Title:鉛フリー無電解 Ni めっき皮膜中の共析物がはんだ実装信頼性に及ぼす影響
Authors:土田 徹勇起,大久保 利一, 狩野 貴宏,荘司 郁夫
Issue Date:2013 年 1 月 20 日
Publisher:一般社団法人 エレクトロニクス実装学会
Citation:エレクトロニクス実装学会誌 Vol.16 No.6(2013)484-491
次ページより本文を掲載致します。
論文
1. 緒 言
CSP (Chip Size Package) や BGA (Ball Grid Array) などの半 導体パッケージ基板に対するはんだ実装前の最終表面処理
として,Cu パッド上に種々のめっき処理が行われる1)。近
年では,配線の高密度化によって,配線の引き回しが困難 になったことから,電解めっき処理に代わり,無電解めっ き処理の重要性が増している。
一方,はんだ実装材料には,RoHS (Restriction of Hazard-ous Substances) 規制や ELV (End-of Life Vehicles Directive) 指 令 に よ る 鉛 フ リ ー化2)の 推 進 に よ っ て,Sn-3wt%Ag-0.5wt%Cu (SAC) に代表される鉛フリーはんだが用いられる ようになった。 従来,はんだ実装前の最終表面処理として,無電解 Ni/ Au めっき処理が行われてきたが,SAC の採用によりはん だ実装信頼性が低下する問題が顕在化した。そこで,近年 では,SAC とより高い実装信頼性を示す無電解 Ni/Pd/Au めっき処理が注目されるようになった3),4)。 ところで,はんだ実装材料の鉛フリー化は推進されてい るものの,無電解 Ni/Au めっき,あるいは無電解 Ni/Pd/ Au めっき処理が施された半導体パッケージ基板において, 完全な鉛フリー化は達成されていない。これは,無電解 Ni めっき浴中に,1/10∼数 ppm オーダーで添加される微量添 加剤の鉛や硫黄系化合物が数十 ppm∼数百 ppm オーダー で,無電解 Ni めっき皮膜中に共析するためである。これら の微量添加剤は,浴内析出の抑制や選択析出性の確保,さ らには無電解 Ni めっき皮膜中のリン含有率の調整などを目 的として添加される必須成分となっている5),6)。 なお,現状では,無電解 Ni めっき皮膜中への鉛の共析 は,RoHS 規制,ELV 指令が定めた規制値内(1,000 ppm 以 下)であるため,問題にはならない。しかし,めっき浴に 対する鉛の意図的添加を禁止する JIG (Joint Industry Guide-line) に見られるように,今後の環境規制動向は厳しくなる 可能性がある7)。よって,鉛をビスマスに置き換えた鉛フ リー無電解 Ni めっきや,鉛やビスマスを使用せず硫黄系化 合物のみを微量添加剤として用いた重金属フリー無電解 Ni *凸版印刷株式会社総合研究所(〒 345-8508 埼玉県北葛飾郡杉戸町高野台南 4-2-3) **群馬大学大学院工学研究科(〒 376-8515 群馬県桐生市天神町 1-5-1) ***群馬大学理工学研究院知能機械創製部門(〒 376-8515 群馬県桐生市天神町 1-5-1)
*Technical Research Institute, TOPPAN PRINTING CO., LTD. (4-2-3 Takanodaiminami, Sugito-machi, Kitakatsushika-gun, Saitama 345-8508) **Graduate School of Engineering, Gunma University (1-5-1 Tenjin-cho, Kiryu-shi, Gunma 376-8515)
***Division of Mechanical Science and Technology, Faculty of Science and Technology, Gunma University (1-5-1 Tenjin-cho, Kiryu-shi, Gunma 376-8515) 概要 はんだ実装前の最終表面処理として,基板の電極上には,無電解 Ni/Au めっきや無電解 Ni/Pd/Au めっきが施され る。従来の無電解 Ni めっき皮膜中には,めっき浴中に含まれる微量添加剤由来の鉛が共析する。しかし,環境規制の強化に より,無電解 Ni めっき皮膜の鉛フリー化が予想される。そこで,本研究では,鉛フリー無電解 Ni めっき皮膜を下地とした無 電解 Ni/Au,無電解 Ni/Pd/Au めっきのはんだ実装信頼性を調査した。その結果,Ni めっき皮膜の腐食,IMC 層の性質(厚 さ,成分,形状)などの複合因子がはんだ実装信頼性に影響を与えることが明らかになった。また,これらの因子は,鉛フ リー無電解 Ni めっき皮膜中に共析した微量添加剤(ビスマス,硫黄)濃度によって変化することを明らかにした。
Abstract
Electroless Ni/Au or electroless Ni/Pd/Au plating is widely used as surface finishing for electronics assembly. Conventional electroless Ni plating films contain small amounts of lead derived from additives in their plating baths. However, it is expected that lead-free electroless nickel plating will be required if stricter environmental regulations are in force. In this study, the reliability of solder joints with lead-free electroless Ni/Au and Ni/Pd/Au plating was investigated. It was found that certain factors, such as Ni corrosion pitting and the behavior of the IMC (thickness, ratio of components and shape), affect the reli-ability of the lead-free solder joint in complex ways. Moreover, it was confirmed that these factors vary with the amount of additives (bismuth and sulfur) incorporated into these lead-free plating films.
Key Words: Lead-free Electroless Ni/Pd/Au, Lead-free Solder Joint, Nickel Plating Additives
●研究論文 「エレクトロニクス実装学会誌」16〔 6 〕1∼8 (2013)
鉛フリー無電解
Ni めっき皮膜中の共析物が
はんだ実装信頼性に及ぼす影響
土田 徹勇起 *,大久保 利一 *,狩野 貴宏 **,荘司 郁夫 ***
The Influence of Incorporated Additives in Lead-Free Electroless Nickel Plating Film on the Reliability of Solder Joint論文
めっきによる代替も検討しておく必要があると考えられる。 著者らは,無電解 Ni めっき皮膜中に共析する微量添加剤 (鉛,硫黄)濃度が無電解 Ni/Pd/Au めっきのはんだ実装信 頼性に影響を及ぼすことを報告している5)∼7)。そこで,本 研究では,種々の鉛フリー無電解 Ni めっき皮膜,重金属フ リー無電解 Ni めっき皮膜中の微量添加剤種や共析量の違い が及ぼすめっき諸特性や無電解 Ni/Au,無電解 Ni/Pd/Au めっきのはんだ実装信頼性への影響を明らかにするための 検討を行った。2. 実験方法
2.1 無電解 Ni めっき皮膜の作製 本研究で使用した無電解 Ni めっき浴(浴 A∼F)におけ る微量添加剤種を Table 1 に示した。無電解 Ni めっき浴に は,重金属フリー無電解 Ni めっき浴(浴 A)と鉛フリー無 電解 Ni めっき浴(浴 B∼E)を使用した。また,比較のた め,微量添加剤に,鉛と硫黄系化合物を含む従来の無電解 Ni めっき浴(浴 F)を用いた。還元剤には,いずれも次亜 リン酸ナトリウムを使用した。 各浴で得られた無電解 Ni めっき皮膜中のビスマス,鉛, 硫黄,リンの共析量を同 Table 1 中に示した。ここで,リン は還元剤に由来する共析物である。 皮膜中の微量添加剤濃度測定について,ビスマスと鉛は Inductively Coupled Plasma - Mass Spectrometry (ICP-MS) を,硫黄は燃焼−電量法を用いて定量した8)。また,リンは, φ300 μm のパッド上に形成した無電解 Ni めっき皮膜に対 し,蛍光 X 線分析計を用いて定量した。 なお,ビスマス,鉛,硫黄の共析量の測定には,厚さ約 3 μm の無電解 Ni めっき箔を約 2 mg 使用した。この Ni めっ き箔は,各めっき浴中で,SUS 上にめっき皮膜を作製後, 引き剥がすことで得た。ここで,本測定方法のメリット は,硫黄共析量を定量する際に必要な無電解 Ni めっき箔の 量を少なくすることができる点にある。従来の測定方法と しては,燃焼−赤外吸収法が挙げられるが,この測定で は,めっき皮膜のサンプル量が数 g オーダーで必要となっ ていた8)。無電解 Ni めっき浴中の微量添加剤濃度は,めっ き時に皮膜中に共析することで刻々と変化する。そのた め,仮に数 g のめっき皮膜を作製する場合,作製した無電 解 Ni めっき皮膜中の微量添加剤濃度は大きくばらつく。本 測定では,作製するサンプルを数 mg オーダーに低減する ことで,無電解 Ni めっき皮膜中の微量添加剤濃度を従来法 よりも再現することが可能である。 また,微量添加剤の作用は,パターンの大きさによって も変化し,パターン面積が小さいほど,単位面積辺りの添 加剤の作用は大きくなる9)。本実験では,厚さ約 3 μm の無 電解 Ni めっき箔を行いたが,従来法と比較して,測定に必 要な無電解 Ni めっき箔の量を少なく出来るため,無電解 Ni めっき箔の面積を小さくすることが出来る。これによ り,従来の方法よりもパターン上での添加剤の作用を再現 することが可能となっている。 2.2 無電解 Ni/Pd/Au めっき皮膜と供試材の作製 φ300 μm となるようにソルダーレジストを開口して形成 した Cu パッドに対し,めっきの前処理として,アルカリ 脱脂,酸性脱脂,硫酸洗,酸浸漬,Pd 触媒化処理を順次 行った。 前述の前処理後,Cu パッドに対して Table 1 記載の無電 解 Ni めっき(約 3 μm 厚)を施し,さらに無電解 Pd めっ き(次亜リン酸浴,リン含有率:4 wt%,約 0.1 μm 厚),置 換 Au めっき(シアン浴,約 0.05 μm 厚)処理を行って, 無電解 Ni/Au めっきおよび無電解 Ni/Pd/Au めっき試料を 作製した。なお,全ての試料はめっき膜厚が同等となるよ う,めっき時間を調整した。また,無電解 Ni めっきは,強 撹拌条件下で処理すると,微量添加剤が Cu パッドに対し て強く作用し,めっき未着となる。そのため,無電解 Ni めっき処理は,弱い空気撹拌条件下で実施した。次に, φ300 μm パッド上の無電解 Ni/Au,無電解 Ni/Pd/Au めっ き皮膜上にフラックスを塗布し,φ350 μm 径の SAC はんだ ボールを窒素雰囲気下(酸素濃度<100 ppm)で,プレヒー ト温度 130°C,ピーク温度 238°C,220°C 以上の保持時間を 30 秒とした条件下で,1 回リフローすることで加熱接合 し,これをはんだ実装信頼性評価用の供試材とした。さら に,耐リフロー性を評価するため,1 回リフロー後の供試 材に対し,上記の同じリフロー条件にて,追加で 4 回リフ ローした 5 回リフロー品を作製した。また,耐時効性を評 価するため,1 回リフロー品に対し,120°C で 3 週間加熱 処理した時効処理品を作製した。ここで,耐リフロー性 は,製造工程で,はんだが実装された状態で複数回,リフ ロー条件下にさらされる FC (Flip Chip)-BGA 用途を想定し たものである。耐時効性は,はんだ実装信頼性に影響を与 える金属間化合物 (intermetallic compounds; IMC) の成長が Table 1. Analysis of additive concentrations in electroless Ni plating films
Ni plating bath
Types of additives in the Ni plating bath
Concentration of additives in the Ni plating film
phosphorus (wt%) bismuth (ppm) sulfur (ppm) lead (ppm)
A sulfer compounds 7.41 201
B bismuth, sulfer compounds 6.99 140 96 C bismuth, sulfer compounds 5.95 130 264 D bismuth, sulfer compounds 8.33 170 132 E bismuth, sulfer compounds 5.80 340 1,000
論文
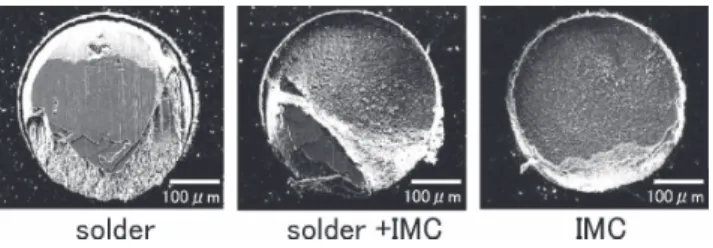
促進される 120°C に保持することで,IMC の成長が与える 影響を調査するための評価である。 2.3 めっき皮膜の評価 2.2 で作製した無電解 Ni/Au めっき皮膜,無電解 Ni/Pd/ Au めっき皮膜について,置換 Au めっき皮膜をシアン系の Au 溶解剥離液を用いて剥離後,scanning electron microscope (SEM) 観察を実施し,無電解 Ni めっき皮膜および無電解 Pd めっき皮膜の置換 Au めっき処理に対する耐腐食性を調 査 し た。ま た,無 電 解 Ni/Pd/Au め っ き 皮 膜 の 断 面 を Focused Ion Beam (FIB) 加工後に SEM により観察し,無電 解 Pd めっき皮膜と無電解 Ni めっき皮膜について,局所的 腐食孔の確認を行った。 2.4 はんだ実装信頼性評価方法 はんだ実装信頼性は,2.2 で作製した供試材に対して,高 速シェア試験を行い,破壊強度と破壊モードから評価し た。高速シェア試験装置には,耐衝撃性ハイスピードボン ドテスタ(Dage 社製 4000HS)を用いた。ここで,シェ ア高さは 50 μm,シェア速度は 1 m/sec とした。破壊モー ドの同定は,Electron Probe X-ray Microanalyzer (EPMA) に より行い,破壊面のはんだ残り量がパッドの面積に対し て,70% 以上のものを“はんだ破壊モード”,30∼70% 未 満のものを“はんだ +IMC 破壊モード”,30% 以下のものを “IMC 破壊モード”に分類した。Fig. 1 には,各破壊モード における反射電子像を示した。 なお,はんだ破壊は,めっき皮膜/ IMC/はんだの各界 面の接合が必要十分であることを意味し,最も良好な破壊 モードに分類される。一方,IMC 破壊は,めっき皮膜とは んだとの接合界面に形成された IMC との界面強度が不足し たことによって生じる脆性破壊であり,十分な接合性を有 していないことを意味する。3. 実験結果と考察
3.1 無電解 Ni めっき皮膜中の共析物 Table 1 より,浴 B∼D 中で作製した鉛フリー無電解 Ni めっき皮膜において,数百 ppm オーダーで,ビスマスと硫 黄の共析が認められた。これは,微量添加剤に鉛と硫黄系 化合物を併用した浴 F の場合と同様の傾向である。一方, 浴 E においては,他の無電解 Ni めっき皮膜よりも微量添 加剤の共析量が多く,特に,1,000 ppm の硫黄が検出され た。また,本評価で使用した無電解 Ni めっき皮膜のリン含 有率は,5.80∼8.33 wt% であり,おおよそ中リンタイプで あることが確認された2)。リン含有率は,無電解 Ni めっき の析出速度によって変化し,析出速度が速いほど少なくな る傾向がある10)。ここで,析出速度は,無電解 Ni めっき 浴中に含まれる抑制剤としての役割を担う鉛やビスマスな どの重金属系微量添加剤と,抑制剤あるいは反応促進剤と しての役割を担う硫黄系化合物で変化する。 3.2 めっき皮膜の耐食性評価 3.2.1 無電解 Ni/Au めっきにおける無電解 Ni めっき皮 膜の耐食性 無電解 Ni/Au めっき皮膜において,置換 Au めっき皮膜 剥離後の無電解 Ni めっき皮膜表面の観察結果を Fig. 2(a) に 示した。 置換 Au めっき時の腐食は,例えば浴 B や C で作製した 無電解 Ni めっき皮膜の粒界や,浴 C や E で作製した無電 解 Ni めっき皮膜の面内で確認された。しかし,孔食のみが 認められた浴 D を除いて,試料間での違いは僅かであり, 腐食量,および腐食モードに対する無電解 Ni めっき皮膜中 の微量添加剤の種類および濃度の影響は軽微であった。 ここで,無電解 Ni めっき浴に対し,硫黄系化合物を多量 に添加すると,無電解 Ni めっき皮膜の耐食性が低下すると Fig. 1 Examples of fracture mode observed after ball sheartest
Fig. 2 SEM images of the electroless Ni and Pd plating surface after stripping immersion Au films
㻭 㻮 㻯 㻰 㻱 㻲 㻔㼍㻕 㼑㼘㼑㼠㼞㼛㼘㼑㼟㼟 㻺㼕㻛㻭㼡 㻔㼎㻕 㼑㼘㼑㼠㼞㼛㼘㼑㼟㼟 㻺㼕㻛㻼㼐㻛㻭㼡 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔 㼟㼡㼞㼒㼍㼏㼑 㼠㼞㼑㼍㼠㼙㼑㼚㼠 㻞䃛㼙 㻭 㻮 㻯 㻰 㻱 㻲 㻔㼍㻕 㼑㼘㼑㼠㼞㼛㼘㼑㼟㼟 㻺㼕㻛㻭㼡 㻔㼎㻕 㼑㼘㼑㼠㼞㼛㼘㼑㼟㼟 㻺㼕㻛㻼㼐㻛㻭㼡 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔 㼟㼡㼞㼒㼍㼏㼑 㼠㼞㼑㼍㼠㼙㼑㼚㼠 㻞䃛㼙
論文
の報告がある3)。無電解 Ni めっき皮膜中での硫黄共析量が 多い場合,めっき浴中への硫黄系化合物の添加濃度は高い と考えられるが,浴 E のような硫黄共析量が多かった無電 解 Ni めっき皮膜でも著しい腐食は確認されず,硫黄濃度と 耐食性の関係性は明らかではなかった。これより,無電解 Ni めっき皮膜の耐食性に対しては,各微量添加剤の種類や 濃度,さらにはリン含有率などが複合的に影響していると 考えられる。 なお,浴 D で得られた鉛フリー無電解 Ni めっき皮膜は, 粒界が不明瞭になるという特徴を示した。このような不明 瞭な粒界は,無電解 Ni めっき浴の浴組成の影響を受けて形 成されたものと考えられる。 3.2.2 無電解 Ni/Pd/Au めっきにおける無電解 Pd めっき 皮膜の耐食性 無電解 Ni/Pd/Au めっき皮膜において,置換 Au めっき皮 膜剥離後の無電解 Pd めっき皮膜の表面観察結果を Fig. 2(b) に示した。Fig. 2(a) と Fig. 2(b) の比較より,無電解 Ni めっき皮膜上 に,無電解 Pd めっき皮膜を導入することによって,置換 Au めっき直下金属の面内腐食および粒界腐食の低減が認め られた。これは,Au めっき皮膜が,無電解 Pd めっき皮膜 よりも,無電解 Pd めっき皮膜の下地層である無電解 Ni めっ き皮膜をより多く置換して析出するためと考えられ,イオ ン化順列 (Ni>Pd>Au) によって説明される。なお,無電解 Ni めっき皮膜に対する置換反応は,無電解 Pd めっき皮膜 のピンホールを介して生じると考えられ,無電解 Ni めっき 皮膜に直接施すのが還元型の Pd めっき皮膜であった場合 においても,置換 Au めっき時に無電解 Ni めっき皮膜が腐 食される可能性がある。 そこで,無電解 Ni めっき皮膜の腐食状態を確認するた め,無電解 Ni/Pd/Au めっき皮膜を FIB によって断面加工 し,SEM により観察した。 3.2.3 無電解 Ni/Pd/Au めっき皮膜の断面観察
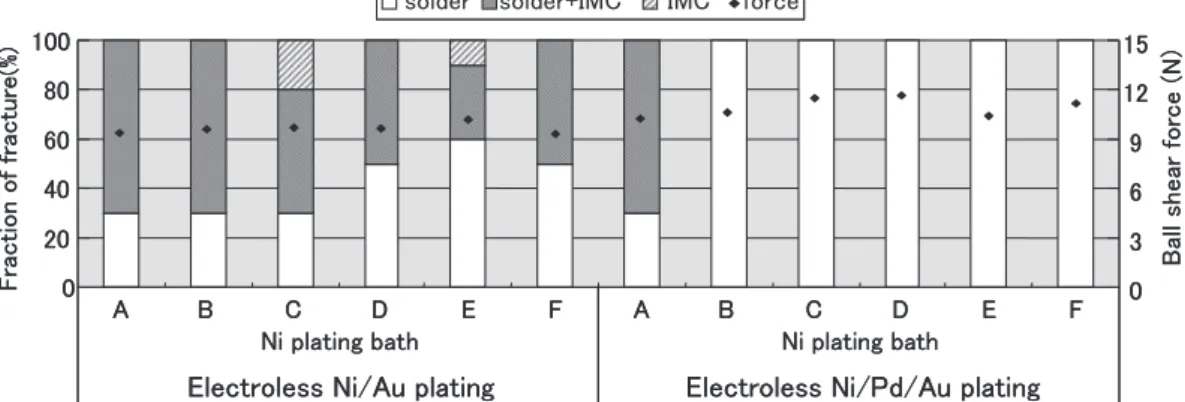
Fig. 3(a), (b) は,それぞれ浴 A,E で作製した無電解 Ni/ Pd/Au めっき皮膜の断面観察結果である。 Fig. 3(a) より,浴 A では,無電解 Pd めっき皮膜と無電解 Ni めっき皮膜に深い局所的腐食孔が認められた。一方,Fig. 3(b) より,浴 E では,無電解 Ni めっき皮膜と無電解 Pd めっ き皮膜共に局所的腐食孔は認められなかった。 本来,無電解 Ni/Pd/Au めっき処理は,無電解 Ni めっき 皮膜上に還元型の無電解 Pd めっき皮膜層を導入すること で,無電解 Ni めっき皮膜層での局所的溶解孔の形成を抑制 する役割があるとされている4)。しかし,無電解 Ni/Pd/Au めっき皮膜を施した場合においても,無電解 Ni めっき皮膜 種による耐食性の相違が発現し,局所的溶解孔の形成が確 認された。この耐食性の相違は,無電解 Ni めっき皮膜の微 量添加剤種および濃度による影響であり,特に,Fig. 3 よ り重金属系微量添加剤の添加効果によって,めっき皮膜の 耐食性が向上したと推察された。これより,硫黄系化合物 のみが共析した無電解 Ni めっき皮膜では,置換 Au めっき 時において無電解 Ni めっき皮膜と Au との電位差が大きく なって,過剰な腐食反応が生じたものと考えられる。置換 Au めっきに対する耐腐食性を得るためには,重金属系微量 添加剤が共析した方が,無電解 Ni めっき皮膜の Au との電 位差を小さくできるので有利といえる。なお,無電解 Ni めっき皮膜中に硫黄を含まない,すなわち無電解 Ni めっき 浴中に硫黄系化合物を添加しないものでは,無電解 Ni めっ き皮膜はリンの共析量が 10 wt% よりも高くなり,中高リ ン∼高リンタイプとなる。無電解 Ni めっき皮膜中のリン含 有率が高い場合,無電解 Pd めっき皮膜の析出速度,およ び無電解 Ni/Pd めっき皮膜上の置換 Au めっき析出速度が 低下するため生産効率が低下する。さらに,高リンタイプ の無電解 Ni めっき皮膜を用いた場合,無電解 Ni/Pd/Au めっき皮膜のはんだ実装信頼性は低下するため好ましくな い5)。 3.3 はんだ実装信頼性評価(1 回リフロー) 1 回リフローにて作製した無電解 Ni/Au めっき,無電解 Ni/Pd/Au めっきの供試材に対する高速シェア試験結果を Fig. 4 に示した。 無電解 Ni/Au めっきにおいて,無電解 Ni めっき浴種の 相違により,はんだ実装信頼性が変化した。浴 E は,はん だ破壊モードの割合が 60% と最も高く,また,従来品の浴 F よりも高いはんだ実装信頼性を示した。 無電解 Ni/Pd/Au めっきにおいては,浴 A を除き,はん だ破壊モードの割合が 100% を示し,無電解 Ni/Au めっき よりも良好なはんだ実装信頼性を示した。また,シェア荷 重は全ての無電解 Ni/Pd/Au めっき試料で,無電解 Ni/Au めっき品よりも高い数値を示した。このように,無電解 Ni/ Au めっきよりも,無電解 Ni/Pd/Au めっき皮膜のはんだ実 装信頼性が良好であったのは,Ni がはんだに濡れる前に, Fig. 3 SEM images of the electroless Ni/Pd/Au plating films
cross-sectioned by FIB (a) bath A, (b) bath E
㻔㼎㻕
㻡䃛㼙 㻡䃛㼙 㻜㻚㻡䃛㼙 㻜㻚㻡䃛㼙㻔㼍㻕
㻔㼎㻕
㻯㼡 㻺㼕 㻼㼐 㻭㼡 㻺㼕 㼏㼛㼞㼞㼛㼟㼕㼛㼚㻌㼜㼕㼠㼠㼕㼚㼓 㼏㼛㼞㼞㼛㼟㼕㼛㼚㻌㼜㼕㼠㼠㼕㼚㼓 㻡䃛㼙 㻡䃛㼙 㻜㻚㻡䃛㼙 㻜㻚㻡䃛㼙㻔㼍㻕
㻔㼎㻕
㻯㼡 㻺㼕 㻼㼐 㻭㼡 㻺㼕 㼏㼛㼞㼞㼛㼟㼕㼛㼚㻌㼜㼕㼠㼠㼕㼚㼓 㼏㼛㼞㼞㼛㼟㼕㼛㼚㻌㼜㼕㼠㼠㼕㼚㼓論文
Au と Pd がはんだ中に順次溶解するため,無電解 Ni/Au めっきと比較して,Ni のはんだ中への拡散量が減少し,こ れにより,めっき/はんだ接合界面において,はんだ実装 信頼性の低下要因となるリンリッチ層の形成11)が抑制され たためと考えられる。なお,鉛フリー無電解 Ni めっき浴を 用いた場合(浴 B∼E)のはんだ実装信頼性は,鉛を含む従 来品(浴 F)と同等であった。 一方,浴 A においては,はんだ破壊モードの割合が無電 解 Ni/Au めっきと同じ 30% となり,低いはんだ実装信頼 性を示した。浴 A で,無電解 Ni/Pd/Au めっき皮膜のはん だ実装信頼性が低下したのは,Fig. 3 に示した通り,局所 的腐食孔の影響が考えられる。すなわち,無電解 Ni,Pd めっき皮膜上に局所的腐食孔がある場合,その部分は,酸 化されているため,リフロー時にはんだに十分濡れず,部 分的に未接合部位となって,はんだ実装信頼性が低下した と考えられる。 無電解 Ni/Pd/Au めっき皮膜のはんだ実装信頼性に対し て,無電解 Ni めっき皮膜種の影響が発現したのは,Au と Pd が順次はんだ中に溶解することで,結果として,無電解 Ni めっき皮膜とはんだ間での接合になったためである。こ こで,浴 A から F の各無電解 Ni めっき皮膜の違いは,皮 膜中に共析した微量添加剤の種類や濃度であり,さらに, 共析物によって変化した耐食性や皮膜形状である。なお, リン含有率の影響は,10 wt% 以上(高リンタイプ)の無電 解 Ni めっき皮膜で顕著になると考えられる5)∼7)。 Fig. 4 より,1 回リフロー時における無電解 Ni/Pd/Au めっき皮膜のはんだ実装信頼性に対する影響は,特に,無 電解 Ni めっき皮膜中に,ビスマスや鉛といった重金属系の 微量添加剤を含むか否かによるところが大きい。 3.4 はんだ実装信頼性評価(5 回リフロー) 無電解 Ni/Pd/Au めっきにおいて,5 回リフローして作製 した供試材に対する高速シェア試験結果を Fig. 5 に示した。 1 回リフロー時には,鉛フリー無電解 Ni めっき浴種(浴 B∼E)によらず,はんだ実装信頼性は良好であったが,5 回リフロー後においては,浴 B,C,D で,はんだ破壊モー ドの割合がそれぞれ 70%,60%,60% となり,はんだ実装 信頼性の低下が認められた。また,浴 A では,はんだ破壊 モードの割合が 30% であり,依然として低いはんだ実装信 頼性を示した。これに対し,浴 E では,はんだ破壊モード の割合が 100% となり,他の試料よりも高いはんだ実装信 頼性を発現し,耐リフロー性を有することが明らかになっ た。なお,いずれの無電解 Ni めっき浴においても,シェア 荷重は,1 回リフロー時と比較して低下した。 ここで,無電解 Ni めっき浴種によって,はんだ実装信頼 性が異なる要因を明らかにするため,浴 A∼F で作製した 試料の IMC 層厚みの測定と観察を行った。 Fig. 6 は,各無電解 Ni/Pd/Au めっき皮膜上に,1 回リフ ロー,5 回リフローにて SAC を実装した際の IMC 層厚み を比較した図である。また,Fig. 7 は,5 回リフロー後にお ける浴 C,E でのはんだ接合断面の反射電子像である。 Fig. 6 より,1 回リフロー時と比較して,5 回リフロー後 に IMC 層厚みの増大が認められ,これが 5 回リフロー後に おけるシェア荷重の低下要因と考えられた。また,5 回リ フロー時においては,浴 A での IMC 層厚みが約 12 μm と なり,浴 B∼F と比較して厚かった。ここで,熱履歴後の IMC 層厚みは,初期接合時の IMC 層厚みと反応層の増加分 Fig. 4 The reliability of solder joint on various electroless Ni/Au and Ni/Pd/Au plating films after singlereflow soldering
Fig. 5 The reliability of solder joint on various electroless Ni/Pd/Au plating films after 5 times reflow soldering 㻜 㻞㻜 㻠㻜 㻢㻜 㻤㻜 㻝㻜㻜 㻭 㻮 㻯 㻰 㻱 㻲 㻭 㻮 㻯 㻰 㻱 㻲 㻜 㻟 㻢 㻥 㻝㻞 㻝㻡 㻱㼘㼑㼏㼠㼞㼛㼘㼑㼟㼟 㻺㼕㻛㻭㼡㻌㼜㼘㼍㼠㼕㼚㼓㻌 㻱㼘㼑㼏㼠㼞㼛㼘㼑㼟㼟 㻺㼕㻛㻼㼐㻛㻭㼡㻌㼜㼘㼍㼠㼕㼚㼓 㼟㼛㼘㼐㼑㼞 㼟㼛㼘㼐㼑㼞㻗㻵㻹㻯 㻵㻹㻯 㼒㼛㼞㼏㼑 㻲㼞㼍㼏㼠㼕㼛㼚㻌㼛㼒㻌㼒㼞㼍㼏㼠㼡㼞㼑㻔㻑 㻕 㻮㼍㼘㼘㻌㼟㼔㼑㼍㼞㻌㼒㼛㼞㼏㼑㻌㻔㻺㻕 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔 㻜 㻞㻜 㻠㻜 㻢㻜 㻤㻜 㻝㻜㻜 㻭 㻮 㻯 㻰 㻱 㻲 㻭 㻮 㻯 㻰 㻱 㻲 㻜 㻟 㻢 㻥 㻝㻞 㻝㻡 㻱㼘㼑㼏㼠㼞㼛㼘㼑㼟㼟 㻺㼕㻛㻭㼡㻌㼜㼘㼍㼠㼕㼚㼓㻌 㻱㼘㼑㼏㼠㼞㼛㼘㼑㼟㼟 㻺㼕㻛㻼㼐㻛㻭㼡㻌㼜㼘㼍㼠㼕㼚㼓 㼟㼛㼘㼐㼑㼞 㼟㼛㼘㼐㼑㼞㻗㻵㻹㻯 㻵㻹㻯 㼒㼛㼞㼏㼑 㼟㼛㼘㼐㼑㼞 㼟㼛㼘㼐㼑㼞㻗㻵㻹㻯 㻵㻹㻯 㼒㼛㼞㼏㼑 㻲㼞㼍㼏㼠㼕㼛㼚㻌㼛㼒㻌㼒㼞㼍㼏㼠㼡㼞㼑㻔㻑 㻕 㻮㼍㼘㼘㻌㼟㼔㼑㼍㼞㻌㼒㼛㼞㼏㼑㻌㻔㻺㻕 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔 㻜 㻞㻜 㻠㻜 㻢㻜 㻤㻜 㻝㻜㻜 㻭 㻮 㻯 㻰 㻱 㻲 㻲㼞㼍㼏㼠㼕㼛㼚㻌㼛㼒㻌㼒㼞㼍㼏㼠㼡㼞㼑㻔㻑㻕 㻜 㻟 㻢 㻥 㻝㻞 㻝㻡 㻮㼍㼘㼘㻌㼟㼔㼑㼍㼞㻌㼒㼛㼞㼏㼑㻌㻔㻺 㻕 㼟㼛㼘㼐㼑㼞 㼟㼛㼘㼐㼑㼞㻗㻵㻹㻯 㻵㻹㻯 㼒㼛㼞㼏㼑 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔 㻜 㻞㻜 㻠㻜 㻢㻜 㻤㻜 㻝㻜㻜 㻭 㻮 㻯 㻰 㻱 㻲 㻲㼞㼍㼏㼠㼕㼛㼚㻌㼛㼒㻌㼒㼞㼍㼏㼠㼡㼞㼑㻔㻑㻕 㻜 㻟 㻢 㻥 㻝㻞 㻝㻡 㻮㼍㼘㼘㻌㼟㼔㼑㼍㼞㻌㼒㼛㼞㼏㼑㻌㻔㻺 㻕 㼟㼛㼘㼐㼑㼞 㼟㼛㼘㼐㼑㼞㻗㻵㻹㻯 㻵㻹㻯 㼒㼛㼞㼏㼑 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔
論文
の和で示され,この反応層の増加分は,拡散の活性化エネ ルギの関数によって表される12)。無電解 Ni めっき皮膜中 の微量添加剤種および共析濃度は,元素の拡散にかかる活 性化エネルギに影響を及ぼす可能性が考えられる。なお, IMC 層は,硬くて脆く,母材との熱膨張や弾性率などの物 性の差が大きく,成長すると亀裂が生じやすくなる12)。 よって,浴 A でのはんだ実装信頼性の低下は,IMC 層厚み の粗大な成長が原因と考えられる。なお,浴 B∼F での IMC 層厚みはおおよそ 6 μm 程度であり,試料間での顕著な差 は認められなかった。ここで,Table 2 は,EPMA により, 各 IMC 層中における Sn, Ni, Cu の元素比率を測定した結果 であるが,各供試材で形成された IMC 層の成分は,(Cu, Ni)6Sn5であると推察された。Fig. 7 より浴 C,E において,IMC 形状の相違が確認さ れ,浴 E での IMC 層は浴 C よりも,より平坦な形状を呈 した。IMC 層が平坦である場合,IMC 層に衝撃が加わった 場合に,接合界面に均等に力が加わるため,クラックは生 じにくいと考えられ,これが浴 E で高いはんだ実装信頼性 を示した要因と考えられる。また,浴 E では効果的に Ni の はんだ中への溶解を抑制できていることが,Table 2 に示し た IMC 成分の濃度分析により確認された。これは,浴 E で
Fig. 6 Thickness of IMC layers formed in solder ball joints with electroless Ni/Pd/Au plating films after single and 5 times reflow soldering
㻜 㻟 㻢 㻥 㻝㻞 㻝㻡 㻭 㻮 㻯 㻰 㻱 㻲 㼟㼕㼚㼓㼘㼑㻌㼞㼑㼒㼘㼛㼣 㻡㻌㼠㼕㼙㼑㼟㻌㼞㼑㼒㼘㼛㼣 㼠㼔㼕㼏㼗㼚㼑㼟㼟㻌㼛㼒㻌㻵㻹㻯㻌㻔 䃛㼙 㻕 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔 㻜 㻟 㻢 㻥 㻝㻞 㻝㻡 㻭 㻮 㻯 㻰 㻱 㻲 㼟㼕㼚㼓㼘㼑㻌㼞㼑㼒㼘㼛㼣 㻡㻌㼠㼕㼙㼑㼟㻌㼞㼑㼒㼘㼛㼣 㼠㼔㼕㼏㼗㼚㼑㼟㼟㻌㼛㼒㻌㻵㻹㻯㻌㻔 䃛㼙 㻕 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔 の初期の接合過程で,より均一な IMC 層が形成され,更な るはんだ中への Ni 拡散が抑制された証拠であり,リンリッ チ層の形成を抑制できたといえる。 一方,はんだ実装信頼性が低かった浴 A でも同様に,Ni の元素比率の減少が確認された。しかし,これは,Fig. 3 に 示したように,無電解 Ni めっき皮膜が置換 Au めっき時に 酸化され,はんだに対して十分に濡れなかったことが原因 と考えられる。 以上の結果より,はんだ実装信頼性は,IMC 層の性質 (厚み,形状,Sn/Ni/Cu の成分比率)によって変化し,こ の IMC 層の性質が,無電解 Ni めっき皮膜中に共析した微 量添加剤種や濃度によって変化することを明らかにした。 3.5 はんだ実装信頼性評価(時効処理) 無電解 Ni/Pd/Au めっきにおいて,時効処理して作製し た供試材に対する高速シェア試験結果を Fig. 8 に示した。 Fig. 8 より,浴 E のはんだ破壊モードの割合が 70% を示 し,全ての試料中で最も高い耐時効性を示した。Fig. 9 は 時効処理後における浴 A∼F でのはんだ接合断面の SEM 画 像であるが,浴 E では,均一な IMC 層を形成しており,こ れが,高いはんだ実装信頼性を示す要因になったと考えら れる。一方,他の試料では,不均一な IMC 層(浴 A, B, C) や粗大な IMC 層(浴 D, F)の形成が確認され,高速シェア 試験時のクラック発生の因子になったと考えられる。 時効処理時には,5 回リフロー時と同様に,無電解 Ni
Fig. 7 Back-scattered electron images of cross sections of solder ball joints with eletroless Ni/Pd/Au plating films after 5 times reflow soldering
(a) bath C, (b) bath E
㻔㼎㻕
㻞㻜㻌
㻞㻜䃛㼙㻌
㻔㻯㼡㻘㻌㻺㼕㻕㻢㻿㼚㻡 㻔㼍㻕 㻔㻯㼡㻘㻌㻺㼕㻕㻢㻿㼚㻡㻞㻜㻌
㻞㻜䃛㼙㻌
㻯㼡 㻯㼡 㻔㼎㻕㻞㻜㻌
㻞㻜䃛㼙㻌
㻔㻯㼡㻘㻌㻺㼕㻕㻢㻿㼚㻡 㻔㼍㻕 㻔㻯㼡㻘㻌㻺㼕㻕㻢㻿㼚㻡㻞㻜㻌
㻞㻜䃛㼙㻌
㻯㼡 㻔㼍㻕 㻔㻯㼡㻘㻌㻺㼕㻕㻢㻿㼚㻡㻞㻜㻌
㻞㻜䃛㼙㻌
㻯㼡 㻯㼡Fig. 8 The reliability of solder joint on various electroless Ni/Pd/Au plating films after aging at 120°C for 3 weeks 㻜 㻞㻜 㻠㻜 㻢㻜 㻤㻜 㻝㻜㻜 㻭 㻮 㻯 㻰 㻱 㻲 㻜 㻟 㻢 㻥 㻝㻞 㻝㻡 㻲㼞㼍㼏㼠㼕㼛㼚㻌㼛㼒㻌㼒㼞㼍㼏㼠㼡㼞㼑㻔㻑 㻕 㻮㼍㼘㼘㻌㼟㼔㼑㼍㼞㻌㼒㼛㼞㼏㼑㻌㻔㻺 㻕 㼟㼛㼘㼐㼑㼞 㼟㼛㼘㼐㼑㼞㻗㻵㻹㻯 㻵㻹㻯 㼒㼛㼞㼏㼑 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔 㻜 㻞㻜 㻠㻜 㻢㻜 㻤㻜 㻝㻜㻜 㻭 㻮 㻯 㻰 㻱 㻲 㻜 㻟 㻢 㻥 㻝㻞 㻝㻡 㻲㼞㼍㼏㼠㼕㼛㼚㻌㼛㼒㻌㼒㼞㼍㼏㼠㼡㼞㼑㻔㻑 㻕 㻮㼍㼘㼘㻌㼟㼔㼑㼍㼞㻌㼒㼛㼞㼏㼑㻌㻔㻺 㻕 㼟㼛㼘㼐㼑㼞 㼟㼛㼘㼐㼑㼞㻗㻵㻹㻯 㻵㻹㻯 㼒㼛㼞㼏㼑 㻺㼕㻌㼜㼘㼍㼠㼕㼚㼓㻌㼎㼍㼠㼔
Table 2. EPMA quantitative analysis results of IMC in solder ball joints with electroless Ni/Pd/Au plat-ing films after 5 times reflow solderplat-ing
Ni plating bath element (at%)
Sn Ni Cu A 49.7 10.0 40.3 B 42.7 21.8 35.5 C 41.4 20.4 38.2 D 38.6 33.7 27.7 E 49.2 11.5 39.3 F 33.7 40.5 25.8
論文
めっき皮膜中に共析した微量添加剤種や濃度が,IMC 層の 成長に影響を与え,はんだ実装信頼性が変化したと推察さ れた。 なお,いずれの時効処理品においても,1 回リフロー時 と比較して,破壊モードおよびシェア荷重の低下が確認さ れた。ここで,Fig. 10(a), (b) は,浴 C で作製した無電解 Ni/Pd/ Au めっき皮膜のそれぞれ 1 回リフロー後,時効処理後にお けるはんだ接合断面を元素マッピングした結果である。Fig. 10(a), (b) より,時効処理品 (b) において,Ag3Sn 化合物相 の粗大化が認められた。Ag3Sn 化合物相は,本来,はんだ 組織中で微細分散し,はんだの機械的強度を高める分散強 化効果を発現する13)。時効処理品で,はんだ実装信頼性が 低下したのは,この分散強化効果の低下も一因として考え られる。 上記の通り,本研究では,無電解 Ni めっき皮膜中に含ま れる微量添加剤種やその濃度が及ぼすはんだ実装信頼性へ の影響を明らかにした。しかし,その詳細な影響機構は未 だ明らかになっておらず,今後更なる検証が必要と考えら れる。
5. 結 論
本研究では,鉛フリー無電解 Ni めっき皮膜を下地とした 無電解 Ni/Au,無電解 Ni/Pd/Au めっきのはんだ実装信頼 性への影響を研究した。その成果を以下にまとめる。 (1) 鉛フリー無電解 Ni めっき皮膜中に硫黄,ビスマスが 数百 ppm オーダーで共析した。 (2) 鉛フリー無電解 Ni めっき浴を用いた場合,無電解 Ni/Pd/Au めっきのはんだ実装信頼性は,従来の鉛を 含む無電解 Ni めっき浴と比較して,同等以上であっ た。 (3) 重金属フリー無電解 Ni めっき浴を用いた場合,無電 解 Ni/Pd/Au めっきのはんだ実装信頼性が低下した。 また,無電解 Ni めっき皮膜と無電解 Pd めっき皮膜 に局所的腐食孔が認められ,これがはんだ実装信頼 性の低下要因であると考えられた。 (4) 鉛フリー無電解 Ni めっき浴を用いた場合,無電解 Ni/Pd/Au めっきのはんだ実装信頼性は,無電解 Ni めっき皮膜中のビスマス,硫黄濃度によって変化し た。 (5) 鉛フリー無電解 Ni めっき皮膜中の微量添加剤共析量 が多かった試料で,はんだ実装信頼性が向上し,優 れた耐リフロー性と耐時効性を示した。 (6) 無電解 Ni めっき皮膜中に含まれる微量添加剤種と濃 度は,はんだ実装信頼性への複合的な影響因子(無 電解 Ni めっき皮膜中の共析物,無電解 Ni めっき皮 膜と無電解 Pd めっき皮膜の腐食形態・皮膜形状, IMC 層の形状・成分・厚み)の起点となることを明 らかにした。 謝 辞 本研究を行うにあたり,FIB 加工後の断面観察において, 多大なる御協力を頂きました株式会社日立ハイテクサイエ ンス 技術本部 BT 技術部 大柿真毅氏に心より感謝の意 を表します。 (2013.2.21- 受理) Fig. 9 SEM images of cross sections of solder ball jointswith eletroless Ni/Pd/Au plating films after aging 120°C for 3 weeks
(a) bath A, (b) bath B, (c) bath C, (d) bath D, (e) bath E, and (f) bath F
Fig. 10 EPMA mapping analysis results of solder bal joint with electroless Ni/Pd/Au plating films after (a) single reflow soldering and (b) aging at 120°C for 3 week (bath C) 㻡䃛㼙 㻡䃛㼙 㻡䃛㼙 㻡䃛㼙 㻡䃛㼙 㻡䃛㼙 㻯㼡 㻔㻺㼕㻘㻌㻯㼡㻕㻢㻿㼚㻡