの工程を施すの は設備面でも価格面でも難しいことが、MMC の研究が広がらない一因となっていると思われる。
産業界及び学会において研究の裾野がさらに広がることを期待する。
第2章 研究の内容
2.1 緒言
2.1.1 研究背景
現在航空機降着装置(脚)に使用される材料は、300M に代表される高強度鋼が中心となっ ている。図 2.1-1に示すように、1980 年代以降に製造されている航空機とそれに使用され ている降着装置材料の強度の関係に注目してみると、1980 年代以降強度レベルの向上がほ とんど見られず、使用されている材料も 300M などの低合金系高強度鋼が中心という状況が 続いている。一方近年では、燃料費の高騰、排ガス規制の強化や市場競争の激化に伴い、航 空機の低燃費化などの低コスト化を進める動きが近年、顕著になってきている。そのような 状況の中で、降着装置の軽量化は非常に重要な課題の一つに挙げられている。
図 2.1-1 航空機の初飛行年度とその降着装置に使用される主要材料の強度
また降着装置は厳しい腐食環境で使用されるため、降着装置構造全体として高い耐食性を 有する必要がある。現在降着装置(脚)に使用される主な材料及びその強度を比重で割った比 強度の一覧を図 2.1-2に示す。最近の傾向として、その比強度と耐食性から Ti 10-2-3 とい
った高強度チタン合金の適用事例が増えてきている。ただし高強度チタン合金の比強度は 300M と比較して 7%程度の増加に留まるため、その質量軽減効果が十分であるとは言えない。
図 2.1-2 降着装置の主要材料として使用される材料の比強度比較
2.1.2 国内外の研究動向
前項のような課題を解決する方法の一つとして、メタル・マトリックス複合材(Metal Matrix Composite: MMC)の降着装置材料への適用が挙げられる。メタル・マトリックス複 合材とは、ベースとなる金属に他の特性を持った強化相を加えることで、ベースとなる金属 単体よりも高い材料特性を付与することを目的とした材料のことを表す。
米国空軍ではチタン合金を基材とした TMC (Titanium Matrix Composite)を主体とした研 究開発を行い、F-15 前脚 Cylinder を TMC で試作して落下試験を行った1)2)。オランダでは SP Aerospace 社がオランダ空軍と共同で F-16 主脚ドラッグ・ブレース(前方支柱)を TMC で試作し、図 2.1-3に見られるように飛行実証試験まで実施している3)。これまでに降着装 置部品に対して、PMC (Polymer Matrix Composite)を含む複合材料の適用を目的として実施 された研究を表 2.1-1にまとめる。
表 2.1-1 降着装置への複合材料適用研究事例
開発年代 開発主体 機種 部品 材料 最終開発段階 1970 年代以降 米軍 AH-64 尾脚 トレーリングア
ーム
CFRP 要素試験
1970 年代以降 米軍 F-15 主脚 ドラッグ・ブレ ース
CFRP 要素試験
1980 年代後半 米軍 F-15 前脚 シリンダー TMC 落下試験 2003 年 SP Aerospace(蘭) F-16 主脚 ドラッグ・ブレ
ース
TMC 飛行試験 (下写真)
図 2.1-3 MMC を降着装置材料に使用した事例(F-16 試験機/オランダ)3)
降着装置以外にも TMC の適用は研究されており、その基礎的材料特性は公知の文献4)にもま とめられているが、標本数が少ないなど蓄積が十分であるとは言えない。米国では NASP (National Aerospace Plane) プログラム、日本においては NEDO による環境適合型次世代超音 速推進システムの研究などを中心に過去研究が行われている。
降着装置以外の適用事例としては、主として航空機エンジン部品について MMC の研究がなさ れたが、素材費の高さと複雑形状への加工の難しさなどから実用化に至っている例は少ない。
粒子分散強化や短繊維分散強化複合材料では実用例があるものの、最も材料の強化効果が高い と考えられる連続繊維強化複合材料では実用化には至っていない。
2.2 目的
本研究では、降着装置部品に適した MMC の選定、選定された MMC の降着装置部品への適用に 向けた基本材料特性の取得、加工性や耐環境性の評価を加味した製造プロセスの確立、以上を 総合した MMC を用いた降着装置部品設計能力の取得と部品の試作、及び試作部品の評価を行う ことを目的とする。
またその結果得られる知見より、MMC を降着装置に使用した場合に得られる質量軽減効果及 び部品が製造されてから廃棄されるまでの全費用である LCC (Life Cycle Cost) の低減効果 を確認することを目的とする。
2.3 素材の選定
2.3.1 マトリックス
マトリックスとは複合材の基材になる材料のことを示す。前述のように降着装置の使用環 境は、航空機全体の中でも特に環境要求が厳しい。滑走路からの異物の衝突、落雷、融雪剤 や海水の付着による腐食環境といった問題がある。樹脂をマトリックスとした PMC は、FOD や落雷による層間損傷、経年劣化や面圧強度の不足といった問題があり、降着装置への適用 は現状では困難であると判断されるため、本研究では金属基複合材料、MMC を研究対象とし て選定している。
通常 MMC に使用されるマトリックスとしては、アルミ合金、チタン合金、マグネシウム合 金、銅合金等があるが、特に腐食環境に対する耐性、及び比強度特性から、本研究ではチタ ン合金をマトリックスとして選定した。
図 2.1-2に示されるようにチタン合金の中でも複数の候補が挙げられるが、本研究では強 度が高く、入手性もよい Ti-6Al-4V 合金(以降 Ti6-4 と表記)をマトリックスとして使用する。
Ti6-4 合金(Extrusion, Anneal)の機械的特性を表 2.3-1に示す。Ti6-4 合金は過去の研究で も多く扱われているために、データの比較を行いやすいという利点もある。
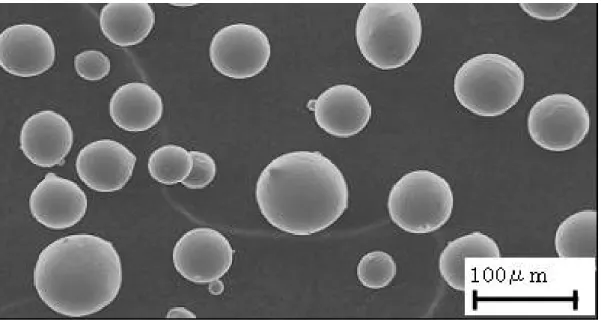
使用する Ti 6-4 はガスアトマイズ法によって作製された 200 mesh・平均粒度 60 μm 及 び 325 mesh・平均粒度 45 μm のものを使用する(米国 Crucible Materials Corporation 製)。図 2.3-1に SEM 観察によるチタン合金粒子を、図 2.3-2に 200 mesh のチタン合金粉末 の粒度分布を示す。
図 2.3-1 チタン合金粉末の SEM 写真
図 2.3-2 チタン合金粉末の粒径分布 (200 Mesh)
表 2.3-1 Ti6-4 合金(Extrusion, Anneal)の機械的特性5)
引張強度(MPa) ヤング率(GPa) 密度(g/cm3) 伸び
896 116.5 4.43 10%
2.3.2 強化相
複合材料の強化としては、通常、粒子分散、ウィスカ(短繊維)分散、長繊維(連続繊維)の
3 種類の相によるものが挙げられる。粒子分散やウィスカ分散といった強化相では、比較的 材料の異方性が少なく、均質な特性を得られる。しかしながら降着装置に使用されている高 抗張力鋼は 2,000MPa 程度の材料強度を持つ等方性材料である。降着装置の設計条件として、
狭小な脚室内に格納される必要があるため、比強度が高いのはもちろんであるが絶対強度に ついても一定の下限を満足する必要がある。
そのため本研究では連続した長繊維を強化相として選定し、高抗張力鋼に対抗しうる比強 度と絶対強度のバランスを追及することとした。
2.3.3 強化繊維
強化繊維は SCS-6 (米国/Specialty Materials Inc.社製) を使用した。当該繊維は TMC 用に開発され、繊維表層に CVD (Chemical Vapor Deposition)により付加された炭素層によ り、チタンとの化学的適合性が良好であること、また高引張強度や高弾性、マトリックスと の濡れ性の良さが特徴である。当該繊維の断面図を図 2.3-3に示す。直径は 140 μm であり、
芯には直径 30 μm の炭素繊維が用いられている6)。その繊維周辺に SiC を放射状に CVD 法 によって成長させている。さらに、その周辺には上述した 3μm の炭素層が蒸着した構造に なっている。この炭素層によって焼結の際の Ti の拡散反応を抑制し、繊維の劣化を抑制し ている。繊維表面(表層炭素層~SiC 層)の組成分布を図 2.3-4に示す。
図 2.3-3 SCS-6 繊維の断面図6) Low Cost Carbon Monofilament substrate
Carbon-rich layer SiC
図 2.3-4 繊維の外表面を起点とした径方向の化学組成分布7)
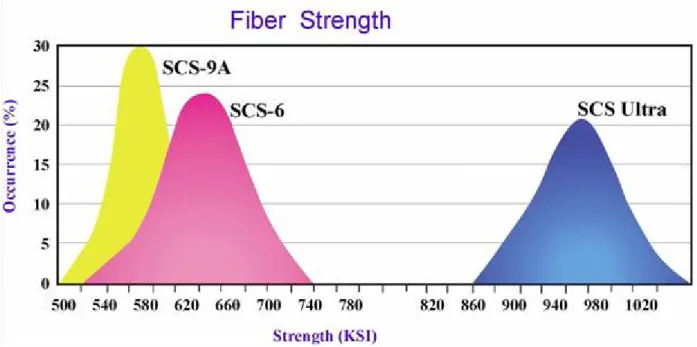
SCS-6 の機械的特性を表 2.3-2に、繊維強度の統計分布を図 2.3-5に示す。代表的なヒスト グラムの平均到達引張強度は 3981 MPa (15%の変動係数を有する最頻値)である。繊維の強度 にばらつきがあるため、製造者からは保証値として最低 3450 MPa という強度が出されている。
またここには示さないがヤング率についても同様のばらつきが存在する。図 2.3-5に示される SCS Ultra 及び SCS-9A は、Specialty Materials Inc.社による SCS-6 の姉妹製品である。
表 2.3-2 SCS-6 の機械的特性6)
引張強度(MPa) ヤング率(GPa) 密度(g/cm3) 伸び
3450 (MIN) 380 3.00 1%
3 μm 1.0
Si/C
βSiC
図 2.3-5 強化繊維 SCS-6 の強度分布6)
また SCS-6 繊維は 600℃程度の高温までその機械的特性が大きくは低下しない特徴があるが、
所定の高温域で暴露されると、強度特性が劣化する。各温度中で 3 分間暴露された繊維の強度 低下状況を図 2.3-6に示す。
図 2.3-6 高温暴露時の繊維強度低下6)
本研究では、図 2.3-7に示される、SCS-6 を Ti-Nb ワイヤーの横糸で纏め、一方向のシート 状に編んだ製品(Woven Fabric)を使用した。SCS-6 繊維は 1 inch 当たり 129 本編みこまれて
Strength [ksi]
おり、横糸のピッチは約 5 mm である。Fabric 製品を使用することにより、単繊維を扱う場合 に比べてハンドリング性が向上している。
図 2.3-6 SCS-6 Woven Fabric7)
2.4 TMC 生成プロセス
2.4.1 マトリックスと強化相の拡散の必要条件
マトリックスと強化相は、それぞれ自体は別の物質であるため、両者の間に界面を形成し て接着する必要がある。MMC においてはマトリックスを加熱することにより溶融し、強化相 の表面との間に拡散反応を生じさせる、強固な界面を形成する。
2.4.2 焼結方法-放電プラズマ焼結8)
マトリックスと強化相の複合化には通常、加熱・加圧を行うことにより拡散反応を起こす、
焼結というプロセスが一般的に適用されるが、溶融したマトリックスを型に流し込む鋳造や In-situ プロセスも開発されている。鋳造プロセスは、不可避的にマトリックスに空隙を生じ るため、航空機の主要構造材料には使用を認められていない。またチタン合金においては溶融 時も流動性が低いため、これまでに鋳造により複合材を生成したという報告は見つからなかっ た。そのため、本研究においても空隙を生じないように加熱と同時に加圧を加える焼結により 複合化を行う。
本研究では図 2.4-1が示すように、チタン合金の粉末と繊維シートを交互に敷き詰めて、放 電プラズマ焼結(Spark Plasma Sintering:SPS)によって TMC を作製する。SPS の原理と特 徴について以下に述べる。なお本研究では実際の焼結作業を日本大学理工学部出井研究室及び
SPS シンテックス株式会社に委託して行った。
図 2.4-1 素材の焼結前状態模式図
(1) 原理
放電プラズマ焼結法(以後、SPS 法と表記)とは図 2.4-2のように焼結素材をダイ
(型)に充填した状態で上下のパンチにより圧力をかけながら、パルス電流を流すこ とで対象物内に放電プラズマを発生させ、そのエネルギーによるジュール熱を利用し て焼結を行う方法である。
図 2.4-2 SPS のメカニズム
繊維(SCS-6)
チタン合金(Ti6-4)粉末
パルス電流
パンチ(上下)
焼結素材
ダイ
(2) 特徴
一般的な SPS 法の特徴は、他の焼結法である HIP (Hot Isostatic Press)や HP (Hot Press) と比較して焼結時間が短い(5-20 分程度)ことが挙げられる。そのため結果とし て消費するエネルギーも 1/3~1/5 とランニングコストの低減が利点として見込まれる。
またパルス電流による精密な制御が可能であり、焼結条件の制御が容易であることも 特徴の一つである。
チタン合金の焼結に際しての大きな利点としては、通電の際に発生する放電衝撃圧 力のスパッタ作用によって、粉体粒子表面の浄化・活性化効果粉末表面の酸化皮膜を 浄化する効果が認められるため、化学的に活性であり酸化しやすいチタン合金の焼結 に適していると考えられる。また HIP や HP といった焼結方法では、緻密な焼結体を得 るために 200MPa 近くの高圧を必要とするが、その結果焼結中に繊維が破断してしまう という現象が報告されている9)。SPS 法では素材の内部まで電流がいきわたるために一 様な加熱状態を得やすく、低い圧力でも緻密な焼結体を得ることが可能であり、繊維 の破断は少なくなることが見込まれる。本研究で密度測定を行った結果、気孔率は約 0.1%と、緻密な焼結体が得られていることが確認された。
マトリックスに Ti15-3 を、強化繊維に SCS-6 を使用し、HP 法で作製した TMC と SPS 焼結で作製した TMC を比較した結果、SPS 焼結で作製した TMC の方が良好な強度特性を 持つという結果も報告されている10)。
2.4.3 焼結用ダイ(型)及びパンチ
SPS 法は焼結にカーボンを素材とした焼き型を使用する。18 年度研究に使用したダイの概 略図を図 2.4-3に、また実物写真を図 2.4-4示す。型に使用する素材には、焼結時の高温に おいても、加圧力に耐える強度を有することと、線膨張係数が小さいことが条件となる。線 膨張係数が大きい場合にはパンチとの間に隙間が生じてしまい、均一な加熱、精密な寸法が 達成できない。カーボンは大気中では加熱すると燃焼してしまうが、SPS 法では真空中で過 熱されるため、燃焼せずに高温においても強度が下がらず、ダイの素材として適している。
ダイは内側の半分に分かれる割型と、外周を形成して割型をまとめ、加圧力に対して耐え て形状を保持するリング状の外ダイから形成される。2 つの割型により形成される空間が焼 結される焼結体の形状となる。焼結体と同じ形状のカーボンを素材としたパンチで、焼結す るチタン合金粉末と繊維を挟み込んで充填し、焼結を行う。
図 2.4-3 SPS 焼結に使用するダイ
図 2.4-4 焼結ダイ写真
2.4.4 焼結装置及びプロセス
18 年度研究では、基礎的特性を把握するための小型の試験片の焼結には、SPS シンテック ス㈱社製焼結装置 SPS-3.20MK-IV を使用し、大型の部品形状を焼結する際には、同じく SPS シンテックス㈱社製焼結装置 SPS-515S を使用した。装置の概要を図 2.4-5に示す。
図 2.4-5 SPS 焼結装置模式図
素材を充填し、パンチにより上下から挟み込んだダイを SPS 装置に設置し、真空チャンバ ーを 2~4 Pa の真空度とした後、通電を開始して昇温、加圧を行う。18 年度研究では 17 年 度研究より得られた焼結条件を用いて焼結を行う。
2.4.5 プラズマ溶射によるプリフォームの形成
本研究で素材として選定したチタン合金粉末は、SPS 法による焼結においては適合性が高 いが、粉末という形態ゆえに繊維の間に一様にマトリックスを分布させることが難しい。過 去の研究においては、合金の厚さ 0.15 mm 程度の箔を利用し、繊維を樹脂バインダーにより 仮止めして焼結に使用するグリーンテープ法や蒸着や溶射を用いて繊維の表面にマトリック スを分散させた中間生成品(プリフォーム)を用い、プリフォームの間にマトリックスの箔を 挟んで焼結を行うアプローチが報告されている11)。
17 年度の研究から、繊維の間隔を均一に形成すること、及び TMC の高強度化につながる
加圧 電流
加圧
焼結ダイ・パンチ及び素材
真空チャンバー
繊維の含有量Vfを増加させることが困難であることが明らかになった。チタン合金の箔の 利用は、材料の入手性が悪くまた価格が高価であるため、18 年度研究では低圧プラズマ溶 射を適用することにより、繊維の間隔を均一にし、Vfを増加させることにより高強度を得 られることを確認する。プラズマ溶射の模式図を図 2.4-6に示す。
図 2.4-6 繊維シートへのマトリックスのプラズマ溶射模式図
2.5 一方向繊維強化材の強度特性評価
複合材においては一方向繊維強化材の特性が、最終的な適用製品の特性の基礎となる。その ため一方向繊維強化材において、繊維方向、繊維と直交する方向の特性を把握して、その拡張 適用に供する。本節では、17 年度に得られた成果に関して、その後の研究から得られた視点 により整理を行い、18 年度研究の基礎としてまとめる。
2.5.1 繊維方向の静強度特性 (1) 評価方法
17 年度研究報告書にまとめられる通り、(2)に示される試験片を SPS により製作し、
インストロン試験機(図 2.5-1)により強度測定試験を実施した。試験後 SEM(電子顕微
鏡/図 2.5-2)を使用して金属組織観察及び破面観察を行い、試験片の焼結状態及び破壊 挙動を観察することにより評価を行った。
図 2.5-1 インストロン試験機
図 2.5-2 SEM 装置
(2) 試験片形状
試験片形状を図 2.5-3に示す。
図 2.5-3 基礎特性評価試験片形状
(3) 強度の複合則
一方向繊維強化材においては、繊維方向に荷重を与えた場合、繊維と垂直の断面に おいて歪は一様であるという仮定が成り立つ。この仮定を元に、一方向繊維強化材の 強度には下記の複合則が成り立つ。
) 1
( f
m f f
cm f V f V
f = × + × −
数式 2.5-1
ここでfは強度を、下付きのcmは複合材料としての値、fとmはそれぞれ繊維とマ トリックスの値を示す。Vfは繊維の材料全体に占める体積の割合を表す。
(4) 強度特性評価
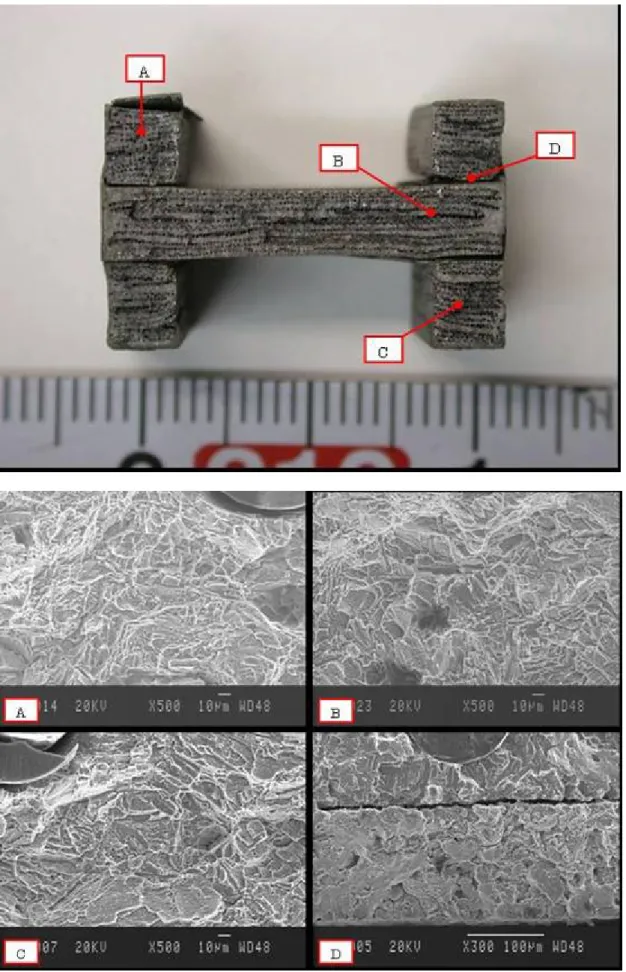
引張試験の結果得られた代表的な応力-歪線図を図 2.5-4に示す。図中の Ti 6-4 の 線図は参考文献5)より引用した。SCS-6 の非線形部分については、繊維の機械的特性よ り推定した線図である。また破断後の断面 SEM 写真を図 2.5-5に示す。鉄やアルミ、
チタンのような金属材料に見られる非線形伸びは殆ど見られず、繊維の強度特性が TMC 全体に反映されていると考えられる。剛性の高い繊維が主に荷重を分担するため、繊 維が破断した後はマトリックスのみで荷重に耐荷できず同時に破断していると思われ る。破断前後の歪挙動、及び破断面の観察からは繊維の引き抜き(プルアウト)が殆ど 見られず、繊維とマトリックスの界面でのせん断の影響は全体に小さいと言える。
全般に Vf が増加するに従い、強度・剛性ともマトリックスの特性から繊維の特性に、
複合則により計算される特性とほぼ等しく増加することが観察された。ただし後述す
るが経過プロセスによって剛性・強度ともばらつきが見られる。
0 500 1000 1500 2000 2500 3000 3500
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
歪 [% ]
応力 [MPa]
S C S -6 (A ssum ed N on-linearity) T M C V f: 27.5%
T M C V f: 20.7%
T i 6-4 E xtrusion, A nneal
図 2.5-4 繊維方向(0°)引張試験 応力-歪線図
図 2.5-5 繊維(0°)方向引張試験片破断面
SCS-6(Assumed Non-linearity)
TMC Vf:27.5%
TMC Vf:20.7%
Ti6-4 Extrusion, Anneal
2.5.2 繊維直交方向の強度特性 (1) 評価方法及び試験片形状
2.5.1 項と同様の試験片及び試験・評価方法により評価を行った。なお繊維直交方向 には、繊維強度やマトリックス強度だけに拠る明確な複合則は示されず、繊維とマト リックス間の界面特性を含んだ評価が必要となる。
(2) 界面の影響評価を含む強度特性評価
ここで繊維と平行した方向を 0°方向と定義し、繊維と直交した方向を 90°方向と する。90°方向に繊維を配向した TMC 試験片の代表的な応力-歪線図を図 2.5-6に、ま た破断面の SEM 写真を図 2.5-7に示す。破断面の観察から、破断は繊維とマトリック スの界面で発生していることが確認された。ここではVfsを断面における繊維の面積 割合として定義する。これは、断面の厚さ方向に分布する繊維の層数に繊維の直径を かけた値の、厚さに対する比に等しい。
TMC の強度がマトリックスの強度よりも低いことから、繊維とマトリックスの界面の 強度はマトリックスの強度よりも低く、繊維方向からずれた方向に荷重が負荷された 場合には繊維の存在がその方向においては欠陥として働くことが分かる。
0 100 200 300 400 500 600 700 800 900 1000
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
歪 [% ]
応力 [MPa]
T i6-4 E xtrusion, A nneal T M C V fs: 46.9%
T M C V fs: 32.3%
図 2.5-6 繊維方向(90°)引張試験 応力-歪線図
Ti6-4 Extrusion, Anneal TMC Vfs:46.9%
TMC Vfs:32.3%
図 2.5-7 繊維直交(90°)方向引張試験片破断面
90°方向の引張強度をVfsに対してプロットしたグラフを図 2.5-8に示す。強度の ばらつきが大きいものの、強度の低下とVfsの増加の間には相関関係が認められる。
繊維方向以外の強度特性を高めるためには、繊維とマトリックスの間の界面を最適な 状態に制御することが必須であると言える。
0 100 200 300 400 500 600 700
20.0% 25.0% 30.0% 35.0% 40.0% 45.0% 50.0%
V fs [% ]
引張(界面)強度 [MPa]
図 2.5-8 90°方向の引張強度に及ぼされるVfsの影響
2.5.3 繊維端部の強度特性 -接合強度及び破壊挙動
実際に降着装置部品を設計することを考えた場合、主ストレスフロー部以外や複雑形状部位 には繊維強化しないケースが想定される。この制約は繊維の許容曲げ R が小さいため形状追従 性が悪いことが主因である。そうした場合、繊維が複合される TMC 部と繊維が複合されないマ トリックス部からなる、ハイブリッド材料の強度を考える必要がある。
(1) 評価方法
2.5.1 項と同様の試験片及び試験・評価方法により評価を行った。
(2) 試験片詳細
試験片の形状は図 2.5-3と同一である。図 2.5-9に示されるように、荷重方向(0°
方向)に繊維を全長の半分まで配合した試験片(以降ハイブリッド試験片と表記)を作製 して、引張試験を実施し引張強度の評価や破断挙動を観察する。
図 2.5-9 TMC ハイブリッド試験片模式図
(3) 強度特性評価
得られた強度をVfに対してプロットしたグラフを図 2.5-10に示す。Vfの増加によ って強度が低下する傾向が見られるが、ハイブリッド試験片はマトリックス相当の強 度を有しており、2.5.2 項で論じられた 90°方向の強度低下に比べて、TMC/マトリッ クス界面強度の影響は少なく、マトリックスの強度が支配的であることが明らかにな った。なお応力-歪線図についてはマトリックスの線図とほぼ同一であるため割愛する。
TMC マトリックス
荷重方向
600 800 1000
10.0% 20.0% 30.0% 40.0%
V f
UTS [MPa]
図 2.5-10 ハイブリッド試験片の強度に対するVfの影響
また試験片の破断面の SEM 写真を図 2.5-11に示す。破断箇所は繊維端部を含む試験 片中央部であり、破面観察の結果破面には SCS-6 繊維やマトリックスのディンプル以 外に SCS-6 の先端とマトリックスの境界と思われる繊維の跡が見られた。Vfの増加に より強度が低下することから、破断は繊維端面の接合面を起点として発生し、接合面 の剥離により断面の面積が減少し破断に至るものと推定される。
図 2.5-11 ハイブリッド TMC 引張試験片破断面
2.5.4 焼結条件の変化による金属組織・TiC 厚さが強度特性に及ぼす影響
TMC を焼結で作製する際に、マトリックスであるチタンと SCS-6 繊維の界面には TiC が生成 される。17 年度研究で、TiC 厚さに対して繊維方向(0 °方向)及び繊維直交方向(90 °方 向)引張強度と金属組織観察を行い、TiC 厚さと引張強度の関係について考察した。
TiC 厚さ及びVfに対して引張強度を整理したグラフを図 2.5-12に示す。0 °方向では TiC 厚さの増加と共に引張強度が若干増加しているもののばらつきが大きく顕著な傾向は見られな い。
0 20 40 60 80 100 120
1 1.5 2 2.5 3 3.5
T iC T hickness [μm ]
実測強度/理論強度 [%]
図 2.5-12 TiC 厚さに対する 0 °方向引張強度
SCS-6 繊維は図 2.3-6に見られるように高温に暴露されると強度特性が劣化する。そのため 焼結プロセスの温度と時間を決定する際には、0 °と 90 °の各方向での必要な特性、TiC 厚 さ及び繊維の強度低下を加味する必要がある。
2.5.5 プラズマ溶射を施したプリフォームに関する観察
プラズマ溶射プロセスは財団法人近畿高エネルギー加工技術研究所ものづくり支援センター に委託して行った。
2.4.5 項の要領により繊維シート上にプラズマ溶射を施したプリフォームについて、プリフ
ォームの代表的な断面図を図 2.5-13に示す。一部粉末形状を残すものの繊維にマトリックス が固定されていることが確認される。溶射するマトリックスの膜厚を制御することで意図した Vfを達成することが可能である。
図 2.5-13 マトリックスを繊維上にプラズマ溶射したプリフォームの断面
プリフォームを積層し、SPS 法により焼結した TMC の断面図を図 2.5-14に示す。繊維同士 の間隔が均一に生成されているのが確認される。Vfはプリフォームを積層した部分で約 50%に 達している。破断面からは気孔のない緻密な焼結体が得られていることが確認された。
以上よりプラズマ溶射により生成するプリフォームを使用することによって、TMC のVfを 高めることが可能であることが確認された。ただしプラズマ溶射を適用することにより、繊維 およびマトリックスの状態が変化し、SPS 法による焼結の条件も変わってくることが考えられ る。18 年度研究では時間的な制約から評価が完了しないため、プラズマ溶射の適用は本項の 要素試験の実施に留めるのみとした。
図 2.5-14 プラズマ溶射によるプリフォームを用いた TMC の破断面
2.5.6 強度特性のばらつきと統計的処理
17 年度研究により得られた繊維方向引張試験のVfに対する強度を、数式 2.5-1 による理論 値とともに図 2.5-15にまとめる。
表 2.3-2に記載される繊維の強度はメーカの保証値であるため、この値を使用して複合側を 適用した、理論解よりも実際には高い強度が得られるはずであるが、図 2.5-15に見られるよ うに理論解を超える強度は得られていない。
強度のばらつきが比較的大きいことも見て取れる。ばらつきの原因として、一つは図 2.3-5 に示される繊維自身の強度のばらつきが挙げられる。また、図 2.3-6に示される、通電あるい は高温暴露による繊維強度特性の劣化も一因であると考えられる。さらに複合化の際に繊維が 部分的に曲がって焼結されているような場合には、所定の繊維強度が得られない可能性がある。
理論強度と実測強度の線形近似曲線を比較することにより、複合側により予測される強度に はVfを変数とする経験係数が当てはめられる。
( )
f cmact
cm V f
f _ =
α
×数式 2.5-1 本研究では次式が成り立つ。
( ) Vf = 1 − ( 1 . 2 × V
f2 − 1 . 3 V
f)
α
数式 2.5-2 また、得られたデータに対して実測値と複合則による理論値の比を取り、標準正規分布をプ
ロットした結果を図 2.5-16に示す。
0 500 1000 1500 2000 2500
10.0% 15.0% 20.0% 25.0% 30.0% 35.0% 40.0% 45.0%
V f [% ]
Tensile Strength [MPa]
理論強度
図 2.5-15 Vfに対する TMC の引張強度
図 2.5-16 理論強度比の標準正規分布 0.000
0.050 0.100 0.150 0.200 0.250 0.300 0.350 0.400 0.450
70 75 80 85 90 95 100 105 110
理論強度比 [%]
2.6 一方向繊維強化 TMC の発展的適用に関する検討
2.6.1 多方向繊維配向
TMC の強度異方性が確認されたため、CFRP で取られるアプローチと同様、繊維の配向角度を 複数組み合わせて積層し、擬似等方性や複数方向に対して高い強度を持つ TMC を作製すること を 17 年度研究において実施した。本項ではその成果に対して考察を追加する。
(1) 試験方法
2.5.1 項と同様の試験片及び試験・評価方法により評価を行った。
(2) 試験片
試験片の形状は図 2.5-3と同一である。繊維の積層は 4 層と 8 層において TMC を作 製、試験を行う。4 層積層 TMC の場合で、1 層目と 4 層目には 0 °方向に繊維を配し、
2 層目と 3 層目を 45 °、60 °、90 °にアングルプライ積層し、8 層積層 TMC の場合 は、1, 2, 4, 5, 7, 8 層目に 0 °方向に繊維を配し、3 層目と 6 層目に対してアング ルプライ積層を適用した。
各層のVfは 4 層試験片で約 18%、8 層試験片で約 23%である。
(3) 強度特性
繊維配向による強度のプロットを図 2.6-1及び図 2.6-2に示す。8 層の TMC において は 0 °方向及び 90 °方向に荷重を負荷して試験を行った。
試験の結果、4 層積層、8 層積層の場合とも 0 °以外の配向の繊維が入ると引張強度 が低下することが確認された。0 °方向に配向された繊維による強化の効果よりも、
アングルプライ積層された繊維のマトリックスとの界面における強度の低下の効果の ほうが、影響が大きいことが確認された。アングルプライによる強度の低下は 90 °配 向の繊維より、45 °や 60 °といった配向の繊維において顕著に見られる。これは CFRP で見られる繊維がcos関数により計算されるだけの強度の寄与をする場合と異な り、斜めに配向されることにより界面の面積が増加して全体の強度を低下させている と考えられる。ただし 90 °方向の強度はアングルプライ積層が足されることで向上し ている。これは荷重方向と直交する面において界面の面積が減少するためと推定され る。
600 800 1000 1200
0 45 90
Ply Angle (0/n/-n/0)
Tensile Strength [MPa]
図 2.6-1 繊維配向による強度の変化(繊維 4 層 Vf: 18%)
0 200 400 600 800 1000 1200 1400
0 45 90
角度(0/0/n/0/0/-n/0/0)
応力 (MPa)
繊維方向 繊維直交方向 多項式 (繊維方向) 多項式 (繊維直交方向)
図 2.6-2 繊維配向による強度の変化(繊維 8 層Vf: 23%)
2.6.2 複数回焼結による任意断面形状の達成
焼結プロセスでは、複数部品に対して実施することにより、部品表面間に原子拡散の作用を 起こし、拡散接合が可能である。拡散接合は溶接やロウ付けと異なり、接合箇所の材料組成が 部品内の他の部位と同一であるため、原理上は部品の材料強度と等しい強度が得られる。
降着装置部品への適用を考えた場合には、質量を抑えつつ所望の強度特性を設定する必要が
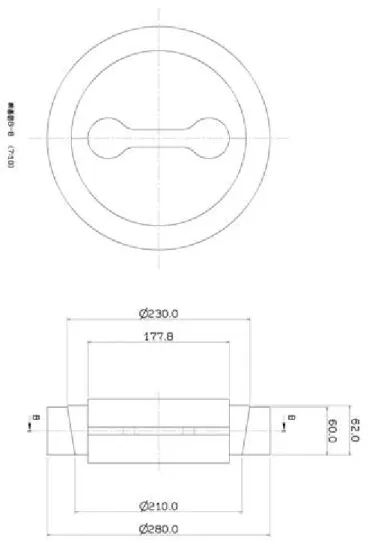
あり、そのためには部品の形状をある程度任意に取れるほうが設計の自由度が高くなる。任意 形状を得ようと思った場合には、拡散接合を用いて達成できる可能性があるため、図 2.6-3の ような降着装置によく見られる H 断面はりへの適用を想定し、2 段階の焼結を検討した。ここ ではまず矩形形状で事前評価を行う。
図 2.6-3 2 段階焼結模式図
(1) 試験方法
2.5.1 項と同様の試験片及び試験・評価方法により評価を行った。
(2) 試験片仕様及び作製方法
試験片の形状は図 2.5-3と同一であるが、2 枚の試験片を足し合わせるため最終的な 厚さは 2 倍になる。4 層の繊維を積層し仮焼結させた TMC 試験片を 2 枚作製する。引き 続き各 TMC 板の接合面に研磨や Etching などの処理を加え、バインダーとして Ti6-4 粉末を 2 枚の TMC に挟んで焼結を行った。SPS では通電して温度を上昇させるため、表 面間の接点が微視的に面同士の接触に近づくよう接触面積を増加させる必要がある。
(3) 焼結条件の設定と強度特性
焼結温度、保持時間、昇温速度、表面処理の方法などを変えながら強度特性の評価
を実施した。得られた強度特性は 2.5.6 項で論じられたのと同様にばらつきが見られ た。2 段階焼結後の繊維とマトリックスの界面に生成された TiC 厚さに対して、TMC の 実測強度と理論強度の比をプロットしたデータを図 2.6-4に示す。TiC 厚さは焼結温度 の高温化、焼結時間の増加につれて増加する。図 2.5-12に見られるような 2-3 μm 程 度の TiC 厚さであれば、TMC の強度に及ぼす影響は小さいが、それ以上 TiC 厚さが増加 した場合には強度が著しく低下する相関が観察される。
0 20 40 60 80 100 120
1 2 3 4 5 6 7
T iC T hickness [μm ]
実測強度/理論強度 [%]
図 2.6-4 2 段階焼結後の TiC 厚さに対する TMC の実測強度/理論強度の比
検討の結果、TiC の生成を抑え、高い強度を得られる 2 段階焼結の条件として、1 回 目の仮焼結を低温かつ短時間で行い、2 回目の接合焼結を高温で行うことにより強度の 劣化を抑制できることを確認した。また、2 回目の焼結の前に仮焼結した TMC 板表面に 施す Etching などの表面処理に関しては各処理で強度に大きな差は見られなかった。
引張試験を行った試験片の破断面写真を図 2.6-5及び図 2.6-6に示す。適合した条 件により焼結された試験片においては、強度も高く図 2.6-5に見られるように全面延 性破面である試験片が観察された。条件が不適な試験片においては、図 2.6-6に見ら れるように 2 回目の焼結箇所に組織の不連続が見られるなど焼結が不十分であること が確認された。ただし 2 回目の焼結による接合は、繊維方向の引張においては強度に 対して影響が小さく、1 回目の焼結を行った時点で TMC 自体が十分に焼結されていれば 問題はないと言える。
TiC Thickness [μm]
[%]
図 2.6-5 2 段階焼結による TMC の引張試験後破断面
図 2.6-6 2 段階焼結による TMC の切断面 –接合部
2.6.3 圧縮強度特性
降着装置では、通常引張と同様に圧縮荷重が負荷される部品が多いため、引張強度特性と同 様に圧縮強度特性を把握する必要がある。17 年度に実施した圧縮試験に対して本項では考察 を追加する。
(1) 試験方法
試験は㈱神戸工業試験場に委託し、図 2.6-7に示される圧縮試験機による試験を実 施した。平板形状の TMC 試験片を両側から冶具で挟むことにより、試験中の座屈を防 止している。
図 2.6-7 圧縮試験機外観
(2) 試験片形状
圧縮試験には長さ 57 mm×幅 16 mm×厚さ 2.0 mm または 1.0 mm の平板形状試験片を 使用した。積層構成は [0]8 及び [0/0/45/0/0/-45/0/0] および、試験片の半分のみ [0]4 により繊維配向したハイブリッド試験片を用いた。[]内の数値は荷重方向に対 する繊維配向の角度を表し、下付きの数字は同じ配向の繊維が数字の層数だけ繰り返 されていることを表す。Vfは全て約 32%である。
(3) 試験結果による圧縮強度特性
代表的な応力-歪線図を図 2.6-8に示す。引張強度と比較して、TMC の圧縮強度は有 意に高いことが確認される。SCS-6 繊維の圧縮強度は公知ではないが、CFRP に使用す る炭素繊維などと同様、引張強度よりも圧縮強度が高く、そのため TMC の圧縮強度も
高くなっていると考えられる。17 年度報告書にまとめられる通り、圧縮強度において もアングルプライ積層の入った試験片は、0 °のみの繊維配向の試験片に比べて、当 然のことながら強度が低かった。
0 500 1000 1500 2000 2500 3000
0.0 0.5 1.0 1.5 2.0
歪 ε (%)
応力 σ (MPa)
図 2.6-8 圧縮強度試験 応力-歪線図
[0]8 試験片の破壊箇所を図 2.6-9に、ハイブリッド試験片の破壊箇所を図 2.6-10 に示す。全長に繊維が配合されている試験片では、試験片端部で破壊しており、破損 部分ではマトリックスと繊維の界面が剥離して変形が生じていることが確認された。
圧縮試験としては、いわゆる圧縮強度による破壊が生じる前に端部の面圧破壊を生 じる結果となってしまい、圧縮強度はさらに高い数値であると言える。端部での破壊 は、TMC が圧縮強度と比較して面圧強度が低いことを示しており、PMC 同様ピン結合さ れるような部品箇所では設計上注意が必要である。圧縮強度を正確に求めるためには 端部を補強タブを用いて挟み込んで試験を行うことが必要である。
ハイブリッド試験片においては端部での破壊は見られず、繊維が配合されている部 分は変形せずに初期形状を保っているのに対し、マトリックスのみの部分で変形が起 こり圧縮破壊を起こしていることが確認された。
各試験片の破壊強度を表 2.6-1に比較する。TMC の圧縮強度が最も高く、TMC の面圧 強度はマトリックスの圧縮強度よりは高いが、TMC の圧縮強度より低いことが分かる。
表 2.6-1 各圧縮試験片の強度 TMC 圧縮強度
(Vf : 32%)
TMC 面圧強度 (Vf : 32%)
ハイブリッド試験片 圧縮強度 (Vf : 32%)
マトリックス圧縮強度 (Ti6-4 Extrusion, Anneal)
> 2588MPa 2588MPa 1000~1400MPa 880MPa
図 2.6-9 圧縮試験片破壊状況
図 2.6-10 ハイブリッド TMC 圧縮試験片破壊状況
2.6.4 曲げ強度
降着装置部品には複合荷重が負荷される部品が多く、中でも曲げ荷重が支配的である場合 が多い。通常の等方性材料であれば問題にならない点であるが、例えばプリプレグをレイア ップして成形する CFRP では、プリプレグ間の層間靭性が曲げ強度に対して大きな作用を及
ぼす。MMC においては、プリプレグ間の層間靭性は一様なマトリックスとなるため問題にな らないが、繊維とマトリックスの界面における靭性は CFRP 同様問題となる。
そのため TMC に対して曲げ強度の試験を行い、破壊挙動の観察を行って強度特性を明らかに する。
(1) 試験方法
アムスラー試験機を使用した 3 点曲げ試験により曲げ強度の測定を行った。試験片 をセットアップした試験装置外観を図 2.6-11 に示す。支点間の距離は無負荷時 90 mm、
荷重点の形状は R5 mm であり、支点の形状は直径 50 mm の円筒である。
図 2.6-11 アムスラー試験機による 3 点曲げ試験
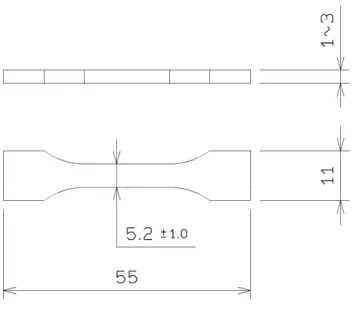
(2) TMC 平板試験片による曲げ試験
試験片形状を図 2.6-12に示す。また歪ゲージの貼付位置を図 2.6-13に示す。矩形 平板形状の試験片に対して、荷重点の直下となる裏面中央部(ゲージ CH13)及び、表面 の中心線から 20 mm 離れた位置(ゲージ CH14)に歪ゲージを貼付して試験を行った。
図 2.6-12 平板曲げ試験片形状
図 2.6-13 平板曲げ試験片歪ゲージ位置
(3) TMC 平板曲げ試験結果による曲げ強度特性
アムスラー装置の出力より得られた、荷重に対して荷重点の変位をプロットしたグ ラフを図 2.6-14に示す。また荷重に対して歪ゲージからの出力をプロットしたグラフ を図 2.6-15に示す。
図 2.6-14において、荷重が 5kN を超えたあたりからカーブが非線形となり、5.7kN でピークをつけたあとは荷重が増加しないまま、変位が 4.3mm から 4.85mm まで増加し ている。非線形部分は、繊維の伸びが非線形となった領域と考えられる。荷重のピー ク時点において最外層の繊維が破断し、その後外層部では破断伸びの大きいマトリッ クスが伸びながら破断した下の層の繊維が荷重を受け持ち、その層が破断応力に達す
20 mm
CH14 CH13 (裏面)

![図 2.5-7 繊維直交(90°)方向引張試験片破断面 90°方向の引張強度を Vfs に対してプロットしたグラフを図 2.5-8 に示す。強度の ばらつきが大きいものの、強度の低下と Vfs の増加の間には相関関係が認められる。 繊維方向以外の強度特性を高めるためには、繊維とマトリックスの間の界面を最適な 状態に制御することが必須であると言える。 0100200300400500600700 20.0% 25.0% 30.0% 35.0% 40.0% 45.0% 50.0% V fs [% ]引張(](https://thumb-ap.123doks.com/thumbv2/123deta/7344201.2434689/32.892.228.669.110.448/に対しプロットグラフばらつき大きいられる高めるマトリックス.webp)