http://keirin.jp/
この事業は、競輪の補助金を受けて実施したものです。
システム技術開発調査研究 18-R-6
平成18年度
熱処理業における安全性向上に関する調査研究
報 告 書
平成19年3月
財団法人 機械システム振興協会
委託先 社団法人 日本工業炉協会
序
わが国経済の安定成長への推進にあたり、機械情報産業をめぐる経済的、社会的諸条件 は急速な変化を見せており、社会生活における環境、防災、都市、住宅、福祉、教育など、
直面する問題の解決を図るためには、技術開発力の強化に加えて、ますます多様化、高度 化する社会的ニーズに適応する機械情報システムの研究開発が必要であります。
このような社会情勢に対応し、各方面の要請に応えるため、財団法人機械システム振興 協会では、日本自転車振興会から機械工業振興資金の交付を受けて、機械システムの調査 研究等に関する補助事業、新機械システム普及促進補助事業を実施しております。
特に、システム開発に関する事業を効果的に推進するためには、国内外における先端技 術、あるいはシステム統合化技術に関する調査研究を先行して実施する必要がありますの で、当協会に総合システム調査開発委員会(委員長 政策研究院 リサーチフェロー 藤正 巖 氏)を設置し、同委員会のご指導のもとにシステム技術開発に関する調査研究事業を実施 しております。
この「熱処理業における安全性向上に関する調査研究報告書」は、上記事業の一環とし て、当協会が 社団法人日本工業炉協会に委託して実施した調査研究の成果であります。
今後、機械情報産業に関する諸施策が展開されていくうえで、本調査研究の成果が一つ の礎石として役立てば幸いであります。
平成19年3月
財団法人機械システム振興協会
はじめに(1)
工業炉と呼ばれるようになったのは、世界で産業という分野が誕生した時点からであり、
この部門のものづくり.....
を支える基本的設備として、欠くべからざるものであった。それは 今後も変わらない。
われわれ工業炉業界は、こういった設備を供給する立場で、ユーザーの要求に応えてき たが、近年、地球規模での社会的要求が強く課せられるようになり、それに応える設備が 求められるようになった。その内容は大きく二つあり、その一つが、地球環境に係る省エ ネ設備であり、もう一つが市場のグローバル化からなる設備標準の国際化への対応である。
今回の熱処理業における安全性向上に関わる調査研究事業は、まさしくこの両方の社会 的ニーズに繋がるものであると考える。
本調査研究で取り上げている高性能工業炉はまさしく、産業部門の工業炉における省エ ネ技術の切り札であり、現時点ではこれに勝る技術は少ない。そのため、国では、産業部 門の省エネ活動で、この高性能工業炉の導入促進を図っている。この技術を広く普及させ 効果を挙げるには、使用者が設備の特性を正しく理解し、安全で、効率的な操業が求めら れている。一方設備を供給する側としては、ユーザーの立場に立った設備作りが求められ ている。
既に、設備の調達は、世界の市場で考える時代になっており、国際標準に対応した設備 の供給は、今後不可欠となる。しかし、この分野は国内標準すらない状況であり、今回の 調査研究がきっかけとして、標準化の推進を図っていきたい。
最後に、本調査研究の実施にあたり、ご指導ご支援いただいた官庁、関係機関の各位に 深く感謝の意を表します。
平成
19
年3
月社団法人 日本工業炉協会 会長 谷川 正
はじめに(2)
現在まで、多くの産業分野で、我が国は他国をリードする技術力と信頼性に支えられて 市場での優位性を維持してきたが、近年、国際標準化などの EU の戦略や、低コスト化を中 心とした中国、東南アジアの台頭により、日本は、更なる競争力を高め、高品質で安定し た製品の供給が求められている。特に、我が国の重要産業である自動車、家電、精密機械 の分野では、性能、品質に深く係る熱処理技術が重要となっており、新しい技術開発や、
現状の設備での制御を含めた設備能力の限界レベルでの運転が要求される状況になってい る。このことは、設備の安全性と表裏の関係にあり、高品質で安定した製品の製造には、
この両方の要件を満足させることが重要となる。
熱処理設備のトラブルは、製品需給の不安定化と設備の予備品増や補修費の増大、製品 在庫の増加に繋がり、結果として製造コストのアップ、競争力の低下になると同時に、製 品の製造に係る多数の企業全体に大きな影響を与えることから、社会的な問題として、技 術の開発と安全についての検討は産業設備として外すことは出来ない。
熱処理技術の中で、主流である雰囲気熱処理の加熱方式は電気式加熱方式と燃焼式間接 加熱方式の二種類があり、本調査研究は燃焼式間接加熱方式のラジアントチューブ加熱設 備を対象としたものであり、実機規模での燃焼試験やシミュレーション解析を行い、要求 される条件での設備的問題点の摘出や、設備トラブルの原因究明と対策など熱処理業にお ける安全性向上に関する調査研究を行う。
また、本調査研究結果は、熱処理設備の安全に関わる設備標準のガイドラインとなると 同時に、いずれ実施されることになるはずの熱処理設備の国内標準(JIS)や国際標準(ISO)
に繋げる重要な調査研究である。
平成 19 年 3 月
大阪大学 名誉教授 委員長 香月 正司
目 次 序
はじめに
1. 調査研究の目的 --- --1
2. 調査研究の実施体制 --- --2
3. 調査研究の内容 --- --5
第1章 実機規模燃焼試験 --- --6
1.1 目的 --- 6
1.2 試験条件 --- 6
1.2.1 試験設備の仕様 --- 6
1.3 試験方法 --- 17
1.3.1 耐熱鋳鋼 W 型ラジアントチューブ(7 インチ)--- 17
1.3.2 水平ストレートセラミックラジアントチューブ --- 17
1.4 試験結果 --- 18
1.4.1 試験実施概要 --- 18
1.4.2 試験結果の全体まとめ --- 19
1.4.3 試験結果の個別まとめ --- 22
1.5 試験データ --- 29
1.5.1 高性能工業用リジェネバーナラジアントチューブ --- 29
1.5.2 従来型レキュバーナラジアントチューブ --- 58
第2章 シミュレーション解析 --- 85
2.1 目的 --- 85
2.2 解析方法 --- 85
2.2.1 FEM メッシュ図--- 85
2.2.2 材料特性 --- 86
2.2.3 温度条件 --- 86
2.2.4 内圧条件 --- 89
2.2.5 解析ケース --- 89
2.3 解析結果 --- 89
2.3.1 case1(リジェネバーナ) --- 89
2.3.2 case2(従来型レキュバーナ) --- 93
2.3.3 case3(リジェネバーナの理想的な円周方向の温度分布) --- 97
2.4 まとめ --- 99
第3章 異常燃焼--- 100
3.1 異常燃焼検討の目的 --- 100
3.2 爆燃及び爆轟発生時の最高到達圧力の検討 --- 100
3.2.1 計算条件 --- 100
3.2.2 計算方法 --- 100
3.2.3 近似計算による予測結果 --- 102
3.3 爆轟によるチューブ(剛体と仮定)移動距離の検討 --- 104
3.3.1 計算条件 --- 104
3.3.2 計算方法 --- 104
3.3.3 近似計算による予測結果 --- 105
3.4 異常燃焼の防止対策--- 106
3.5 まとめ --- 107
第4章 熱処理業における RT 設備での安全に関わるガイドライン ··· 109
4.1 ガイドラインの構成 ··· 109
4.2 ガイドライン作成の研究 ··· 110
4.2.1 実機規模試験 ··· 110
4.2.2 異常燃焼 ··· 110
4.2.3 ラジアントチューブでの発生応力の検討··· 114
4.2.4 異常燃焼の対策案 ··· 116
4.3 ラジアントチューブ設備での安全に関するガイドライン(案) ··· 116
4. 調査研究の成果(まとめ) --- 117
5. 調査研究の今後の課題及び展開 --- 118
【資料編】
参考資料-1 --- A1 参考資料-2 --- A2
1.調査研究の目的
熱処理設備で、主流である雰囲気熱処理の加熱方式には電気式加熱方式と燃焼式間接加 熱方式の二種類である。本調査研究は燃焼式間接加熱方式のラジアントチューブ加熱設備 を対象としたものであり、この装置の安全に関わる調査研究が本事業の目的である。
調査するにあたり、できるだけ実際の条件下でのデータを基に解析することとした。ま た、設備の限界値を知るには、非定常時での特性を知る必要があるが、これを実験で行う ことは今回行わず、シミュレーション解析と専門の知識を有する学識経験者の研究結果に よって、検討することとした。
実機規模試験機での燃焼試験は、ラジアントチューブの温度分布などを測定し、その結 果を基としたシミュレーション解析を行い、燃焼時の熱応力、異常燃焼時の内部圧力、自 重の影響などを求め、高温時のラジアントチューブの負荷と強度を求めることとした。そ の上で、実操業で要求される条件下での設備的問題点の摘出や、設備トラブルの原因究明 と対策など熱処理業に関わる安全性向上についての調査研究を行う。
特に、今まで、ほとんど検討されていない異常燃焼について安全の観点から、通常の安 定燃焼とは別に、検討を行うこととした。着火遅れなどによる異常燃焼時は瞬時に非常に 高い圧力を生じる。この圧力の急増が高温時のチューブの強度に与える影響を検討する。
この検討は、試験装置での試験は安全面で実施が難しいことから、テストで検証するこ とは今後の課題とした。
以上の検討結果と設備専門家の知見から総合的に判断し、安全に関わる設備標準のガイ ドラインを作成し、いずれ実施する予定の熱処理設備の国内標準(JIS)や国際標準(ISO)
に繋げる重要な調査研究と位置づける。ただし、今回の1年間のテストや検討期間で、広 範囲の製造ラインの条件を全て網羅することは無理であり、そのため、共通する項目や、
条件として、広く行われている条件での検討にとどめている。今後、国内標準、国際標準 の検討の段階では、更なる詳細の検討が必要となる。
2.調査研究の実施体制
(1)全体の実施体制
社団法人 日本工業炉協会が本調査研究を総括運営し、協会会員会社より集めた知見者 によるワーキンググループからなる実務者組織を設け、本調査研究を実施する。
また、調査研究の実施内容及び結果について、学識経験者を中心とした本委員会を設置 し、調査研究の方向付け及び、結果についての審議を行う。
(再委託) (外注 1) (外注 2)
(社)日本工業炉協会
・ 炉メーカ
・ 材料メーカ
・ ガス供給メーカ
・ 学識経験者
シミュレーション解析 東邦大学(異常燃焼現象解析)
熱処理安全本委員会 委員長:大阪大学名誉教授 委員:炉メーカ他
実機規模燃焼試験
(財)機械システム振興協会 総合システム調査開発員会
図.1 調査研究の全体実施体制
(2)日本工業炉協会業務分担
協会内委員会は、エンジニアリングや材料供給メーカ及び、学識経験者を中心とした専 門家の委員会とし、それぞれの分野における専門知識を結集して調査研究する委員会とし た。
炉メーカ:··· 5 人 材料メーカ:··· 2 人 ガス供給メーカ:··· 4 人 学識経験者:··· 2 人 合計 13 名(他事務局 1 名)
総合システム調査開発委員会委員名簿
(順不同・敬称略)
委員長 政策研究院
藤 正 巖 リサーチフェロー
委 員 埼玉大学
太 田 公 廣 地域共同研究センター
教授
委 員 独立行政法人産業技術総合研究所
金 丸 正 剛
エレクトロニクス研究部門
副研究部門長
委 員 独立行政法人産業技術総合研究所
志 村 洋 文
産学官連携部門
コーディネータ
委 員 東北大学 中 島 一 郎 未来科学技術共同研究センター
センター長
委 員
東京工業大学大学院
廣 田 薫
総合理工学研究科
教授
委 員 東京大学大学院 藤 岡 健 彦 工学系研究科
助教授
委 員 東京大学大学院
大 和 裕 幸 新領域創成科学研究科
教授
「平成18年度 熱処理業における安全性向上に関する調査研究」委員会
委員構成
氏名 所属団体・企業名 所属部署・役職
委員長 香月 正司 大阪大学 名誉教授
委員 鈴木 実 東邦大学
理学部生命圏環境科学科 教授 工学博士
委員 益田 明英 オリエンタルエンヂニアリング株式会 杜
設備産業本部 設計部 部長
副委員長 今田 守彦 中外炉工業株式会社 堺事業所 開発センター 開発センター長
委員 日根野 実 株式会社クボタ 枚方製造所 鋳鋼製造部 技術グループ長
委員 須藤 淳 日本ファーネス株式会社 技術開発部 顧問
委員 家次 儀一 ロザイ工業株式会社
工業炉事業部 技術部 副部長
委員 雫石 伸 東京ガス株式会社
産業エネルギー事業部
産業エネルギー技術センター副部長
委員 斉木 直人 東京ガス株式会社
産業エネルギー事業部 産業技術グループ 副課長
委員 荒木 守 大阪ガス株式会社
エネルギー事業部 エネルギー開発部 係長
委員 清水 敏春 東邦ガス株式会社 エネルギー技術開発部 産業技術グループ 課長
委員 酒井 幸文 東芝セラミックス株式会社 セラミックス事業本部
営業統括部 技術サービス担当
委員 竹内 修 元 石川島播磨重工業株式会社 社団法人 日本工業炉協会
委員 兼
(事務局)
佐々木健人 社団法人 日本工業炉協会 技術局 次長
3.調査研究の内容
今回の本調査研究は燃焼間接加熱方式のラジアントチューブ加熱設備を対象とした安全 に関わる調査研究である。近年、安全に関わる考え方が国際的に大きく変化しており、設 備を設計する立場として、その考え方での設備設計が求められている。今回の調査研究は これらの考えをベースに置き、実機規模での燃焼試験や異常燃焼の検討とそれらのデータ を基にシミュレーション解析を行い、要求される条件での設備的問題点の摘出や、対策な ど安全性向上に関する調査研究を行うものである。
今回の調査研究は大きく分けて 4 つの項目から成る。
1)実機規模試験
設備の安全に関わる各種のデータは、実機での操業時のデータか、あるいは実機でのテ ストデータを基に検討することが望ましいが、実際にはいろいろな制約があり有効な実機 データを採取することは困難であるため、本事業は実機規模のテスト炉を用いて、実機に 近い条件でテストを行い有用なデータを採取し、それを基に検討することとした。特に、
今回、被加熱物を模擬した冷却箱を設置して、ラジアントチューブ(以下、RT と呼ぶ。)に 発生する周方向の熱偏差を調べ、操業時のチューブの強度に与える影響を調べた。
その他、設備の状況を把握するための計測方法など、実際に即した方法についても調査し た。
2)シミュレーション解析
実機規模試験のデータと汎用有限要素法 FEM 解析コード:ANSYS ver.9 を用いたシミ ュレーション解析によって、ラジアントチューブの強度計算を実施した。
特に、今回は、チューブの内圧の影響を取り込んだものも解析した。
3) 異常燃焼の検討
燃焼が不安定で、チュ-ブ内で爆発現象が発生した場合の影響を検討した。この異 常燃焼は実験での検証が難しいことと、現在でも理論的に証明することが難しい分野 であるが、今回は、この分野で永年研究をされている東邦大学鈴木教授に依頼して、
実際的な検討を行っている。
4) ガイドラインの検討
上記の 1)~3)までの検討と各メーカの知識によって、設備の安全に関わるガイド ラインを作成することとした。
第 1 章 実機規模燃焼試験 1.1 目的
設備の安全に関わる各種のデータは、実機での操業時のデータか、あるいは実機でのテ ストデータを基に検討することが好ましいが、実際にはいろいろな制約があり有効な実機 データを採取することは困難である。そのため、今回は実機規模のテスト炉を用いて、実 機に近い条件でテストを行い必要なデータを採取し、それを基に検討することとした。そ の中で特に、被加熱物の影響を無視できない観点から、今回、被加熱物を模擬した冷却箱 を設置して、ワークとの熱交換によるラジアントチューブに発生する熱偏差を調べ、チュ ーブの強度に与える影響を調べた。
以下に試験条件と設備の仕様を示す。
1.2 試験条件
1)ラジアントチューブ:ラジアントチューブ材質:耐熱鋳鋼、セラミックス 2)燃料:天然ガス
3)試験設備:実機規模ラジアントチューブ燃焼試験装置 4)炉温条件:操業条件レベル 1000℃以下
1.2.1 試験設備の仕様
試験設備はできるだけ実機に近い条件でテストする必要から試験炉を下記の仕様の条件 とし、被加熱物を想定するために抜熱体を製作し、既存の試験炉の一部を改造して取り付 けた。その仕様を下記に示す。また、試験炉、ラジアントチューブと冷却箱(抜熱体)の 概略図を図 1.2-1~1.2-10、写真を写真 1.2-1~1.2-5 に示す。
(1)試験炉
① φ194RT 試験炉(写真 1.2-1,1.2-2)(図 1.2-1,1.2-2)
炉寸法:幅 1000mmx高さ 2250mmx長さ 2710mm
負荷設備:炉内壁と RT 間に冷却箱を設け、内部に冷却空気を流す。
②水平ストレートチューブ試験炉(写真 1.2-3)(図 1.2-3)
炉寸法:φ600mmx長さ 2000mm 負荷設備:炉床から冷却空気吹き上げ
写真 1.2-1 φ194RT(リジェネ式バーナ装着)試験炉写真
図 1.2-1 φ194RT 試験炉図面
写真 1.2-2 φ194RT(レキュ式ラジアントチューブバーナ装着)試験炉写真
写真 1.2-3 水平ストレートチューブ・シングルエンドバーナ試験炉写真
12- 14キ リ
4 5 0
3 0 3 0
1 0 5 1 0 5 1 0 5
105105105
2 5 5
2 4 5
255 245
200 0
2 0 0 2 5
5050Φ500 Φ600 4.5 t
3 8 0 3 8 0
6 4 5 5 9 5
3 5 150Px1 0=150 0 3 2 5
5 0
4.5t4.5t
2
゚5
゚ 35 25゚
35゚
2 0 0 82 .5
4.5t (PL ) 3t(パ ッキン )
2x2ー 18キ リ
1 0 0 1 0 0 170 0
150
T.C 孔
RT1
RT8 RT7 RT6 RT5 RT4 RT3 RT2
40 2.5
2 0 0 160 0
1580(セラミ ック チューブ )
2 8 0 1 0 0
235(カップ先端 )
200Px 6=120 0
3 0 ゚ R2
50 50 6t
(29 8.3 )
冷却空気出口 500
4.5 t
4.5 t 2 7 5 300x5=150 0 2 2 5
48.6(SUS304ーsch20s 3t) 21.7(SGP15A)
5K- 25 A
SGP 25 A
SGP 80 A SGP 80 A
n = 6
n = 6
450
32A( 覗き穴 ) 100
50
55 ゚ 1 5
° 40 ゚ 55゚
15
°
55゚ 1 5
°
40 ゚ 55
゚ 1 5
°
SCファイバー分割所
SCス リー ブ
15A(RT 用T.C孔 )
SXC表面硬 化剤塗布のこ と
冷却空気入口 RT表面温度測定POINT (ポータブル放射温度計)
B1(ポータブルK熱電対)
C1(ポータブルK熱電対) 炉内温度
図 1.2-3 水平ストレートチューブ・シングルエンドバーナ試験炉構造図
(2) 燃焼設備
燃焼装置は全て実機で使用されているものを用いた。
以下に今回使用したチューブとバーナに仕様を示す。
① ラジアントチューブ
a. W型ラジアントチューブ(図 1.2-4)
i 形状:W型 ii 材質:耐熱鋳鋼
iii サイズ:チューブ外形φ194mm×内径φ177mm×長さ 8,055mm(全長)
b. 水平ストレートチューブ(写真 1.2-4)(図 1.2-7)
i 形状:ストレート型 ii 材質:セラミック
iii サイズ:チューブ外形:φ194mm×長さ: 1,580mm
② バーナ
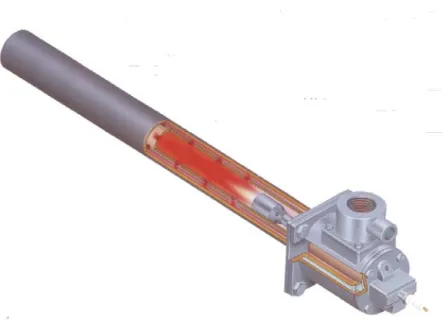
a. 高性能工業炉用蓄熱式バーナ(リジェネ式バーナ):100KW (東京ガス製) (図 1.2-5)(図 1.2-6)
b. 従来型レキュペレータ付きバーナ(レキュ付バーナ):100KW (中外炉工業製)(写 真 1.2-2,図 1.2-2)
c. シングルエンドバーナ 30KW, (東京ガス借用)(図 1,2-8)(図 1.2-9)
図 1 W形チューブ熱電対配置 冷却箱
B1 50
円周4点 A4 熱電対 : Kタイプ
A1 A2 A3 16 A5
15 A6 No 1~ 16 : φ3.2素線、溶接
14 A7 No : 追加分、φ3.2
1 2 3 No B1 : 可動式、φ6.4
C1 4 シース形
No C1 : 可動式、3.2φ
6 5 シース形
7 (RT内温度)
放射温度計
900 8 9 熱電対 No 1~13に対し、計測
10 可能な覗穴から温度計測.
13 12 11 サーモビュア(可能であれば)
熱電対 No1~3 に対し、計測 可能な覗穴から温度分布計測、
特に昇温、負荷時.
287 426.5
冷却箱用熱電対 φ3.2シース
RT:φ194/177, SCH22,13 冷却空気入出口 各1点 冷却箱表面 2点
A1~A7
500 500 500
200 300 200
図 1.2-4 W 型ラジアントチューブ形状外略図及び熱電対取り付け図
図 1.2-5 蓄熱式ラジアントチューブバーナ全体図
炉壁
蓄熱体
図 1.2-6 蓄熱式ラジアントチューブバーナ構造図
写真 1.2-4 ストレートチューブ形状概略図及び熱電対取り付け位置
200×6=1,200 200
282.5 97.5
1,580
熱電対 K形
No1~8 :素線φ1.6又は シースφ3.2 A1~A3 :φ3.2シース B1 :φ6.4シース
C1 :φ3.2シース(RT内 温度)
放射温度計
熱電対 No 1~8 に対し、計測 可能な覗穴から温度計測.
サーモビュア(可能であれば)
熱電対 No2~7 に対し、計測 可能な覗穴から温度分布計測、
熱電対位置
特に昇温、負荷時.
1 2 3 4 5 7 8
6 B1
A1,A2,A3 C1
図 1.2-7 ストレートチューブ形状概略図及び熱電対取り付け図
図 1.2-8 シングルエンドバーナとチューブ図
図 1.2-9 シングルエンドバーナ構造図
熱電対の取付け位置を図 1.3-5、図 1.3-8 に示す。
チューブ全体の温度変化を調べるための熱電対を用いて温度測定を行った。
(4) 計測設備
その制御項目を以下に示す。
試験設備の制御は燃焼状態を想定して下記の制御で試験を行った。
(3) 制御設備
① 温度検出(熱電対)
⑤ 排ガス分析 :O2 ,CO, CO2,NOx :ガス分析計
④ RT 内圧力(バーナ側、排気側、各1点)、もしくは RT 内差圧:データロガー
③ 燃料、空気 流量、冷却空気流量 記録 :データロガー
② 温度記録 : データロガー
e.放射温度計 : (使用テスト
No.: 19-1、23-1
の2
条件) メーカ名 : CHINO型 番 :
IR-AH
測定温度範囲 :
600~1300℃ , -50~1000℃
d.予熱空気、排ガス温度、その他必要部 : φ3.2 シース c.ストレートチューブ: 10 点φ3.2 シース 新設
b.冷却箱(抜熱体)2 点 φ3.2 シース 新設(写真 1.2-5)(図 1.2-10)
a. φ194RT: No1~16 φ3.2 素線 既設
⑥ 点火安全制御
⑤ 冷却用空気制御
④ 排気ガス制御
③ 燃焼空気流量制御
② 燃料ガス流量制御
① 炉内温度制御 :既設炉天井設置熱電対による。
(熱電対取つけ部を重点測定)
試験炉 覗穴から RT(セラミックチューブ)表面温度の計測 NoC1 φ3.2 シース 新設
NoB1 φ6.4 シース 新設 NoA1~A7 φ3.2 素線 新設
ガス接 続 口 3/8
空気接続口 3/8 2000 1501700150 400900400
1000 100800100
150
250
1000
100 800 100
上 部 に R T が 取 り付 か な い 場 合 、 本 蓋 を 取 付 150
106
24 2313(FIPL)
50
2502.5(CAPL)
2343.5(BA3)
(700)
65 264.5 454 423.5
2400 2806
15st15st
189.5st R Tフ ラ ン ジ 頭
両 面 親 ロー プ
RT受台
RT組立後セラミックファイバーで埋め込みの事 T.C予備
熱電対(素線)取出し後現合にて穴開けのこと RT用吊ピース
n=1ヶ所 空気接続口 3/8
ガス接続口 3/8
ホットAIR出口
冷却空気入口
冷却板 の こ と
写真 1.2-5 冷却箱(抜熱体)写真 図 1.2-10 冷却箱(抜熱体)構造図面
1.3 試験方法
チューブは熱処理業で比較的広く使用されている材質とサイズのもので試験することと した。
1.3.1 耐熱鋳鋼 W 型ラジアントチューブ(7インチ)
本試験においてはこのφ194RT 試験を基準とする。
試験温度までの昇温は炉の仕様に従い、20~100%燃焼で行う。
表 1.3-1
炉温度 燃焼量 空気比 冷却空気 B1TC 位置 C1TC 位置 備考 900℃ 100% 1.15 0/100% 0mm A4 基準
900℃ 100% 1.15 0/100% 10,20,x 3,2,1 x:任意の点 900℃ 50% 1.15 0/100% 0,10,x A4,3,2,1
900℃ 20% 1.5 0/100% 0,10,x A4,3,2,1 760℃ 100% 1.15 0/100% 0,10,x A4,3,2,1 760℃ 50% 1.15 0/100% 0,10,x A4,3,2,1 760℃ 20% 1.5 0/100% 0,10,x A4,3,2,1 500℃ 50% 1.15 0/100% 0,10 A4,3,2,1 500℃ 20% 1.5 0/100% 0,10 A4,3,2,1 測温ポイントは W 形チューブ熱電対配置図による。(図 1.2-4)
1.3.2 水平ストレートセラミックラジアントチューブ 表 1.3-2
炉温度 燃焼量 空気比 冷却空気 備考 1000℃ 100% 1.15 0/100%
760℃ 50% 1.5 0/100%
500℃ 30% 1.5~2 0/100% "温度は成り行き"
測温ポイントはストレートチューブ 熱電対配置図による。(図 1.2-7)
1.4
試験結果1.4.1
試験実施概要試験は平成18年10月
25
日(予備試験)から11月22日の間で実施した、実施の 概要を表1.4
-1
に示す。なお3種類のバーナによる各々のデータはデータ表、ラジアン トチューブ(以下RT
と示す)温度分布図、試験全体図を1組として1.5
試験データに取 りまとめた。表
1.4
-1
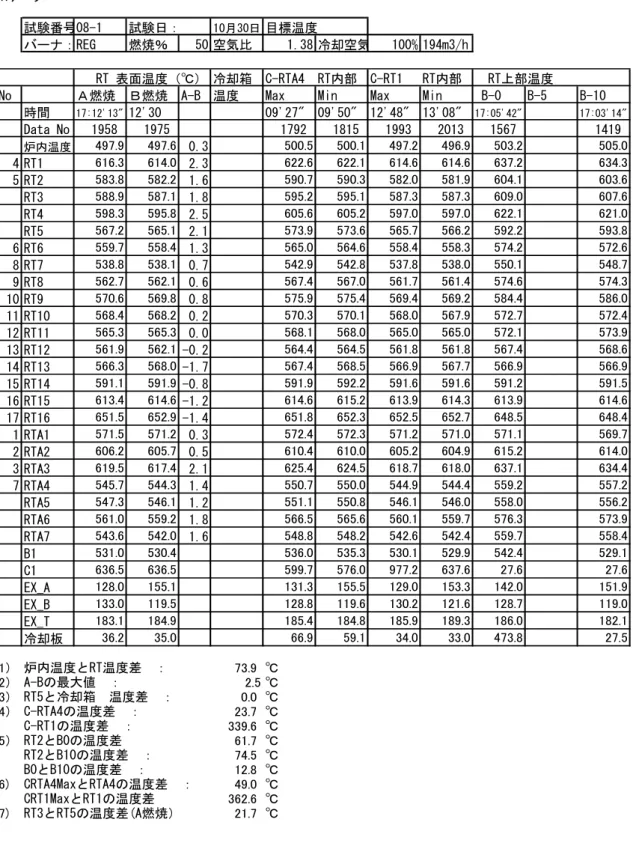
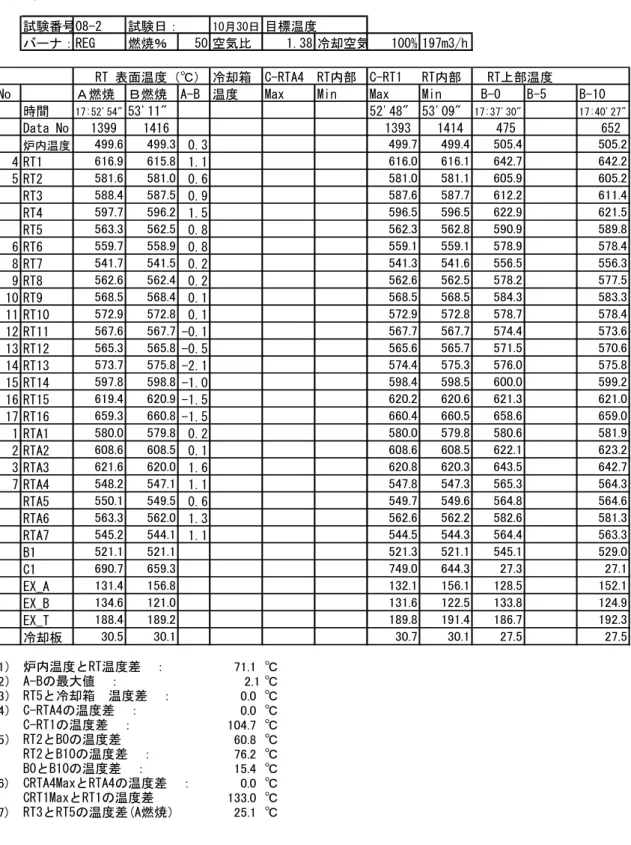
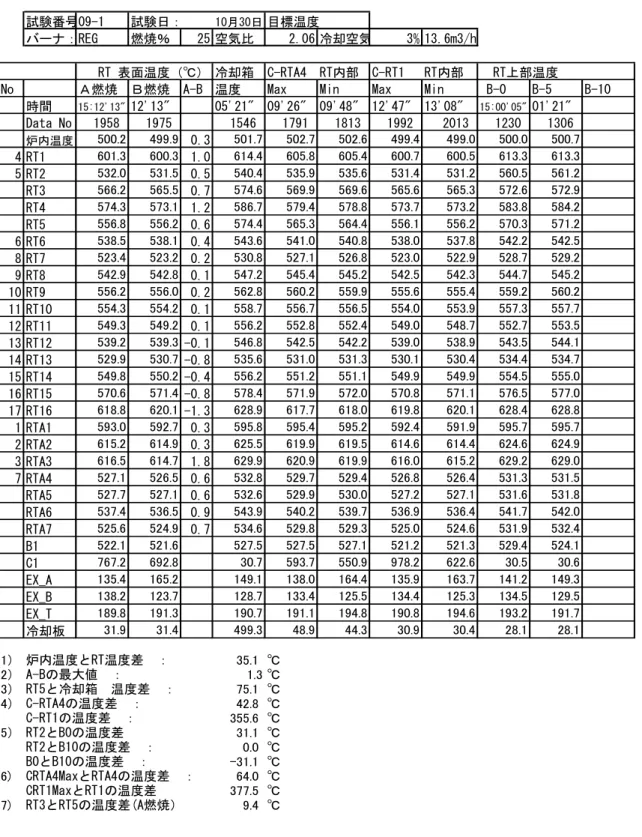
試験概要表リジェネバーナ
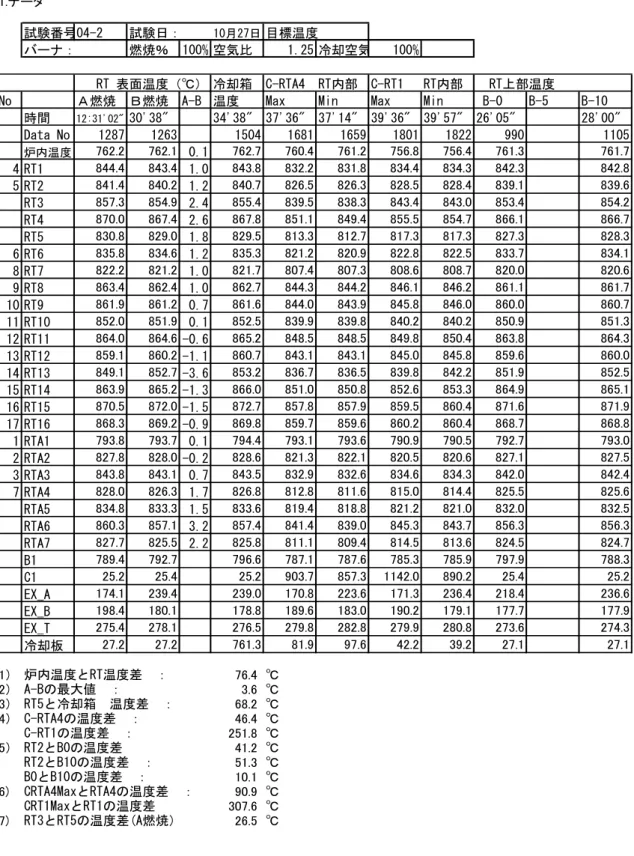
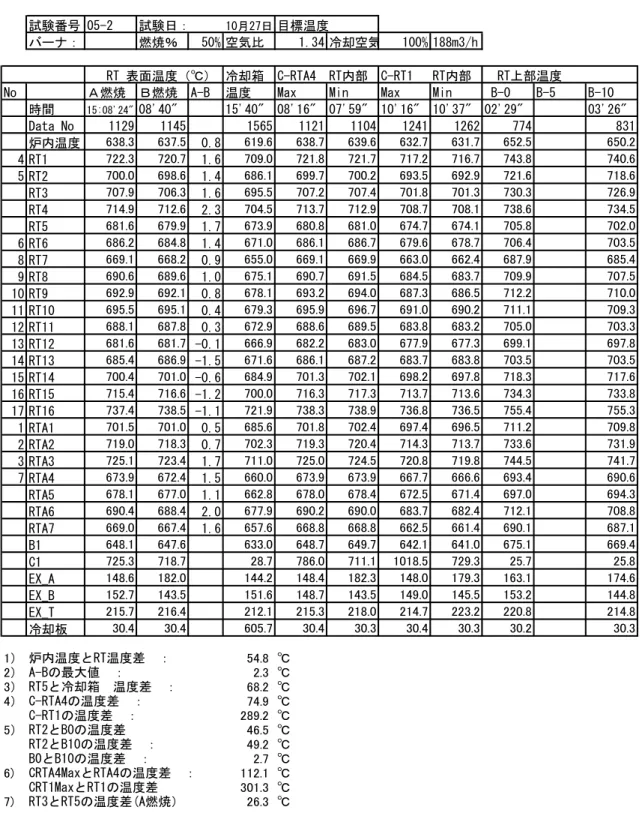
試験番号 01-1 01-2 02-1 02-2 04-1 04-2 05-1 05-2 06-1 06-2 08-1 08-2 09-1 09-2
試験日 10月26日 10月26日 10月26日 10月26日 10月26日 10月27日 10月27日 10月27日 10月30日 10月30日 10月30日 10月30日 10月30日 10月30日
バーナ リジェネ
炉内温度(℃) 900 851 847 760 760 760 718 656 711 559 506 505 499 417
燃焼量(%) 100 100 50 50 100 100 50 50 25 25 50 50 25 2
空気比 1.22 1.22 1.38 1.38 1.25 1.25 1.34 1.34 1.95 1.95 1.38 1.38 2.06 2.06
冷却空気(%) 5 100 1 100 66 100 1 100 10 100 100 100 3 100
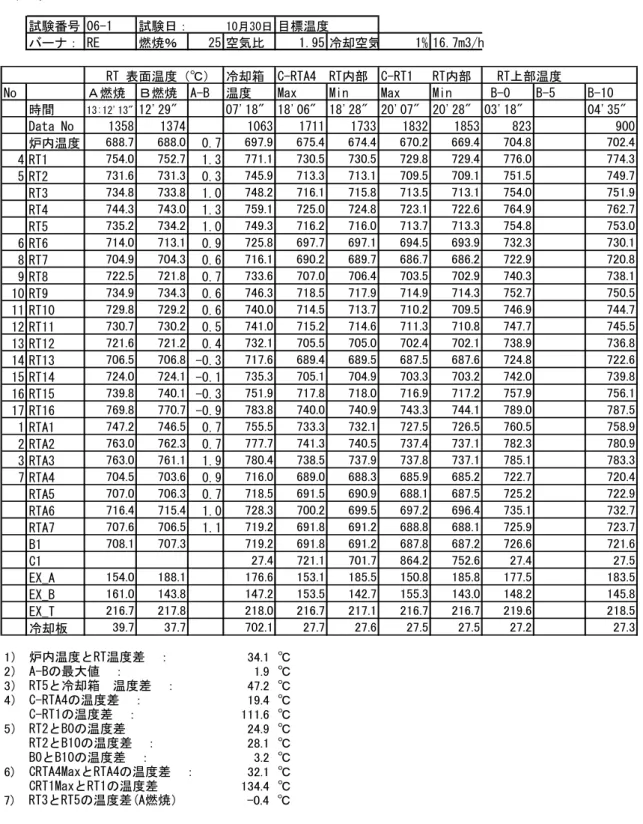
レキュペレータ付バーナ
試験番号 10-1 10-2 11-1 11-2 13-1 13-2 14-1 14-2 15-1 15-2 17-1 18-1 18-2
試験日 11月1日 11月1日 11月1日 11月1日 11月6日 11月6日 11月6日 11月6日 11月6日 11月6日 11月6日 11月7日 11月7日
バーナ レキュ
炉内温度(℃) 899 808 750 655 760 743 753 728 751 743 516 500 519
燃焼量(%) 100 100 50 50 100 100 50 50 25 25 50 25 25
空気比 1.18 1.18 1.25 1.25 1.14 1.14 1.18 1.18 1.43 1.43 4.3 1.63 1.63
冷却空気(%) 1 100 1 100 45 100 1 100 1 100 100 1 100
シングルエンドストレート セラミックチューブ
試験番号 19-1 19-2 20-1 20-2 22-1 22-2 23-1 23-2 24-1 24-2 26-1 26-2 27-1 27-2 試験日 11月22日 11月22日 11月21日 11月21日 11月21日 11月21日 11月21日 11月21日 11月21日 11月21日 11月21日 11月21日 11月21日 11月21日
バーナ ストレート
炉内温度(℃) 1002 862 931.9 525.9 760.9 708 762.2 582.8 670.8 508.3 503.8 480.5 505.3 422.7
燃焼量(%) 100 100 50 50 100 100 50 50 25 25 50 50 25 2
空気比 1.17 1.17 1.18 1.19 1.17 1.16 1.17 1.17 1.54 1.54 1.17 1.17 1.58 1.17
冷却空気(%) 29 100 0 100 78 100 23 100 0 100 85 100 30 100
5
5
1.4.2
試験結果の全体まとめ本試験における温度計測位置を図
1.4
-1
に示す。W型ラジアントチューブにおける検出点配置
RT表面溶接 TC 炉温度 B-温度 冷却箱 基準点
位置(mm) TC番号 TC位置
0 B
237 RTA1 壁内50mm 287 RTA2 壁面 487 RTA3 上部 682
713.5 RT1 上部 1213.5 RT2 上部 1213.5 RT3 反冷却面 1213.5 RT4 下部 1213.5 RT5 冷却面
1344 B0,B10
1560 天井
1682
1713.5 RT6 上部 2013.5 RTA4 上部 2013.5 RTA5 反冷却面 2013.5 RTA6 下部 2013.5 RTA7 冷却面
2299.12 RT7 ベント反冷却面 2884.74 RT8 上部
3384.74 RT9 上部
4027.86 RT10 ベント反冷却面 4670.98 RT11 上部
5170.98 RT12 上部
5756.6 RT13 ベント反冷却面 6342.22 RT14 上部
6842.22 RT15 上部 7342.22 RT16 上部
8055.72 BNRフランジ
ストレートラジアントチューブにおける検出点
位置(mm) RT表面接着TC 炉温度 B-温度 放射温度 基準点
TC番号 TC位置
0 B
282.5 RT1 壁面 482.5 RT2 上部 682.5 RT3 上部
727.5 B0,B10
882.5 RT4 上部 1082.5 RT5 上部
1107.5 天井
1265.5 上部から60度
1282.5 RT6 上部 1482.5 RT7 上部
1580 RT8 先端部
* 冷却はRT下部から冷却空気の噴出し。
NRフランジ
NRフランジ
図
1.4-1 温度検出点配置図
(1)RT長手温度分布
3種類のバーナの試験における試験結果を纏めると表
1.4.
-2
に示すとおりになり、加 熱源としてリジェネが優れていることが明確である。本試験では3種のバーナに共通し てRT
長手の温度分布は炉温度(本試験では炉内中央天井部に設けた熱電対温度―以下炉 温)により異なり、炉温が低くなるに従い温度差が拡大している(各試験結果の図参照)。表
1.4
-2 RT
長手平均差比較表バーナ RT長手温度差(℃) 標準偏差(σ)(℃)
リジェネバーナ
70.9
31.7
レキュバーナ112.0
24.5
ストレートバーナ202.9
79.6
本試験結果による
RT
の強度検討は試験番号01-1
の温度分布で実施した。(2)RT円周方向温度分布
円周方向温度分布はリジェネバーナとレキュバーナの2種で、長手
1213.5mm 2013.5mm の2ケで、円周4ケ所を計測した。結果の平均値を表 1.4-3
に示す。表
1.4-3 RT
円周方向平均温度差比較表バーナ RT2部温度差
RT2
部σRTA4
部温度差RTA4
部σ リジェネバーナ32.38℃ 7.59℃ 22.09℃ 7.33℃
レキュバーナ
34℃ 15.5℃ 19.75℃ 9.6℃
円周方向温度差は両バーナ共に大差はなく、バーナの
RT
への取り付けが実用上適性にわ れており、今後の計測の参考になると考えられる。本試験では
RT
への負荷試験として冷却箱に常温空気を流した試験を行った。この結果は 反冷却側温度RT3
と冷却側温度RT5
を比較すると、冷却空気流量200m3/Hr
で約35℃
の温度差を生じていた。従って実炉においてもこれと同等以上の温度差が生ずるものと 考えられ、今後繰り返し寿命に関する強度計算上考慮する必要がある。
(3)RT内部と
RT
表面温度本試験ではバーナから
RT
内部へ長さを定めて熱電対を挿入し、対応するRT
表面温度 との差を計測した。本測定による内部温度は火炎温度又はガス温度を正確に表すもので はないが今後検討上十分参考になるデータと考える。特にセラミックRT
においてはRT
内部温度の計測が内管の内側で行われたため、データは参考値とした。リジェネバーナにおいては
2
つのバーナが短時間で切り替わるため内部温度変化の 振幅は最大平均202.5℃、最大で 405℃が計測されたが、対応位置での RT
表面温度振幅は平均
2.5℃(σ=0.83℃)であった、このデータも今後 RT
繰り返し温度変化による寿 命検討へのデータとなる。3
種のバーナにおけるRT
内部温度と表面温度との差を比較すると表1.4
-4
となる。表
1.4
-4RT
内部と表面温度差表バーナ 最大平均温度差(℃) 最大温度差(℃)
リジェネバーナ
237.5
405
レキュバーナ79
184
ストレートバーナ302.2
418
特にシングルエンドストレートバーナでは
RT
長さが一般に短く、RT内外の温度差が 大きいことはRT
内管温度に与える影響が大きくなると考えられ、セラミック内管及びRT
の活用が有効であると考えられる、すなわち金属RT
では炉温の低い場合の使用にな る。(4)RT上部熱電対位置とその温度差
RT
上に溶接された熱電対とその同じ位置で上部に距離を置いた熱電対との温度差を 測定し、安全上監視温度の参考データとした。代表例はリジェネバーナで計測結果を図1.4-4 に示す。
この結果から溶接された熱電対と
RT
に押し付けた熱電対とですでに40℃近くの温度
差が生じている。その後は距離に従って温度が徐々に低下しているが5mm毎に数度以内
であった。安全監視のためにはRT
になるべく近い場所が良いと考えるので、5~10mm 距離に配置すべきと判断する。また、温度差についてはバーナによる最大温度位置が異 なるため最大燃焼時の最高温度付近に設けることが必要である。(5)セラミック
RT
での放射温度計測定セラミック
RT
では熱電対取り付けに接着剤を使用するため安定性が未だ不十分であ り現在は放射温度計での計測が一般的である。そこで、本試験では、熱電対と放射温度 計の比較試験を実施した。結果は図1.4-7
に示すように、放射率を1.0
に設定しても1000,800,600℃3点で放射計が高い温度を示した。現状原因は明確でないが熱電対部は
接着剤で覆われているので高い値を示すと考えるか又は接着剤が熱抵抗になり低い値を 示すのかは判断困難であった。今後計測上考慮すべきである。(6)RT内圧力の変化
リジェネバーナでの
RT
内圧力変化は-0.25~-1.08kPaであり、レキュバーナにお いても0~0.09kPa
であった。この結果から正常燃焼時RT
内圧の振幅、絶対値ともにRT
の強度計算で考慮する必要はない。1.4.3 試験結果の個別まとめ
(
1
) リジェネバーナ①
RT
長手温度分布リジェネバーナにおける
RT
上部温度分布はバーナが2台設けられている効果が表れて おり二重W
型の温度分布となっている。試験番号01-1
から09-2
に示す温度分布図で は2台のバーナ交播燃焼の1
サイクルのデータを示しているが、ほぼ同一の温度分布とな っている。しかし計測対象としたA
バーナ(上部バーナ)におけるRT
最初の直線部の温 度は全般に2段目より約20℃低い値となっている。これは、 RT
最上部の上は炉の天井に なっているため抜熱が大きいことと、他方2
段目以降では計測点がRT
間にあり抜熱が小 さいためと考えられる。本試験による温度差は炉温により変化しており図
1.4-2
に見られるように炉温が低く なると温度差が大きくなっている。なお全試験の平均温度差は70.9℃(σ=31.7)であっ
た。温度差
0 20 40 60 80 100 120 140
300 400 500 600 700 800 900 1000
炉温度(℃)
RT温度差(℃)
温度差
図
1.4-2 炉温度と RT
長手温度差図②
RT
円周温度分布円周方向の温度は
A
バーナ最初の直線部RT2~5(バーナフランジから 1213.5mm)
と
RTA4~7(フランジから 2013.5mm)の 2
ケ所の円周上4
ケ所(90度分割)で計測 した、RT2部での平均温度差は32.38℃(σ=7.59)最大 42.3℃、又 RTA4
部では平均22.09℃(σ=7.33)最大 32.6℃であった。
RT2
の部分ではRT15
の測定点側に冷却箱が設置されており、この箱に常温空気を流し てRT
の負荷としている。この結果非冷却側RT3
と冷却側RT5
で空気量に従った温度差 を生じるこの計測結果を図1.4-3
に示す。RT温度差(℃)
0 5 10 15 20 25 30 35
0 50 100 150 200
冷空気量(m3/Hr)
温度差(℃)
RT温度差(℃)
図
1.4-3 冷空気流量と RT3-RT5
温度差図③
RT
内部温度変化とRT
表面温度変化リジェネバーナは
20~30
秒毎にA
バーナとB
バーナが切り替えられて燃焼する。従って、RT内部の温度が
20~30
秒毎に大幅に変化する。この影響がRT
外表面温度 にどの程度表れるか測定した。測定はバーナ中心の覗き窓から熱電対をRT
内に長さを 決めて挿入した。内部温度は試験条件で変化するので内部温度変化は位置により異な る。本試験では各試験条件で内部温度変化が最大になる位置での温度差とこれに対応 したRT
外表面上部温度変化で整理した。この結果内部温度変化(振幅)の最大平均は
202.5℃、最大は 369℃であった。この
変化に対応したRT
表面温度変化(振幅)は平均2.5℃(σ=0.83)、最大 4℃であった。
この変化は
1
年間で50~90
万回発生することになるのでRT
の疲労に影響すると考え られるが本試験では検討できず、将来検討課題とした。また、RT内部と
RT
表面との温度差は平均237.5℃、最大 405℃が計測された。
④
RT
上部熱電対位置とその温度差燃焼安全上
RT
の最高温度の監視が望ましいが、熱電対寿命(交換の必要性)、RT
の熱膨張による位置変化からRT
へ熱電対の直接溶接、接触は難しい。そこで、本試 験ではRT
上の熱電対の位置を変えて溶接された熱電対との温度差を測定した。結果は図
1.4-4
で示す。
RT上距離と温度差
0 5 10 15 20 25 30 35 40 45 50
0 5 10 15 20 25
RT上距離(mm)
温度差(℃)、
温度差
図
1.4-4 RT
上熱電対位置と温度差図⑤
RT
内圧力全ての試験で計測された
RT
内圧力はー0.25からー1.08kPaの範囲であった。(2) レキュペレータ付バーナ
①
RT
長手温度分布レキュペレータ付バーナを従来型バーナの代表として本試験で実施した。
試験炉及び
RT
はリジェネバーナと同じ設備を使用してリジェネバーナと比較データ を採取した。RT
長手方向の温度は全般にバーナから排気に向かって右下がりの傾向を 示し従来型バーナと同じであった。全試験での長手方向温度差は平均112.04℃(σ=
24.5)であり、リジェネより平均で 41℃大きいがσはリジェネより 7℃良好であった。
本バーナも炉温により温度差が異なる傾向にあるため炉温で整理すると図
1.4-5
とな り特に600℃以上での温度差がリジェネより大きく双方向焚きとの差が出ている。
炉温とRT温度差
0 20 40 60 80 100 120 140 160
300 400 500 600 700 800 900 1000
炉温(℃)
RT温度差(℃)
温度差
図
1.4-5 炉温度と RT
長手温度差図② RT円周温度分布
円周方向の温度計測もリジェネバーナと同じ位置方法で実施した。RT2 部での平 均温度差は
34℃(σ=15.5)、最大 52.3℃、また RTA4
部では平均19.75℃(σ=9.6)
最大
34.5℃であった。冷却箱の影響は空気流量 22m3/Hr
で平均1.6℃、空気量 200m3/Hr
以上では35.8℃(σ=3.75)であった。
③
RT
内部温度とRT
表面温度本バーナはリジェネと異なり連続燃焼である従って
RT
内部とRT
表面の温度差の み計測した。最大温度差の平均は79℃、最大は 184℃とリジェネに比較して平均で
1/3、最大で 45%であった。火炎温度も低いと推定される。
④ RT上部熱電対位置とその温度差
溶接された熱電対との温度差は
0
mmで平均59.8
℃、10
mmで平均72
℃であった。⑤
RT
内圧力レキュバーナでの
RT
内圧力は0
から0.09
kPa
であった。(3) シングルエンドストレートバーナセラミック
RT
①RT
長手温度分布本バーナの試験はセラミック
RT
の構造上専用の試験炉で実施し冷却は空気を炉内 に直接吹き込む方法が採られている。従って、リジェネバーナと直接比較は出来ない ため相対比較となる。
RT
長手温度差はRT
長さが2mと短いが試験全体の平均で 203℃(σ=79.6)と平
均 σ共にリジェネより変化が大きい。また、炉温によるRT
温度差も図1.4-6 に
示されるように変化が大きい。
炉温とRT温度差
0 50 100 150 200 250 300
300 400 500 600 700 800 900 1000
炉温(℃)
RT温度差(℃)
RT温度差
図
1.4-6 炉温度と RT
長手温度差図②
RT
内部温度とRT
表面温度本バーナでは
RT
内部温度とRT
表面の温度差は平均302.2℃(σ=82.3)、最大 4
18℃であった。しかしながら本試験でのRT
内部温度はRT
内管の内側計測温度であ り、他のRT
の内部温度と条件が大幅に異なるため参考値とする。また、本試験から
RT
内管温度はRT
に比べ高温になるため、金属管でなくセラミック管の使用が適切である。
③
RT
上部熱電対とその温度差本試験では
10mm部の温度差が測定された。平均温度差は 65.8℃であった。
④
RT
接触熱電対と放射温度計温度本試験は炉体観察窓から
RT
表面を覗き計測された。計測点はRT6
熱電対とほぼ同じ 位置であり、RT6との差で評価された、放射温度計の放射率は1.0
から0.7
まで変化さ せた。結果を図1.4
-7
に示す。本試験ではRT6
表面にセラミック接着剤で貼り付け た熱電対温度に対し放射率1.0
でも高い温度を示した。セラミックチューブ 表面の放射温度計による測定 測定日:11月22日
測定位置 :基準から 1265.5mm, RT6=基準から 1200mm 測定器 :チノ 携帯型放射温度計、IR-AHS
測定温度範囲:600~3000℃、精度:±1%
ε:1.00~0.1
炉内温度(℃) 1002 763 502
燃焼量 % 100 50 30.3
空気比 1.17 1.23 1.5
冷却空気量(m3/h) 25.2 20.7 39.6
RT6 表面温度(℃) 1023 789 538
放射率 ε T1 T2 T3
1 1066 828 574
0.9 1079 838 618
0.8 1087 847 671
0.7 1110 860 737
RT6温度(℃) 1023 789 538
推定測定器放射率 1.4 1.32 1.1
放射率と温度
400 500 600 700 800 900 1000 1100 1200
0.6 0.8 1 1.2 1.4
放射率
温度(℃)
T1 T2 T3
図
1.4-7 RT6
部での放射温度計測定結果図1.5 試験結果
1.5.1
高性能工業炉用リジェネバーナラジアントチューブ試験結果 表1.5-1
~表1.5-14
に試験の測定データを示す。図
1.5-1
~図1.5-28
にチューブ表面温度分布と試験中の測定温度履歴を示す。表
1.5‐1 試験 01‐1
データ表1.データ
試験番号 01-1 試験日: 目標温度900℃
バーナ: REG 燃焼% 100 空気比 1.22 冷却空気 4.66%70.2m3/h
RT 表面温度(℃) 冷却箱 C-RTA4 RT内部 C-RT1 RT内部 RT上部温度
No A燃焼 B燃焼 A-B 温度 Max Min Max Min B-0 B-5 B-10
時間 13:45'36" 13:45'51" 49'26" 57'26" 57'50" 14:06'07"06'30" 13:43'37" 44'37"
Data No 360 376 591 1071 1095 1592 1615 242 302
炉内温度 899.3 899.4-0.1 899.5 892.1 891.6 893.9 894.1 900.0 899.2 4 RT1 956.1 955.1 1.0 955.3 941.7 941.9 949.5 949.5 956.3 954.7 5 RT2 956.5 954.9 1.6 962.5 947.4 947.7 956.9 957.0 964.0 957.6
RT3 972.3 969.9 2.4 970.1 954.0 954.3 964.0 963.6 973.0 969.2
RT4 988.6 986.3 2.3 986.1 969.7 969.7 982.0 981.5 988.4 985.3
RT5 967.9 966.2 1.7 965.2 953.2 953.8 964.3 964.4 965.8 964.1
6 RT6 955.0 953.8 1.2 953.6 938.4 938.5 946.9 946.8 955.3 953.3 8 RT7 941.6 940.7 0.9 939.0 925.4 926.0 933.9 934.4 941.1 939.6 9 RT8 979.6 978.5 1.1 977.9 959.1 959.8 970.9 971.1 980.4 978.1 10 RT9 981.9 981.3 0.6 980.6 963.1 963.9 975.3 975.5 982.0 980.8 11 RT10 961.2 961.2 0.0 960.3 944.8 945.1 951.9 952.3 961.4 961.0 12 RT11 982.5 983.3-0.8 981.6 963.7 964.8 975.9 976.6 982.3 982.9 13 RT12 979.3 980.6-1.3 978.5 960.2 961.7 974.2 975.1 979.2 980.3 14 RT13 958.8 962.4-3.6 958.9 941.5 944.1 951.9 954.1 959.5 962.4 15 RT14 973.8 975.3-1.5 973.3 953.8 955.0 966.7 967.4 974.3 975.8 16 RT15 979.8 981.6-1.8 979.8 959.9 961.4 972.4 973.3 980.5 982.0 17 RT16 972.9 973.9-1.0 972.9 956.5 957.1 963.2 963.7 973.2 974.3 1 RTA1 902.7 902.7 0.0 903.5 898.7 898.1 898.5 898.7 902.6 902.5 2 RTA2 938.9 939.3-0.4 939.2 928.7 928.8 933.2 933.7 938.9 939.1 3 RTA3 953.9 953.4 0.5 953.6 940.7 940.8 947.6 947.7 954.1 953.2 7 RTA4 948.0 946.4 1.6 946.6 931.8 931.7 940.6 940.0 948.0 945.8
RTA5 952.8 951.2 1.6 950.7 935.1 935.2 943.5 943.4 953.1 950.7
RTA6 977.2 974.1 3.1 974.9 957.6 956.9 968.1 966.7 977.4 973.6
RTA7 955.0 953.2 1.8 952.6 940.0 940.0 949.9 949.1 953.5 951.4
B1 929.5 933.1 941.7 930.5 930.3 938.7 939.9 941.3 931.0
C1 28.7 28.5 28.0 1089.2 975.8 1035.9 978.0 28.5 28.6
EX_A 189.5 259.1 201.0 195.9 256.8 193.7 257.1 197.5 238.1
EX_B 212.2 191.0 201.1 199.6 192.1 202.1 192.9 211.3 188.7
EX_T 292.5 294.9 297.4 294.4 296.5 296.5 298.0 293.1 289.6
冷却板 30.3 30.3 829.6 28.7 27.9 27.0 27.1 30.2 30.2
1) 炉内温度とRT温度差 : 56.5 ℃ (RT2+RT6)/2 -炉内温度=56.45
2) A-Bの最大値 : 3.6 ℃
3) RT5と冷却箱 温度差 : 135.6 ℃ 965.2-829.6=135.6
4) C-RTA4の温度差 : 113.4 ℃
C-RT1の温度差 : 57.9 ℃
5) RT2とB0の温度差 22.7 ℃
RT2とB10の温度差 : 26.6 ℃
B0とB10の温度差 : 3.9 ℃
6) CRTA4MaxとRTA4の温度差 : 157.4 ℃ CRT1MaxとRT1の温度差 : 86.4 ℃ 7) RT3とRT5の温度差(A燃焼) 4.4 ℃
10月26日