解説論文
マイクロバンプを用いたフリップチップ接続のための高速・高精度接
合技術
寺田
勝美
†a)川上
幹夫
†High Speed and High Accuracy Flip-Chip Bonding Technology Using Microbumps
Katsumi TERADA
†a)and Mikio KAWAKAMI
†あらまし 半導体パッケージの小型,薄型化が進む中,フリップチップボンディング技術を用いた量産化が本 格的になっており,メモリとロジックを接続するCoC (Chip on Chip) 構造では,はんだバンプで接合する工法 が主流となっている.半導体チップはより高周波,高密度実装のために多バンプ化しており,バンプ径や高さも より小さくなったマイクロバンプを用いたフリップチップ接合においては,XY 方向及び Z 方向の精度がます ます重要となり,高精度に位置決めし高さ制御する接合技術が求められている.これらの要求に対して従来の ±3 µm から ±2 µm に高精度かつ高速で位置決めする技術及び,チップと基板間の接続ギャップを微小圧力のも と圧力変動なく高精度に制御できる技術を解説する. キーワード マイクロバンプ,フリップチップ,ボンディング
1.
ま え が き
これまで,1パッケージ内にメモリと論理回路を納めたい場合は,SoC (System on a Chip)や,SiP (System in Package)を利用していた.ところが二つ の方法には一長一短があり,大容量メモリの搭載とメ モリ論理回路間の高速データ伝送を両立することは難 しかった.CoC技術を使うと,より安価な製造コスト で,これらの要求を同時に満たすことができる. CoC技術で大容量メモリの内蔵と高速データ伝送 を両立できるのは,メモリ・チップと論理LSIを積層 し,両者を微小バンプで接続する方法を採用するから である.高速データ伝送を達成できるのは,微小バン プの数を増やしてビット幅を広げられるためである. 微小バンプの直径は数十ミクロンと小さい.微小バン プをアレイ状に並べるので,ワイヤ・ボンディングに 比べて接続数を増やせる. はんだ接合においては接続部のはんだには圧縮や引 張応力が複合的にかかるため,はんだ形状の最適化 †東レエンジニアリング株式会社ファインプロセス機器部,大津市
Fine Process Manufacturing Dept., Toray Engineering Co., Ltd., 1–45 Oe 1-chome, Otsu-shi, 520–2141 Japan a) E-mail: katsumi [email protected]
が必要であり,そのためには実装位置精度と,チップ と基板間のギャップの制御は接合技術の重要な要素と なっている. 本論文では良好な接合断面形状を得るための,実装 精度の向上化とギャップコントロール方法による解決 の可能性について報告する.
2.
高精度フリップチップ接合技術
2. 1 高精度アラインメント マイクロバンプを用いたフリップチップはんだ接合 には,高精度な実装精度が必要となっている.これは, マイクロバンプのはんだ粒径が小さくなるほど,はん だの半径Rが小さくなり,図1に示すようにマイク ロバンプ同士が中心位置からずれると接線方向にすべ 図 1 互いに接触したマイクロバンプに作用する力Fig. 1 Force acting on microbumps contacted each other.
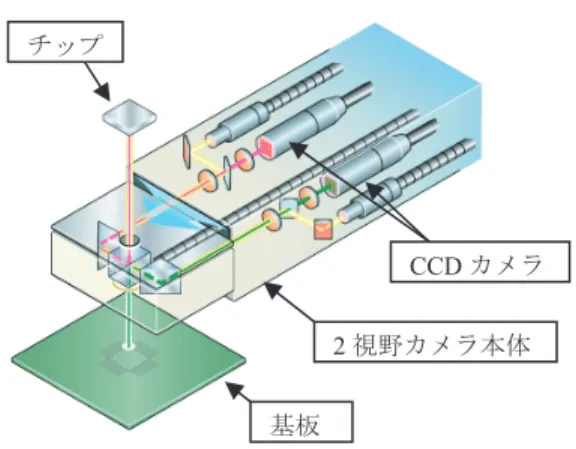
図 2 2視野カメラによるアラインメントマーク認識 Fig. 2 Alignment mark recognition by two-sight
camera. り摩擦力が働き,同じ力ではRが小さくなるほどずれ 量の許容値が小さくなってくる. またずれが大きいとすべり摩擦力も大きくなる.こ れはバンプ数が多いほど影響が大きく,バンプに荷重 をかけた場合にチップの保持力やヘッド剛性が弱いと バンプがずれ落ちてしまうことになり,安定した接合 状態が得られない問題がある.この精度は30 μm径の マイクロバンプでは±2 μm以下の実装精度が必要と いわれている. フリップチップ接合の場合,図2に示すようにボン ディングヘッドに保持されたチップと基板保持ステー ジ上の基板を高精度に位置合せするため,チップ側の アラインメントマークを認識するCCDカメラと,基 板側のアラインメントマークを認識するCCDカメラ を実装位置で認識可能なようにそれぞれのCCDカメ ラを一体化し,上下を同時に観察可能な2視野カメラ を搭載している.このカメラテーブルが,それぞれの マーク読取り位置に移動してマーク画像を取り込み, 画像処理により位置情報を認識し位置ずれ量の計算 を行っている.位置ずれ量に基づくXY θ方向補正移 動はチップ側または基板側の移動手段によって行われ る.2視野カメラテーブルの移動手段にはリニアサー ボモータを用いており,このときカメラによるチップ, 基板の位置情報の認識に誤差があると正確な位置決め ができない問題がある. これまでの±3 μmの精度のボンダでは,まずカメ ラテーブルが認識位置まで移動し,リニアサーボモー タの位置決め完了信号がONしてから整定するまで 待つ.その後,画像を取り込んでアラインメントマー クの認識を行っていた.また,補整計算もカメラテー 図 3 カメラがX 軸方向へ動作する際に取得する信号の 波形
Fig. 3 Waveforms of signals obtained during camera movement inX axis. ブルの指令値をもとに計算を行っていた.位置決め完 了信号は,指令値に対する現在値のフィードバック座 標との差が一定の幅以内にあるときに出力される信号 である.この指定幅は要求される動作精度により設定 するが,本論文の高精度なボンダの場合±3パルスの 値を設定している.図 3に示すように,リニアサー ボモータ軸は指令パルスを受け終わって速度を落とし ながら完全停止するまでの間,モータトルクが減衰し ながら停止する.この間でこの軸が位置決め完了幅の ±3パルスを超えたり入ったりして減衰しながら停止 するので,位置決め完了信号がON–OFFを繰り返し ながら停止することになる.この軸が位置決め完了信 号がONしてから完全停止するまでの整定時間は,動 作パターンや負荷によって変動するため,また完全停 止状態であってもサーボ軸は±1パルスで変動してい るため,画像を取り込むタイミングによっては変動に よる読取り誤差を含んでしまう問題があった.この読 取り誤差は,チップと基板のアラインメントマークの 画像を取り込む際にそれぞれで4回の読取り誤差が発 生するために,実装精度への影響が大きくなる.精度 良く実装するためには完全停止するまでの時間を長く すればよいが,これではタクトタイムが延びるため生 産性への影響が出てしまうことになる. 以下の手順によってこの問題の解決を試みた.まず, アラインメントマークが同一視野で認識できるように 基板を保持しているボンディングテーブルを移動させ る.次いで,2視野カメラを上下チップの間に進入さ せて,認識位置に移動させた後にCCDカメラのシャッ ターを高速で上下同時に起動する.最後に,画像の取 込みを行う動作とそのときのカメラテーブルの位置座 標を高精度のリニアスケールで読み取る動作を完全同 期させる.この動作により正確なアラインメントマー
ク位置を最小誤差で認識することが可能となる.従来 の非同期のブロック図と改良された完全同期のブロッ ク図を図4 (a),(b)に示す. 非同期制御時でチップと基板のアラインメントマー クをそれぞれ2視野カメラの上カメラと下カメラで個 別に取り込む動作と,完全同期制御時でチップと基板 のアラインメントマークを2視野カメラの上カメラと 下カメラで同時に取り込む動作で,それぞれの取込精 度を比較することで完全同期制御の有効性についてテ スト評価を行った. テスト方法は,以下の手順で行った. 当社TEGガラスワークを用いて,基板側のTEG ガラスをステージに,チップ側のTEGガラスをヘッ ド側にそれぞれ吸着保持させる.最初にチップ側のア ラインメントマーク(上カメラで認識)と基板側の アラインメントマーク(下カメラで認識)のマーク 中心位置をあらかじめ2視野カメラで撮像される画 像のほぼ中心となるようにティーチングしておく.次 に,カメラテーブルをX軸方向に10 mm退避した位 置からティーチング位置までカメラX 軸を高速移動 図 4 カメラのXY 軸位置制御機構のブロック図:(a) 従 来の非同期制御,(b) 改良後の完全同期制御 Fig. 4 Block diagram of control system for camera
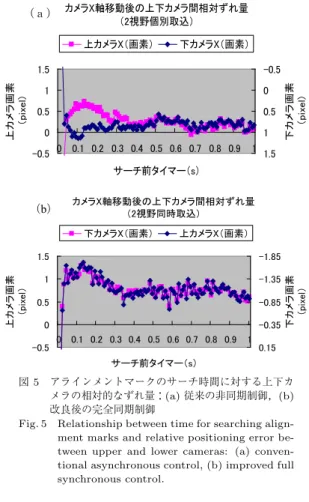
positioning in X–Y axis: (a) conventional asynchronous control, (b) improved full syn-chronous control. (400 mm/s,立上速度0.1 s)させる.移動後に,カメ ラX軸の位置決め完了信号が出力されてから画像取込 開始までの時間(サーチ前時間)を経過した後にアラ インメントマークを認識させて,CCDカメラの座標 軸上のマーク中心位置のずれ量を計測する.計測ポイ ントはサーチ前時間を0.01 sずつ変化させて1.0 sま で100ポイントとした.計測結果から2視野個別取込 動作と2視野同時取込動作で上下カメラ間でのずれ量 の相関性を確認した.位置ずれ量はCCDカメラの中 心点を基準として画素数として結果が出力される.上 下のCCDカメラの分解能はそれぞれ約2.5 μm/pixel となっている. 非同期制御の2視野個別取込動作時と完全同期制御 の2視野同時取込動作時の上下カメラ間でのずれ量 の結果をそれぞれ図5 (a),(b)に示す.図では上カメ ラと下カメラの画素の符号が反転しているが,これは CCDの取付け方向によるもので軸の移動方向とは関係 がない.また図を見やすくするため個別取込の図では 図 5 アラインメントマークのサーチ時間に対する上下カ メラの相対的なずれ量:(a) 従来の非同期制御,(b) 改良後の完全同期制御
Fig. 5 Relationship between time for searching align-ment marks and relative positioning error be-tween upper and lower cameras: (a) conven-tional asynchronous control, (b) improved full synchronous control.
下カメラの画素軸はオフセットさせて表示させている. 個別取込動作では図より上下カメラ間での相関性は サーチ前時間が0.5 s以下では相関性がなく0.5∼1 s までの間で相関性が高いことが分かる.0.5 s以下では カメラX 軸がまだ整定していない状態なので上下カ メラの取込タイミングのずれ量により差が大きくなっ ており,0.5 sでほぼ整定状態となる.そのため,タイ ミングのずれがあっても相関性があるので完全停止状 態で取込みできていることが分かる. これに対して2視野同時取込動作ではサーチ前時間 0 sからでも上下カメラのサーチ結果の相関は高くサー チ前時間0∼1 sまでの間で上下カメラの位置ずれは, 0.15画素= 0.375 μm以内で検出できることが分かっ た.従来の非同期動作と比較してマーク画像取込み時 で起こるサーチ前時間のずれによる実装ずれを解消で きることになる.またサーチ前時間が必要なくなり軸 が完全停止していない状態でもマーク画像の取込みが できるので,タクトタイムも早くなり生産性が向上す ることになる. 例えば,図5 (a)の結果から高精度な実装を行うた めにサーチ前時間を0.5 sとした場合に,チップ側の アラインメントマーク2箇所と基板側のアラインメン トマーク2箇所を個別にマーク画像を取り込んだ場合 には0.5 s× 2 + 0.5 s × 2 = 2 s/1実装当りの取込み時 間が必要となっていたが,サーチ前時間を0 sとする ことで取込み時間も0 s(実際にはカメラの露光時間 が数百μs必要であるがほとんど無視される値である) となり,1実装当り2 sの短縮が可能となっている. 2. 2 高精度ギャップ制御 はんだ溶融に必要な高温で加熱する,ローカルリフ ローでのはんだ接合においては,加熱用のヒータや チップ及び基板を保持している部材の熱膨張や収縮 により,接合プロセス中にはんだバンプには圧縮・引 張応力がかかるため,はんだのオープン/ショート不 良や,アンダーフィル充てんに必要なチップ基板間の ギャップ(スタンドオフ高さ)が不安定になるという 課題がある[1]. 図6 に示すとおり,はんだバンプにかかる荷重条 件を変化させたときのチップと基板間のギャップ(ス タンドオフ高さ)の関係をテストした結果,全バン プを接合するためにはある程度の荷重が必要で,更 に荷重を大きくするとスタンドオフ高さは低くなり, 1.0 gf/bump以上の荷重でスタンドオフ高さはほとん ど変わらないため,接合界面やチップ自身に不要な負 図 6 実装荷重とスタンドオフ高さの関係
Fig. 6 Relationship between bonding force and standoff height.
図 7 超低加圧ヘッドシステムの構成
Fig. 7 Schematic of ultra low pressure head system.
荷がかかっていると考えられている. 本評価では,無電解NiめっきによるUBM (Under Barrier Metal)を成膜した後,これをはんだ槽に浸漬 し,UBM上にはんだバンプを形成している.このは んだバンプの高さは平均6 μmであるが,バンプ径や 高さによってはんだ量が変わるため,接合時に最低限 必要な荷重やZ軸方向の位置制御が重要となっている. 2. 2. 1 高精度荷重–位置制御 はんだ溶融接合において密接に関係する接合時の荷 重とZ軸方向の位置の最適化を図るには,図7に示 す構造の加圧システムが最も適した手段であると考え ている.圧力発生手段は圧縮エアによるエアシリンダ を用いた構造を基本としている. 微小な加圧を実現するためにシリンダ内部のシリン ダロッドの摺動部はエアベアリングといわれる圧縮空 気を用いた静圧気体軸受け構造とすることで摩擦をな くし,圧力変動がなく微小加圧領域まで安定した荷重 を発生させることができる[2]. 圧力コントロールは圧縮空気の圧力を0.2 Mpaまで
の範囲で高精度にディジタルで可変させることで推力 をプログラマブルに設定できるようになっている.低 圧領域ではシリンダロッドやチップ加熱用のヒータ部 材の自重とカウンタエアによるキャンセルさせる方向 の力との差分で荷重を発生させ,高圧領域では加圧エ アによる推力と自重を加えた力で荷重を発生させてい る.またシリンダ上部に内蔵した変位センサで変位セ ンサ先端からシリンダのシリンダロッド上部との距離 (Δt)を測定することで,ヒータやチップ及び基板の保 持部材の熱膨張によるZ 方向の伸びや伸縮を計測す ることが可能となっている. シリンダのボディーは,チップと基板をアラインメ ントしてからボンディング動作を行うためにZ軸方向 に昇降可能なボンディングZ軸テーブル上に配置され て一体的に動作が可能で,シリンダの高さを制御でき るようになっている. ボンディングZ軸の移動に伴うシリンダボディーの 位置変位や,ヒータ加熱による熱膨張の変位に対して, 実荷重の圧力の変動の評価を行った. テスト方法は以下の手順で行う.最初に,ボンディ ングZ軸をヘッド先端に取り付けられたヒータがロー ドセルに接触する位置まで下降させて,その位置から 更に80 μm下降させた位置(シリンダボディーからピ ストンを浮かせた状態)を実荷重の圧力測定の開始点 とする.次に,ボンディングZ軸を±50 μm上下に ステップ動作させる条件と,ヒータ温度をステップ昇 温させる条件とで,ロードセルから出力されるそれぞ れの圧力変動を計測する. テスト1,テスト2の条件設定を表1に示す. それぞれの結果を図8 (a),(b)に示す. 図8 (a)の結果から,ボンディングZ軸の上下動の 起動時のタイミングで圧力変動は0.8 div程度の変動 幅しかなく,約2 gf以下であり大きな変動がないこと が分かる.また図8 (b)の結果からは,ヒータの熱膨 張に対しても変位センサは30◦Cから300◦Cの昇温 表 1 実荷重変動テスト条件表
Table 1 Real load change test condition table.
に対して約10 μmの伸びを示しているが圧力の変動は ほとんどないことが分かる. したがって,はんだバンプが基板の電極バンプや パッドに当接したときや,高さ制御を行うためにボン ディングZ軸が昇降動作を行うときなどで荷重方向に 対する変動があっても,はんだバンプにかかる圧力変 動がなく,またはんだ溶融・凝固させるためにヒータ の温度を昇降温させた場合でも,はんだバンプにかか る圧力変動が極小状態でボンディングすることが可能 となっているといえる. 2. 2. 2 高精度ギャップ制御 フリップチップ接合では接合部の保護や,接合強度 を増すために,通常チップと基板の隙間はエポキシ系 の樹脂で封止されている.マイクロバンプ接合におい ては,この隙間がますます小さくなりまたより高周波 になってくると,隙間のばらつきも性能に影響を与え ることから高精度なギャップ制御が求められている. これまではプロセス条件を変えるたびに断面を観察し て接合後のギャップ高さを測定し,ヒータやその他部 材の熱膨張・収縮による影響を評価していた.そのつ 図 8 超低加圧ヘッドシステムの圧力変動プロファイル:(a) ボンディングヘッドの段階的なZ 軸昇降時 (b) ヒー タ温度の段階的な昇温時
Fig. 8 Pressure profile of ultra low pressure head sys-tem: (a) during stepwise head movement in
Z axis, (b) during stepwise increase in heater
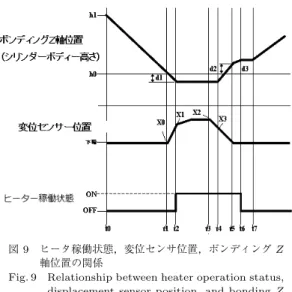
ど,設定値を変更して最適化を図っていたが,非常に 時間がかかる手法であった. これらを解決するため,はんだの溶融温度における ヒータやその他部材の熱膨張・収縮の時間当りの変化 量をあらかじめ装置内で計測し,その結果をボンディ ング動作中に反映することで高精度なギャップ高さと, 目的のギャップ高さを直接入力設定することで指定の ギャップ高さに接合することを可能とした.設定値と 実際に得られるギャップ高さの校正は,変位センサを 用いて行っている.まず,実際のボンディングと同じ 温度条件にてヘッドを基板保持ステージに接触させ, 昇降温動作を行う.その後,ヒータや部材の時間当り の伸縮量を変位センサで測定している. 変位センサの測定値は図9に示すタイミングで取得 される. このキャリブレーション結果に基づいて実際のボン ディング動作を行う.装置に与えられる条件は,ボン ディング前のチップの厚さ,バンプ高さ,基板の厚さ, バンプ高さの情報及び,接合後のチップと基板間の ギャップ高さの情報を入力値として設定する.ボンディ ング動作は,チップと基板の実装位置を補正した後に, チップを保持したヘッドがボンディングZ軸の動作で 実装前の高さまで下降する.次いで変位センサをオフ セットキャンセルにて0点校正を行う.その後,ボン ディングZ軸を更に下降させてチップのバンプが基 板のバンプに当接した位置を変位センサにて検知して 接触ポイントの座標基準を取得する.この位置から更 図 9 ヒータ稼働状態,変位センサ位置,ボンディングZ 軸位置の関係
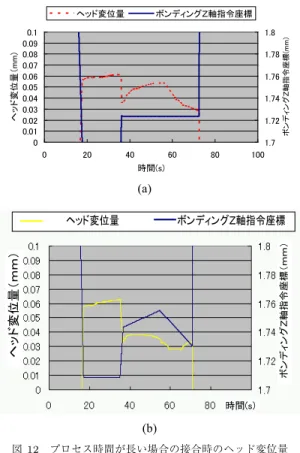
Fig. 9 Relationship between heater operation status, displacement sensor position, and bondingZ axis position. にボンディングZ 軸を所定量d1だけ下降させるが, このときの変位センサの偏差量ΔX (= X1 − X0)が d1 − ΔX > 3 μmとなった場合にはバンプが滑り落ち て実装ずれをしていると判断してボンディング動作は 中止するようになっている.接触後にヒータの温度を はんだの溶融温度以上に昇温するが,昇温動作中に変 位センサの偏差を計測し,はんだが溶融したならばシ リンダ下部のヘッドは落下するので偏差が大きくなり はんだが溶融したポイントを検出できる.この溶融し て落下した状態は図7のΔZが0となった状態である. その状態からボンディングZ軸とヘッドが一体となっ て,キャリブレーション結果で得られたヒータや他の 部材の熱膨張・収縮による変位動作に倣うようにボン ディングZ軸動作に指令値を与える.コントローラー で当接高さから指定のギャップ高さになるように演算 を行いボンディングZ軸を制御するようになっている. このときのボンディングZ軸の追従性を評価した結 果を図10 (a),(b)に示す. ギャップコントロールを無効にした状態では変位セ ンサの値がヒータや部材の伸縮に比例しており,ギャッ プコントロール有効にした状態ではボンディングZ 軸を追従させることで変位センサの値は一定値を示し ギャップが安定していることが分かる.このときの変 動量は1.4 μm以内に制御できた. またキャリブレーション後にギャップ量を指定して 実際にCoC構造でボンディングした結果の断面写真 を図11に示す. 指定したギャップに対して,断面解析結果からの ギャップ高さの実測値の平均値との差は0.3 μm以下 と良好な結果が得られ,有効性が確認できた. 上記結果は比較的短いプロセス時間で良好な結果が 得られたが,プロセス時間を長くするとヒータの伸縮 は1次直線で表される挙動を示さないことが分かった. キャリブレーション補正前の動作と現行のヒータの伸 縮動作の2区間を3点の1次直線で補正した結果をそ れぞれ図12 (a),(b)に示す. このような動作パターンの場合,バンプに与える 高さ方向の変化量も大きくなり,はんだ冷却動作中に ヒータが収縮して,チップを吸着して保持したままだ とチップとバンプには引き剥がす方向の上向きの力が かかってしまう.そのため,はんだの凝固速度によっ てはバンプ下部のチップの素子にストレスを与えるこ とになりダメージを与えてしまうと考えられる. これを解決するため,キャリブレーション中の変位
図 10 接合時の温度とヘッド変位量の関係:(a) ギャップ コントロール無効,(b) ギャップコントロール有効 Fig. 10 Relationship between bonding temperature, displacement sensor position and bondingZ axis position: (a) without gap control (b) with gap control.
図 11 互いに接合したマイクロバンプの断面写真:指定
ギャップ量と得られたギャップの関係
Fig. 11 Cross-sectional images of microbumps con-nected each other: relationship between the setting and the resulting gaps.
センサの値を多区間でサンプリングし,ボンディング Z軸の補正動作用のマッピングテーブルを作成して微 小な変化に追従させることを行った. 図13にボディングZ軸を補正移動させた結果を示 す.これらの結果から,プロセス時間が長い場合でも 図 12 プロセス時間が長い場合の接合時のヘッド変位量 とボンディングZ 軸指令座標の関係:(a) 較正前, (b)較正後(1 次直線)
Fig. 12 Relationship between displacement sensor position and bondingZ axis position when process time is long: (a) before calibration (b) after calibration (Primary line).
図 13 プロセス時間が長い場合の接合時のヘッド変位量
とボンディングZ 軸指令座標の関係:マッピング
テーブルによる補正した結果
Fig. 13 Relationship between displacement sensor position and bondingZ axis position when process time is long: The Results are cor-rected with mapping table.
マッピングテーブルによる補正により安定した高さを 得られることが分かった.
3.
む す び
本論文で述べてきた結果から,マイクロバンプを用 いたはんだ接合において,XY 方向の精度はもとより, 微小な荷重でもギャップ寸法を高い精度で提供できる 可能性が高いことを確認できた. またギャップ高さもチップ,基板の接合部材の寸法 の入力情報からギャップ高さを直接入力することで, 指定ギャップ高さの実装結果が得られるなど,実装プ ロセス開発のスピードアップにも貢献できると考える. 今後微細化が進みバンプ数も増大し,また半導体チッ プの厚さも薄くなってくることから,全バンプを確実 に接合させるためにはローカルリフロー方式のはんだ 接続技術が主流になってくると考えられ,より高度な ボンディング技術が求められるが,量産化するために はプロセス時間が長いなどまだまだ課題も多くあり, 本技術が課題解決の手段となることを願っている. 文 献 [1] 渡辺明洋,森 俊裕,山内 朗,畑田賢造,“無電解めっ き方式とディップ方式バンプを用いたファインピッチ CoC 接合技術,”第 18 回エレクトロニクス実装学術講演大会講 演論文集,vol.18, pp.17–18, 2004.[2] A. Yamauchi, “Submicron bonding technology with passive alignment for optical modules,”エレクトロニ クス実装学会誌,vol.6, no.1, pp.59–59, 2003. (平成 23 年 6 月 2 日受付,8 月 15 日再受付) 寺田 勝美 1984静岡大・工・機械卒.同年東レエ ンジニアリング(株)入社.自動巻線機の 開発設計を経て 1995 よりフリップチップ ボンダの開発設計に従事.エレクトロニ クス実装学会会員.日本半導体製造装置協 会,装置技術ロードマップ専門委員会,組 立 WG 委員. 川上 幹夫 1981長浜商工高・機械卒.同年東レエ ンジニアリング(株)入社.フイルム製造 装置,自動巻線機の組立を経て 1995 より フリップチップボンダの開発装置の評価・ プロセス開発に従事.