高温使用環境に適合した鉛フリー接合技術
廣瀬
明夫
†a)Lead-Free Joining Processes for High-Temperature Applications
Akio HIROSE
†a)あらまし エレクトロニクス実装の分野ではパッケージ内の接合に用いられている鉛リッチ高温はんだに代わ る鉛フリーの高温対応接合技術の早急な開発が要望されている.しかしながら,鉛フリー高温はんだについては, 実用可能な合金が見出されていないのが現状である.本論文では,従来のはんだ接合に代わる高温対応の鉛フ リー接合技術として金属間化合物化接合,金属ナノ粒子を用いた接合及び酸化物還元反応を利用した接合を取り 上げて,その接合機構と特徴,接合部の特性及び課題について述べる. キーワード 高温はんだ,実装,鉛フリー,ナノ粒子,酸化物還元
1.
ま え が き
EU
に お い て
2003
年 に 公 布 さ れ ,
2006
年 か ら
施 行 さ れ て い る
RoHS
(
Restriction of Hazardous
Substance
)指令により
[1]
,エレクトロニクス製品
の
Pb
フリー化が進められ,はんだを中心とする実装
材料についても一部の例外を除いて
Pb
フリー化が
達成されている.例外とされたのは,電子部品のパッ
ケージ内接合に用いられる高融点の
Pb
リッチ高温は
んだであり,
RoHS
指令の制定時には,代替材料が見
出されていなかったことから
2014
年まで適用が除外
されている.しかしながら,高温はんだについても
Pb
フリー化が要請されることが必須であり,代替材料の
開発が進められている.
一方,このような高融点で耐熱性の高い接合材料に
ついては,大電流を制御するパワー半導体のダイア
タッチメントへの適用も要望されている.特に
SiC
な
どの次世代パワーデバイスでは,その動作温度が高温
となるため,接合材料の耐熱性は
300
◦C
以上になる
ともいわれており,
Pb
フリー化のみならず,現状の
高温はんだよりも更に高耐熱で放熱性の高い接合材料
の探索も必要とされている.
このような背景により,
2000
年代初期からこれまで
†大阪大学大学院工学研究科,吹田市Graduate School of Engineering, Osaka University, 2–1 Yamadaoka, Suita-shi, 565–0871 Japan
a) E-mail: [email protected]
の間に高温使用環境に適用可能な
Pb
フリーの接合材
料や接合プロセスが種々提案されている.本論文では
これらについてレビューするとともに,最近国内外で
精力的に研究が進められている金属ナノ粒子を用いた
接合プロセスについて,筆者らの研究を中心に詳しく
述べる.
2.
高温鉛フリーはんだ接合
現行の高温はんだは
Sn-Pb
系の
Pb
リッチ組成の
合金であり,主として
Pb-5 mass%Sn
(溶融温度範
囲:
300
∼
314
◦C
)及び
Pb-10 mass%Sn
(溶融温度範
囲:
268
∼
301
◦C
)が用いられている
[2]
.鉛フリーの
高温はんだとしては,
Au-Sn
系,
Au-Ge
系,
Au-Si
系などの
Au
基はんだが実用化されており,特に
Au-20 mass%Sn
(共晶点:
280
◦C
)はんだが主として用い
られている.しかし,これらはいずれも
Au
リッチ組
成でありコスト面で幅広い適用は困難である.
より安価な
Pb
フリー高温はんだとして,
Zn-Al
系
と
Bi-Ag
系が検討されている
[3]
.
Zn-Al
系では
Zn-6 mass%Al
が共晶組成(共晶点:
381
◦C
)であり,
Mg
の微量添加によって
350
◦C
程度まで融点が降下するの
で,
Pb
フリー高温はんだの候補となり得るが,濡れ性
が悪いことや耐食性に問題があり,実用化には課題が
多い
[3]
.
Bi-Ag
系では
Bi-2.6 mass%Ag
はんだ(共晶
点:
262
◦C
)が候補となる合金であるが,
Bi
の熱伝導
率(
8 W/mK
)は
Pb-5 mass%Sn
はんだ(
35 W/mK
)
と比べて著しく劣るため,
Bi
リッチ組成のはんだは
図 1 Snと Ni-Fe 合金基材との接合部断面の反射電子像 (接合温度:240◦C,接合時間:30 min) Fig. 1 BE image of joint between Sn and Ni-Fe
al-loy substrate. (Bonding temperature: 240◦C, Bonding time: 30 min).
パワーデバイスのダイアタッチのような高放熱性が要
求される用途には適用が困難であると考えられてい
る
[3]
.
以上のように
Pb
リッチ高温はんだの代替となる鉛
フリーはんだの開発はいまだ実用化のレベルには到
達しておらず,溶融特性,濡れ性,耐熱性,機械的特
性,電気的特性及び放熱性など全ての特性を満足する
はんだ合金を見出すのは容易ではない.そこで,接合
材料には
Sn
(融点:
232
◦C
)あるいは
Sn
系合金を用
いて低温で接合し,接合時に
Sn
と電極の
Cu
や
Ni
と
を反応させることで接合部を金属間化合物化して,接
合後に高融点化と高耐熱化を達成するプロセスが提
案されている
[4]
∼
[8]
.金属間化合物としては
Cu-Sn
系
[4], [5], [7], [8]
あるいは
Ni-Sn
系化合物
[6]
が利用さ
れるが,いずれの化合物も硬くてもろいため,できる
だけ化合物層を薄く形成するとともに内部に欠陥を生
じないために接合時に圧力が付与される
[7], [8]
.ある
いは,接合層に形成した化合物間にわずかに
Sn
を残
留させることで強度,信頼性を確保する方策も採られ
ている
[5], [6]
.また,できるだけ短時間で接合部の化
合物化を達成するために
Cu
粉と
Sn
粉と混合する方
法
[5]
,
Cu
と
Sn
の多層薄膜を用いる方法
[8]
などが提
案されている.更に
Ni
基材に
Fe
を合金化することで
Sn
との反応を促進して急速な化合物化反応を実現す
ることができることが報告されている
[6]
.その接合部
を図
1
に示す.接合層は
(Ni, Fe)
3Sn
4で構成されて
おり化合物間にわずかに
Sn
が残留することで,
Sn
基
はんだ接合部と同等の接合強度が確保されている.
これらの接合プロセスでは
Sn
の融点
+
α
の温度で
接合が可能であり,接合後は金属間化合物の融点付近
まで安定な接合部が得られるため,従来の実装プロセ
スを適用しながら高耐熱の接合部が得られる利点があ
る.しかし,接合時間の短時間化,加圧の低減などの
接合プロセスの改善や接合部の耐衝撃性や長期安定性
の確保など更に解決すべき課題もある.
3.
金属ナノ粒子を用いた接合技術
物質の粒径がナノメートルサイズになると,比表面
積が著しく増加するため,バルク材料とは異なった特
性が現れる
[9]
∼
[11]
.その中で融点降下と低温焼結性
を利用して,ナノ粒子を接合材料として用いる新しい
接合プロセスが開発されている.本接合プロセスに関
しては
2000
年代初頭に筆者らのグループをはじめ国
内外で研究が開始され
[12]
∼
[15]
,現在までに多くの研
究者により多数の研究報告がなされている
[16]
∼
[27]
.
接合に用いられるナノ粒子は,表面を有機物で被覆
して凝集を防止し,独立分散させた有機
–
金属複合ナ
ノ粒子である.金属種としては,ナノ粒子生成の容易
さやコスト,耐酸化性などの観点から主に
Ag
ナノ粒
子が用いられるが,最近では
Cu
ナノ粒子の適用も行
われている.図
2
は
Ag
ナノ粒子の加熱過程の各温度
で冷却してその焼結過程を観察した結果である
[28]
.
200
◦C
を超えると有機殻の分解に伴ってナノ粒子の
焼結が開始し,温度の上昇とともに焼結と粒の粗大
化が進行する.
300
∼
400
◦C
でほぼバルク状に焼結し
500
◦C
では数
μm
程度に粗大化した多結晶組織となっ
た.この結果から,このナノ粒子を接合材料として用
いることで,
300
◦C
程度の温度から接合が可能であ
ることが示唆される.接合プロセスは図
3
に示すよう
に,ナノ粒子をペースト化して接合面に塗布し加熱す
ると,有機殻が分解してナノ粒子の低温焼結機能が発
現する.接合温度で保持することで粒子同士の焼結と
ともにナノ粒子の被接合材への接合も進行し,最終的
にバルク化した
Ag
焼結層を介して金属同士の接合が
達成される.すなわち,本接合プロセスでは,有機保
護層の分解をトリガとして接合が開始する.
ナノ粒子を用いた接合プロセスでは,ナノ粒子のも
つ高い表面エネルギーによりナノ粒子同士が低温で焼
結するだけでなく,バルク材料である被接合材との接
合も低温で達成されるため金属同士の接合が可能とな
る.図
4
は
Au
めっきした
Cu
試験片を有機
–Ag
複合
ナノ粒子を用いて
250
◦C
で接合したときの焼結
Ag
と
Au
の接合界面での透過型電子顕微鏡(
TEM
)による
格子像を示す
[28]
.この温度で
Ag
ナノ粒子は焼結し
ておりまた
Au
めっき層とも接合が達成されているこ
図 2 有 機–Ag 複 合 ナ ノ 粒 子 の 加 熱 に よ る 焼 結 過 程 , (a)初期状態,(b) 250◦C,(c) 300◦C,(d) 400◦C, (e) 500◦C
Fig. 2 Sintering of metallo-organic Ag nanoparticles during heating, (a) Initial state, (b) 250◦C, (c) 300◦C, (d) 400◦C, (e) 500◦C.
図 3 ナノ粒子を用いた接合プロセスの模式図 Fig. 3 Schematic illustration showing bonding process
using Ag metallo-organic nanoparticles.
とが分かる.また,
Ag
は
Au
めっき層と同一の結晶
方位をもって整合性の高い界面を形成している.
Ag
と
Au
との相互拡散はほとんど生じておらず,
Ag
は
250
◦C
という低温,固相状態でバルク状の
Au
との間
でヘテロエピタキシアル構造を形成して焼結し,接合
が達成されることが分かった.
この接合過程を,分子動力学(
MD
)を用いたシミュ
図 4 有機–Ag 複合ナノ粒子による Au めっき Cu 接合試 験片の 250◦Cにおける Ag/Au 界面の格子像 Fig. 4 Lattice image of Ag/Au interface in Au platedCu joint bonded using Ag metallo-organic nanoparticles at 250◦C.
図 5 Agナノ粒子(粒子径:4 nm)と Au 基材(表面: (011)面)との接合過程の MD シミュレーション (接合温度:250◦C),(a) 初期,(b) 40 ps 後 Fig. 5 MD simulation representing sintering of Ag
nanoparticles (diameter: 4 nm) to Au sub-strate (surface: (011) plane) at 250◦C, (a) ini-tial state, (b) after 40 ps.
レーションにより再現した結果を図
5
に示す
[29]
.こ
れは
4 nm
の銀ナノ粒子
2
個を
Au
基板(
(011)
表面)
上に配列して
250
◦C
に保持した場合の結果である.ナ
ノ粒子間では即座に焼結が進行するが,
Au
基板に対
してもナノ粒子中の
Ag
原子は基板上に濡れ広がるよ
うに再配列するとともに,粒子間の空孔にも原子が充
てんされ,いずれも
Au
と同一方位に配列して,極め
て短時間(
40 ps
)でエピタキシアル層を形成すること
が示された.また,
Au
と
Ag
の間でほとんど相互拡
散が生じていないことも,図
4
に示した観察結果と整
合している.このように本接合法では,ナノ粒子の大
きな比表面エネルギーを駆動力として,ナノ粒子同士
の焼結とともにバルク金属との接合も低温で達成され
ることが特徴である.
図
6
は銅試験片の場合の
250
◦C
における接合界面
の格子像を示す.
Ag
ナノ粒子は
Cu
基材に対しても格
子レベルで整合性の高い界面構造を有して接合してい
るが,
Au
基材の場合とは違って,両者の結晶方位は
図 6 有機–Ag 複合ナノ粒子による Cu 接合試験片の 250◦Cにおける Ag/Cu 界面の格子像 Fig. 6 Lattice image of Ag/Cu interface in Cu joint
bonded using Ag metallo-organic nanoparti-cles at 250◦C.
図 7 金属の酸化物生成標準自由エネルギーと温度の関係 Fig. 7 Standard free energy values of oxide formation
for various metals.
異なっている.これは,
Au
の格子定数(
0.4079 nm
)
は
Ag
(
0.4086 nm
)とほぼ等しいが,
Cu
の格子定数
(
0.3615 nm
)は
Ag
と大きく異なっているためである.
ここで,
Cu
基材の場合は
Au
基材と違って,接合
前の表面に自然酸化膜が存在しており,これが接合の
阻害要因となる.しかし,図
6
に示した格子像からは
Ag
と
Cu
の界面で酸化皮膜は存在せず,
Ag
と
Cu
は
直接接合している.
Cu
表面に存在した自然酸化膜は,
Ag
ナノ粒子の有機殻の分解過程で還元・除去された
と考えられる
[18], [30]
.図
7
に主な金属の酸化物生成
標準自由エネルギーと温度の関係を示す.
250
◦C
以上
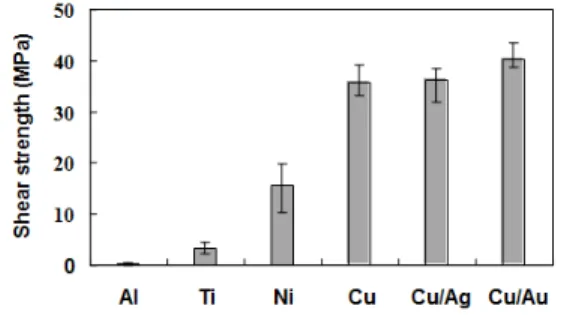
図 8 有機–Ag 複合ナノ粒子による各種金属の接合強度(接 合温度:300◦C,接合時間:5 min,加圧力:5 MPa) Fig. 8 Shear strength of various metals jointsus-ing Ag metallo-organic nanoparticles, bond-ing temperature: 300◦C, bonding time: 5 min, bonding pressure: 5 MPa.
の温度域では,
Cu
酸化物は
C
で還元可能であること
が分かる.これより有機物の分解過程で生じた
C
によ
り
Cu
表面の酸化物が還元されたと推定される.この
ことから,
Cu
より酸化物の標準生成自由エネルギー
の大きな金属は,接合過程で酸化物が還元されるた
め,
Ag
ナノ粒子との直接接合が可能であると考えられ
る.図
8
に実際に各種金属を接合した場合の接合強度
を比較して示す
[18], [30]
.なお,
Cu/Ag
及び
Cu/Au
は
Cu
試験片に
Ag
及び
Au
をめっきして用いている.
Ag
,
Au
及び
Cu
接合継手の接合強度はほぼ同等であ
り,
Ni
,
Ti
,
Al
の順で酸化物が安定になるほど接合
強度は低下している.特に
Ti
及び
Al
ではほとんど接
合が達成されていないことから,
C
による表面酸化物
還元作用が接合に寄与していることが裏づけられる.
以上のように有機
–Ag
複合ナノ粒子を用いた接合で
は,有機保護層の分解を契機として接合が開始するた
め,接合の低温化のためにはより低温で有機殻が分解
するナノ粒子を用いる必要がある.また,有機殻の分
解により生成した有機成分は,接合面の酸化物を除去
する作用があるが,一方では粒子の焼結を妨げ接合の
阻害要因となるため,できるだけ有機物含有量の少な
いナノ粒子が接合用途には有利である.このように,
有機
–Ag
複合ナノ粒子の有機成分含有量,有機殻とナ
ノ粒子との結合力,分解温度などが接合性に大きく影
響するため,接合に適した特性を有するナノ粒子を用
いることが必要である.このようなナノ粒子の開発に
はコストを要し,またその製造,量産のための設備も
必要であるため,一般に有機
–Ag
複合ナノ粒子は高価
であり,はんだ接合の代替として用いる場合に,コス
トの面で課題がある.
4.
酸化物還元反応を利用した接合技術
前章で述べた有機
–
銀複合ナノ粒子の問題を解決す
るため,守田ら及び筆者らのグループでは,より簡便
にナノ粒子の機能を利用する接合法として,安価な酸
化銀粒子を用いて,その還元反応を接合時に誘起し,
Ag
ナノ粒子をその場生成して接合するプロセスを提
案している
[31]
∼
[40]
.
酸化銀は平衡的には
160
◦C
以上で自発的に還元し
て
Ag
になる.しかし,連続加熱の場合は,酸化銀
の還元には,より高温までの加熱を要する.図
9
に
10
◦C/min
で酸化銀を加熱し,
400
◦C
及び
500
◦C
で
急冷した試料の
X
線回折結果を示す.
400
◦C
の
X
線
回折からは酸化銀のみが存在しているが,
500
◦C
で
は酸化銀は消失して
Ag
のみとなる.このことから,
10
◦C/min
の加熱速度で酸化銀を還元するためには
図 9 酸化銀粒子を 10◦C/minで加熱し各温度で冷却後 の X 線回折結果Fig. 9 X-ray diffraction patterns of silver oxide sub-jected to quenching at various temperatures upon heating with 10◦C/min.
図 10 酸化銀粒子とトリエチレングリコール混合ペース トを 10◦C/minで加熱し各温度で冷却後の X 線 回折結果
Fig. 10 X-ray diffraction patterns of mixing paste of silver oxide and triethylene glycol subjected to quenching at various temperatures upon heating with 10◦C/min.
400
◦C
以上の加熱が必要であることが分かる.一方,
酸化銀に還元性の溶剤を添加すると,酸化銀の還元反
応を促進することができる.図
10
は酸化銀にトリエ
チレングリコール(
TEG
)を添加して加熱したときの
急冷試料の
X
線回折結果である.この場合は
160
◦C
で酸化銀が消失して
Ag
に還元されている.還元剤添
加によって酸化銀のみの場合に比べて,
300
◦C
近く還
元温度を低温化できることが分かる
[36]
.
酸化銀を還元溶剤によって低温で還元した場合には,
図
11
に示すようにナノサイズの
Ag
粒子が生成する.
この
Ag
ナノ粒子は有機殻を有しないため即座に焼結
して粒成長し,図
12
に示すように
250
◦C
までの加熱
で
Ag
の焼結層を形成する.このことから,酸化銀と
還元溶剤を混合したペーストを接合材料として用いる
ことで,低温で酸化銀の還元反応を誘起し,その場生
成した
Ag
ナノ粒子によって焼結接合が実現できると
考えられる.
図 11 酸化銀粒子とトリエチレングリコール混合ペース トを 130◦Cまで加熱後冷却した試料の TEM 観 察結果Fig. 11 TEM image of mixing paste of silver oxide and triethylene glycol subjected to quench-ing at 130◦C upon heating.
図 12 酸化銀粒子とトリエチレングリコール混合ペース トを 250◦Cまで加熱後冷却した試料において形成 した Ag 焼結層の SEM 観察結果
Fig. 12 SEM image of sintered Ag layer formed in mixing paste of silver oxide and triethylene glycol subjected to quenching at 250◦C upon heating.
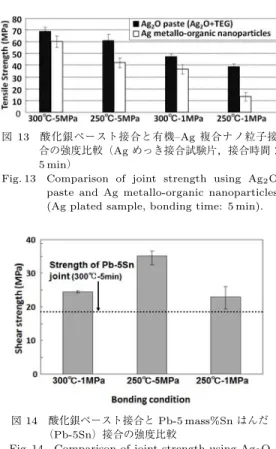
図 13 酸化銀ペースト接合と有機–Ag 複合ナノ粒子接 合の強度比較(Ag めっき接合試験片,接合時間: 5 min)
Fig. 13 Comparison of joint strength using Ag2O paste and Ag metallo-organic nanoparticles (Ag plated sample, bonding time: 5 min).
図 14 酸化銀ペースト接合と Pb-5 mass%Sn はんだ (Pb-5Sn)接合の強度比較
Fig. 14 Comparison of joint strength using Ag2O paste and Pb-5Sn.
図
13
は酸化銀ペーストを用いた接合継手の強度を
種々の接合条件について,有機
–Ag
複合ナノ粒子を用
いた場合と比較して示す.いずれの接合条件でも酸化
銀ペーストを用いた場合の方が高強度であり,接合温
度が低くなるほどまた加圧力が小さくなるほど両者の
強度差が大きくなった.接合温度
250
◦C
,接合加圧
力
1 MPa
の条件では,酸化銀ペースト接合継手は有
機
–Ag
複合ナノ粒子接合継手の
3
倍程度の強度が得ら
れた.これは酸化銀ペーストを用いた接合では,
Ag
ナノ粒子の周囲には有機殻が存在しないため低温で生
成したナノ粒子が即座に焼結して接合に寄与するため
と考えられる.有機
–Ag
複合ナノ粒子接合では,有機
殻の分解,除去のために一定温度以上の加熱が必要で
あり,低温接合のためには,有機成分含有量や有機殻
の分解温度を更に最適化する必要がある.
図
14
は酸化銀ペースト接合継手のせん断強度を従
来の
Pb
リッチ高温はんだ(
Pb-5 mass%Sn
)継手強
度と比較して示す.いずれの接合条件でも
Pb
リッ
チ高温はんだ継手の強度を上回る接合強度が得られ
た
[34], [37]
.
図 15 各種酸化銀ペーストを用いた継手の強度比較(Au めっき接合試験片,加圧力:5 MPa)Fig. 15 Tensile strength of joints using various Ag2O pastes (Au plated sample, bonding pressure: 5 MPa).
ま た ,接 合 部 の 電 気 抵 抗 に 関 し て は ,
250
◦C
・
1 MPa
での
Ag
焼結部の抵抗率は約
16
μΩ
・
cm
で
あり,
Pb-5 mass%Sn
の
20
μΩ
・
cm
より低抵抗率で
ある
[34], [37]
.バルクの純銀の抵抗率は
1.6
μΩ
・
cm
であるので,
Ag
焼結部の抵抗率はかなり大きいが,こ
れは接合部が焼結体でありボイドが残留するためであ
る.したがって,加圧力を
5 MPa
と大きくすること
で抵抗率を
1/7
程度に減少させることが可能である.
次に,パワーデバイスのダイアタッチへの適用におい
ては接合部の放熱性が重要であるが,酸化銀ペースト
を用いて作製したパワー半導体モジュールの熱抵抗は
約
0
.12
◦C/W
であり,従来の
Pb-5 mass%Sn
はんだ
モジュールの約
0
.15
◦C/W
より約
20%
向上すること
が分かっている
[35]
.このように接合強度,電気的特
性,放熱性の観点から,酸化銀ペーストを用いた接合
は,鉛リッチ高温はんだを用いた接合に代替できる可
能性を有しているといえる.
ここで,酸化銀ペーストを用いた接合では,還元溶
剤が接合性に大きな影響を及ぼすと考えられる.そ
こで,直鎖の長さが異なる
4
種類のポリエチレング
リコール系溶剤について接合性に及ぼす影響を比較
した
[39]
.これらは,ジエチレングリコール(
DEG
)
,
トリエチレングリコール(
TEG
),ポリエチレング
リコール
200
(
PEG200
)及びポリエチレングリコー
ル
400
(
PEG400
)であり,分子量は
DEG
が
106.12
,
TEG
が
150.17
,
PEG200
が
190
∼
210
,
PEG400
が
350
∼
420
である.図
15
に接合温度を変化させて接
合した各酸化銀ペーストの強度を比較して示す
[39]
.
150
◦C
ではいずれのペーストを用いても接合が達成
されなかった.
175
◦C
以上の条件ではいずれのペー
ストを用いても接合が達成されたが,
DEG
を最高強
度とし,
TEG
,
PEG200
,
PEG400
と
PEG
の直鎖
が長くなるにつれ強度が低下した.また,
175
◦C
で
は
DEG
のみが他のペーストと比べ
10 MPa
以上高
強度を示し,低温条件における優位性が確認された.
いずれの酸化銀ペーストも
100
∼
150
◦C
で酸化銀の
還元反応が生じたが,分子量の大きい
PEG200
及び
PEG400
では反応後に有機成分が高温まで残留し接合
を阻害することが分かった.
DEG
と
TEG
ではこの
ような有機成分の残留はなく良好な接合性が得られた
が,
DEG
の方が
120
∼
130
◦C
の低温でのナノ粒子生
成量が多いことが分かった
[39]
.すなわち,低温から
生成したナノ粒子の高い焼結駆動力のために,
200
◦C
以下での接合性が
TEG
より優れていたと考えられ
る.このように本接合プロセスでは還元溶剤の選定
が重要であり,還元力,還元温度及び蒸発,分解温度
の観点から用途に応じた最適な溶剤の選定が必要で
ある.
5.
む す び
本論文で述べたように,鉛リッチ高温はんだ接合を
代替する
Pb
フリー高温対応接合技術については,多
くのアプローチが行われているが,いまだに確立され
たものはない.しかし,その困難さのゆえに,金属間
化合物化接合,ナノ粒子接合,酸化物還元接合など新
しい発想に基づく接合技術が生み出されている.これ
らは,従来のはんだ接合では得られない機能や特性を
有する次世代の接合技術としての可能性を秘めている
といえる.今後更に実用化に向けて研究・開発進めて,
マイクロ接合,実装分野におけるブレークスルーとな
る接合技術として発展することを期待したい.
謝辞 本論文に引用した筆者らの研究成果は,各文
献に共著者として記載の共同研究者,研究室のスタッ
フ,学生諸君とともになし得た成果であり心からの謝
意を表したい.また,研究成果の一部は,文部科学省
グローバル
COE
プログラム「構造・機能化先進材料
デザイン教育研究拠点」並びに科学研究費補助金の支
援のもとに実施した.
文
献
[1] Official Journal of the European Union, L37/19-L37/23, L37/24-L37/38, Feb. 2003.
[2] K. Suganuma, S.-J. Kim, and K.-S. Kim, “High-temperature lead-free solders: properties and pos-sibilities,” JOM J Miner Met Mater Soc, vol.61, pp.64–71, 2009.
[3] V. Chidambaram, J. Hattel, and J. Hald, “High-temperature lead-free solder alternatives,” Microelec-tron Eng, vol.88, pp.981–989, 2011.
[4] 井出英一,柳川博人,今村武史,廣瀬明夫,小林紘二郎, “Sn-Sb系高温鉛フリーはんだにおける Cu との界面反応 の基礎的検討,”第 12 回マイクロエレクトロニクスシンポ ジウム論文集,pp.143–146, Oct. 2002. [5] 池田 靖,岡本正英,長谷川永悦,加藤力弥,“Cu 粉/Sn 粉複合ペーストを用いた接続の検討,”第 11 回エレクト ロニクスにおけるマクロ接合・実装技術シンポジウム論文 集,vol.11, pp.229–232, Feb. 2005. [6] 尾崎英樹,山本孝志,廣瀬明夫,小林紘二郎,石尾雅昭, 塩見和弘,橋本彰夫,“Sn-Ag はんだと基板材料との急 速化合物化反応によるマイクロ接合部高融点化に関する 研究,”第 12 回エレクトロニクスにおけるマクロ接合・ 実装技術シンポジウム論文集,vol.12, pp.149–154, Feb. 2006. [7] 堀口広貴,木村裕二,勝部彰夫,高見和憲,弘田実保, “Cu-Sn合金を用いた気密封止技術の開発,”第 15 回エレ クトロニクスにおけるマクロ接合・実装技術シンポジウム 論文集,vol.15, pp.287–292, Feb. 2009. [8] 田中篤志,宮崎高彰,西岡智志,松嶋道也,福本信次,藤本 公三,“Cu/Sn 多層薄膜を用いた銅の液層拡散接合プロ セス,”第 16 回エレクトロニクスにおけるマクロ接合・ 実装技術シンポジウム論文集,vol.16, pp.165–170, Feb. 2010.
[9] R. Kubo, “Electronic properties of small metallic par-ticles,” Phys. Lett., vol.1, pp.49–50, 1962.
[10] M. Takagi, “Electron-diffraction study of liquid-solid transition of thin metal films,” J. Phys. Soc. Jpn., vol.9, pp.359–363, 1954.
[11] J.R. Groza and R.J. Dowding, “Nanoparticulate materials densification,” NanoStructured Materials, vol.7, pp.749–768, 1996.
[12] 井出英一,安形真治,廣瀬明夫,小林紘二郎,“銀ナノ粒 子を用いた実装プロセスの基礎的検討,”第 13 回マイクロ エレクトロニクスシンポジウム論文集,エレクトロニクス 実装学会,pp.96–99, Oct. 2003.
[13] E. Ide, S. Angata, A. Hirose, and K.F. Kobayashi, “Metal-metal bonding process using Ag metallo-organic nanoparticles,” Acta Materialia,, vol.53, pp.2385–2393, 2005.
[14] K.S. Moon, H. Dong, R. Maric, S. Pothukuchi, A. Hunt, Y. Li, and C.P. Wong, “Thermal behavior of silver nanoparticles for low-temperature interconnect applications,” J. Electron. Mater, vol.34, pp.168–175, 2005.
[15] J.G. Bai, J. Yin, Z. Zhang, G.Q. Lu, and J.D. Wyk, “High-temperature operation of SiC power devices by low-temperature sintered silver die-attachment,” IEEE Trans. Adv. Packag., vol.30, pp.506–510, 2007. [16] 井出英一,廣瀬明夫,小林紘二郎,“銀ナノ粒子を用いた 高温対応鉛フリー接合プロセス,”材料,vol.54, pp.999– 1004, 2005.
of bonding condition on bonding process using Ag metallo-organic nanoparticles for high temperature lead-free packaging,” Materials Transactions, vol.47, pp.211–217, 2006.
[18] E. Ide, S. Angata, A. Hirose, and K.F. Kobayashi, “Bonding of various metals using Ag metallo-organic nanoparticles — A novel bonding process using Ag metallo-organic nanoparticles,” Mater. Sci. Forum, vol.512, pp.383–388, 2006.
[19] T. Morita, E. Ide, Y. Yasuda, A. Hirose, and K.F. Kobayashi, “Study on bonding technology using silver nanoparticles,” Jpn. J. Appl. Phys., vol.47, pp.6615–6622, 2008. [20] 小中洋輔,武田直也,小椋 智,井出英一,守田俊章,廣瀬 明夫,“銀ナノ粒子接合における接合性に及ぼす粒径効果 の影響,”第 16 回エレクトロニクスにおけるマイクロ接 合・実装シンポジウム論文集,vol.16, pp.135–140, Feb. 2010. [21] 長岡 亨,森貞好昭,福角真男,柏木行康,山本真理,中許 昌美,吉田幸雄,垣内宏之,松村慎亮,“銀および銅ナノ 粒子を用いた低温接合プロセスの検討,”第 14 回エレク トロニクスにおけるマイクロ接合・実装シンポジウム論文 集,vol.14, pp.191–194, Feb. 2008. [22] 福角真男,長岡 亨,森貞好昭,柏木行康,山本真理,中許 昌美,“銀–銅混合ナノ粒子ペーストを用いた接合プロセス の検討,”第 16 回エレクトロニクスにおけるマイクロ接 合・実装シンポジウム論文集,vol.16, pp.111–114, Feb. 2010. [23] 舟木達弥,山本孝志,高見和憲,堀 良嗣,弘田実保,“Al 電極/Ag ナノ粒子接合によるフリップチップ技術の開発,” 第 15 回エレクトロニクスにおけるマイクロ接合・実装シ ンポジウム論文集,vol.15, pp.179–184, Feb. 2009. [24] 松林 良,岩黒弘明,丸山 稔,小松 晃,雄磯田正二, “銀ナノ粒子ペーストを用いた焼結接合と半導体接合へ の適用,”第 15 回エレクトロニクスにおけるマイクロ接 合・実装シンポジウム論文集,vol.15, pp.185–188, Feb. 2009.
[25] T.G. Lei, J.N. Calata, G.Q. Lu, X. Chen, and S. Luo, “Low-temperature sintering of nanoscale silver paste for attaching large-area (> 100 mm2) chips,” IEEE
Trans. Compon. Packag. Technol., vol.33, pp.98–104, 2010. [26] 平野智章,西川 宏,竹本 正,寺田信人,“Cu ナノ粒子 継手の接合性に及ぼす雰囲気の影響,”第 17 回エレクトロ ニクスにおけるマイクロ接合・実装シンポジウム論文集, vol.17, pp.95–98, 2011. [27] 平塚大祐,佐々木陽光,十河敬寛,栂 嵜隆,“銀ナノ粒 子を用いた高信頼性ダイボンド技術,”第 17 回エレクトロ ニクスにおけるマイクロ接合・実装シンポジウム論文集, vol.17, pp.111–116, 2011.
[28] Y. Akada, H. Tatsumi, T. Yamaguchi, A. Hirose, T. Morita, and E. Ide, “Interfacial bonding mech-anism using silver metallo-organic nanoparticles to bulk metals and observation of sintering behavior,” Mater. Trans., vol.49, pp.1537–1545, 2008.
[29] T. Ogura, M. Nishimura, H. Tatsumi, N. Takeda, W. Takahara, and A. Hirose, “Evaluation of interfacial bonding utilizing Ag2O-derived silver nanoparticles using TEM observation and molecular dynamics sim-ulation,” The Open Surface Science Journal, vol.3, pp.55–59, 2011. [30] 廣瀬明夫,“銀ナノ粒子を用いた接合技術—高温はんだ代替 接合への適用,”溶接学会誌,vol.76, pp.162–166, 2007. [31] 守田俊章,井出英一,保田雄亮,赤田裕亮,廣瀬明夫,“酸 化銀粒子を用いた接合技術,”第 14 回エレクトロニクス におけるマイクロ接合・実装シンポジウム論文集,vol.14, pp.185–190, 2008.
[32] T. Morita, Y. Yasuda, E. Ide, and A. Hirose, “Bond-ing technique us“Bond-ing micro-scaled silver-oxide particles for in-situ formation of silver nanoparticles,” Materi-als Transaction, vol.49, pp.2875–2880, 2008. [33] T. Morita, Y. Yasuda, E. Ide, and A. Hirose,
“Di-rect bonding to aluminum with silver-oxide mi-croparticles,” Materials Transactions, vol.50, no.1, pp.226–228, 2009. [34] 武田直也,巽 裕章,赤田裕亮,小椋 智,井出英一,守田 俊章,廣瀬明夫,“酸化銀マイクロ粒子を用いた銀ナノ粒 子その場生成による新接合法,”第 15 回エレクトロニク スにおけるマイクロ接合・実装技術シンポジウム論文集, vol.15, pp.195–200, 2009. [35] 守田俊章,保田雄亮,井出英一,廣瀬明夫,“酸化銀マイ クロ粒子を用いた接合技術,”エレクトロニクス実装学会 誌,vol.12, pp.110–113, 2009.
[36] A. Hirose, H. Tatsumi, N. Takeda, Y. Akada, T. Ogura, E. Ide, and T. Morita, “A novel metal-to-metal bonding process through in-situ formation of Ag nanoparticles using Ag2O microparticles,” J. Physics: Conference Series (JPCS), vol.165, 012074, 2009.
[37] N. Takaeda, H. Tasumi, Y. Akada, T. Ogura, E. Ide, T. Morita, and A. Hirose, “A novel metal-to-metal bonding process utilizing low-temperature sinterbil-ity of Ag2O-derived Ag nanoparticles,” Proc. ICEP 2009, pp.760–765, 2009. [38] 守田俊章,保田雄亮,井出英一,廣瀬明夫,“マイクロメー トルサイズの酸化銀粒子を用いた高温環境向け鉛フリー接 合技術の開発,”まてりあ,vol.49, pp.20–22, 2010. [39] 柳下朋大,小椋 智,廣瀬明夫,“酸化銀ペーストを用い た銀ナノ粒子その場生成接合プロセスにおけるポリエチレ ングリコールの影響,”第 17 回エレクトロニクスにおけ るマイクロ接合・実装技術シンポジウム論文集,vol.17, pp.105–110, 2011.
[40] A. Hirose, N. Takeda, Y. Konaka, H. Tatsumi, Y. Akada, T. Ogura, E. Ide, and T. Morita, “Low tem-perature sintering bonding process using Ag nanopar-ticles derived from Ag2O for packaging of high-temperature electronics,” Mater. Sci. Forum, vol.706-709, pp.2962–2967, 2012.