まえがき=近年,自動車などの輸送機分野における溶接 工程において,溶接品質の向上を図りつつ高効率化する ことにより,溶接構造品の低コスト化に対応しようとす る動きが顕著になりつつある。そこで,高速度溶接が可 能でかつ十分な溶着量を有するアーク溶接法が期待され ている。アルミニウム合金の溶接では,経済性,利便性 に優れた「ミグ溶接」への期待が高まっており,今後,
各種溶接構造物の生産工程において主流となっていくと 考えられる。しかしながらミグ溶接では,高効率化のた めの安易な高速度溶接化は,電流増大による溶湯の乱れ を生じさせ溶接継手品質を損なうため,通常では溶接速 度の上限は 1.5m/min 程度1)と考えられている。しかし,
最近では,ワイヤ送給系1)や給電部2)の改善により,更 なる高速度化が図られつつある。
更に高効率化の手段の一つとして,溶接電源メーカで は,1 トーチに 2 本のワイヤをもたせることで,高速度化 と安定性を併せもったダブルワイヤミグ溶接法を開発 し,電源制御技術の進歩により実用化が図られてきてい る3)。ここでは,タンデム方式(2 電源 2 ワイヤ)による ダブルワイヤミグ溶接を用いたアルミニウム合金材の溶 接を試み4),本溶接法の利点を明確にしたので報告する。
1.試験方法
ダブルワイヤミグ溶接は,アルミニウム押出形材など の直線状で長尺な溶接継手を高速度で溶接できる利点が あることから,供試材として JIS A6N01S-T5(3mm 厚のフ ラットバー)を用いた。
溶接機には,直流パルス制御のダブルワイヤミグ溶接 機(図 1)を用いて,溶接試験を行った。本溶接機は,
ワイヤ間距離が短い故に,アーク干渉によるスパッタの 発生や溶融池の乱れを抑制するため,先行と後行の電流 パルス波形の位相を 180 ゜ずらし,アークを交互に発生
させる方式が採用されている。
2.溶接評価結果
2.1 溶接施工条件の適正化
ダブルワイヤミグ溶接における高速度溶接の可能性に ついて,まず,従来法であるシングルワイヤミグ溶接と の比較を行った。このシングルワイヤミグ溶接には,ワ イヤ送給性に優れたプッシュプル方式のトーチを有する デジタル制御インバータ溶接電源を用いた。おのおのの 溶接法にて供試材の突合せ溶接を試み,可能な限り高速 度側で貫通溶込が得られる施工条件を追求した。その結 果,図 2に示すように,貫通溶込が得られる最も速い溶 接速度において,ダブルワイヤミグ溶接はシングルワイ ヤミグ溶接の約 2 倍となる 3m/min で溶接が可能である ことがわかった。
66 KOBE STEEL ENGINEERING REPORTS/Vol. 54 No. 2(Aug. 2004)
*アルミ・銅カンパニー 技術部
アルミニウム合金のダブルワイヤミグ溶接技術
Advantages of Double-wire MIG Welding for Aluminum Alloys
The double-wire MIG process enables high speed welding and has sufficient weld-bridging ability. This process is expected to be a new high efficiency joining technology in the future. In MIG welding, however, higher welding speeds generally produce molten pool turbulence which degrades weld quality. This paper focuses on advantages of double-wire MIG weld quality compared to single-wire MIG welds.
■溶接・接合技術特集 FEATURE : Welding and Joining Technologies
(技術資料)
松本 剛* Tsuyoshi Matsumoto
笹部誠二* Seiji Sasabe
図 1 ダブルワイヤミグ溶接の概要
Fig. 1 Components of double-wire MIG welding process
Power source Power source
そのダブルワイヤミグ溶接の施工条件については,更 に詳細な検討を行った。図 3には,溶接速度 3m/min を 適用したときの,先行(Master)および後行(Slave)の 各入熱量(単位長さ当たりの入熱量)の和および比率
(先行/後行)によって整理した溶込状況を示す。適正 な施工条件範囲は,入熱比率が 0.8 〜 1.4 の間となり,か つその比率が大きいほど,同等の溶込を得るための溶接 総入熱量は少なくて済むことがわかった。本結果から,
比率 1.4,すなわち先行の入熱量を後行の40%増しで設 定した場合は,比率 1.0 に比べて約10%の低入熱化が図 れることがわかった。溶接部における溶融因子として,
先行入熱は溶込深さなどの溶融形状の形成への寄与が大 きく,一方の後行入熱は,先行入熱によって形成された 溶融池を高速度溶接でも安定化する作用として働いてい
るものと推測される。
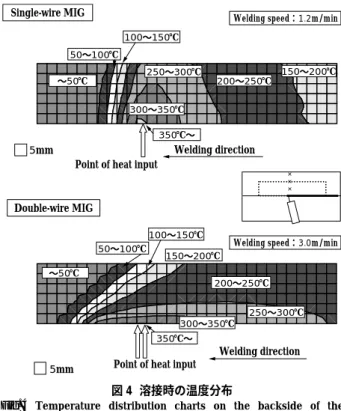
2.2 溶接部の温度分布
供試材の溶融状況を把握するため,溶接部近傍の温度 分布に着目し,高速度溶接時の特性について検証した。
供試材の裏面に溶接線と垂直方向に 5mm ピッチで熱電 対を設置し,溶接開始から終了までの各測定位置の温度 履歴を記録した。なお,用いた溶接条件は,溶接線裏面 に取付けた熱電対が溶融によって剥離することを防止す るため,貫通溶込直前の非貫通溶込とした。
図 4に,アーク裏面部およびその近傍における温度分 布を示す。析出硬化型合金である供試材において,安定 相βへの時効進行による軟化が懸念される約 300℃ の温 度域5)の幅方向の分布は,シングルワイヤミグ溶接では 約 20mm となっているのに対し,ダブルワイヤミグ溶接 の場合は 5mm 未満となっていた。冷却速度の影響も考 慮する必要があるが,少なくともダブルワイヤミグ溶接 では,溶接熱影響部による母材 T5 調質の軟化を抑制し,
結果として継手性能への悪影響を少なくする可能性があ るものと推測される。
なお,熱分布の形状に関し,ダブルワイヤミグ溶接で は溶融池を中心とした温度域の分布が,溶接線方向に楕 円状の広がりを見せているという特徴がある。このよう に,溶接熱は溶接線長手方向に伸張していることから,
その熱は幅方向に拡散するよりも溶接部の溶込方向(板 厚方向)に有効に作用し,結果として高速度下でも溶融 部の溶込が確保できたと同時に安定性を維持できたと考 えられる。
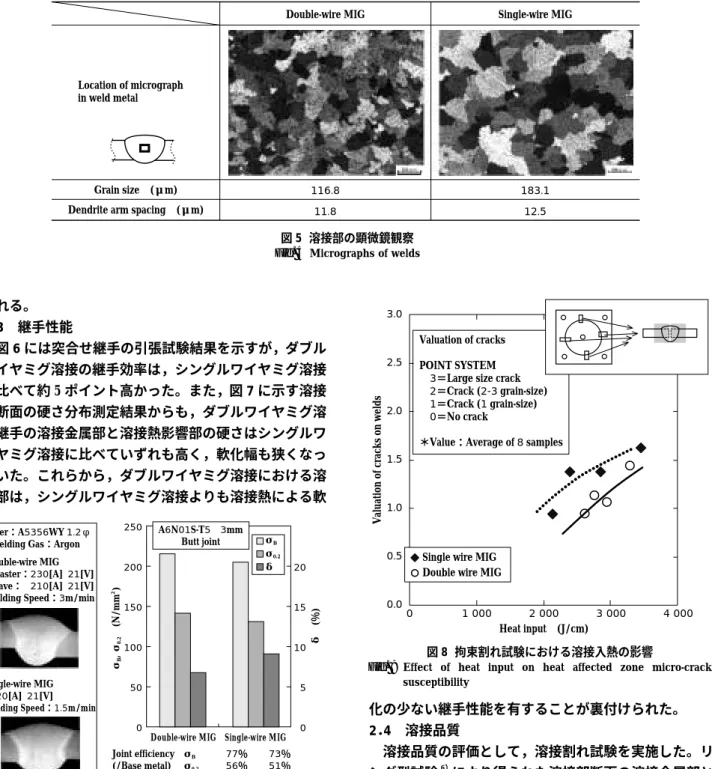
図 5には溶接金属部のミクロ組織を示すが,ダブルワ イヤミグ溶接部はシングルワイヤミグ溶接部に比べて結 晶粒が微細化されており,かつデンドライトアーム間隔
(DAS)も小さくなっていた。このことは,上述した溶 融効率の良さに起因する入熱の低減化によるものと推定
神戸製鋼技報/Vol. 54 No. 2(Aug. 2004) 67 図 2 溶接施工条件と溶接状況の関係
Fig. 2 Weld quality as functions of welding current and speed 600
500
400
300
200
100
1 2
Welding speed (m/min)
Welding current I (A)
3 4
Full penetration Partial penetration Poor quality weld Single-wire MIG
Double-wire MIG
(I[A]=Master[A]+Slave[A]) Material:JIS A6N01S -T5 3mm thickness
Filler:JIS A5356WY-1.2φ
図 3 ダブルワイヤミグ溶接施工条件と溶込状況
Fig. 3 Weld penetration vs. heat input factors in double-wire MIG welding
2.0 1.8 1.6 1.4 1.2 1.0 0.8 0.6 0.4 0.2 0.0
Balance of heat input ratio (Master/Slave)
Ⅰ:Full penetration [good weld]
Ⅱ:Partial penetration
Ⅲ:Poor quality weld (Burn through)
Ⅳ:Irreguler bead
Ⅴ:Poor quality weld (Poor shielding) Welding speed:3.0m/min
(Ⅳ) (Ⅰ) (Ⅱ)
(Ⅲ) (Ⅴ)
1.0 2.0
Total heat input (Master+Slave) (kJ/cm) Heat input=Current ×Voltage / Speed
3.0
図 4 溶接時の温度分布
Fig. 4 Temperature distribution charts on the backside of the workpiece
Single-wire MIG
Welding direction
Welding direction Point of heat input
Point of heat input Double-wire MIG
5mm
5mm
100〜150℃
100〜150℃
150〜200℃
50〜100℃
50〜100℃
〜50℃
〜50℃
350℃〜
350℃〜
200〜250℃
200〜250℃
250〜300℃
250〜300℃
300〜350℃
300〜350℃
150〜200℃
Welding speed:3.0m/min Welding speed:1.2m/min
される。
2.3 継手性能
図 6には突合せ継手の引張試験結果を示すが,ダブル ワイヤミグ溶接の継手効率は,シングルワイヤミグ溶接 に比べて約 5 ポイント高かった。また,図 7に示す溶接 部断面の硬さ分布測定結果からも,ダブルワイヤミグ溶 接継手の溶接金属部と溶接熱影響部の硬さはシングルワ イヤミグ溶接に比べていずれも高く,軟化幅も狭くなっ ていた。これらから,ダブルワイヤミグ溶接における溶 接部は,シングルワイヤミグ溶接よりも溶接熱による軟
化の少ない継手性能を有することが裏付けられた。
2.4 溶接品質
溶接品質の評価として,溶接割れ試験を実施した。リ ング型試験6)により得られた溶接部断面の溶接金属部と 溶接熱影響部を光学顕微鏡にて観察するとともに,各断 面で観察された最も大きい微小割れについて,定性的評 価を行った。その結果,溶接金属部にはいずれも割れは 認められないものの,母材溶接熱影響部には微小割れが 観察された。その微小割れの発生は図 8に示すように,
入熱量の低減により抑制できると同時に,ダブルワイヤ ミグ溶接の入熱低減効果以上に割れ抑制に効果があるこ とがわかった。これは,前述のように,その熱源形状が 母材熱影響部の割れ抑制に有効に作用したものと推定さ れる。
3.適用
以上,主に突合せ継手にて,ダブルワイヤミグ溶接の 特徴を明確にしてきた。しかし,今後自動車分野などに おいては,プレス加工品などを使った溶接構造を,重ね 溶接継手によって作製する事例が数多く想定される。そ
68 KOBE STEEL ENGINEERING REPORTS/Vol. 54 No. 2(Aug. 2004)
図 5 溶接部の顕微鏡観察 Fig. 5 Micrographs of welds
Double-wire MIG Single-wire MIG
11.8 12.5
116.8 183.1
Location of micrograph in weld metal
Grain size (μm) Dendrite arm spacing (μm)
図 8 拘束割れ試験における溶接入熱の影響
Fig. 8 Effect of heat input on heat affected zone micro-crack susceptibility
3.0
2.5
2.0
1.5
1.0
0.5
0.00 1 000 2 000
Heat input (J/cm)
Valuation of cracks on welds
3 000 4 000 Single wire MIG
Double wire MIG Valuation of cracks
POINT SYSTEM 3=Large size crack 2=Crack (2-3 grain-size) 1=Crack (1 grain-size) 0=No crack
*Value:Average of 8 samples
図 6 突合せ溶接継手の引張試験結果 Fig. 6 Tensile test results of butt welded joints
250
200
150
100
50
0
20
15
10
5
0 σB, σ0.2 (N/mm2)
Double-wire MIG Single-wire MIG Filler:A5356WY 1.2φ
Shielding Gas:Argon
Double-wire MIG Master:230[A] 21[V]
Slave: 210[A] 21[V]
Welding Speed:3m/min
Single-wire MIG 220[A] 21[V]
Welding Speed:1.5m/min
Joint efficiency (/Base metal)
σB 77% 73%
σ0.2 56% 51%
δ 45% 60%
δ (%)
σB σ0.2
δ A6N01S-T5 3mm
Butt joint
図 7 溶接部断面の硬さ分布 Fig. 7 Hardness distribution of welds
L=6mm HVmin.=67.5
L=9mm HVmin.=65.9 Single-wire MIG,
JIS A6N01S-T5 Butt welded joint
Double-wire MIG 120
100 80 60 40 20
00 5 10
Distance from weld center (mm)
HV 300g
*L:Distance from boundary for weld metal
15 20
Weld metal
の場合,高速度溶接だけでなく,組付け精度などが緩和 される接合法が望まれる。ダブルミグワイヤ溶接では,
図 9に示すように,施工条件を工夫することで,2mm の 隙間があっても 2m/min の高速度溶接にて安定的に接合 することができた。これは,2 本の溶加材供給によって,
十分な溶湯量が確保されるとともに,その溶湯が供試材 同士の結合時に巧く隙間を補充する作用が働いたためと 考えられる。
むすび= アルミニウム合金のダブルワイヤミグ溶接法 は,従来法のシングルワイヤミグ溶接法に比べて,単に
高速度溶接や溶湯量確保による工程の高効率化が図れる だけでなく,溶接熱影響が少なくなることにより,継手 の機械的性質の向上や溶接欠陥の抑制が図れる利点も把 握することができた。これは,熱源がより溶接線方向に 伸びた形状として作用し,溶接入熱を有効に溶融溶込に 作用させられたことによるものと推測される。
参 考 文 献
1 ) 向井康士:軽金属溶接.Vol.40, No.5(2002), p.219.
2 ) 堀田元司ほか:軽金属溶接.Vol.38, No.7(2000), p.303.
3 ) 溶接技術:2002 年 6 月号, p.63.
4 ) 松 本 剛 ほ か:軽 金 属 学 会 第 103 回 秋 期 大 会 講 演 概 要 集 ,
(2002), p.3.
5 ) 松田健二ほか:軽金属,Vol.50, No.1(2000), p.27.
6 ) K. P. Mudrack:Schwei β en und Schneiden, Vol.12(1960), p.45.
神戸製鋼技報/Vol. 54 No. 2(Aug. 2004) 69 図 9 隙間を有した重ねすみ肉溶接部断面例
Fig. 9 Cross-sectional micrograph of lap joint weld with 2mm opening 2mm
Master:240[A] 22[V]
Slave:200[A] 19[V]
Welding speed:2.0[m/min]
Filler:JIS A5356WY 1.2φ Material:JIS A6N01S -T5 3mm thickness