社団法人 日本航空宇宙工業会 革新航空機技術開発センター
2005 年 3 月
航空機工業の競争力強化に関する調査研究 成 果 報 告 書
No.1602
ISSN 1342-4017
航空機への摩擦攪拌接合(FSW)の適用研究
この事業は、オートレースの補助金を受けて実施したものです。
Auto Race
ま え が き
日本航空宇宙工業会は、平成16年度事業の一つとして、日本小型自動車振興会から補助金の 交付を得て、「航空機工業の競争力強化に関する調査研究」を下表のように実施した。
本書は、そのうち「航空機への摩擦攪拌接合(FSW)の適用研究」について新明和工業 ㈱ に委託 して行った研究の成果報告書である。
研究の実施に対し、その実現と推進にご尽力賜った経済産業省ならびに日本小型自動車振興 会のご関係者に厚くお礼申し上げる。
平成17 年 3 月
社団法人 日本航空宇宙工業会 革新航空機技術開発センター
報告書番号
1 6 0 1
1 6 0 2
1 6 0 3
1 6 0 4
1 6 0 5
1 6 0 6
1 6 0 7 委託会社
研 究 名
新ピーニング法の航空機部材への 適用技術の研究
ECM数値シミュレーション技術適用 によるECM加工技術の研究
ジェットエンジンダクト用高耐久可動部 シールの研究
循環制御技術による航空機の高揚力 性能改善の為の空力設計技術の研究 新しい動的現象を加味したヘリコプ ター翼型の解析・設計技術の研究 航空機への摩擦攪拌接合(FSW)の 適用研究
新表面改質技術、新素材を用いた 高疲労特性部材の研究
区分
完了
同
同
同
継続
同
同 分野
機体/
空力
機体/
空力 機体/
空力 機体/
空力 機体/
空力 推進
推進 No.
1
2
3
4
5
6
7
石川島播磨重工業㈱
新明和工業㈱
川崎重工業㈱
富士重工業㈱
川崎重工業㈱
富士重工業㈱
イーグル・エンジニアリ ング・エアロスペース㈱
航空機への摩擦攪拌接合(FSW)の適用研究
調査研究委託会社 新明和工業(株)
目 次
第1章 研究の概要 ··· 1
1.1 研究目的 ··· 1
1.2 実施期間等 ··· 1
1.3 実施内容 ···2
1.4 成果概要 ···2
1.4.1 疲労強度低下原因に関する検討 ···2
1.4.2 飛行艇 艇底パネルを想定した外板-ストリンガパネルの試作 ···3
1.4.3 試作パネルの強度評価 ···3
1.4.4 FSW適用によるコスト低減及び重量低減効果の確認···4
1.5 所見 ···5
第2章 研究の内容 ···7
2.1 緒言 ···7
2.2 研究目的及び計画 ···7
2.2.1 研究目的 ···7
2.2.2 実施内容詳細 ···8
2.2.3 研究計画 ···9
2.3 試験方法 ··· 10
2.3.1 共通項目 ··· 10
2.3.2 疲労強度低下原因に関する検討 ··· 12
2.3.3 飛行艇 艇底パネル試作予備試験 ··· 14
2.3.4 試作パネル製作 ··· 19
2.3.5 圧縮試験 ···22
2.3.6 せん断試験 ···28
2.4 試験結果 ···35
2.4.1 疲労強度低下原因に関する検討結果 ···35
2.4.2 飛行艇 艇底パネル試作予備試験結果 ···45
2.4.3 試作パネル製作結果 ···50
2.4.4 圧縮試験結果 ···60
2.4.5 せん断試験結果 ···71
2.5 考察 ···82
2.5.1 疲労強度低下原因に関する検討 ···82
2.5.2 飛行艇 艇底パネル試作予備試験に関する検討 ···83
2.5.3 試作パネル製作 ···84
2.5.4 圧縮試験 ···84
2.5.5 せん断試験 ···85
2.6 FSW適用によるコスト及び重量低減効果に関する検討···86
2.7 結言 ···87
第3章 問題点と今後の課題 ···89
3.1 今年度研究作業における問題点 ···89
3.2 実用化への課題 ···90
3.2.1 接合部仕上げ方法 ···90
3.2.2 FSW部の品質保証方法···90
第4章 関連事項調査 ···91
4.1 関連特許調査 ···91
4.2 参考技術文献リスト ···92
第1章 研究の概要
1.1 研究目的
近年大型民間機の分野では、エアラインの経営不振を背景に、同等性能であれば価格の低い機種 が選定される傾向が強くなっている。この様な背景から、運用コストを含めた低コスト化が求めら れているが、航空機は従来のファスナ結合による組立構造が主体で製造されており、この構造で 製造コスト及び重量を低減するには限界がある。
これらの対策として、スキンやストリンガを一体で加工しインテグラルパネル化にすることによ り製造コスト及び重量を低減すること 1)、2)が行われてきたが、最終の組立作業が残るため更なる 製造コスト及び重量低減の方策を検討する必要がある。
この方策の1つとして、1991 年に TWI(英国溶接研究所)が開発した摩擦攪拌接合(以下、
FSW:Friction Stir Weldingという)は製造コストが大きく低減できる組立技術として国内では鉄道
車両等へ適用され、欧米では航空機への適用にむけた研究や適用事例が報告されている。
しかしこれまでの報告事例の多くは突合せ継手を対象としており、それ以外の継手形態を対象と した報告事例は少ない。一方航空機組立構造では、突合せ以外の継手形態も使用しており、現状の ファスナ継手を突合せ FSW 継手に置換えた場合、適用範囲が限定される。このため更なるコスト 及び重量低減のためには、突合せ以外のFSW継手形態の検討が必要不可欠である。
本研究では、航空機に多用される 2024-T3 と 7075-T73 アルミニウム合金を用いた飛行艇 艇底 パネルの試作及び強度試験を行い、製造コスト及び重量低減方法の目途を得ることを目的とした。
1.2 実施期間等
(1) 実施期間
平成16年5月~平成17年3月
(2) 実施場所
事 業 所:新明和工業株式会社 航空機事業部
住 所:〒658-0027 兵庫県神戸市東灘区青木1丁目1番1号 電話番号:078-452-5286
Fax番 号 :078-412-7026
(3) 研究主務者
新明和工業株式会社 航空機事業部
主任技師 椢原 茂男 課員 柿本 晴彦 技術本部
主任技師 古家後利一 課員 我谷 徹
1.3 実施内容
本研究は、溶融溶接が適用できない 2000 系及び 7000 系アルミニウム合金を用いた組立構造を 対象にFSWを用いた実機構造を試作することを目的として以下の項目について検討を行った。
(1) 疲労強度低下原因に関する検討
昨年実施した継手強度把握試験の結果、接合部の疲労強度は母材に比べて大幅に低下し、荷 重方向によってはリベット結合にも劣った。このことから疲労試験片破断面の観察及び接合部 断面硬さの測定を実施して、疲労強度低下原因について検討を行った。
(2) 飛行艇 艇底パネルを想定した外板-ストリンガパネルの試作
試作パネルの概念設計を基に予備試験を実施して、施工上の問題点の有無を確認した。その 後、試作パネルの詳細設計及び接合用治具の設計を行った。
設計作業終了後、試作を行い接合による歪状況、接合欠陥の有無といった形状に関する評価 を行った。
(3) 試作パネルの強度評価
FSW 試作パネルと同形状のリベットパネルの圧縮試験及びせん断試験を実施して強度評価 を行った。
(4) FSW適用によるコスト低減及び重量低減効果の確認
試作したパネルを基にコスト及び重量の評価を行い、FSW 適用によるコスト低減及び重量 低減効果を確認した。
1.4 成果概要
1.4.1 疲労強度低下原因に関する検討
昨年実施した継手強度把握試験の結果、接合部の疲労強度は母材に比べて大幅に低下し、荷重 方向によってはリベット結合にも劣った。この疲労強度低下原因について検討するために、破断 面をSEM等により調査した。
SEM観察結果から疲労破壊の起点は、2024-T3 と7050-T74の合せ面であり、接合部内に欠陥 がなかったことを確認した。また疲労強度を低下させる金属間化合物は観察されなかった。さら に接合による材料軟化部分に応力が集中して破断していないことを断面硬さ測定で確認した。
以上のことから接合部の組織上の問題は無いと判断した。
更に破面の断面観察を行ったところ、破断箇所近くで FSW 重ね継手特有の未接合部による ノッチが確認できた。
以上の観察結果から接合部近傍に存在したノッチが原因で疲労強度が低下したと考えられる。
従って重ね継手を実機に適用する場合は、未接合部を低減する施工技術の確立(ツール形状の 変更等)あるいはノッチを考慮し、疲労強度が評定とならない適用箇所の検討が必要である。
1.4.2 飛行艇 艇底パネルを想定した外板-ストリンガパネルの試作
飛行艇 艇底外板を想定した試作パネルのサイズは520㎜×600㎜と大きく、接合箇所も多いた め対象部位と同じ板厚、断面形状の外板及びストリンガを用いて予備試験を実施し、施工上の 問題点の有無を確認した。その結果、外板板厚 0.8 ㎜(0.032″)を接合したところ、外板に波打 つような歪が発生した。この歪の対策として
① ツール形状を変更して、入熱量を減少させる
② 拘束力を強化する
③ 板厚を厚くする
ことが有効であることを確認した。
また歪発生原因を調査するために残留応力の分布状況を調査した結果、接合部に強い引張の 残留応力が発生し、その残留応力と釣合うように母材に圧縮の残留応力が発生していた。以上の ことにより、母材部に働く圧縮の残留応力が原因で外板の歪が発生したと考えられる。
予備試験結果を反映させた拘束治具を設計、製造を行い、試作パネルの接合を行った。接合し たパネルでは外板が波打つ歪は発生していなかった。しかしパネル全体が反るような歪が発生し た。この歪は矯正作業によりパネル形状要求を満足することができ、また矯正作業で接合部に 割れが発生しないことも確認した。
以上の作業から、外板-ストリンガパネルの結合技術にFSWを適用できる見通しを得た。
1.4.3 試作パネルの強度評価
FSW適用により外板-ストリンガパネルの製作が可能であるという見通しを得たので、FSWで 接合した補強板(以下、FSWパネルという)とリベット結合した補強板(以下、リベットパネル という)を製作し、圧縮試験とせん断試験を実施した。
(a) 圧縮試験
事前検討で、リベットパネルは鋲間座屈を起した後、クリップリングにより破壊するという 計算結果を得た。一方FSWパネルは、鋲間が存在しないためクリップリングにより破壊すると 予測し、それぞれの予想破壊荷重はそれぞれ210 kN及び242 kNになると予測した。
各3体の試験結果ではリベットパネルの破壊荷重は平均 261 kN、FSW パネルの破壊荷重は
平均 296 kN とほぼ予想通りの結果を得た。FSW パネルの破壊箇所はストリンガの中央部に
対して、リベットパネルの破壊箇所は各パネルの鋲間が最も長い箇所であった。従って破壊 モードも予測どおりであったことを確認した。
(b) せん断試験
事前の検討結果で継手方式に関係なく外板の持つ許容せん断応力を超えたときに外板が破壊 し、そのときの破壊荷重は197 kNになると予測した。
各3体の試験結果では、FSW パネルの破壊平均荷重は 240 kN、リベットパネルの破壊荷重
平均は 241 kN と予想荷重を超える結果を得た。またリベットパネルは、リベット周りを含む
外板で破壊していたのに対して、FSW パネルは接合熱影響部と思われる箇所で破壊しており 破壊位置が異なっていた。
さらに荷重-歪曲線を分析すると外板部のせん断歪から FSW パネルの方がリベットパネル よりも早く座屈している。この点を除けば試験中の両者の挙動に差異は認められなかった。
FSWパネルとリベットパネルで外板の座屈ポイントが異なっていた理由として、FSWパネル は外板とストリンガが線で接合されており、外板の変形を1つのベイで処理している。一方 リベットパネルは、外板とストリンガが点で結合されているため外板の変形を別のベイに逃が すことができたためと考える。しかし今回の試験結果では理由を明確にすることが難しいため、
外板の挙動の違いについては今後検討の余地がある。
1.4.4 FSW適用によるコスト低減及び重量低減効果の確認
試作を行ったパネルを対象にコスト試算を行うことにし、試算条件を以下のように設定した。
① 板金成形したストリンガと外板をFSW接合する以外、リベットパネルと構造に変化がない ため、部品製作作業のコストは不変
② 組立コスト作業では、FSW の適用によりストリンガ-外板の合せ面シール塗布作業、
穴あけ作業、皿出し/皿取り作業がなくなるが、接合前の洗浄工程、接合歪除去工程及び 接合部の非破壊検査工程が追加
③ FSW接合がリベット結合作業よりも高速
④ リベットパネルでは必要な飛行艇 艇底パネル特有の水密処理作業がFSWパネルでは不要 以上の項目を反映してコスト試算を行い、FSW適用によりリベットパネルの70%のコストで製
作することが可能であるという結果を得た。また実機の艇底パネルは3次元曲面を有しているた め、NCプログラムで接合可能なFSWの特長を活かして更なる組立コストの低減が期待できる。
一方重量については、今回の試作パネルのようにリベットをFSWに置換えるだけでは重量軽減 効果が期待できないことを確認した。重量の軽減手段について引続き検討する必要がある。
1.5 所見
FSWを2024-T3と7075-T73からなる外板-ストリンガに適用するにあたり、一般的な公差で製作
した部品を接合できる施工条件を確立できた。加えて、製作パネルの強度評価試験を実施し、FSW パネルがリベットパネルと同等以上の強度を有していることが確認できたことは、今後航空機にお けるFSWの適用範囲を拡大していく上で、大きく前進したといえる。ただし、今回の評価試験では パネルの圧縮試験とせん断試験を実施したに過ぎず、実機適用に際しては疲労試験及び損傷許容性 試験等を実施、様々な強度データを取得することが今後の課題であるといえる。
昨年度の研究で問題となっていたFSW接合部の疲労強度低下要因としては、接合部組織に問題は なく、FSW重ね継手特有の問題と考えられる合せ面に存在する未接合部と接合部の境界に発生した ノッチが疲労強度を低下させたという結論に至った。従って今後 FSW による重ね継手を航空機、
とくに主要構造部材に適用する際には FSW 接合部のノッチ効果を低減する施工方法の確立が疲労 強度改善の鍵となることは明らかである。更にFSW重ね継手にはノッチが存在していることを前提 として、疲労強度が評定とならない箇所への適用を検討することも重要である。
また今年度試作したパネルを対象にコスト低減効果及び重量軽減効果について試算した結果、
コストはリベットパネルの 70%、重量についてはリベットと同等という試算結果を得た。加えて 圧縮試験でリベットパネルは鋲間座屈が発生しており、FSWパネルと同等の強度を有するためには、
リベット配置を密にする必要がある。従って圧縮評定パネルに適用する場合は、更なるコスト低減 が期待できる。
以上のことから本研究の目的としていた航空機構造への FSW 適用範囲を拡大させるための施工 技術の確立とコスト低減方法の目途を得た。
その一方で、重量はリベットを FSW に置換えただけでは軽減効果がほとんど得られないことも 確認した。従って重量の軽減手段について引続き検討する必要がある。
第2章 研究の内容
2.1 緒言
近年航空機業界では、エアラインの経営不振を背景に、同等性能であれば価格の低い機種が選定 される傾向が強くなっている。
従って、機体メーカーにとって低コスト化は市場に生き残るための必須課題となり、低コスト 複合材技術や、高速切削加工技術適用による金属部品一体化などの低コスト部品製造技術の実用化 が活発に進められている。しかし航空機製造では、自動車業界で多用されている溶接構造を適用せ ず、ファスナ構造による組立方式を採用している。このため、現状の構造様式では、製造コスト 及び重量の低減にも限界があるといわざるを得ない。
この状況を打破する組立技術として、ここ数年摩擦攪拌接合(FSW:Friction Stir Welding)が 注目されている。FSW は、1991 年に TWI(英国溶接研究所)が開発した接合法であり、アルミニ ウム合金を中心に優れた接合特性が確認され、鉄道車両、船舶、建材等の民生品分野に急速に普及 しつつある。FSWは材料を溶融させず、塑性流動により接合が完了する固相接合である。このため FSWは、従来の溶融溶接では接合が難しいアルミニウム合金への適用が可能であり、航空機業界に おいても活発な研究が行なわれている。
そこで昨年度の研究では航空機構造の中で想定される継手形態を調査した結果、突合せ継手と 重ね継手を組合せることによりファスナ継手形態の多くをFSW継手で代替できる見通しを得、継手 強度試験を実施した。本年度は昨年選定した飛行艇 艇底パネルを想定したFSW適用パネルの設計 製造を行い、強度試験を実施して製造コスト及び重量低減効果について検討を行った。
2.2 研究目的及び計画
2.2.1 研究目的
本研究は2年計画で行っており、本年度は最終年度に当たる。昨年度は、7000系/2000系異材 重ね継手のクーポン試験を実施して設計に必要な継手特性データを取得した。その結果、静強度 は母材とほぼ同等かつリベット継手を上回ることを確認した。一方疲労強度は母材と比較して 大幅に低下し、荷重方向によってはリベット継手より劣るという結果を得た。また応力腐食割れ 試験を実施して FSW 施工により耐応力腐食割れ性が変化していないことを確認した。これらの 試験結果を受けて飛行艇 艇底パネルを試作対象として選定し概念設計を行った。
今年度は、
① 昨年度問題となった疲労継手の強度低下原因の検討
② 飛行艇 艇底パネルを想定した外板-ストリンガパネルの試作
③ 試作パネルの強度評価
④ FSW適用によるコスト低減及び重量低減効果の確認 を行うことを目的として研究を行なった。
2.2.2 実施内容詳細
(1) 疲労強度低下原因に関する検討
昨年度の研究では、FSW重ね継手の引張、圧縮強度は母材強度の約80%の値を示した。しかし 図2.2.2-1に示す
① 接合された部材のうち一方にのみ荷重が負荷される形態(Type1)
② 接合された部材の両方に接合線と垂直な荷重が負荷される形態(Type2-a)
③ 接合された部材の両方に接合線と平行な荷重が負荷される形態(Type2-b)
について疲労試験を実施ししたところ、Type1 では母材のそれと比較して大きく低下した。
またリベット継手と比較してもType2-aは、同等程度の特性を示したものの、Type2-bでは、
リベット継手のそれよりも劣るという結果を得た。
このことから疲労試験片破断面の観察及び接合部断面硬さの測定を実施して、疲労強度低下 原因について検討を行った。
図2.2.2-1 クーポン試験実施時の継手形態
(2) 飛行艇 艇底パネルを想定した外板-ストリンガパネルの試作
予備試験を実施し、施工上の問題点の有無の確認を行った後、試作パネルの詳細設計及び 接合治具の設計を行った。
設計作業終了後、試作を行い接合による歪状況、接合欠陥の有無といった形状に関する評価 を行った。
リベット FSW リベット FSW
① Type1 ② Type2-a ② Type2-b リベット FSW
荷重負荷
荷重負荷
(3) 試作パネルの強度評価
試作パネルの強度評価を行うために、パネルの圧縮試験及びせん断試験を実施した。尚、
比較のためリベットで結合したパネルも試験を行った。
(4) FSW適用によるコスト低減及び重量低減効果の確認
試作したパネルを基にコスト及び重量の評価を行い、FSW 適用によるコスト低減及び重量 低減効果を確認した。
2.2.3 研究計画
本年度の作業は表2.2.3-1に示す日程で行った。
表2.2.3-1 研究開発計画
作業項目 平成15年度 平成16年度 継手形態検討
接合条件設定 継手特性評価
・静強度試験
・疲労強度試験
・応力腐食割れ試験
・疲労強度低下原因に関する検討 供試体概念設計
供試体製作
・飛行艇 艇底パネルの試作 供試体試験/評価
・試作パネルの強度評価
・コスト低減及び重量低減効果の確認
2.3 試験方法
2.3.1 共通項目 (1) 接合装置
一般的に FSW では、接合ツールを進行方向に後退させる必要がある。そこで接合装置は、
接合ツールを傾けることが可能なラム形NCフライス盤(2R-NC 大隈豊和機械㈱製)を使用 した。外観を図2.3.1-1に基本仕様を表2.3.1-1に示す。
図2.3.1-1 接合装置外観
表2.3.1-1 接合装置基本仕様
項目 装置仕様
テーブルサイズ 1200×310 mm 接合可能範囲 x方向:710 mm
y方向:305 mm z方向:400 mm 主軸回転数 100 ~ 3600 rpm 接合速度 10 ~ 2000 mm/min ツール傾け範囲 ± 30°
(2) 使用材料
航空機構造に FSW を適用する場合、2000 系と 7000 系アルミニウム合金の異材継手特性を 把握することが重要であると考えたため、昨年度は2024-T3材と 7050-T74材を使用して重ね 継手の評価を行った。
昨年度の継手評価試験結果から FSW 重ね継手をリベット継手の代替として適用できる見通 しを得、今年度は飛行艇 艇底パネルを試作する計画を立てた。現状の飛行艇 艇底パネルに 使用しているストリンガは、大半が板金部品となっている。
そこで今年度は、ストリンガ用材料として 7075-T73 合金を選定した。板厚は試作対象部位 の図面を調査して、1.60㎜(0.063″)を適用することにした。
また外板部分の材料は、昨年度同様 2024-T3 材を適用した。また艇底外板には、板厚 0.8㎜(0.032″)~ 1.6㎜(0.063″)の材料が適用されている。本年度の研究では、強度要求の
高い 1.6 ㎜の箇所を試作することにした。ただし艇底パネル適用範囲を拡大させるために、
2.3.3項で実施する予備試験では板厚0.8㎜ ~ 1.6㎜を対象として試験を実施した。
今年度の研究で使用した2024-T3と7075-T73の機械的特性を表2.3.1-2に示す。
表2.3.1-2 各材料の機械的特性
項目 2024-T3 7075-T73
引張耐力 324 MPa 386 MPa 引張強さ 442 MPa 462 MPa 圧縮耐力 269 MPa 380 MPa せん断強さ 269 MPa 262 MPa
伸び 15 % 8 %
引張縦弾性係数 72.5 GPa 71.1 GPa 圧縮縦弾性係数 73.8 GPa 72.5 GPa
2.3.2 疲労強度低下原因に関する検討 (1) 疲労強度試験片の破面観察方法
継手形態 Type1、Type2-a 及びType2-bそれぞれの代表的な破面を選定し、SEM(走査線型
電子顕微鏡)及び EDX(エネルギー分散型蛍光 X 線分析装置)を用いて観察した。表 2.3.2-1 に観察した試験片の昨年度疲労試験結果を示す。尚、試験片は、アセトン中で超音波洗浄して から観察した。
表2.3.2-1 断面観察試験片の疲労試験データ
試験 片№
継手 形態
最大応力 σMax (MPa)
最小応力 σMin (MPa)
破断繰返し回数 N f (cycle)
1 Type1 138.3 13.8 357,940
2 Type1 206.9 20.7 626,530
3 Type2-a 138.4 14.1 124,980
4 Type2-a 206.9 20.7 17,400
5 Type2-b 102.8 10.3 31,910
6 Type2-b 68.6 6.7 194,050
また接合部の状態と疲労破壊の因果関係を確認するために、破面の断面観察を行った。切削 砥石で破面に対し垂直に切出したものを観察した。切出した断面を耐水ペーパー及びバフによ り鏡面状態にまで研磨した後、ケラー溶液でエッチングを行い光学顕微鏡で観察した。
(2) 断面硬さ測定方法
接合部の硬度を測定し、疲労低下原因が硬度変化に起因していないか確認を行った。
硬度試験に用いた試験片は、疲労試験を実施しなかった供試体を図 2.3.2-1 に示す位置で、
切削砥石により切断し、耐水ペーパーにて#1500まで研磨した。
準備した試験片の2024-T3材の板厚中心部分をマイクロビッカースにより硬さ測定した。
(単位:㎜)
図2.3.2-1 疲労強度試験断面硬さ測定箇所
切断箇所
7050-T74
2024-T3
7050-T74
2024-T3 切断箇所
切断箇所
7050-T74 187.3
(a) 継手形態 Type1 断面硬さ測定箇所
(b) 継手形態 Type2-a 断面硬さ測定箇所
(c) 継手形態 Type2-b 断面硬さ測定箇所 2024-T3
235.0 200.0
2.3.3 飛行艇 艇底パネル試作予備試験
今年度試作予定の飛行艇 艇底外板を想定したパネルのサイズは、520㎜×600㎜となる。この サイズのパネルを試作する前に、試作部品と同じ板厚、同じ断面形状ストリンガと同じ板厚の 外板部品を用いて、試作パネル製作時の問題点を抽出し、対策を講じるために予備試験を実施した。
(1) 予備試験用供試体形状
部品において接合する箇所の増加(=接合長さの増加)に伴い、接合歪が累積して接合が 困難になる。今年度の研究では、ストリンガを複数本接合したパネルを製作する予定にしてい るため、外板の歪を抑制することがパネルの試作での鍵となることが予想される。そこで外板 にストリンガを1本接合する予備試験を実施して、試作パネルを接合する際の問題点を抽出し、
必要に応じて対策を講じた。
ストリンガは、7075材を用いて図2.3.3-1に示す工程で製作した断面形状がZのストリンガ とした。ストリンガ形状を図2.3.3-2に示す。
図2.3.3-1 ストリンガ製作工程
図2.3.3-2 予備試験ストリンガ形状
また外板は2024-T3を用いて製作した。今回の試作対象部位の外板の板厚は、2.3.1項で述べ たとおり0.8㎜(0.032″)~ 1.6㎜(0.063″)となっている。そこで予備試験では外板の板厚を
25.0
60.0
5.0 TYP
7.0
300.0
25.0
A A
A- A断面 (単位:㎜) 切出し(7075-0) 成形 溶体化処理 歪取り 時効処理(T73)
用いた。外板の形状を図2.3.3-3に示す。
図 2.3.3-4 に示すとおりに 2024-T3 と 7075-T73 を配置して、表 2.3.3-1 に示す接合条件で 試験を実施した。接合後外板の歪の発生状況及び外観状態を確認した。
フライス盤テーブル C L
2024-T3材 接合箇所
7075-T73材
図2.3.3-4 予備試験材料セット状況
表2.3.3-1 予備試験接合条件範囲
項目 条件範囲
ツール回転数 250~630㎜/min 接合速度 990~1530 rpm ツール後退角 3°(固定)
外板(2024-T3)
板厚
0.8㎜(0.032″)、1.0㎜(0.040″) 1.3㎜(0.050″)、1.6㎜(0.063″) ストリンガ
(7075-T73)板厚
1.6㎜(0.063″)(固定)
300.0㎜
100.0㎜
予備試験外板 板厚
№ 板厚
1 0.8㎜(0.032″) 2 1.0㎜(0.040″) 3 1.3㎜(0.050″) 4 1.6㎜(0.063″)
図2.3.3-3 予備試験外板形状
(2) 残留応力測定方法
溶接後の歪の原因として、溶接部分の冷却速度の違いから発生する残留応力が知られている。
そこでFSW 接合で外板に歪が発生する要因として残留応力が考えられるので、FSW 接合部の 残留応力を測定した。
残留応力の測定は、予備試験で接合した供試体のうち歪が大きかった 2024-T3 の板厚が 0.8㎜(0.032″)と歪が少なかった2024-T3の板厚が1.6㎜(0.063″)で行った。また残留応力 の測定には、微小範囲の残留応力測定に適しているX線回折法を適用した。
さらに残留応力の測定では、①歪の大小による残留応力の違い、②残留応力の分布データの 収集を目的として残留応力測定箇所を決定した。測定箇所を図 2.3.3-5 に示す。尚、接合部に 対して深さ方向の残留応力分布を測定する際には、測定対象箇所を中心に5㎜×5㎜の面積を 電解研磨にて掘り下げて測定を実施した。測定状況を図2.3.3-6に、表2.3.3-2に残留応力測定 に使用した設備及び測定条件を示す。
10㎜
LT方向 L方向
10㎜ 接合終了部 接合中央部
接合開始部
LT方向 L方向
接合終了部 接合中央部
接合開始部
10㎜
2.5㎜
15㎜
接合部中心 HAZ部 母材部
HAZ部 Adv.side 母材部
Ret.side
Adv.side Ret.side
10㎜
(a) 2024-T3板厚1.6㎜
(b) 2024-T3板厚0.8㎜
表2.3.3-2 残留応力測定条件 項目 内容
使用測定装置 MSF-2M X線残留応力測定装置
(㈱ リガク社製)
測定条件
X線管球ターゲット :Co X線 :Co – α 管球電圧 :30 kV 管球電流 :10 mA 測定方法 :並傾法 回折面 :(4 2 0)
回折角(2θ°) :162.1°
応力定数 :-70.36 MPa 測定領域 :5㎜×5㎜ 電解研磨領域 :6㎜×6㎜
図2.3.3-6 残留応力測定状況
また以下にX線回折法による残留応力測定原理を示す。3)
金属材料は無数の結晶粒の集合体であり、その方位の異なる結晶粒に応力が加わると、材料 のもつ弾性限界内では応力の大きさに比例して結晶の格子面間隔が伸縮する。
図2.3.3-7 応力による格子面間隔の変化
図2.3.3-7は、格子面法線が紙面上にあるような結晶粒を試料の表層面から数個選んで描いた
ものであり、同時にX線回折の条件も示している。この試料を紙面上で図示する方向に引張る と、格子面間隔dは格子面法線が引張軸方向に近い結晶粒ほど広くなる。X線残留応力測定で は、試料面法線と格子面法線が作る角度をψ角と呼ぶが、上述の格子面間隔dの変化はψが 90°に近いほど大きいといい換えられる。X線残留応力測定法はこの変化を測定して応力を 求める方法である。いま、無秩序な方位を有する多結晶体に波長λのX線を図2.3.3-7に示すよ うに照射すると、X線は、回折条件式(Braggの条件)を満足する結晶の回折面より回折される。
2 d sinθ=n λ
(但しd:回折面間隔、θ:回折角、n:回折次数)
この式から、θの変化を測定することによってdの変化が求められる。いま、図 2.3.3-7 に 示す0点において、試料表面に沿った応力の測定方向(X軸)と試料面法線方向(Z軸)を 含む面内でZ軸とψなる傾きをなす格子面法線方向のひずみをεψ、これに対応するX 線回折 角をθとするとX方向の応力σxは次式で表される。
d 試料面法線 ψ
格子面法線 Z
入射X線
回折X線 ψ
ψ0
0 X
2θ
ψ=0;dは小 d;格子面間隔 ψ→90;d→大
応力σ
(sin ) ) 2 cot (
) 1 ( 2 ) (sin 1
-
0 2
2 ψ
・ θ θ ν・ ψ=
・ ε
= ν ψ
x ∂
∂ +
−
∂
∂ +
E
σ
E(但しE:縦弾性係数、ν:ポアソン比、θ0:材料が無ひずみ状態のときの回折角)
実際にはX線入射角度ψ0を変えて数点のψについて回折角2θを測定し sin2ψに対して プロットすれば、2θと sin2ψの関係は理論的には直線状になる。これを2θ-sin2ψ線図と 呼び、この直線の勾配から応力σを決定する。
図2.3.3-8 2θ-sin2 ψ線図例
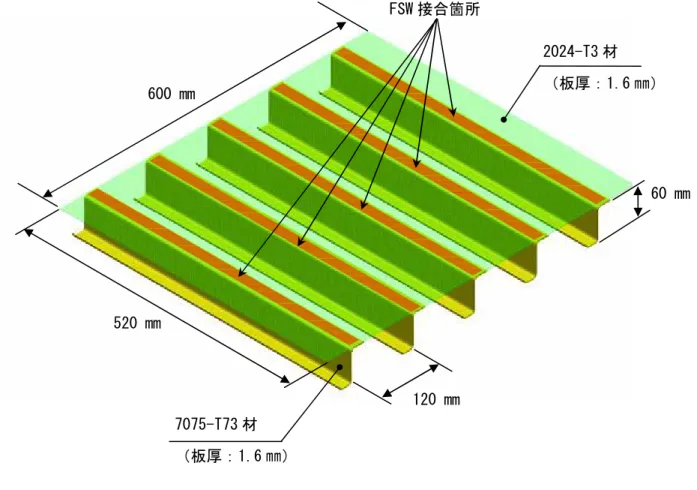
2.3.4 試作パネル製作 (1) 試作パネル形状
予備試験を実施した結果、外板にストリンガを1本接合する状態であれば、歪なく接合する ことが可能であるという見通しを得た。そこで実機に適用されているストリンガ間隔を用いて、
FSWを適用した飛行艇 艇底試作パネルを設計した。試作パネルは、1.6㎜ 厚の2024-T3を外板、
1.6㎜ 厚の7075-T73をストリンガとし、この外板にストリンガ5本を接合した。ストリンガの
断面形状は予備試験で使用したものと同じである。ストリンガ1本辺りの接合長さは600㎜ に 設定し、接合後接合開始部と終了部をトリムし、ストリンガ方向のパネル長さを520㎜ とした。
ただし実際の飛行艇 艇底パネルは3次元曲面を有しているが、接合装置が3次元曲面に対応 できないため、本研究で今回の試作では平面の接合とした。尚、今回試作したパネルの形状概 要を図2.3.4-1に示す。
図2.3.4-1 試作パネル形状概要
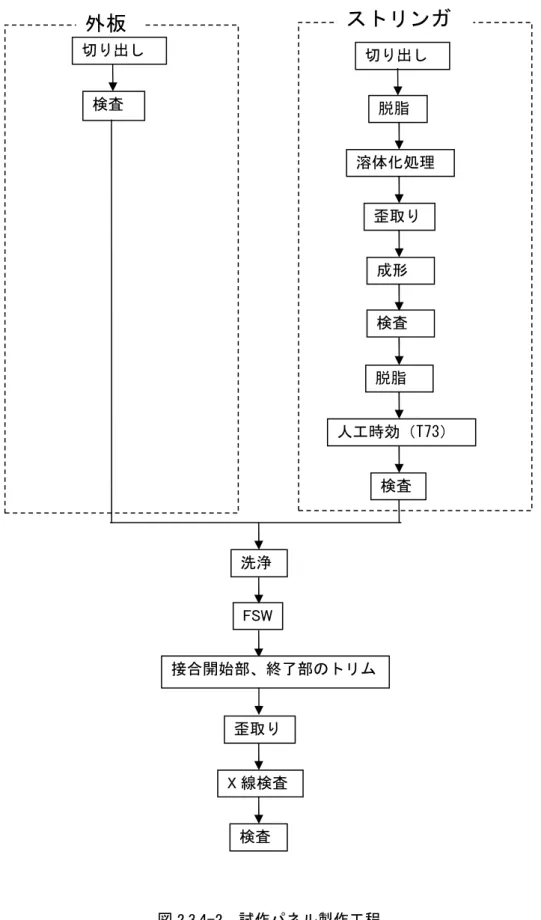
(2) 製作方法
作成した図面に従い、試作パネルの接合を行った。この時の接合条件は、ツール回転数:1360
rpm、接合速度:630 ㎜/min、ツール後退角度:3°とした。また本研究で使用した接合試験装
置では、ヘッド部分の稼動範囲が狭いため、5本のストリンガを一回の治具セットで接合でき ない。そのため3本のストリンガを接合した後、セット変えを実施して2本のストリンガをす ることで5本のストリンガと外板の接合を行った。図 2.3.4-2 に部品製作工程フローを示す。
また FSW 継手による供試体では量産時には非破壊検査の実施が必要と考え、 X 線検査を実施 して欠陥の有無を確認した。さらに接合歪矯正作業を実施したので、接合部に対して浸透探傷 検査を実施し、歪取り作業実施による割れの発生有無を確認した。
600 mm
520 mm
2024-T3材
(板厚:1.6㎜)
FSW接合箇所
120 mm 7075-T73材
(板厚:1.6㎜)
60 mm
図2.3.4-2 試作パネル製作工程
外板
切り出し
検査
切り出し
脱脂
溶体化処理
歪取り
成形
検査
ストリンガ
脱脂
人工時効(T73)
検査
洗浄
FSW
歪取り
X線検査
検査
接合開始部、終了部のトリム
2.3.5 圧縮試験
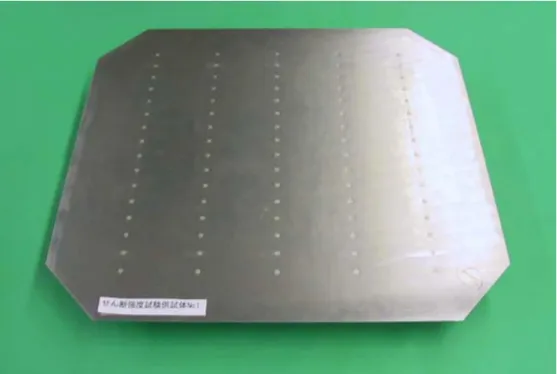
FSW パネルを用いて、圧縮試験を実施した。供試体寸法及び歪ゲージ貼付け位置を図 2.3.5-1 に示す。尚、今回の試験では比較のためリベット結合で製作したパネルの強度試験も実施した。
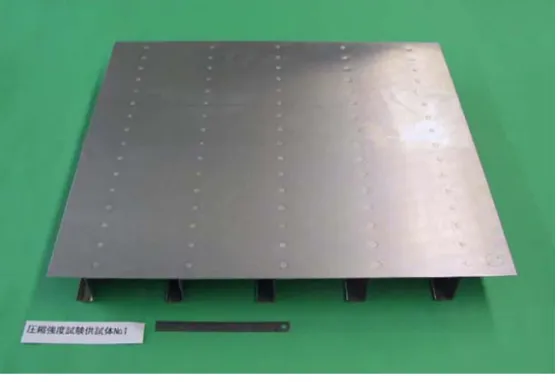
供試体は2.3.4項で試作したパネルを利用した。リベットパネルは、MS20426AD5鋲(φ5/32″)
を用いて外板とストリンガを結合した。製作したパネルの外観を図2.3.5-2及び図2.3.5-3に示す。
図2.3.5-4に示すとおり、治具を用いてストリンガの上下方向から荷重を表2.3.5-1に示す荷重
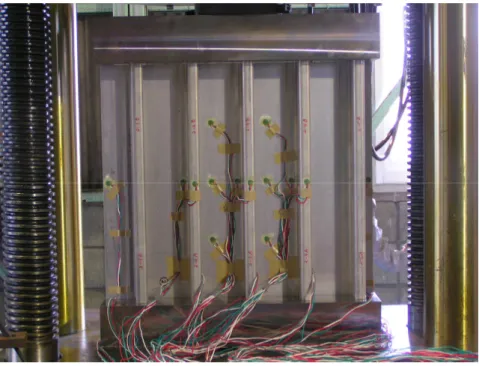
ステップに従って負荷し、破壊までの荷重、歪、変位の測定を行った。試験実施前に均一に圧縮 荷重が作用していることを確認するため、面外、面内の歪のバラツキをASTM E 9の規定に合せ 5%以内になるようにセットしてから試験を実施した。
表2.3.5-2に圧縮試験で使用した試験装置及びその仕様を示す。さらに図2.3.5-5に試験状況を
示す。
表2.3.5-1 負荷荷重ステップ
初期座屈まで 初期座屈後、
破壊まで 荷重ステップ 20 kN 25 kN クロスヘッド速度 0.2㎜/min
表2.3.5-2 使用機器一覧
項目 使用機器 仕様
試験機 1 MN 万能試験機
UH-F1000KNI(島津製作所製)
荷重容量:1 MN ストローク:250㎜ 静歪測定器 TDS601(東京計器研究所製) 切替速度:0.08秒/ch
全チャンネル測定時間:10秒 変位計 CDP-50(東京計器研究所製) 測定最大変位量:50㎜
測定感度:200 μ/㎜
歪ゲージ FRA-5-23-5L
(3軸ゲージ、東京計器研究所製)
ゲージ長さ:5㎜
ゲージファクター:2.14 適応材質:アルミ材
A–A
B–B
A A
BC 520㎜
390㎜ D–D
⑫REF (⑩,⑪も同様)
⑮REF (⑬,⑭も同様)
⑨REF (⑦、⑧も同様)
260㎜
130㎜
240㎜ 360㎜ 600㎜
①②③
④⑥⑤ ⑦⑧
⑨ B
C
FSW接合部、リベット結合部 260㎜REF
30㎜ 61.6㎜
⑮⑨REF C–C
⑫ D
D 260㎜REF
30㎜ 61.6㎜
⑭⑧REF ⑪ 260㎜REF
30㎜ 61.6㎜
⑬⑦REF ⑩ 注記:(1) 図中①~⑮は、歪ゲージ貼付け位置を示す。 (2) 歪ゲージは、供試体の表裏両面に貼付けた。 (3) 歪ゲージ⑦~⑫は、フランジ部の中央に貼付けた。 (4) 裏側に貼り付けたゲージの番号には”’”をつける。 (5) 予想破壊荷重:210kN 図2.3.5-1圧縮試験供試体寸法及び歪ゲージ貼付け位置
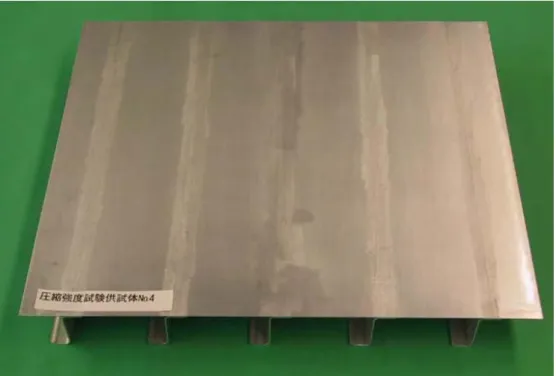
図2.3.5-2 供試体外観(FSW継手)
(a) 外板側
(b) ストリンガ側
図2.3.5-3 供試体外観(リベット継手)
(a) 外板側
(b) ストリンガ側
図2.3.5-4 圧縮荷重負荷方向
上部治具
下部治具
供試体
図2.3.5-5 圧縮試験状況 (a) FSWパネル
(b) リベットパネル
2.3.6 せん断試験
FSWパネルを用いて、せん断試験を実施した。供試体寸法及び歪ゲージ貼付け位置を図2.3.6-1 に示す。圧縮試験同様、比較のためリベットパネルの強度試験も実施した。
供試体は2.3.4項で試作したパネルと同様の工程にて製作した。リベットパネルは、MS20426AD5
鋲(φ5/32″)を用いて外板とストリンガを結合した。製作したパネルの外観を図 2.3.6-2 及び 図2.3.6-3に示す。
せん断治具と供試体をボルトにより結合した後、図2.3.6-4に示すとおり、パネルの対角方向に 引張り、治具からせん断荷重をパネルに負荷した。図 2.3.6-5 にせん断治具形状示す。荷重を
表2.3.6-1に示す荷重ステップに従って負荷し、破壊までの荷重、歪、変位の測定を行った。さら
に試験実施前に歪データのバラツキが5%以内になることを確認してから試験を実施した。
圧縮試験で用いた試験機器をせん断試験でも使用した。図2.3.6-6に試験状況を示す。
表2.3.6-1 負荷荷重ステップ 外板にしわが発 生するまで
しわ発生後、
破壊まで 荷重ステップ 20 kN 25 kN クロスヘッド速度 5.0㎜/min
740㎜ 300㎜
180㎜ 320㎜ 640㎜
C AA
BB
C ① ⑦⑨ ⑧ 450㎜
③
④⑤⑥ ②
420㎜ 30㎜
320㎜REF ⑮
⑨REF ⑫ C–CD
D
30㎜ 320㎜REF ⑭
⑧REF ⑪ B–B
30㎜ 320㎜REF ⑬
⑦REF ⑩ A–A D–D
⑫REF (⑩,⑪も同様)
⑮REF (⑬,⑭も同様)
⑨REF (⑦,⑧も同様) 図2.3.6-1せん断試験供試体寸法及び歪ゲージ貼付け位置
注記:(1) 図中①~⑮は、歪ゲージ貼付け位置を示す。 (2) 歪ゲージは、供試体の表裏両面に貼付けた。 (3) 歪ゲージ⑦~⑫は、フランジ部の中央に貼付けた。 (4) 裏側に貼り付けたゲージの番号には”’”をつける。 (5) 予想破壊荷重:210kN 61.6㎜
61.6㎜ 61.6㎜
FSW接合部、リベット結合部
図2.3.6-2 供試体外観(FSWパネル)
(a) 外板側
(b) ストリンガ側
図2.3.6-3 供試体外観(リベットパネル)
(a) 外板側
(b) ストリンガ側
図2.3.6-4 せん断荷重負荷方向
載荷治具 せん断治具
供試体
せん断流 せん断流
図2.3.6-5せん断試験治具形状
(a) FSWパネル
(b) リベットパネル
2.4 試験結果
2.4.1 疲労強度低下原因に関する検討結果 (1) 破面観察結果
SEM観察結果を図2.4.1-1~図2.4.1-3に示す。継手形態にかかわらず全ての試験片で、疲労 破壊が起こったことを示すストライエーション(貝殻模様)が確認でき、破面には以下に示す 3つの領域が存在していた。またストライエーションの観察から、疲労破壊起点は2024-T3と
7050-T74材の合せ面近くであることが解った。
① 疲労破断領域(図中A部)
② 疲労/機械的 破断の混在領域(図中B部)
③ 機械的破断面(図中C部)
さらに疲労起点と思われる箇所(図中矢印部)と機械的破断領域においてEDX分析を行った。
疲労起点で若干酸素が検出されたが、基本的には破断領域の違いによらずAlが検出されており 分析結果に差は認められなかった。またSEM観察からは、疲労低下原因となるような接合欠陥 の存在及び疲労強度を低下させるような金属間化合物などは認められなかった。
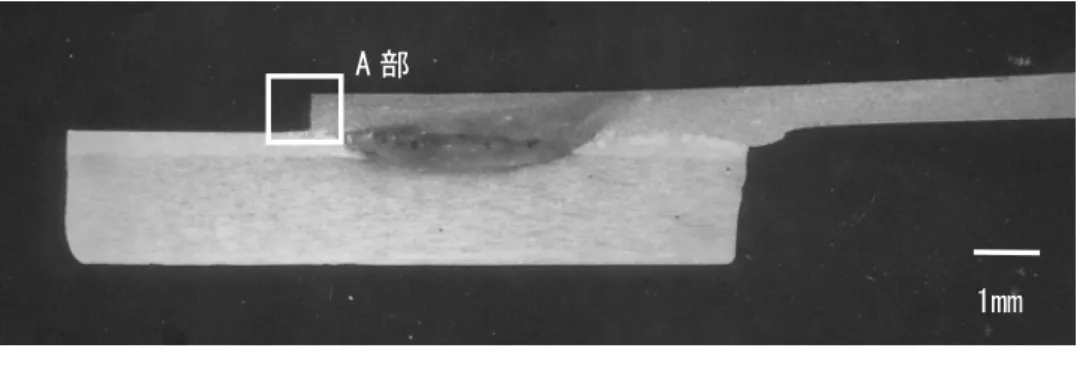
破面の断面観察結果を図 2.4.1-4~図 2.4.1-6 に示す。接合線に対して垂直に荷重が負荷され る継手形態(Type1及びType2-a)では、破断位置は、塑性流動領域(TMAZ)と熱影響部(HAZ)
の境界であり、破断箇所近傍に未接合部が観察された。
接合線と平行に荷重を負荷する継手形態(Type 2-b)では、Type 1及びType 2-aで観察され た未接合部は観察されなかった。
(2) 断面硬さ測定
各継手形態における断面硬さ測定結果を図 2.4.1-7~図 2.4.1-9 に示す。いずれの測定結果も 滑らかな硬度分布を示しており、2024-T3材に要求されている硬度(HV.115以上)を満足して おり、異常を認めることができなかった。
一般的に溶融溶接ではHAZ(熱影響部)の硬度が溶接部及び母材に比べて低下することが知 られている。さらにこれまでのFSW継手の報告でも一般溶接の場合と同様にHAZ部で硬度が 低下している。しかし今回測定結果では、HAZ部での硬度低下は認められなかった。又、接合 部の硬さは、他の溶接法と同様母材の値より高い傾向を示した。
AAAA部部部部 BBBB部部部部 CCCC部部部部 (a) 全体写真 (b)A部 (c) B部 (d) C部 (e) A部詳細
(f) (e)矢印部EDX分析結果 (g) C部EDX分析結果 図2.4.1-1Type1継手疲労破断面SEM観察結果
Al Mg Cu
O C Cu Cu
Cu
Al Mg O C
AAAA部部部部 BBBB部部部部 CCCC部部部部 (a) 全体写真 (b) A部(c)B部(d)C部 (e)A部詳細
(f) (e)矢印部EDX分析結果 (g) C部EDX分析結果 図2.4.1-2Type2-a継手疲労破断面SEM観察結果
Cu Cu
Cu
Al Mg O C Cu
Al Mg O C
(b)A部(c)B部(d)C部
(a) 全体写真 (e)A部詳細
(f) (e)矢印部EDX分析結果(g) C部EDX分析結果 図2.4.1-3Type2-b継手疲労破断面SEM観察結果
Cu Cu
Cu
Al Mg O C Cu
Al Mg O C
AAAA部部部部 BBBB部部部部 CCCC部部部部
図2.4.1-4 Type1継手 疲労破面の断面観察結果
1mm
100 100 100 100μμμμmmmm A部
(a) 破面断面
(b) A部拡大 未接合部
(a) 破面断面
(b) A部拡大
図2.4.1-5 Type2-a継手 疲労破面の断面観察結果 1 mm A部
100μ
m
未接合部
(a) 破面断面
(b) A部拡大
図2.4.1-6 Type2-b継手 疲労破面の断面観察結果 機械加工面
疲労破断面
1 mm A部
100μm
80
90 10 0
11 0
12 0
13 0
14 0
15 0 - 1 0 - 8- 6 - 4- 2 0 2 4 6 8 1 0
測定位置(mm)硬さ(
HV)
Ty pe 1
図2.4.1-7Type1継手硬さ測定結果(a)Type1継手硬さ測定箇所と分布 (HV) -10-9-8-7-6-5-4-3-2-1012345678910 Type 1131.4121.2133.9129.8135.1138.0138.4133.3137.1142.0138.6137.6141.6137.8137.6137.6136.2127.2130.1131.1130.3 試験荷重: 1Kgf保持時間: 10s
80
90 10 0
11 0
12 0
13 0
14 0
15 0 - 1 0 - 8 - 6 - 4 - 2 0246 8 1 0
測定位置(mm)硬さ(HV)
Ty pe 2-a
図2.4.1-8Type2-a継手硬さ測定結果(a)Type2-a継手硬さ測定箇所と分布 (HV) 試料\位置-10-9-8-7-6-5-4-3-2-1012345678910 Type 2-a127.0127.1124.1131.6134.1133.1136.6137.6138.8140.0142.0142.9135.3140.5139.5138.3129.9 試験荷重: 1Kgf保持時間: 10s
80
90 10 0
11 0
12 0
13 0
14 0
15 0 - 1 0 - 8 - 6 - 4 - 2 02468 1 0
測定位置(mm)硬さ(
HV)
Ty pe 2-b
図2.4.1-9Type2-b継手硬さ測定結果(a)Type2-b継手硬さ測定箇所と分布 (HV) -10-9-8-7-6-5-4-3-2-1012345678910 pe 2-b144.1138.9141.6139.0140.8141.8140.1141.2138.3139.1138.9138.9141.6144.6 試験荷重: 1Kgf保持時間: 10s
2.4.2 飛行艇 艇底パネル試作予備試験結果 (1) 接合試験結果
本研究の試作対象部位の外板で最小板厚(0.8 ㎜=0.032″)と最大板厚(1.6 ㎜=0.063″)を 用いて、ツール回転数 1380rpm、接合速度 630 ㎜/min、ツール後退角3°の条件で接合試験を 実施した。
接合試験の結果、接合部の外観状態は、外板の板厚の違いに関係なく良好で、切裂いたよう な欠陥は認められなかった。またストリンガを想定した部材の変形も認められなかった。外板
の状態を確認したところ、板厚 1.6 ㎜(0.063″)の場合では、若干の歪が発生したものの、
十分許容できる範囲であった。しかし板厚が0.8㎜(0.032″)の場合では、図2.4.2-1に示すよ うに外板に波打つような歪が発生していた。
この供試体形状であれば、歪取りを行って外板の歪レベルを問題ないレベルに矯正すること は可能である。しかし今回の試作対象部位は、ストリンガを数本接合した飛行艇 艇底パネルで ある。従って今回の予備試験で発生したような歪が発生した場合、歪の累積によって外板とス トリンガの間に大きなギャップが生じ、その影響で良好な接合部を得ることができない可能性 が考えられる。
また良好な接合部を得られても、外板に波打つ歪が発生すれば飛行艇 艇底パネルとして使用 できない。
以上の理由により、薄板での接合歪発生を抑制する方法の検討が今後行う予定のパネル接合 の成否の鍵になると考え、歪抑制方法について検討を行った。
図2.4.2-1 外板 板厚0.8㎜(0.032″)供試体 歪発生状況 2024
20242024 2024----T3T3T3 材T3材材材
7075 7075 7075
7075----T73T73T73T73 材材材材 歪発生 歪発生 歪発生 歪発生
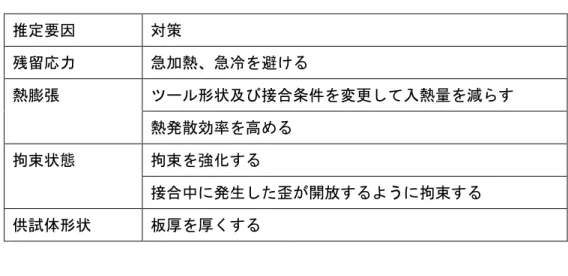
表2.4.2-1に示ように歪が発生する要因とその対策を検討し、効果を確認した。
表2.4.2-1 歪発生推定要因とその対策
推定要因 対策
残留応力 急加熱、急冷を避ける
ツール形状及び接合条件を変更して入熱量を減らす 熱膨張
熱発散効率を高める 拘束を強化する 拘束状態
接合中に発生した歪が開放するように拘束する 供試体形状 板厚を厚くする
その結果、歪抑制には
(a) ツール形状を変更して、入熱量を減少させる (b) 拘束力を強化させる
(c) 板厚を厚くする
ことが有効であった。これらの対策により板厚0.8㎜を歪なく接合できる見通しを得た。
(2) 残留応力測定結果
残留応力測定により得られた残留応力の分布状態を図 2.4.2-2、図 2.4.2-4、図 2.4.2-6 及び 表2.4.2-2~表2.4.1-4に示す。
図2.4.2-2に示すように接合方向に直交する方向(L-T方向)にはほとんど残留応力が発生せ
ず、接合方向(L 方向)にのみ高い引張の残留応力が発生していた。いずれの測定データにお いても外板 板厚1.6㎜(=歪が少ない)の供試体で高い残留応力が測定された。
また接合開始部、接合中央部、接合終了部の残留応力を測定した結果、歪の大小にかかわら ず接合部中央が高い引張残留応力が発生していることがわかった。Adv.side、Ret.sideそれぞれ の母材及び HAZ 部で発生している残留応力は接合部中央を中心とする左右対称ではなく、
Adv.side側に高い残留応力が発生していた。しかしAdv.side、Ret.sideそれぞれの母材部で発生
した圧縮の残留応力には、大きな差はなかった。
さらに接合部の深さ方向に対する残留応力を測定した結果、接合部表面付近よりも深い箇所 で高い残留応力が発生しており、表面付近で155 MPa、最大で225 MPaと2024-T3材の耐力値
の約90%であった。
図2.4.2-2 接合部中心部の残留応力分布
表2.4.2-2 接合部中心部の残留応力測定結果 (単位:MPa)
測定箇所(注1) 外板 板厚
(㎜)
外板表面からの距離
(㎜) L方向 LT方向
0.1 155.38 ± 3.66 -48.94 ± 2.91 0.2 213.55 ± 3.62 -16.14 ± 3.24 1.6
0.3 229.14 ± 6.75 0.46 ± 1.51 0.1 83.97 ± 1.58 -37.00 ± 1.98 0.2 113.14 ± 1.21 -21.30 ± 2.17 0.8
0.3 134.15 ± 1.96 -5.29 ± 0.89 (注1) 測定箇所は接合部中心で図2.4.2-3を参照のこと。
図2.4.2-3 表2.4.4-2の測定箇所
-100 -50 0 50 100 150 200 250
0 0.1 0.2 0.3 0.4
表面からの距離(mm)
残留応力値(MPa)
板厚1.6㎜-L方向 板厚1.6㎜-LT方向 板厚0.8㎜-L方向 板厚0.8㎜-LT方向
接合部中心
LT方向 L方向
図2.4.2-4 板厚1.6㎜ の接合部から特定の箇所での残留応力分布
表2.4.2-3 外板 板厚1.6㎜ 接合体の残留応力測定結果(L方向のみ) (単位:MPa) 測定箇所(注1)
接合開始部 接合中央部 接合終了部 Ret.side 母材部 -123.29 ± 11.15 -124.67 ± 12.15 -109.56 ± 9.18 Ret.side HAZ部 -24.93 ± 8.15 -12.21 ± 6.95 7.37 ± 10.35 接合部中心 147.85 ± 5.04 155.38 ± 3.66 133.18 ± 3.44 Adv.side HAZ部 83.07 ± 5.35 47.38 ± 6.39 -50.59 ± 9.48 Adv.side 母材部 -125.2 ± 11.99 -131.29 ± 12.53 -116.9 ± 11.04
(注1) 測定箇所詳細は図2.4.2-5を参照のこと。
-200 -100 0 100 200
-25 -20 -15 -10 -5 0 5 10 15 20 25
接合部中心からの距離(㎜)
残留応力(MPa)
開始部 中央部 終了部
接合部
Adv.side Ret.side
L方向
接合終了部 接合中央部
接合開始部
10㎜
2.5㎜
15㎜
接合部中心 HAZ部 母材部
HAZ部 母材部
図2.4.2-6 板厚1.6㎜ と0.8㎜ での残留応力分布
表2.4.2-4 接合方向(L方向)の深さ方向の残留応力測定結果(接合部中心)(単位:MPa)
(注1)測定箇所詳細については図2.4.2-7を参照のこと。
図2.4.2-7 表2.4.2-4の測定箇所 測定箇所(注1) 外板 板厚
(㎜)
外板表面からの距
離(㎜) 接合開始部 接合中央部 接合終了部 0.1 147.85 ± 5.04 155.38 ± 3.66 133.18 ± 3.44 0.2 216.55 ± 3.42 213.55 ± 3.62 155.67 ± 3.72 1.6
0.3 234.9 ± 1.56 229.14 ± 6.75 203.16 ± 3.21 0.1 93.17 ± 0.58 83.97 ± 1.58 47.92 ± 1.58 0.2 108.73 ± 1.82 113.14 ± 1.21 57.69 ± 2.23 0.8
0.3 134.66 ± 4.46 134.15 ± 1.96 77.36 ± 2.98 0
50 100 150 200 250
0 50 100 150 200 250
接合開始からの距離(㎜)
残留応力(MPa)
板厚1.6㎜ 深さ 0.1(㎜)
板厚1.6㎜ 深さ 0.2(㎜)
板厚1.6㎜ 深さ 0.3(㎜)
板厚0.8㎜ 深さ 0.1(㎜)
板厚0.8㎜ 深さ 0.2(㎜)
板厚0.8㎜ 深さ 0.3(㎜)
接合終了部 接合中央部
接合開始部
10㎜
接合部中心
10㎜ L方向