二軸押出機内での樹脂混練挙動の可視化観察
― 嵩密度から考察する可塑化現象 ―
Visualization Experiment for Kneading Behavior of Polymer in Twin Screw Extruder
― Effect of Bulk Density on Plasticizing Phenomenon ―
重石 高志
* 博士(工学)富山 秀樹
*竹内 貴季
*Takashi Shigeishi Dr. Hideki Tomiyama
Takahide Takeuchi
*:広島研究所
Hiroshima Research Laboratory
In order to observe the plasticizing behavior of the polymer resin in the twin screw extruder, experiments were performed using the visualization barrel. Further, the bulk density of the polymer around the plasticization zone in the extruder was estimated by measured pressure and temperature of the polymer resin. We considered the plasticizing behavior based on the estimated bulk density and the visualization analysis. As the results, it was suggested that the plasticizing was initiated when the bulk density exceed the threshold value.
Synopsis
二軸押出機内での樹脂原料の可塑化挙動を観察することを目的とし、可視化シリンダを用いた実験を行った。同時に内 部圧力と内部樹脂温度の測定を行い、これらの結果から二軸押出機内部の可塑化部周辺における樹脂原料の嵩(かさ) 密度変化を推算した。推算値と可視化観察結果から、二軸押出機内での可塑化挙動を考察した。その結果、二軸押出機 内では、嵩密度がしきい値を超えることで可塑化が開始されることが示唆された。要 旨
1. 緒 言
二軸押出機はコンパウンド分野で多く用いられており、そ こでは二軸押出機の特徴ともいえる高い混練性能が活かさ れるプロセスが多く、多種複合材や高能力押出への適用事 例が年々増加している。ただ、これらコンパウンディングで は、原料がペレットの場合は押出機内部の樹脂挙動が安 定するが、パウダーになると溶融可塑化不良やフィードネッ ク(供給部への原料の食い込み不良)が生じることがある。 このため、パウダー原料では供給部を長くし、可塑化混練 部も長くしたスクリュ構成が経験的に採用されるが、この 現象に対して詳細な理論的裏付けが不十分な点も多く、プ ロセス最適化の難易度が高くなる場合もある。 パウダーとペレットにおける大きな差異はその粒子径で あるが、パウダーの場合は質量が低いためその集合体の嵩 (かさ)では空気相を多く含むことにより、その嵩密度はペ レットよりも大幅に低下する。押出機内で樹脂が溶融可塑 化するためには、この嵩を圧縮して密度を上昇させた上で、 せん断および伝熱エネルギーを付与しなければ、高い効率 と安定性を確保できないと言われている。 本研究では、耐圧ガラスを用いた可視化シリンダ(1),(2)を 二軸押出機に装着し、パウダーとペレットの溶融可塑化挙 動の違いを観察すると同時に、その現象の理論的考察を試 みた。溶融可塑化前に樹脂原料に圧縮が加えられる過程 で嵩密度のしきい値を越えることで可塑化が開始すること を見いだし、またこのしきい値はパウダーやペレットの粒子 径によらず樹脂原料によって定めることが可能なことが示さ れたので、今回はこれら内容について報告する。表 1 実験に用いた樹脂原料 図 2 HDPE の嵩密度測定結果 図 1 予備試験装置 ・・・・(1) ・・・・(2)
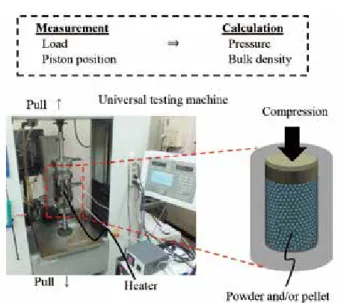
2. 嵩密度推算のための予備実験
二軸押出機内で効率良く溶融可塑化が行われるために は、スクリュ回転によるせん断応力を原料へ効率良く作用 されなければならない。同じ重量の樹脂原料で比較した場 合、嵩密度の低いパウダーはペレットよりも静的状態での見 かけの体積が大きくなる。これは前述のとおり空気相の存 在によるものであるが、このパウダーへせん断エネルギーを 付与しようとした場合、パウダー粒子は嵩の空間を比較的自 由に移動できるため、スクリュの回転エネルギーを思うよう に樹脂に与えることができず効率が低下する。つまり、原 料の嵩密度が溶融可塑化挙動に大きく影響を及ぼすと考え られる。これを検証するため、可塑化挙動の観察に加え て、二軸押出機内の原料の嵩密度変化を推算することを検 討した。その推算方法とは、静止状態の予備実験にて温 度と圧力による嵩密度の変化を求め、そのデータをもとに 二軸押出機内の可塑化部で測定した樹脂温度と圧力から 押出機内部の嵩密度の算出を試みたものである。 2.1 樹脂原料 今回はパウダー原料とペレット原料の粒子径の違いによ る可塑化挙動の差を確認することが目的であるため、実 験には同一グレードの HDPE(高密度ポリエチレン)のパ ウダーとペレットを用いた。実験に用いた樹脂原料を表 1 に示す。今回の HDPE の真の固体密度は 950kg/m3で あったが、パウダーの平均粒子径が 0.16mm で嵩密度は 427kg/m3、ペレットの平均粒子径が 3.41mm で嵩密度は 583kg/m3であり、粒子径によって嵩密度が大きく異なる ことが確認された。 2.2 実験方法 嵩密度が温度と圧力とによってどのように変化するかを 把握するために、ヒーターで温度調節が可能な筒状容器 に樹脂原料をセットし、ピストンで樹脂原料に圧縮荷重 を加え、その時のシリンダ内部の容積から嵩密度を求め る予備実験を行った。図 1 に実験装置を示す。万能試 験機用に専用の冶具を作製し、荷重はロードセルで検知 し、嵩密度はピストンの位置から算出した。 2.3 実験結果と嵩密度の近似 実 験ではパウダーとペレットの混合比率を変化させ、 計5通りの条件にて測定を行った。図 2 に実験結果を示す。 パウダー 100% では嵩密度が最も低く、ペレットの比率が高 まるほど上昇する結果が得られた。いずれの結果において も、高圧になるほど嵩密度が増加し、HDPE の真の固体 密度(950kg/m3)に近づく傾向が確認された。 これら測定によって得られたデータをもとに、押出機 内部の固体原料の嵩密度推算へと応用するため、Hyun ら(3)により提案された以下の近似式を用いたパラメータ フィッティングを行った。表 2 嵩密度の近似パラメータ 図 3 測定値と近似曲線 図 4 装置構成 図 5 可塑化部のスクリュ構成 ρsは固体 樹脂の真密度、ρoは大気圧下での嵩密度、 a0,a1は近似 パラメータである。(2)式は固体原 料 の温 度依存性を考慮するものであるため、図 2 に示した常温 (30℃)での測定に加え、温度を変更した同様の測定も追 加で実施した。表 2 に測定した実験データをもとにフィッ ティングし決定したパラメータを示し、図 3 に 30℃のフィ ッティング曲線を示す。パウダー比率が 100 %・50 %・0 % のいずれにおいてもフィッティング曲線は予測精度が極 めて高いとは言えないものの、その圧力依存傾向は良好 に捉えられているため、今回はこのパラメータを二軸押出 可視化実験の検証に用いることとした。
3. 二軸押出機の可視化実験による
溶融可塑化挙動の観察
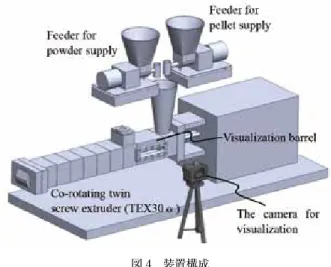
3.1 装置構成および実験条件 二軸押出機による可視化実験の装置構成を図 4 に示す。 二軸押出機は TEX30αを用い、耐圧性の石英ガラスを装 着したサイドグラス方式の可視化シリンダを可塑化部に使 用した。樹脂原料の可塑化挙動は、サイドグラスからデジ タルカメラ(EXILIM EX-F1、カシオ計算機(株)製)によ る高速度撮影にて観察を行った。可視化シリンダ上面には 内部の樹脂圧力の測定が出来るように樹脂圧力計を設置し た。原料供給部にはパウダーとペレットを押出機最上流部 から供給するために二台の重量式フィーダを配置し、それ ぞれの供給比率を押出機の操作パネル上で任意に設定でき る構成とした。 図 5 に二軸押出機内のスクリュ構成を示す。可塑化 部 のスクリュ 構 成 は、FTKD-F(Forward disk angle and Forward flight lead type Twist Kneading Disk)、 FK(Forward disk angle type Kneading disk)、 CK(Cross disk angle type Kneading disk)、BK (Backward disk angle type Kneading disk)の組み合わせとした。
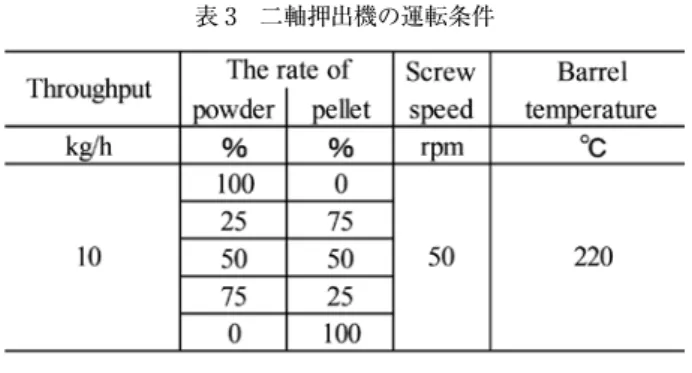
実験条件を表 3 に示す。押出量、二軸押出機のスクリュ 回転数、シリンダ設定温度は固定とし、予備実験と同様 に HDPE のパウダーとペレットの供給比率を 5 通りに変 更した条件とした。
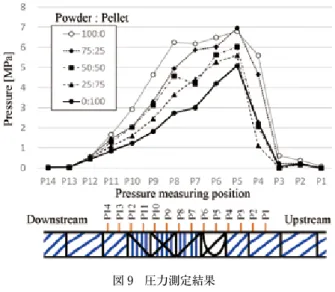
表 3 二軸押出機の運転条件 図 6 圧力測定位置 図 8 可塑化部の可視化結果 図 7 温度測定結果の一例 3.2 圧力と温度の測定 予備実験で定義した(1)、(2)式の推算式をもとに二軸 押出機内の嵩密度を予測するためには、樹脂の圧力と温 度の計測が必要である。樹脂圧力は、図 6 に示すように 15mm の測定間隔にて P1 から P14 までの 14 箇所で樹脂 圧力計を用いた測定を行った。樹脂温度はサーモグラフィ (ImageIR5300、InfraTec GmbH)を用い、可視化窓から 石英ガラス越しに非接触にて測定を行った。温度測定結果 の一例を図 7 に示す。 3.3 可視化観察結果 可視化観察の結果を図 8 に示す。図はパウダーとペレット の比率ごとに並べて示しており、それぞれ原料の充満開 始点、溶融開始点、溶融完了点を図内に記載した。パウ ダーの比率が増すほど充満開始点と溶融開始点が上流側 へ延びる様子が確認された。溶融完了点に関しては、パ ウダーとペレットの比率によらず等しい位置となることが判 った。今回は二軸押出機のスクリュ回転数と原料供給量 が等しい条件であるため、充満開始点と溶融開始点の差 異は原料形状つまり嵩密度の違いによるものである。言 い換えれば、可視化シリンダ内に存在する樹脂自体の体 積は全条件で等しいはずであるが、充満長が異なって見 えるのは、パウダーが充満開始領域で多くの空気相を含 んでいるためと考えられる。 3.4 圧力と温度の測定結果 樹脂圧力の測定結果を図 9 に示す。P3 から P5 にかけ て圧力が急激に上昇し、P6 以降で徐々に下降する挙動 が確認された。また、パウダー比率が多いほうが高く広 い圧力分布を示すことが確認された。 サーモグラフィによる温度測定結果から圧力観測点の 樹脂温度を抽出したものを表 4 に示す。下流(P14)に近 づくほど温度が上昇し、またペレット比率が多いほうが高 温となる傾向が確認された。
表 4 圧力観測点の樹脂温度 図 9 圧力測定結果 図 10 嵩密度の推算結果 なるまで圧縮された後に溶融が開始するためと推察できる。 これは、スクリュ回転によるせん断エネルギーを十分に授 受するためには、固体樹脂相がある程度圧縮され緻密化さ れる必要があると考えられる。今回確認された可塑化開始 の嵩密度のしきい値の存在から、二軸押出機内での可塑化 開始には嵩密度の上昇が必須であり、そのためには可塑化 混練部で樹脂圧力を上昇させるためのスクリュ構成が必要 であることが示唆された。
4. 結 言
本研究では、二軸押出機を用いた可視化実験を実施し、 原料形状がパウダーとペレットの場合の可塑化挙動の違い を可視化観察した。また、可塑化時の嵩密度変化の推算 を試み、可塑化挙動の考察を行った。可視化観察の結果、 ペレットと比較しパウダーでは充満区間と溶融区間が延長さ れる結果が得られた。嵩密度推算の結果、二軸押出機内 で原料の嵩密度が真の固体密度の 90% 以上のしきい値を 超えることで溶融可塑化が開始することが示唆された。ま た、ペレットと比較しパウダーでは可塑化の阻害要因となる 空気相の排除のため、より高い圧縮力つまり混練圧力が必 要であることが判明した。 今後は、樹脂の溶融可塑化挙動について樹脂が溶けるメ カニズムを追求するため、今回実施した可視化実験をさら に活用し、より詳細な挙動を把握するための計測技術を高 める方針である。また、計測により得られたデータの理論 化・数式化を行い、CAE による予測技術の向上へと繋げ ていく所存である。 3.5 可塑化部の嵩密度変化 図 9 に示した圧力と表 4 に示した温度の測定結果から、 二軸押出機内可塑化部の嵩密度を推算した結果を図 10 に 示す。パウダー 100% では溶融開始時に 900kg/m3まで嵩 密度が増加する推算結果となったが、これは HDPE の真 の固体密度 950kg/m3の約 95% に相当する値である。ペ レット100% では可塑化時に 850kg/m3(真の固体密度の 約 90%)まで嵩密度が増加する推算値となった。 今回の原料・装置構成・運転条件においては、パウダー とペレットともに嵩密度が 850kg/m3以上(真の固体密度 の 90% 以上)になり溶融が開始するとの結果となった。つ まり、真の固体密度の 90% がしきい値となり、樹脂原料 の嵩密度がこのしきい値を超えた時点で溶融可塑化が開始 されたといえる。この挙動は、原料の粒径によらず嵩に含 まれる空気相が完全充満部の圧力上昇に伴い上流側へ排 除され、徐々に嵩密度が上昇し樹脂が真の固体密度に近く参 考 文 献
(1)永井光男、小田吉昭、酒井忠基、北畠直文、土井悦四郎: “食品研究用小型二軸エクストルーダーの開発とその応用”, 日本製鋼所技報, No.45(1991), p.40-46 (2)橋本憲明、柿崎淳:“可視化シリンダによる二軸押出 機内の樹脂挙動観察”, 日本製鋼所技報, No.48(1993), p.80-84(3)Hyun, K.S. and Spalding, M.A.:“Bulk density of solid polymer resins as a function of temperature and pressure”, Polym. Eng. Sci., No.30(1990), p.571-576