社団法人 日本航空宇宙工業会 革新航空機技術開発センター
2007 年 3 月
環境調和型航空機技術に関する調査研究 成 果 報 告 書
No.1811
ISSN 1880-3660
脚や機体構造等に用いる高強度鋼の
カドミウムめっき代替プロセスの研究
ま え が き
日本航空宇宙工業会は、平成 18 年度事業の一つとして、日本自転車振興会から補助金の交付 を得て、「航空機工業の競争力強化に関する調査研究」および「環境調和型航空機技術に関する 調査研究」を下表のように実施した。
研究の実施に対し、その実現と推進にご尽力賜った経済産業省ならびに日本自転車振興会の ご関係者に厚くお礼申し上げる。
平成 19 年 3 月
社団法人 日本航空宇宙工業会 革新航空機技術開発センター
平成 18 年度委託研究登録番号(報告書No.)一覧
川崎重工業㈱
富士重工業㈱
石川島播磨重工業㈱
住友精密工業㈱
川崎重工業㈱
富士重工業㈱
三菱重工業㈱
新明和工業㈱
石川島播磨重工業㈱
㈱神戸製鋼所
富士重工業㈱
㈱島津製作所
㈱島津製作所 1
2
3
4
5
6
7
8
9
10
11
12
1801
1802
1803
1804
1805
1806
1807
1808
1809
1810
1811
1812
機体/空力
機体/空力
推 進
機体/空力
機体/空力
機体/空力
機体/空力
機体/空力
推 進
機体/空力
機体/空力
機体/空力
競争力強化
競争力強化
環境調和
環境調和
環境調和
競争力強化
競争力強化
競争力強化
競争力強化
環境調和
環境調和
環境調和
継続
継続
継続
継続
継続
新規
新規
新規
新規
新規
新規
新規
キャビテーション・ピーニングの 機体部材への適用技術の研究
Vectranスティッチ複合材料の研究
Blade Blended Endwallによる タービン性能改善の研究
メタル・マトリックス複合材(MMC)の 脚部品への適用研究
フォームコアサンドイッチパネル き裂(はく離)進展抑制手法の研究
複合材配管の研究
複合材構造の製造技術高度化に 関する研究
固体酸化物形燃料電池を使用した 航空機用発電システムの研究 航空エンジン用T iディスク素材の 品質保証技術向上の研究
先進高効率防除氷システムの研究
脚や機体構造等に用いる高強度鋼の カドミウムめっき代替プロセスの研究 締結部品等公共規格品の
競争力強化 /環境調和
継続 /新規 報告書
No. 分 野 研 究 名 委 託 会 社
No.
調査研究委託会社 (株) 島津製作所
脚や機体構造等に用いる高強度鋼の
カドミウムめっき代替プロセスの研究
目 次
第1章 研究の概要 ... 1
1.1 研究目的... 1
1.2 実施期間等 ... 2
1.2.1 実施期間 ... 2
1.2.2 実施場所 ... 2
1.2.3 研究主務者 ... 2
1.3 実施内容... 3
1.3.1 カドミウムを主成分とするめっきの代替としての Zn-Ni 合金めっき検討 .... 3
1.3.2 耐水素脆化を有する Zn-Ni 合金めっき法の確立 ... 3
1.3.3 耐水素脆化を有する Zn-Ni 合金めっきの機能確認 ... 3
1.3.4 耐水素脆化を有する Zn-Ni 合金めっきの実用化時の生産実現性 ... 3
1.4 成果概要... 3
1.4.1 カドミウムを主成分とするめっきの代替としての Zn-Ni 合金めっき検討 .... 3
1.4.2 耐水素脆化を有する Zn-Ni 合金めっき法の確立 ... 4
1.4.3 耐水素脆化を有する Zn-Ni 合金めっきの機能確認 ... 5
1.4.4 耐水素脆化を有する Zn-Ni 合金めっきの実用化時の生産実現性 ... 5
1.5 所 見... 5
第2章 研究の内容 ... 7
2.1 緒 言... 7
2.2 カドミウムめっき代替技術としての Zn-Ni 合金めっき検討 ... 7
2.2.1 米国文献での Zn-Ni 合金めっき評価... 8
2.2.2 アルカリ浴 Zn-Ni 合金めっき用の薬液選定 ... 10
2.2.3 アルカリ浴 Zn-Ni 合金めっきの基本性能 ... 12
2.3 水素脆性除去可能な Zn-Ni 合金めっきの開発 ... 15
2.3.1 予備試験としての化成被膜の耐熱性評価 ... 15
2.3.2 高強度鋼用基本めっきプロセスの設定 ... 18
2.3.3 IZ-250 標準薬液による Zn-Ni 合金めっきプロセスのめっき特性評価 ... 21
2.3.4 めっき薬品組成変更による水素脆性除去改善 ... 30
2.3.5 「改良めっき液」使用による Zn-Ni 合金めっきプロセスの安定性評価 ... 38
2.4 考 察... 42
2.5 結 論... 44
第3章 問題点と今後の課題 ... 46
第4章 関連事項調査 ... 47
4.1 参考文献... 47
4.2 関連資料... 48
第1章 研究の概要
1.1 研究目的
近年、地球環境問題の重要性が増して来ており、特に製造業に対しては、自社製品に有害な 物質を含有させない取組みが求められている。また、その対象物質は、PCB やアスベストと いった特定の物質から、RoHS 指令に代表されるように鉛・水銀・カドミウム・六価クロム等 の比較的いろいろな形態で広く利用されている物質を規制する動きになりつつある。航空機や その装備品にとっても、こういった有害物質を含まない製品を製造することが求められること から、有害物質を含まずに従来品と同等な機能・性能を確保する技術(以下、「有害物質フリ ー化技術」と呼ぶ)を構築することが必要となりつつある。
有害物質フリー化技術として鉛フリーはんだなどの様々な代替技術が開発されつつあるが、
この中でカドミウムを主成分とするめっきは、航空機分野では一般的に使用されている半面、
他業界ではあまり使用されていない有害物質のため、そのフリー化技術の開発は他業界でも進 んでいない。そこで、(社)日本航空宇宙工業会では平成 17 年度の環境対策分科会活動にお いて、航空機用カドミウムめっきの代替技術について調査を進め、六価クロム含有クロメート 処理を含め完全な有害物質フリー化技術の構築が急務であることを明確にした。
本研究では、これらの背景を踏まえて、特に航空機用の高強度鋼に適用されるカドミウムを 主成分とするめっきの代替技術の構築を進めた。高い強度が必要な部材は、その引張強さが 1,241 MPa (180 ksi) を超える高強度や、1,793 MPa (260 ksi) を超える超高強度に調質された 4340 鋼や 300M 鋼等が使用され、脚の構造部品やフラップトラックなどの機体部品が製作さ れている。これらの部品は、耐食性の要求等を満たすためカドミウムめっき (AMS-QQ-P-416) やカドミウム・チタニウム合金めっき (AMS 2419) が使用されている。高強度鋼では、水素脆 化に対し鋭敏な状態となるため、金属組織内に残留する活性水素原子のコントロールが非常に 重要となる。金属を付着させる電気めっきプロセスは、金属イオンと同じ極性を持つ水素イオ ンが引き付けられ、金属組織内に活性水素が取り込まれるため、活性水素の確実な放出によっ て水素脆化を防止しなければならない。このような点を踏まえつつ、めっき品質が確保できる 代替めっきプロセスの構築を進めた。
1.2 実施期間等
1.2.1 実施期間
平成18年8月~平成19年3月
1.2.2 実施場所
事 業 所:株式会社島津製作所 三条工場
住 所:〒604-8511 京都市中京区西ノ京桑原町1番地 電 話 番 号:075-823-1327
FAX番号 :075-823-1472
事 業 所:旭金属工業株式会社 岐阜安八工場
住 所:〒503-0125 岐阜県安八郡安八町牧4851-4番地 電 話 番 号:0584-64-5061
FAX番号 :0584-64-5324
1.2.3 研究主務者
株式会社島津製作所 航空機器事業部 技術部 副 参 事 谷口 哲夫
主 任 技 師 斎藤 英文
住友精密工業株式会社 航空宇宙 降着装置技術部 主 幹 技 師 山田 正道
富士重工業株式会社 航空宇宙カンパニー 技術開発センター 研究部 材料研究課 主 事 五百部 宗
旭金属工業株式会社 プロセス技術部 佐藤 英里
ディップソール株式会社 テクニカルセンター 取 締 役 吉田 道正
有限会社 高田研究所 代表取締役 高田 幸路
1.3 実施内容
1.3.1 カドミウムを主成分とするめっきの代替としての Zn-Ni 合金めっき検討
航空機では 4340鋼や 300M鋼といった 180 ksi(1,241 MPa)を超える引張強度を持つ高 強度鋼が使用されており、これらを含めた高強度鋼に施されるカドミウムめっき、カドミウ ム・チタニウム合金めっきを代替えして行くため、代替めっき技術について、海外も含めた 技術の動向を調査した。調査結果に基づき Zn-Ni 合金めっき+3価クロム化成処理を有力 候補に選定し、その基本的なポテンシャルについて検討を深めた。さらに、Zn-Ni 合金めっ き実用化の今後の見通しなどについても検討した。
1.3.2 耐水素脆化を有する Zn-Ni 合金めっき法の確立
航空機用高強度鋼を 200 ksi(1,379 MPa)以下のレベルと 200(1,379 MPa)を超えるレ ベルの2グレードに分割し、それぞれに適する代替めっきプロセスの構築を目指した。特に、
強度が増すことに従って鋭敏化する水素脆化を防止するための対策法の確立と、これに基づ いたプロセスにより代替めっきを行った試験片を用い、耐水素脆化の検証を進めた。またプ ロセス確立のために、有効なベーキング処理法の評価やめっき層のミクロ形状の分析を行い、
本プロセスにより水素脆化が防止されるメカニズムについて考察を行った。
1.3.3 耐水素脆化を有する Zn-Ni 合金めっきの機能確認
前項で確立された耐水素脆化を有する代替めっきである Zn-Ni 合金めっきによるサンプ ルを製作し、耐食性・めっき密着性等に関する評価を行い、これらの機能が航空機で要求さ れるレベルに達していることの検証を行った。
1.3.4 耐水素脆化を有する Zn-Ni 合金めっきの実用化時の生産実現性
前項で確立された耐水素脆化を有する Zn-Ni 合金めっきのプロセスが実用化されるため には、経済的に成り立つ生産性が確保されなければならない。特に、多量のめっき処理が行 われても、薬液が変化せずにめっき品質が維持できることが重要となる。そこで、一定のめ っき液で多くのサンプルのめっきを行った後、この疲労しためっき液で供試体に Zn-Ni め っきを施したものを用い品質状態を評価した。
1.4 成果概要
1.4.1 カドミウムを主成分とするめっきの代替としての Zn-Ni 合金めっき検討
航 空 機 に 使 用 さ れ て い る 高 強 度 鋼 に は カ ド ミ ウ ム め っ き (AMS-QQ-P-416) や カ ド ミ ウ ム・チタニウム合金めっき (AMS 2419) が一般的に使用されている。これらのめっきは優れ
た耐食性を有するとともに、水素脆化を防止するめっきプロセスが確立している。しかし、
昨今の環境問題から、カドミウムめっきを代替する表面処理法の確立に向けて、海外も含め た動向を調査した。この結果、過去からのカドミウム置き換えの経緯を含め、現在の代替に 向けての動きと、最適な代替めっき候補を明確にすることができた。
航空機用のカドミウムめっきを置き換える技術は、カドミウム自体の有毒性から米国航空 機業界で過去にも開発が進められた経緯がある。その結果、SermeTel のように基材表面に アルミニウムを主成分とする焼成物を形成する方法や Ivadizing のようにアルミニウムを真 空蒸着する方法が開発された。しかし、SermeTel の場合は基材温度も上昇するため、高強 度に調質された鋼の状態に変化を与える問題があり、Ivadizing の場合には真空釜に入れて 蒸着するプロセスのため、部品の大きさや形状が制限される問題があった。このため、電気 めっき法のような容易性が得られず、これらが一般的なプロセスとして普及するまでには至 らなかった。
このような状況の中で、Boeing 社は Zn-Ni 合金めっきに着目し、これを実用化すべく研 究を進めた。このめっきは酸性浴を使っためっき法で、めっき層内の Ni 共析率が5~8%
となるものである。Boeing 社はこのめっき法を確立し特許を取得している。また、旅客機 の製造用に規格化し BAC5637として登録している。しかし、この Zn-Ni合金めっきは、カ ドミウムフリーとなるものの、耐食性を得るためには6価クロムを含有するクロム化成処理 が必須となるため、有害物質フリーとはならない。
しかしながら、代替めっきに Zn-Ni 合金めっきを基本として選定する考え方は、海外で も模索され始めている。これは、最近自動車部品向けにアルカリ浴を用い Ni共析率を 12~
15%に高めた Zn-Ni 合金めっきが開発され、3価クロム化成処理でも十分な耐食性が得ら れ る も の と な っ て い る た め で あ る 。 こ の ア ル カ リ 浴 に よ る Zn-Ni 合 金 め っ き は 、 独 の ATOTECH 社製と日本のディップソール(株)製のものが世界的にも優れていることから、本 研究ではディップソール(株)の参加を得て代替めっきの構築を進めた。
1.4.2 耐水素脆化を有する Zn-Ni 合金めっき法の確立
Zn-Ni 合金めっき、めっき後の3価クロム化成処理、ベーキング処理の組合せについて評 価を行った結果、3価クロム化成処理の後にベーキング処理を行うプロセスが最適であるこ とが明確になった。そこで、このプロセスにより 200 ksi(1,379 MPa)以下の強度部材を 想定した場合として 200~220 ksi(1,379~1,517 MPa)に調質された 4340 鋼と、200 ksi
(1,379 MPa)を超える強度部材を想定した場合として260~280 ksi(1,793~1,931 MPa)
に調質された 4340 鋼について Zn-Ni 合金めっきを施し、耐水素脆化の評価を行った。この 結果、サンプルの強度レベルが 200~220 ksi の場合は標準型の Zn-Ni 合金めっきでも8時
間のベーキングによって耐水素脆化能力が確保されることが明確になった。しかし、サンプ ルの強度レベルが 260~280 ksi の場合は標準型の Zn-Ni 合金めっきの場合はベーキングを 行っても、水素脆化が発生することが判明した。このため、めっき薬液の見直しを行い、光 沢剤などの含有を制限しためっき薬液(以下「改良めっき液」と呼ぶ)を新規に生成した。
改良めっき液による Zn-Ni 合金めっき供試体を製作した。この供試体は 12 時間のベーキン グによって、耐水素脆化能力が確保できるようになることが明確になった。そこで、めっき 層のミクロ形状の分析を行った結果、改良めっき液に基づく Zn-Ni 合金めっきでは、めっ き層は活性水素が抜ける構造となるため水素脆化が防止できることが判明した。
1.4.3 耐水素脆化を有する Zn-Ni 合金めっきの機能確認
標準めっき液と、前項で確立された改良めっき液のそれぞれを用い、めっきサンプルを試 作し、塩水噴霧試験による耐食性評価と、反復折り返しによるめっきの密着性評価を行った。
その結果、いずれのサンプルも 96 時間耐白錆能力・500 時間耐赤錆能力を満足することが 明確になった。また、めっきの密着性についても満足することが明確になった。以上の結果 から、この代替めっきの機能は航空機で要求されるレベルに達していると判断された。
1.4.4 耐水素脆化を有する Zn-Ni 合金めっきの実用化時の生産実現性
特に改良めっき液では、実際の製造時における組成管理法が未構築である。そこで、一般 的に実生産でめっき薬液が使用されるレベルとして 50 Ah/lのめっきを行い、その後、この 薬液にて供試体へのめっきを行った。この供試体を用いて、耐水素脆化・耐食性・密着性の 評価を行った結果、いずれも要求レベルに達していることが明確になった。
1.5 所 見
(1) 研究成果に対する評価
今年度の本研究を進めた結果、次の成果を得るに至った。
・従来、200 ksi(1,379 MPa)以下の高強度鋼用に使用されてきたカドミウムめっきは、
アルカリ浴標準型 Zn-Ni 合金めっき+3価クロム化成処理+191℃/8時間ベーキング のプロセスによって、有害物質フリーめっきへの代替が可能である。
・従来、200 ksi(1,379 MPa)を超える高強度鋼用に使用されてきたカドミウムを含有す るめっきは、改良めっき液を用いたアルカリ浴 Zn-Ni 合金めっき+3価クロム化成処 理+191℃/12 時間ベーキングのプロセスによって、有害物質フリーめっきへの代替が 可能である。
この代替めっきは従来と同じ電気めっき法であり、同等の設備で実現可能なプロセスで ある。このプロセスを用いることにより、カドミウムや6価クロムが含有されるめっき を、これらの有害物質を含まず、かつ同等の機能を有しためっき層に置き換えることの 目処を得ることができた。さらに、このプロセスはめっき液の安定性が実証され、実際 の製造に適用可能である。
以上より、本研究の平成18年度の成果は、初期の目標を達成していると考える。
(2) 今後の主要技術課題
今年度の本研究にて得られた成果を基に、これを実際の部品に応用する場合、以下の技 術課題が存在している。
・実際の脚部品やフラップトラックなどへの適用を考えた場合、その形状が複雑である。
特に脚部品では底のある円筒内面へのめっきが求められる。このような複雑な形状でも 所定のめっき厚さが確保される方法を構築して行く必要がある。
・実際の脚部品やフラップトラックなどでは、耐水素脆性や耐食性以外に、その適用部 位に応じた個別機能要求を満足しなければならない。これについて実証が必要となる。
これらの技術課題は、平成19年度の研究において進めて行く予定である。
第2章 研究の内容
2.1 緒 言
近年、地球環境問題の重要性が増して来ており、特に製造業に対しては、自社製品に有害な 物質を含有させない取組みが求められている。また、その対象物質は、PCB やアスベストと いった特定の物質から、RoHS 指令に代表されるように鉛・水銀・カドミウム・六価クロム等 の比較的いろいろな形態で広く利用されている物質を規制する動きになりつつある。航空機や その装備品にとっても、こういった有害物質を含まない製品を製造することが求められること から、有害物質を含まずに従来品と同等な機能・性能を確保する技術(以下、「有害物質フリ ー化技術」と呼ぶ)を構築することが必要となりつつある。
有害物質フリー化技術の中でカドミウムめっきの代替技術は、構造部品、締結部品、電機部 品の各用途毎に防食技術が一般産業分野で既に開発されているが、要求仕様が異なる航空機分 野では新たに開発が必要である。
本研究では、これらの背景を踏まえて、航空機用高強度鋼構造部品の防食に適用されるカド ミウムめっきの代替技術を開発する。高強度が必要な部材では、引張強さが 180 ksi(1,241 MPa)を超える状態に調質された 4340 鋼や 300M 鋼等が使用される。この材料が使用されて いる部位として、脚の構造部品やフラップトラックなどの機体部品が製作されている。鋼製構 造部品には、耐食性要求を満たすため、素材強度に応じて、カドミウムめっき (AMS-QQ-P- 416 1)) やカドミウム・チタニウム合金めっき (AMS 2419 2)) といったカドミウムを含有するめ っきが使用されている。高強度鋼は、鋼素地中に一定以上の水素が吸蔵されると、持続引張荷 重負荷の下で脆性破壊を起こすため、金属組織内に残留する活性水素原子のコントロールが非 常に重要となる。電気めっきプロセスを行うと、金属イオンと同じプラスの極性を持つ水素イ オンがめっき部品表面に引き付けられて水素原子となって金属に固溶し、金属組織内で活性水 素として存在する状態を生じる。この金属に大きな引張応力を加えた状態で維持すると、活性 水素は金属組織の結晶粒界に集まり、この部分で割れが発生することになる。
本研究では、この水素を危険な水準以下に抑制可能で、防食性能等のめっき品質が確保でき る代替めっきプロセスの開発を目的とする。
2.2 カドミウムめっき代替技術としての Zn-Ni 合金めっき検討
航空機用高強度鋼構造部品の防食に使用されて来たカドミウムめっきやカドミウム・チタニ ウム合金めっきの代替技術として、米国におけるカドミウム代替動向の文献調査等を進めた。
これらの調査で得られた情報を検討した結果、アルカリ浴による Zn-Ni 合金めっきを代替め っきの候補として確定した。
2.2.1 米国文献での Zn-Ni 合金めっき評価
米国では軍用の機材などを中心に、従来からカドミウムめっきが多用されている。しかし、
カドミウムには有毒性があり、これを扱うプロセスに携わる作業者の安全性のためにも、可 能な代替技術があれば使用を削減すべきとする考え方があった。このため、米国内ではカド ミウムを代替する技術に対して、一部の機関では研究が進められて来た。
例えば、Boeing社ではカドミウムめっきを代替するめっき法として 1980年代から酸性浴 を用いた Zn-Ni 合金めっき法が Hsu らによって研究されており 3)、そのプロセスは特許と し て 出 願 さ れ て い る 4) 5)。 ま た 、Boeing 社 は こ の 代 替 め っ き を 自 社 の プ ロ セ ス 仕 様 BAC5637 6) として制定し、供給部品などへの適用を図って来た。しかし、このプロセスは 防食性を確保するため、6価クロムが含まれるクロメート処理が必要であった。
また、JCAT (Joint Cadmium Alternative Team) が米軍、NASA、航空機やその部品メーカ などによって結成され、代替プロセスに対する評価が進められた。この活動の結果、2002 年にはカドミウムめっきを代替する表面処理技術として、比較的高いポテンシャルを有して いると言われている、Sn-Zn合金めっき、アルカリ浴 Zn-Ni合金めっき、Boeing社の Zn-Ni 合金めっき(以上の3種は電気めっき)、アルミニウムイオン蒸着の4種類の表面処理を候 補に挙げて、代替表面処理としての適正を調べた結果についての議論がなされている 7)。た だ、この時点での代替表面処理は、いずれの候補も課題が指摘された結果となっており、未 完成という感がぬぐえなかった。
一方、昨今の環境問題では、欧州における ELV 指令 8)、RoHS 指令 9) に端を発し、カド ミウム、水銀、鉛、6価クロムの各物質を製品から除外する必要性が大きくクローズアップ されることになった。自動車業界や家電業界ではこの指令によって、有害物質を代替する技 術への模索が活発になり、各種代替技術が構築されるに至っている。航空機分野は当面これ ら指令の対象とはならないものの、有害物質フリー化の動きはいずれすべての工業製品に波 及することが予見されており、航空機業界でもこれら有害物質フリー化への動きが必要であ ると認識され始めた。この結果、それまで「カドミウムめっきを代替する技術」という位置 付けであったものが、「カドミウムめっきとこれに付随する6価クロムを含有する処理を代 替する技術」に目標が変わりつつある。
このような中で 2006年1月の JCAT Meeting では Zn-Ni 合金めっきを用いた代替技術に 関する評価発表 10) が行われ、アルカリ浴による Zn-Ni合金めっきで、優れた代替めっき技 術 が 構 築 さ れ 始 め て い る 点 が 示 さ れ た 。 こ の 評 価 内 容 の 要 点 を 以 下 に 示 す 。 こ の 発 表 で Dipsol of America 社から提供された開発中の薬液を用いたアルカリ浴 Zn-Ni 合金めっきは、
カドミウムめっき代替候補として有望であることが示唆されている。
(1) 比較対象めっきプロセス (a) 電気カドミウムめっき
(b) 酸性浴 Zn-Ni 合金めっき(開発完了、利用開始)
・Boeing社特許プロセス
・BAC5637 Class 2 Type II (SAE AMS 2417E11)) 仕様書
・E-Chrome 864薬品によるクロメート化成処理
(c) アルカリ浴 Zn-Ni 合金めっき(開発中の薬液を使用)
・AMS 2417仕様書 - Dipsol of America社発売の「DGV-Zinic」薬液であるIZ-260の改 良試作品
・「DGV-Zinic」IZ-268S薬品によるクロム化成処理
(2) Zn-Ni 合金めっき全般の特徴 (a) 電気めっきとしての特徴
・5~15% Niの合金組成である
・浴は塩化物の水溶液で有害物質シアンを含まない
・めっき層の合金組成は、浴の組成、電流密度、他のプロセス条件によって変化する (b) めっきの補修
刷毛塗りめっき法での補修が可能である。
(c) 使用制限
Boeing 社の酸性浴 Zn-Ni 合金めっきは、水素脆性の問題があるため、引張強さ 220 ksi(1,517 MPa)未満の鋼にのみ適用されている。
(3) Zn-Ni 合金めっきプロセスの注意点
・合金組成の再現性と、複雑形状部品ではめっき均一性の確保が難しい
・水素脆性に対する注意が必要
(4) 耐食性
めっき供試体(鋼板にひっかき傷を付けたもの)の塩水噴霧試験結果では、アルカリ浴 Zn-Ni合金めっきが、酸性浴 Zn-Ni合金めっき、カドミウムめっきよりも耐食性が優れて いる。
(5) 電解腐食防止能力
鋼又は耐食鋼にZn-Ni合金めっきを施した場合、アルミニウム合金との異種金属接触 による電解腐食は、一般的に問題とならないレベルである。
(6) 水素脆性
Zn-Ni合金めっきは、電着のままでは高強度鋼では水素脆性が発生する。酸性浴、アル カリ浴共に、191±14℃ (375±25°F) で23時間熱処理(ベーキング)を行うことにより 水素脆性除去が可能である。
(7) 疲労強度
アルカリ浴Zn-Ni合金めっきを行った供試体を用いて回転曲げ疲労試験試料を行った ところ、疲労限が85 ksi(586 MPa)から11%低下したというデータが現れた。ただ、こ のデータについては疲労試験の供試体素材に問題がある可能性が指摘されているので、
再試験を行うことが望ましい。
2.2.2 アルカリ浴 Zn-Ni 合金めっき用の薬液選定 (1) めっき薬液製造業者の選定
前項に示された米国文献で、評価に用いられたアルカリ浴 Zn-Ni 合金めっきの薬液は Dipsol of America社 (34005 Schoolcraft Road Livonia, MI 48150 U.S.A) から供給された ものである。この会社は国内にあるディップソール(株)(本社:〒104-0061 東京都中央 区銀座 1-3-9 実業之日本社銀座ビル6階)の米国における製造販売子会社であり、薬液開 発および基本薬液の製造はディップソール(株)自体が行っている。
そこで本研究では、代替めっきに用いる Zn-Ni 合金めっきの薬液は、国産品のため入 手性がよく、また技術的な情報交換も容易となる上、米国での評価でも有望視されてい ることが判明した、ディップソール(株)製の薬液を用いることとした。
さらに、めっき薬液については、研究の過程において市販品そのものでは対応できない ケースも生じることが懸念された。このような場合、研究目的に合致する薬液とするに は、薬液に含有する薬剤を調質する必要が生じるが、これを想定すると、使用する薬液 そのものの開発・製造に関する知識が必要となる。
以上の理由から、本研究ではめっき薬液の開発・製造元であるディップソール(株)に研 究チームに参画してもらい、研究を進めることになった。
(2) めっき薬品選定
ディップソール(株)からは、現在アルカリ浴 Zn-Ni合金めっき薬品として次の4種類の ものが製品化されている。特に、高ニッケルタイプのものは新しい製品である。
・IZ-260(ラックめっき用)
・IZ-262(バレルめっき用)
・IZ-250(高ニッケル、ラックめっき用)
・IZ-252(高ニッケル、バレルめっき用)
本研究では構造部品へのめっきとなるため、ラックめっきタイプの薬液が必要となる。
そこで、まず薬液ベースについては、IZ-260 と IZ-250 からの選択を行った。Zn-Ni 合金 めっき層の耐食性は、図 2.2-1 に示すように、Ni含有量が約 15%で最良となる。採用す る代替めっきでは防食用に6価クロムが使用されないので、Ni 含有量が 12%~18%と高 く Zn-Ni 合金めっきの合金層自体に高い耐食性を持つ IZ-250 薬液を本研究のベース薬液 として選定した。
また、めっき後の3価クロム化成処理薬品として、IZ-250 めっき被膜用に開発されて いるIZ-264薬品を選定した。
図 2.2-1 Zn-Ni 合金めっきの Ni 含有量と耐食性との関係12) 約15%で
耐食性最良
2.2.3 アルカリ浴 Zn-Ni 合金めっきの基本性能
(1) IZ-250 めっき+IZ-264 3価クロム化成処理被膜の耐食性
SAE AMS-QQ-P-416仕様書でType II(クロメート処理)Class 2(膜厚8μm以上)の めっき皮膜に対して要求されている耐食性は、塩水噴霧試験での白錆発生までの時間が 96時間以上と規定されている。また、SAE AMS 2417仕様書で Type 2(6価クロムを含 有するクロメート処理を施したもの)膜厚 10~15μm のめっき皮膜に対して要求されて いる耐食性は、塩水噴霧試験での白錆発生までの時間が 96 時間以上、赤錆発生までの時 間が500時間以上と規定されている。
ディップソール(株)資料 13) によれば、3価クロム化成処理した膜厚8μmの Zn-Ni 合 金めっきの耐食性(塩水噴霧試験により錆発生が確認されるまでの時間)は、Ni の合金 比率に応じて、図 2.2-2 に示すように変化することが示唆されている。この図では、Ni 含有量が 15%の場合、耐食性は最も高くなっており、白錆発生までに約 500 時間、赤錆 発生まで約 3,500 時間要した結果が示されている。これから、IZ-250 による Zn-Ni 合金 めっきに IZ-264 による3価クロム化成被膜を設けた場合、先に示すカドミウムめっきを 含めた SAE 航空機用めっき仕様で規定される耐食性要求は満足できるものと判断された。
図 2.2-2 3価クロム化成処理した Zn-Ni 合金めっきの Ni 含有量と耐食性との関係 13)
(2) IZ-250 めっき+IZ-264 3価クロム化成処理被膜の耐熱性
IZ-250 による Zn-Ni 合金めっき+IZ-264 3価クロム化成処理の被膜についての耐熱性 評価はこれまで行われていなかった。ただし、類似の3価クロム化成処理薬品を用いて、
Zn-Ni 合金めっき直後に化成皮膜を構成したもので、化成処理後 200℃雰囲気で4時間保 持を行った後に、塩水噴霧による耐食性を評価するという試験が、過去にディップソー ル(株)にて行われていた。この評価試験では、めっき層内の Ni の共析比率を変化させた
Ni 15%
評価が行われており、共析比率に応じて、錆の発生が図 2.2-3 に示すように変化するこ とが明確になっている。ここでは、最も高い耐食性が期待される Ni共析比率が 15%の場 合には、2,400時間経過後も錆が発生していない結果が得られている。
このデータから、IZ-250 Zn-Ni 合金めっきに IZ-264 3価クロム化成処理を行った場合、
化成皮膜はベーキング温度に耐えて、本来の耐食性が維持されることが期待された。
SAE AMS 2759/9 14) 仕様書で Zn-Ni 合金めっきに対して要求されている 191±14℃
(375±25°F) での水素脆性除去ベーキングに IZ-264 3価クロム化成被膜が耐えられるな ら、Zn-Ni 合金めっきをベーキングした後に3価クロム化成処理のために表面を再活性化 するプロセスの開発が不要となる利点がある。
図 2.2-3 3価クロム化成処理した Zn-Ni 合金めっきの Ni 含有量と耐食性との関係 15)
(200℃、4時間加熱後に塩水噴霧試験、めっき膜厚8μm)
(3) IZ-250 めっき+IZ-264 3価クロム化成処理被膜の組成
ディップソール(株) IZ-250の標準薬液を用いた Zn-Ni合金めっきに IZ-264化成処理薬 品を用いた3価クロム化成処理被膜のサンプルを試作し、鋼板上のめっき皮膜の構造分 析、めっき層内の成分分析を行った。また、この結果からめっき層内の Ni 共析比率を求 めた。分析結果の結晶構造、元素分布を、図 2.2-4~図 2.2-6に示す。
これらの分析の結果から、次のことが明確となった。
・めっき層内の Ni 含有比率は表面から内面に向けて多少増加傾向になるものの、ほぼ一 定で推移している。Ni 含有比率を換算した結果、規定の 12~18%の範囲内となってい ることが判明した。
・めっき層全体の約 1/15~1/20 の厚さで、めっき表面にクロム化成処理層が形成されて いる。
Ni 15%
図 2.2-4 IZ-250 Zn-Ni 合金めっき被膜の X 線結晶回折結果
図 2.2-5 IZ-250 Zn-Ni 合金めっき被膜の結晶構造 2θ=64.32 deg 立方晶系 I-43m 亜鉛11:ニッケル2
→Zn85%:Ni15%
γ相 Zn85%-Ni15%
γ相 立方晶系I43m ニッケル亜鉛合金の結晶系16)
(a) Zn-Ni 合金めっき層 (b) 表面拡大:3価クロム化成処理被膜
図 2.2-6 IZ-250 Zn-Ni 合金めっき+IZ-264 化成処理被膜の元素分布
2.3 水素脆性除去可能な Zn-Ni 合金めっきの開発
2.3.1 予備試験としての化成被膜の耐熱性評価 (1) 3価クロム化成被膜の耐熱性評価の背景
SAE AMS 2759/9等の仕様書では電気めっき後に水素脆化を防止する目的で行われるベ ーキング条件は、素材の種類や強度レベルによって変化はあるものの、基本となる条件 は、温度:191±14℃ (375±25°F)、時間:8時間、12時間、23時間(水素脆化に対する 材料の鋭敏さによって選択)になっている。
IZ-250 薬液に基づく Zn-Ni 合金めっき、自動車部品への展開を目的に開発されたため、
これまでは自動車部品の中で、高耐食性が求められるが比較的低強度となる部材への適 用を中心に展開されて来ている。このため、水素脆性に非常に鋭敏な高強度鋼素材での 利用実績は未だなく、ベーキング処理と3価クロム化成処理を両立させる工程は未確立 の状態にある。
従来のカドミウムめっきでは防食性が求められる場合は、クロメート処理が規定されて いる。6価クロムを含有することで耐食性や自己修復性が確保されるクロメート処理被 膜は、皮膜形成後に 70℃を超える雰囲気に曝されるとクロメート皮膜が急激に脱水する ため微細な割れを生じ、耐食性を低下させてしまうという特徴があった。このため、め
亜鉛 ニッケル
水素 x10
鉄(素地) クロム
酸素
ニッケル
亜鉛
っき後ベーキングが必要な材料の場合は、ベーキング処理後に、ベーキングによって化 学的に不活性になっためっき層表面を酸処理することによって再活性化し、クロメート 処理を行うというプロセスが採用されている。
しかし、Zn-Ni 合金めっきの場合、めっき層が合金成分であるため、カドミウムめっき におけるクロメート処理の場合のように活性化のための酸処理が必要となった場合は、
酸処理において合金成分の選択溶解による Zn-Ni 合金としての特性を劣化が懸念されて いた。
ところが、2.2.2 項(2)で述べたように、本研究の基本プロセスとして用いる3価クロ ム化成処理皮膜について、過去の評価内容のレビューを進めた結果、類似の化成皮膜処 理では 200℃の耐熱性を持っている可能性が見出されている。Zn-Ni 合金めっきに施す3 価クロム化成処理皮膜は、クロメート処理皮膜と比べて、格段に高い耐熱性が期待でき るのは、3価クロム化成処理皮膜そのものの構造が6価クロムを含有するクロメート処 理被膜の構造とは異なるものであり、クロメート処理皮膜のように乾燥によって劣化す ることがないためと推測される。
以上の各情報を検討した結果、IZ-250 標準薬液による Zn-Ni 合金めっきの後に IZ-264 3価クロム化成処理を行い、化成皮膜を構築した後、温度 191℃で、規定の時間のベーキ ングを行うプロセスが、課題が少なく、最も実現性がある方法であると判断された。そ こで、温度:191℃、時間:8時間のベーキングとを行ったサンプルと、温度:191℃、
時間:23時間のベーキングを行ったサンプルとを作成し、耐食性の評価を行った。
(2) 試験供試体、試験方法 (a) 試験供試体
・素材:日本テストパネル社製ダル肌一般冷延鋼板テストパネル 材質SPCC-SD (JIS G 3141)、寸法0.8×70×100 mm
・処理工程:脱脂 → 酸洗 → 電解脱脂 → 活性化 → Zn-Niめっき
→ 3価クロム化成処理 → 乾燥
・めっき条件:薬液/IZ-250Y標準薬液、電流密度/5 A/dm2、 めっき時間/25分、液温/25℃
・3価クロム化成処理条件:薬品調合割合/IZ-264 75 ml/l+IZ-264T 25 ml/l
(推奨調合割合状態)、液温/25℃、処理時間/60秒
・めっき膜厚:約8μm
・Zn-Ni合金組成: Ni=15%
・ベーキング条件:温度/191℃、時間/8時間又は23時間
(b) 試験方法
ASTM B117 15) 規格による5%塩水噴霧にてテストパネルを曝し、96 時間後に白錆 発生有無を点検、500時間後に赤錆発生有無を点検する。
(3) 試験結果
500 時間塩水噴霧後のテストパネルの写真を写真 2.3-1 及び写真 2.3-2 に示す。96時 間を過ぎ 500時間が経過するまで塩水噴霧を続けたが、500時間経過後でも白錆・赤錆共 に発生は確認されなかった。
(a) 96 時間塩水噴霧後 (b) 500 時間塩水噴霧後
写真 2.3-1 Zn-Ni 合金めっき上の IZ-264 3価クロム化成皮膜の耐熱性
(191℃、8時間加熱後に塩水噴霧試験、めっき膜厚8μm、Ni 15%)
(a) 96 時間塩水噴霧後 (b) 500 時間塩水噴霧後
写真 2.3-2 Zn-Ni 合金めっき上の IZ-264 3価クロム化成皮膜の耐熱性
(4) 確定した化成処理の順序
前項で得られた結果から、IZ-250 薬液による Zn-Ni 合金めっきを行った後に、IZ-264 を用いた3価クロム化成皮膜は、水素脆性除去ベーキング条件である 191℃雰囲気に曝さ れても、耐食性は劣化せず、本来持っている高い耐食性は維持されているものと判断さ れる。また、ベーキングが時間規定の範囲いっぱいの 23 時間まで行われても、耐食性に は低下する兆候が見られなかった。
そこで、高強度鋼に対する Zn-Ni 合金めっきのプロセスは、次の順で行うことを基本 として確定した。
めっき前処理(脱脂、表面の活性化など)
↓
ディップソール(株) IZ-250薬液によるZn-Ni合金めっき
↓
薬液除去、表面洗浄、表面活性が維持されている間に移動
↓
ディップソール(株) IZ-264を用いた3価クロム化成処理被膜
↓
薬液除去、表面洗浄
↓
191±14℃維持のベーキング処理(処理時間は強度区分による)
2.3.2 高強度鋼用基本めっきプロセスの設定 (1) めっき前処理工程
Zn-Ni 合金めっきを行うためにめっき面の下地調整方法について検討を行った。これま での評価から、下地金属が鋼材の場合は特に他の電気めっき法と比較して、Zn-Ni 合金め っき特有の処理が必要ないことが明確になっている。そこで、高強度鋼部品の表面の脱 脂を含む有害物質除去と表面の活性化は、他のめっき工程で採用されている方法に準じ たものとして、表 2.3-1 のとおり設定した。
(2) Zn-Ni 合金めっき工程
Zn-Ni 合金めっき条件は、めっき薬品製造メーカであるディップソール(株)から推奨し ているめっき条件に従って、表 2.3-2 の標準条件に従った。また、めっき液の組成管理 方法を表 2.3-3のとおりとした。
表 2.3-1 高強度鋼部品のめっき前処理工程
No. 工 程 名 称 処 理 方 法 補 足 説 明
1 脱 脂
蒸気脱脂
溶剤:日進化成製NFS-70 70℃、3分
目的:油、有機物の除去 作業条件範囲:71~74℃
2~3分 溶剤管理範囲:
酸許容度0.06 wt%以上 比重1.21以上
水分無いこと 強度レベル220 ksi以上
#180 Aluminaブラスト 圧力 0.4 MPa
2 ブラスト洗浄
強度レベル200 ksi以下
#180 Aluminaブラスト 圧力 0.4 MPa
目的:熱処理酸化膜除去、
水素が抜けやすい凹凸面作成 作業条件範囲:
強度レベル200 ksi超 圧力0.4~0.7 MPa 強度レベル200 ksi以下 圧力0.2~0.5 MPa
3 アルカリ脱脂
洗浄剤:ヘンケルジャパン製 P3S-102
60℃、10分
目的:残留有機物の溶解除去、
ブラスト洗浄の汚れ除去 作業条件範囲:55~65℃
10~30分 浴管理範囲:
濃度50~100 g/l
4 水 洗 常温、流水 作業条件範囲:0.5~5分
強度レベル200 ksi超 硼弗酸 (HBF4) 洗浄 常温、10秒
目的:酸化物除去・活性化 作業条件範囲:5~30秒 浴管理範囲:
硼弗酸9.4~18.9 g/l 5 酸 洗 浄
強度レベル200 ksi以下 塩酸 (HCl) 洗浄
常温、10秒
目的:酸化物除去・活性化 作業条件範囲:5~30秒 浴管理範囲:
塩酸6.1~12.0 g/l 鉄分37.4 g/l以下 銅分3.7 g/l以下
6 水 洗 常温、流水 作業条件範囲:10~60秒
めっき厚さは、AMS 2417 Type 2(クロメート化成処理めっき)皮膜の膜厚規定に準じ て、10~18 μmに設定した。
表 2.3-2 Zn-Ni 合金めっき作業条件
No. 項 目 標 準 条 件 作 業 範 囲 1 め っ き 薬 品 IZ-250Y -
2 め っ き 浴 温 度 25℃ 23~28℃
3 陰 極 電 流 密 度 5 A/dm2 2.0~6.0 A/dm2 4 陽 極 電 流 密 度 5 A/dm2 5 A/dm2以上 5 陽 極 材 料 ニッケル 99.99% Ni板
6 ろ 過 連続ろ過 1~3回転/h
7 めっき速度(参考) 0.35~0.45μm/分 -
表 2.3-3 IZ-250Y めっき薬品の浴組成管理
成 分 亜 鉛 (g/l)
ニッケル (g/l)
水酸化 ナトリウム
(g/l)
IZ- 250YS 光沢剤 (ml/l)
F-0529 添加剤 (ml/l)
P-731 添加剤
(ml/l)
炭酸 ナトリウム
(g/l) 標 準
濃 度 8 1.6 130 5 4 0.5 50以下
使 用
範 囲 6~10 1.2~2.5 100~150 3~7 3~7 0.1~0.5 60以下
(3) 3価クロム化成処理工程
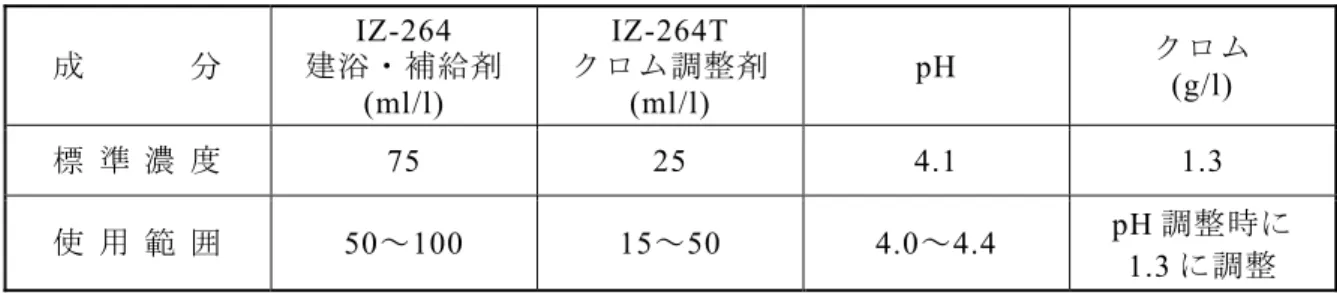
Zn-Ni 合金めっきの3価クロム化成処理条件を、ディップソール(株)の標準作業条件に 従って、表 2.3-4 のとおりとした。また、化成処理液の組成管理方法を表 2.3-5 のとお りとした。
表 2.3-4 Zn-Ni 合金めっきの3価クロム化成処理作業条件
No. 項 目 標 準 条 件 作 業 範 囲 1 化 成 処 理 薬 品 IZ-264 -
2 浴 温 度 25℃ 20~30℃
3 処 理 時 間 60秒 30~90秒 4 空 中 放 置 時 間 25秒 20~30秒
5 乾 燥 温 度 80℃以上 -
6 乾 燥 時 間 10分以上 -
表 2.3-5 IZ-264 3価クロム化成処理薬品の浴組成管理
成 分
IZ-264 建浴・補給剤
(ml/l)
IZ-264T クロム調整剤
(ml/l)
pH クロム
(g/l)
標 準 濃 度 75 25 4.1 1.3
使 用 範 囲 50~100 15~50 4.0~4.4 pH調整時に 1.3に調整
(4) 水素脆性除去ベーキング工程
2.3.1(4)項の結果から、Zn-Ni合金めっき+3価クロム化成処理後にベーキングを行う ことで、ベーキング後もめっき層の機能が維持されることが明確になったので、この手 順でベーキングを行うこととし、その条件を、表 2.3-6のとおりに設定した。
表 2.3-6 Zn-Ni 合金めっきのベーキング作業条件
No. 項 目 標 準 条 件 作 業 範 囲
1 温 度 191℃ 191±14℃
2 加 熱 時 間 12時間 12時間以上 3 めっき完了からベーキ
ン グ 開 始 ま で の 間 隔 4時間以下 -
2.3.3 IZ-250 標準薬液による Zn-Ni 合金めっきプロセスのめっき特性評価 (1) 評価項目
2.3.2 項で設定した IZ-250 標準薬液による Zn-Ni 合金めっきを基本とするめっき+3 価クロム化成処理被膜(ベーキング処理品)について、高強度鋼への適用プロセスの確 立を目差し、次の基本的な項目に対して評価を進めた。
・耐食性
・密着性
・水素脆性
(2) 試験方法、試験片形状、判定基準
耐食性、密着性、水素脆性の各試験は、表 2.3-7 に示す試験規格に従って行った。ま た、規格で試験片が複数形態の中からの選択できるものは、最適なものを選定した。選 択した試験片も、表 2.3-7に併せて示す。
実施した試験結果に対する合否判定基準は、それぞれ各試験規定に示されているが、そ の内容を要約したものを表 2.3-8に示した。
表 2.3-7 Zn-Ni 合金めっき被膜評価試験方法、試験片
試験項目 試 験 方 法 試 験 規 格 試 験 片
耐 食 性 5 % 塩 水 噴 霧 試 験
ASTM B117
材質:4130鋼焼きならし 形状:100×150×1 mm
密 着 性 折 り 曲 げ 試 験
ASTM B571 17)
材質:4130鋼焼きならし 形状:25×100×1 mm
耐 水 素 脆 性
持 続 引 張 試 験
ASTM F519 18)
【200 ksi(1,379 MPa)以下の高強度鋼への 適用判断のための供試体として】
材 質:4340鋼200~220 ksi強度レベル 形 状:ASTM F519 Type 1a.1
【200 ksi(1,379 MPa)を超える高強度鋼への 適用判断のための供試体として】
材 質:4340鋼260~280 ksi強度レベル 形 状:ASTM F519 Type 1a.2
表 2.3-8 Zn-Ni 合金めっき被膜評価試験結果の合否判定基準
試 験 項 目 試 験 方 法 試 験 結 果 の 合 否 判 定 基 準
耐 食 性 5 % 塩 水 噴 霧 試 験 96時間噴霧後に白錆発生の無いこと。
500時間噴霧後に赤錆発生の無いこと。
密 着 性 折 り 曲 げ 試 験
素材が破断するまで、繰り返し折り曲げを 行ったとき、めっき被膜の浮き上がり、剥離が 認められないこと。
水 素 脆 性 持 続 引 張 り 試 験 引張り破断荷重の75%の持続引張り荷重を 加えたとき、200時間未満で破断しないこと。
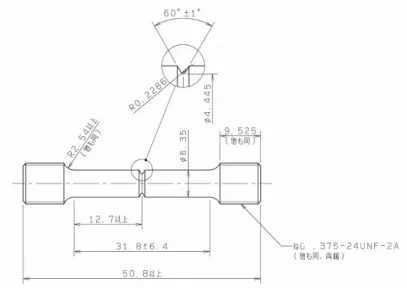
高強度鋼を評価する試験の中では、最も重要となる耐水素脆化試験に用いられる試験片 については、図 2.3-1、図 2.3-2 に詳細な形状を示す。特に、Type 1a.2 試験片は、最も 高強度な鋼材の水素脆性評価用として使用されるもので、試験片は切り欠き形状を含む 寸法のみならず、ロットを構成する素材までが厳しく管理されたものとなっている。
さらに、耐食性を評価する塩水噴霧試験と、耐水素脆化を評価する持続引張試験に用い た試験機を、写真 2.3-3~写真 2.3-5 にそれぞれ示す。持続引張試験の試験機は錘によ る荷重をてこの原理で拡大し、試験片に印加される構造を有しており、試験片は多数を 直列につなぐことによって、1本の荷重軸で多数の試験片への引張を可能とする構造と なっている。
図 2.3-1 ASTM F519 Type 1a.1 試験片形状
図 2.3-2 ASTM F519 Type 1a.2 試験片形状
写真 2.3-3 耐食性試験装置
写真 2.3-4 ASTM F519 1a.1 試験片用水素脆性試験装置
写真 2.3-5 ASTM F519 1a.2 試験片用水素脆性試験装置
(3) 試験結果
各評価試験の規格に従った試験片で、IZ-250 標準薬液による Zn-Ni 合金めっきプロセ スによるめっき(3価クロム化成処理、ベーキングを含む)を施したものを、耐食性、
密着性、耐水素脆性の各試験に供した。各試験片のめっき形成条件と、規格に基づく試 験を実施した結果をまとめた。また、試験実施後の各試験片について、観察すると共に 写真を撮影した。試験片めっき条件と試験の結果をまとめた表と、代表的な試験片の写 真を次のとおり示す。
耐食性試験:
試験片めっき条件と試験の結果をまとめたもの・・・表 2.3-9 代表的な試験実施後の試験片の写真・・・写真 2.3-6~写真 2.3-7
密着性試験:
試験片めっき条件と試験の結果をまとめたもの・・・表 2.3-10 代表的な試験実施後の試験片の写真・・・写真 2.3-8~写真 2.3-9 耐水素脆化試験:
試験片めっき条件と試験の結果をまとめたもの・・・表 2.3-11 試験実施後の1a.1試験片の写真・・・写真 2.3-10
荷重負荷前の1a.2試験片の写真・・・写真 2.3-11 荷重負荷後の1a.2試験片の写真・・・写真 2.3-12
表 2.3-9 耐食性試験におけるめっき条件と規格試験の結果
試 験 N o . C-1 C-2
試 験 片 N o . S13C S14C
試 験 片 材 質 4130鋼 4130鋼 工 程 作 業 条 件
温 度 ( ℃ ) 70 70
蒸 気 脱 脂
時 間 ( 分 ) 3 3
粒 度 #180 #180
ド ラ イ ブ ラ ス ト
圧 力 ( M P a ) 0.4 0.4
温 度 ( ℃ ) 60 60
ア ル カ リ 脱 脂
時 間 ( 分 ) 5 5
温 度 常 温 常 温
薬 品 HCl HCl
活 性 化
時 間 ( 秒 ) 30 30
温 度 ( ℃ ) 25 25
時 間 ( 分 ) 40 40
電流密度(A/dm2) 5 5
電 流 ( A ) 15 15
電 圧 ( V ) 5.9 5.9
亜 鉛-ニ ッ ケ ル め っ き
光 沢 剤 の 有 無 有 り 有 り
温 度 ( ℃ ) 30 30
3 価 ク ロ ム
化 成 処 理 時 間 ( 秒 ) 60 60
空 中 放 置 時 間 ( 秒 ) 20 20
め っ き 終 了 時 刻 時 刻 14時40分 15時10分 ベーキング開始時刻 時 刻 16時40分 16時40分
温 度 ( ℃ ) 191 191
ベ ー キ ン グ
時 間 ( 時 間 ) 24 24
外 観 良 好 良 好
膜 厚 ( μ m ) 19 18.5
試 験 結 果
耐 食 性 500時間塩水噴霧後に錆無し
写真 2.3-6 標準薬液による Zn-Ni 合金めっきの耐食性評価結果
(No. S13C 試験片)
写真 2.3-7 標準薬液による Zn-Ni 合金めっきの耐食性評価結果
(No. S14C 試験片)
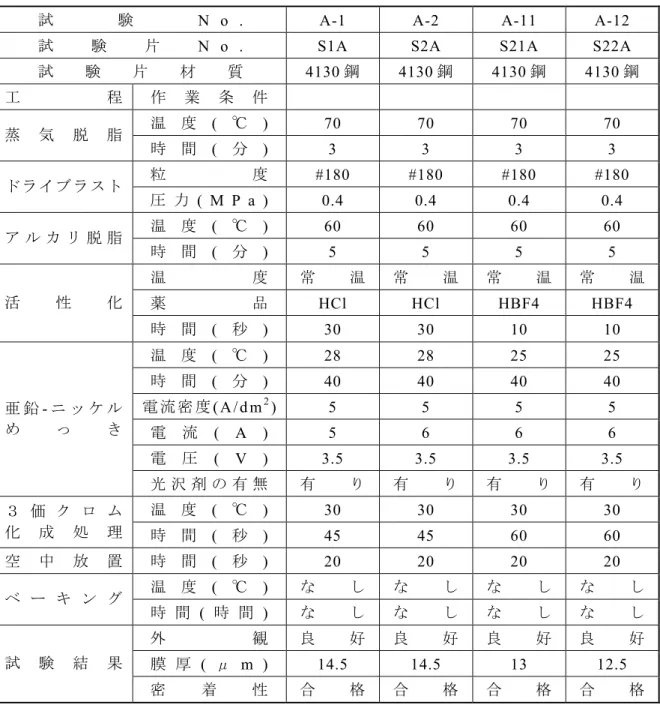
表 2.3-10 密着性試験片のめっき作業条件及び試験結果
試 験 N o . A-1 A-2 A-11 A-12
試 験 片 N o . S1A S2A S21A S22A 試 験 片 材 質 4130鋼 4130鋼 4130鋼 4130鋼
工 程 作 業 条 件
温 度 ( ℃ ) 70 70 70 70
蒸 気 脱 脂
時 間 ( 分 ) 3 3 3 3
粒 度 #180 #180 #180 #180
ドライブラスト
圧 力 ( M P a ) 0.4 0.4 0.4 0.4
温 度 ( ℃ ) 60 60 60 60
ア ル カ リ 脱 脂
時 間 ( 分 ) 5 5 5 5
温 度 常 温 常 温 常 温 常 温 薬 品 HCl HCl HBF4 HBF4 活 性 化
時 間 ( 秒 ) 30 30 10 10
温 度 ( ℃ ) 28 28 25 25
時 間 ( 分 ) 40 40 40 40
電 流 密 度( A / d m2) 5 5 5 5
電 流 ( A ) 5 6 6 6
電 圧 ( V ) 3.5 3.5 3.5 3.5
亜 鉛-ニ ッ ケ ル め っ き
光 沢 剤 の 有 無 有 り 有 り 有 り 有 り
温 度 ( ℃ ) 30 30 30 30
3 価 ク ロ ム
化 成 処 理 時 間 ( 秒 ) 45 45 60 60
空 中 放 置 時 間 ( 秒 ) 20 20 20 20
温 度 ( ℃ ) な し な し な し な し ベ ー キ ン グ
時 間 ( 時 間 ) な し な し な し な し 外 観 良 好 良 好 良 好 良 好
膜 厚 ( μ m ) 14.5 14.5 13 12.5 試 験 結 果
密 着 性 合 格 合 格 合 格 合 格
写真 2.3-8 標準薬液による Zn-Ni 合金めっきの密着性評価結果
(No. S1A 試験片)
写真 2.3-9 標準薬液による Zn-Ni 合金めっきの密着性評価結果
(No. S21A 試験片)
表 2.3-11 水素脆性試験片のめっき作業条件及び試験結果
試 験 N o . H-1 H-2 H-5 H-6
試 験 片 N o . 6H 7H 1H 2H 試 験 片 材 質 4340鋼 4340鋼 4340鋼 4340鋼
試 験 片 強 度 ( k s i ) 260~280 260~280 200~220 200~220 試験片 ASTM F519 Type 1a.2 1a.2 1a.1 1a.1 工 程 作 業 条 件
温 度 ( ℃ ) 70 70 70 70
蒸 気 脱 脂
時 間 ( 分 ) 3 3 3 3
粒 度 #180 #180 #180 #180
ドライブラスト
圧 力 ( M P a ) 0.4 0.4 0.4 0.4
温 度 ( ℃ ) 60 60 60 60
ア ル カ リ 脱 脂
時 間 ( 分 ) 5 5 5 5
温 度 常 温 常 温 常 温 常 温 薬 品 HBF4 HBF4 HBF4 HBF4 活 性 化
時 間 ( 秒 ) 10 10 10 10
温 度 ( ℃ ) 25 25 25 25
時 間 ( 分 ) 40 40 40 40
電流密度(A/dm2) 5 5 5 5
電 流 ( A ) 13 14 1 1
電 圧 ( V ) 3.5 3.5 2.5 2.5 亜 鉛-ニ ッ ケ ル
め っ き
光 沢 剤 の 有 無 有 り 有 り 有 り 有 り
温 度 ( ℃ ) 26 26 30 30
3 価 ク ロ ム
化 成 処 理 時 間 ( 秒 ) 90 90 60 60
空 中 放 置 時 間 ( 秒 ) 20 20 20 20
め っ き 終 了 時 刻 時 刻 15時00分 15時00分 11時30分 11時30分 ベーキング開始時刻 時 刻 17時40分 17時40分 15時00分 15時00分
温 度 ( ℃ ) 191 191 191 191 ベ ー キ ン グ
時 間 ( 時 間 ) 12 12 12 12
外 観 良 好 良 好 良 好 良 好
膜 厚 ( μ m ) 17 18.5 13 13.5
試 験 結 果
水 素 脆 性 10 分で破断 1 分以内破断 破 断 せ ず 破 断 せ ず
写真 2.3-10 標準薬液による Zn-Ni 合金めっき 1a.1 試験片の耐水素脆化評価結果
(No. 1H試験片)
写真 2.3-11 標準薬液による Zn-Ni 合金めっきの水素脆化評価前 1a.2 試験片
(No. 6H試験片)
写真 2.3-12 標準薬液による Zn-Ni 合金めっき 1a.2 試験片の破断後の状態
(No. 6H試験片)
耐食性試験、密着性試験はすべて合格であった。しかし耐水素脆性試験は、1a.1 試験 片を用いた強度レベル 200~220 ksi での耐水素脆化試験は合格できたものの、1a.2 試験 片を用いた強度レベル 260~280 ksi での耐水素脆化試験では、荷重をかけた後、短時間 で脆性破断の現象が現れた。
以上の結果から、IZ-250 標準薬液による Zn-Ni 合金めっき(3価クロム化成処理、ベ ーキングを含む)は、200 ksi(1,379 MPa)以下の強度レベルの鋼材に対しては適用可能 なものとなるが、200 ksi(1,379 MPa)を超える強度レベルの鋼材に対しては、十分な活 性水素を除去し、水素脆性を防止しためっき層の構築は困難となることが明らかになった。
(4) 耐水素脆化試験の不合格に伴う追加検証
規格に従って行った各評価試験の結果、IZ-250 標準薬液による Zn-Ni 合金めっき(3 価クロム化成処理、ベーキングを含む)では、強度レベル 260~280 ksi の試験片では耐 水素脆性試験で破断するに至ったが、これが水素脆化以外の原因が存在していると判断 を誤ることになる。そこで、破断した試験片の破断面を観察することで、破断原因の調 査を行った。
破断した試験片の破断面を電子顕微鏡 (SEM) で観察を行った。この観察結果により得 られた破断面の拡大写真を写真 2.3-13 に示す。破断面観察からは、破断の起点となるよ うな傷や内部欠陥の存在は観察されなかった。また、破断面は大部分が結晶粒界割れの 状況が観察され、明確な脆性破壊による破面であると断定された。破断後ただちに水素 原子は散逸するため、活性水素の存在を観測して判断することは困難であったが、破断 面の様相から、水素脆性破壊が発生したものと判断される。
(a) 破断面 (b) 中央部拡大(結晶粒界割れ)
写真 2.3-13 標準薬液によるめっきの 1a.2 試験片の破断面拡大写真 (材質:4340 鋼、強度レベル:260~280 ksi)
2.3.4 めっき薬品組成変更による水素脆性除去改善
2.3.2 項に示した基本めっきプロセスである IZ-250 標準薬液による Zn-Ni 合金めっき
(3価クロム化成処理、ベーキングを含む)を高強度鋼に適用することを試みた。しかし、
260~280 ksi レベルの高強度鋼では水素脆性破壊を引き起こす結果が得られたことから、
IZ-250 標準薬液の組成を変えて、耐水素脆性能力を向上させためっきプロセスの構築が必 要となった。
過去のカドミウム・チタニウム合金めっきが開発された経緯から、めっき層にはその内部 まで到達するような凹凸が存在するめっき形態を実現すると、ベーキング時に活性水素の放
出が容易になることが明確になっていた。そこで、このような凹凸が存在するめっき層を実 現することを目差し、めっき薬液を調整した。ただし、めっき層と下地との接合力の低下や 下地である鉄の腐食の促進が生じると、耐食性や密着性が低下することになるため、これら の性状は変化しないことが条件になる。
めっき薬液の変更は、すでに含有されている物質の削減または新たな物質の追加となるが、
まず削減すべき物質の検討を行った。薬液を構成する薬剤の中で「光沢剤」は、均一な付き 周りによる平滑なめっき面の実現と、高電流密度でめっきしたときのめっき面の焼け防止等 の目的で添加されている。先の目的であれば「光沢剤」の持つ「平滑なめっき面の実現」に 対する効果は不要となる。そこで、「光沢剤」を削減する方向で、めっき薬液の改善につい ての検討を開始した。
「光沢剤」を削減する場合、めっき薬液全体のバランスが崩れると、耐水素脆性能力は改 善されても、耐食性、密着性などが劣化することが発生する恐れがある。そこで、ディップ ソール(株)にて、めっき薬液を構成する各薬剤の機能に基づき、「光沢剤」を削減する際に 他の薬剤の調整方法について検討が行われた。その結果、「光沢剤」として添加されている 薬剤の削減に加え、他の「添加剤」についても混合量を変化させることで、めっき性能は確 保される見通しを得た。IZ-250 を基に、新しく調質されたこの Zn-Ni めっき液を「改良め っき液」と称する。
「改良めっき液」による Zn-Ni 合金めっき(3価クロム化成処理、ベーキングを含む)
によって高強度鋼への適用評価を進めた。
(1) 改良めっき液による Zn-Ni 合金めっきの外観への影響検討
「光沢剤」を削減した「改良めっき液」を使用し、めっき試作を行った。試作しためっ き被膜の外観・光沢状態を観察することでめっき液変更による影響を評価した。
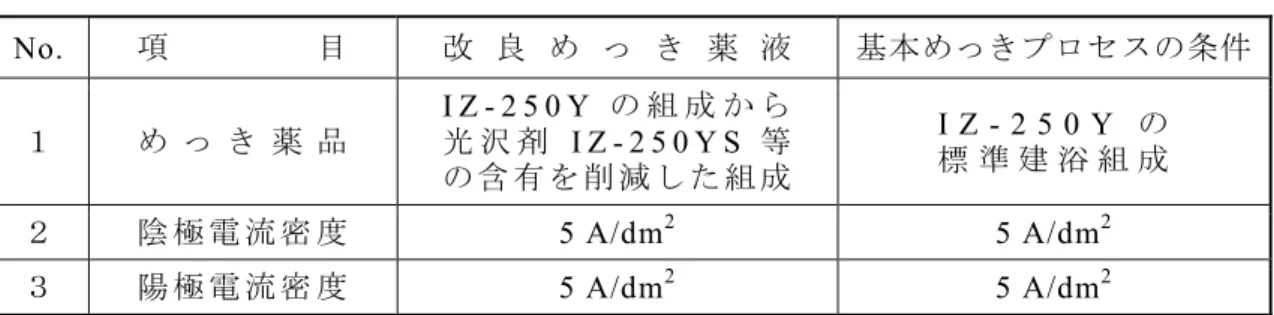
また、めっき槽内の電位と電流密度およびめっき厚さの関係を明確にするハルセル試験 を行い、めっき作業条件への影響を確認した。ハルセル試験による結果から、「改良め っき液」によるめっき条件は、IZ-250 標準薬液による Zn-Ni 合金めっきの際の条件と比 較して、大きな変更の必要がないことが明確になった。両者の条件の比較結果を表 2.3- 12 に示す。また、「改良めっき液」による Zn-Ni めっきの試作品を観察した結果、カド ミウム・チタニウム合金めっきと同程度に、表面には均一なざらつきのある被膜が得ら れていることが明確になった。
表 2.3-12 Zn-Ni 合金めっき作業条件の変更内容
No. 項 目 改 良 め っ き 薬 液 基本めっきプロセスの条件 1 め っ き 薬 品
I Z - 2 5 0 Y の 組 成 か ら 光 沢 剤 I Z - 2 5 0 Y S 等 の 含 有 を 削 減 し た 組 成
I Z - 2 5 0 Y の 標 準 建 浴 組 成
2 陰 極 電 流 密 度 5 A/dm2 5 A/dm2 3 陽 極 電 流 密 度 5 A/dm2 5 A/dm2
ハルセル試験槽を写真 2.3-14 に、ハルセル試験によってめっき評価を行った銅標本の 様子を写真 2.3-15 に示す。この結果、標準めっき液のプロセス条件と同じ陰極電流密度 5A/dm2 で、光沢のないめっき被膜が得られることがわかった。
(a) ハルセル (b) ハルセル電流分布スケール 写真 2.3-14 「改良めっき液」評価のためのハルセル試験槽
電流密度 5 A/dm2
写真 2.3-15 「改良めっき液」によるハルセル試験の結果
「改良めっき液」による試作めっきの皮膜を観察した。これらは比較のため IZ-250 標 準薬液によって得られた Zn-Ni 合金めっき皮膜と併せて、その写真を写真 2.3-16~写真 2.3-19に示す。
写真 2.3-16 「改良めっき液」による Zn-Ni めっき皮膜の外観
写真 2.3-17 標準薬液による Zn-Ni 合金めっきによるめっき皮膜の外観
写真 2.3-18 「改良めっき液」による Zn-Ni めっき皮膜の断面
写真 2.3-19 標準薬液による Zn-Ni 合金めっき皮膜の断面
(比較用)
(2) 「改良めっき液」使用による水素脆性除去改善効果の確認
「改 良 め っ き液 」 に よ る Zn-Ni 合金 め っ き (3 価 ク ロ ム化 成 処 理 、ベ ー キ ン グを含 む)によって高強度鋼への適用評価を行った。供試体は強度レベル 260~280 ksi の 1a.2 試験片を、「改良めっき液」による Zn-Ni合金めっき → 3価クロム化成処理 → 12時間 191℃ベーキングの各工程を経て供試体への規定厚さのめっき層を形成し、耐水素脆化試 験に基づく規定負荷荷重による評価試験を実施した。このときの試験片(200 時間荷重負 荷後)の写真を写真 2.3-20 に示す。また、試験片へのめっき条件をまとめたものを表 2.3-13に示す。
写真 2.3-20 「改良めっき液」による 1a.2 試験片の耐水素脆化評価後の状態