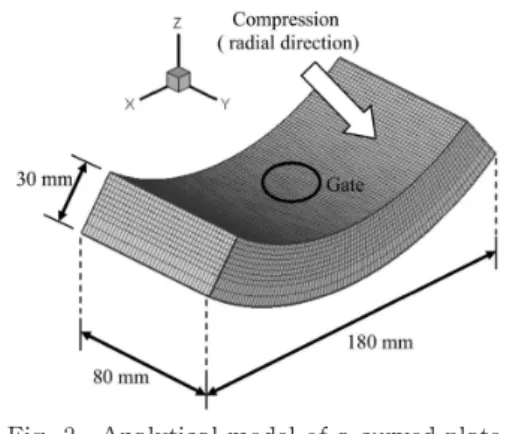
複合材構造のcompression RTM成形における樹脂含浸時間予測
全文
図



関連したドキュメント
氏名 生年月日 本籍 学位の種類 学位記番号 学位授与の日付
In the present study, we describe a CCD video-probe equipped with a contact-type objective lens and illuminator, and evaluated it as a compact capillaroscopy for
averaging 後の値)も試験片中央の測定点「11」を含むように選択した.In-plane averaging に用いる測定点の位置の影響を測定点数 3 と
この小論の目的は,戦間期イギリスにおける経済政策形成に及ぼしたケイ
2008 ) 。潜在型 MMP-9 は TIMP-1 と複合体を形成することから TIMP-1 を含む含む潜在型 MMP-9 受 容体を仮定して MMP-9
ABSTRACT: [Purpose] In this study, we examined if a relationship exists between clinical assessments of symptoms pain and function and external knee and hip adduction moment
今後 6 ヵ月間における投資成果が TOPIX に対して 15%以上上回るとアナリストが予想 今後 6 ヵ月間における投資成果が TOPIX に対して±15%未満とアナリストが予想
Example (No separating edges or vertices) Restricting our attention to those CLTTF Artin groups G = G(∆) where ∆ has no separating edge or vertex, we see that two such groups
