プラズマ閉じ込め媒質やコーティング層と言った前処理無しでフェムト秒
レーザーを純鉄に照射するだけで、表層の硬化と圧縮残留ひずみの付与
を達成出来ることが明らかになった
フェムト秒レーザーピーニング機構解明のための
材料学的アプローチ
研究概要
研究成果
まとめ
佐野智一、小椋智、廣瀬明夫(大阪大学) 研究名「フェムト秒レーザーピーニング機構解明の本研究の目的は、プラズマ閉じ込め媒質やコーティング層と言っ
た前処理無しでレーザーピーニングを実現するために、フェムト
秒レーザーピーニング技術を確立することである。今年は、フェム
ト秒レーザー照射した鉄の硬度と格子歪みを調べた。その結果、
レーザー照射前と比較して3倍程度硬度を増加し、また圧縮残留
歪みを付与することが出来た。
平成22年度(財)若狭湾エネルギー研究センター
公募型共同研究
報 告 書
フェムト秒レーザーピーニング機構解明のための
材料学的アプローチ
研究責任者: 佐野 智一 (大阪大学 大学院工学研究科) 共同研究者: 峰原 英介 ((財)若狭湾エネルギー研究センター) 廣瀬 明夫 (大阪大学 大学院工学研究科) 小椋 智 (大阪大学 大学院工学研究科)目次
第 1 章 緒言 1 1.1 金属のフェムト秒レーザーブレーション 1 1.2 レーザーピーニング 1 1.3 研究目的 1 第 2 章 実験方法 3 2.1 供試材料 3 2.2 フェムト秒レーザー照射方法 3 2.3 レーザー照射部近傍における微小押し込み硬さ試験 3 2.4 X 線回折によるレーザー照射部近傍の結晶構造解析 4 第 3 章 実験結果および考察 6 3.1 レーザー照射部近傍における微小押し込み硬さ試験 6 3.2 X 線回折によるレーザー照射部近傍の結晶構造解析 11 第 4 章 結言 17 発表実績 18第 1 章 緒言
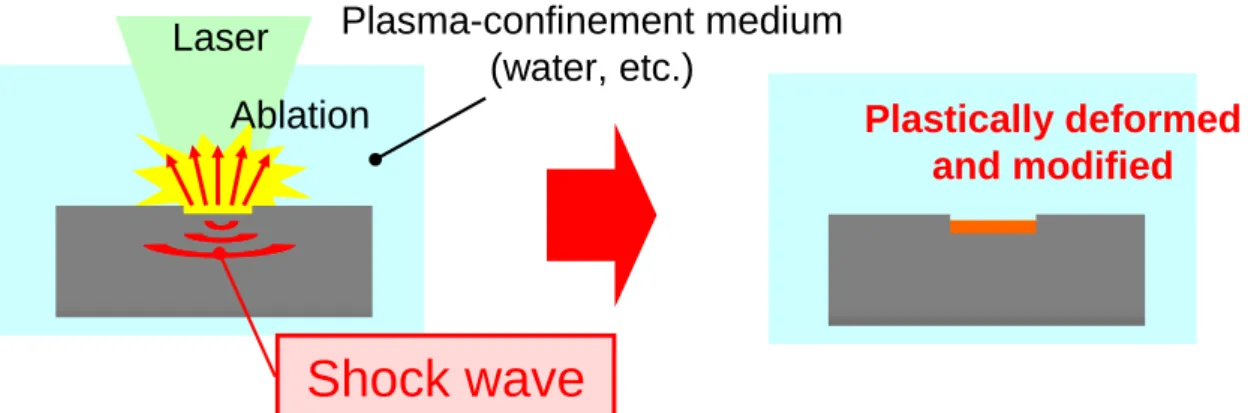
1.1 金属のフェムト秒レーザーブレーション フェムト秒レーザーとは,パルス幅がフェムト秒(fs: 10-15秒)オーダーのパルスレーザーで ある.超短パルスとも言われるこの非常に小さいパルス幅のため,レーザー光のピーク強度が他 のパルスレーザーに比べ大きく,パルスエネルギー1 mJ,パルス幅 100 fs のレーザーを 200 m 径の円に集光すると,その強度は 1013 W/cm2に達する.フェムト秒レーザーに限らず,十分な強 度を有する短パルスレーザーを固体材料に照射すると,材料を構成する元素が原子,分子,ラジ カル,クラスター,液滴,及びそれらのイオンなどの様々な形態で爆発的に放出され,材料表面 がエッチングされる.この現象を総称してアブレーションと言う. 十分に大きい強度を有するパルスレーザーを固体材料に照射すると,材料表層がアブレーショ ンされ,プラズマが生成される.アブレーションの際に生成されるプラズマは,固体からの生成 であるため,放電を用いてガスから生成されるプラズマに比べ非常に高密度であるという特徴を 持ち,そのため,レーザーブレーションの際にはこの高密プラズマが膨張する際の反跳力により 材料表面から内部へと衝撃波が駆動する.フェムト秒レーザーはレーザー強度が非常に大きく, アブレーションが爆発的に起こるため,強力な衝撃波を容易に駆動することができる.Evans ら は,Al の上に SiO2 のオーバーレイを被せた試験片に真空中でフェムト秒レーザーを照射し, Al/SiO2界面におけるフェムト秒レーザー駆動衝撃波の測定を行った.周波数領域干渉計により 界面での粒子速度を測定し,Al と SiO2の標準状態方程式を用いて衝撃波と界面速度を予測した ところ,パルス幅 120 fs,レーザー強度 1014 W/cm2のレーザーを照射した際駆動する衝撃圧力 は 100 - 300 GPa に達すると計測された.また,Cuq-Lelandais らはオーバーレイを用いず Al 薄膜にパルス幅 300 fs,レーザー強度 1014 W/cm2のフェムト秒レーザーを照射した際に駆動す る衝撃波の圧力を計算しており,ピーク衝撃圧力が約 155 GPa であるという結果を得ている. 1.2 レーザーピーニング 鉄鋼材料の表面改質法として代表的なものの 1 つにショットピーニングがある.これは,投射 材(鋼球,セラミックスなど)を材料表面に高速で打ち込み,表面に塑性変形を起こす技術である. 工業的には,表面硬化,表面に圧縮の残留応力を付与することによる疲労強度の改善や応力腐食 割れの防止などに有効に用いられている.しかし,ショットピーニングでは投射材を叩きつける ことから材料に不純物が混入するという短所がある. 一方で,現在レーザーピーニング技術の研究が発展している.この技術は,投射材を打ち付け る代わりにパルスレーザーを照射し,その際,材料表面で瞬間的に発生する高圧プラズマの膨張 の反跳力が衝撃圧力として材料表面に負荷され,その結果,塑性変形が起こりピーニング効果を 得る技術である.光を用いる非接触過程であるため,材料に不純物が混入する心配がなく,また, 照射時の反動がないためファイバー伝送などで容易に遠隔施工が出来るといった利点がある.現 在,レーザーピーニングにはナノ秒パルスレーザーが用いられている.ナノ秒レーザーによるピ ーニングでは,材料を水などの透明媒質中に置きレーザーを照射することで,アブレーションに より発生するプラズマを閉じ込め,それにより材料表面から内部へ強い衝撃波が伝わる(Fig. 1.1).この衝撃圧力で材料表面に塑性変形を与え,その結果,転位の導入により表層の硬化,最 大で降伏応力に相当する圧縮の残留応力の付与が起こる.レーザーピーニングはジェットエンジ ンのタービン部,原子力発電所の炉心シュラウドなどの表面改質,補修に利用されており,異物 損傷の防止,損傷許容性の改善,圧縮残留応力の付与による疲労寿命の改善,応力腐食割れの防 止などの効果が得られている. 1.3 研究目的 原子力プラントの予防保全として応力腐食割れの防止を目的として、水中でのナノ秒レーザー負荷出来ない。フェムト秒レーザーパルスはプラズマ閉込媒質無しで十分高い衝撃圧力を負荷出 来るため、新しいピーニングプロセスとなり得る。フェムト秒レーザーピーニングプロセスが確 立されると、これまでナノ秒レーザーピーニングプロセスを適用出来なかった箇所にも適用出来 る可能性があり、原子力プラントの予防保全範囲が広がり、また特殊鋼や金属加工分野において 新しい産業創生が期待される。 Ablation
Shock wave
Plasma-confinement medium (water, etc.) Plastically deformed and modified Laser第 2 章 実験方法
2.1 供試材料 供試材料として純鉄(純度 99.99 %)を用いた.純鉄試験片は,真空炉中(10-3 Pa)で 850 ℃・1 hr 保持し回復させ,ひずみを除去した.ひずみを除去した試料表面に対して耐水研磨紙 2000 番 で研磨をした後,粒径 1.0 m のダイヤモンド粒子を用いてバフ研磨し,さらにコロイダルシリ カの顕濁液を用いて琢磨することで,鏡面に仕上げると共に研磨紙及びダイヤモンド粒子による 加工層を化学的に除去した. 2.2 フェムト秒レーザー照射方法 可動ステージ上に設置した試験片表面にフェムト秒レーザーパルスを焦点距離 70 mm の単レン ズで集光し,大気中で照射した.レーザーパラメータを Table 2.1 に示す.Table 2.1 Conditions of laser-irradiation.
Wavelength 800 nm 800 nm
Pulse width 120 fs 130 fs
Repetition frequency 1000 Hz 10 Hz
Pulse energy 0.75 mJ 1.4 - 9.1 mJ
Diameter of a focal spot 70 m 100 m
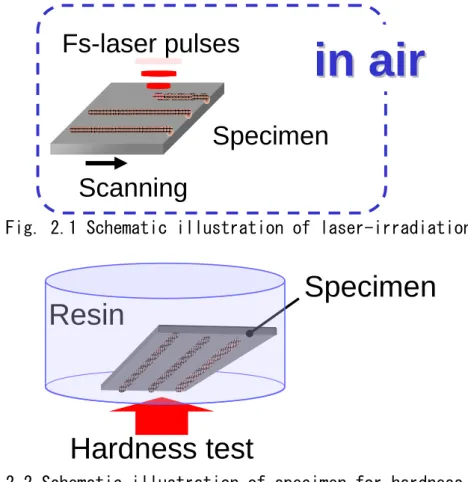
Intensity 1.6×1014 W/cm2 1.4×1014 - 8.9×1014 W/cm2 2.3 レーザー照射部近傍における微小押し込み硬さ試験 純鉄表面にフェムト秒レーザーを大気中でスキャン照射し溝加工を施した(Fig. 2.1).このよ うに複数のパルスが 1 列に重なるようにスキャン照射することで,以降の照射断面の硬さ測定の 際,断面位置によるレーザー影響の差異をなくし,また,レーザーショックの影響を顕著にする ことを試みた.レーザー照射条件を Table 2.2 に示す.レーザー照射後の試料を非導電性樹脂に 45 deg 傾けて埋め(Fig. 2.2),レーザー照射断面を耐水研磨紙 2000 番で研磨をした後,粒径 1.0 m のダイヤモンド粒子を用いてバフ研磨し,さらにコロイダルシリカの顕濁液を用いて琢磨す ることで,鏡面に仕上げると共に研磨紙及びダイヤモンド粒子による加工層を化学的に除去した. 研磨後のレーザー照射部近傍断面に対して微小押し込み硬さ試験を行った.硬さ試験条件は, 押し込み荷重 100 mgf,測定点間隔 2 m で,1 つの試料に対し 10×10 点の 100 点測定した.微 小押し込み硬さ試験による圧痕を,走査型電子顕微鏡(SEM: Scanning Electron Microscope)を 用いて観察した.観察の前に,試料表面に炭素蒸着を施すことで非導電性樹脂のチャージアップ を防いだ.
Table 2.2 Conditions of laser-irradiation for hardness tests.
Wavelength 800 nm 800 nm Pulse width 130 fs 120 fs Repetition frequency 10 Hz 1000 Hz Spot diameter 100 m 70 m Scan speed 100 m/s 1750 m/s Pulse energy 1.5 mJ 2.4 mJ 5.0 mJ 6.8 mJ 9.1 mJ 0.75 mJ Intensity 1.5×10 14 W/cm2 2.4×1014 W/cm2 4.9×1014 W/cm2 6.7×1014 W/cm2 8.9×1014 W/cm2 1.6×1014 W/cm2
Specimen
in air
in air
Scanning
Fs-laser pulses
Fig. 2.1 Schematic illustration of laser-irradiation.
Hardness test
Resin
Specimen
Fig. 2.2 Schematic illustration of specimen for hardness tests. 2.4 X 線回折によるレーザー照射部近傍の結晶構造解析
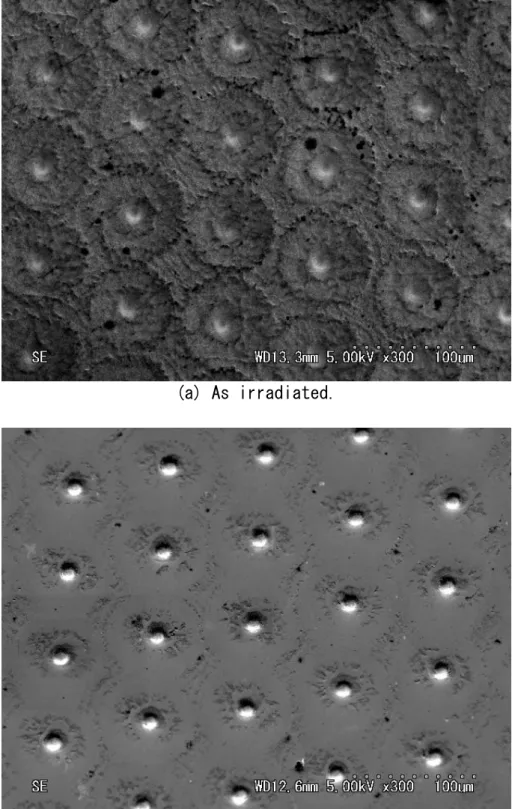
フェムト秒レーザーを純鉄試験片表面全面にパルスが隣接するように大気中で照射した.レー ザー未照射の試験片及び照射後の試験片に対し斜入射 X 線回折(GI-XRD: Grazing Incidence X-Ray Diffraction)を行うことにより,フェムト秒レーザー照射前後における純鉄の格子面間隔 変化を検証し,フェムト秒レーザー照射により導入される格子歪みを評価した.フェムト秒レー ザー照射条件を Table 2.3 に示す.GI-XRD の前に,試験片表面をコロイダルシリカ顕濁液によ り琢磨し,レーザー照射時に堆積したコンタミ等を除去した.レーザー照射直後及びコンタミ除 去後の試験片表面 SEM 像を Fig. 2.3 に示す.GI-XRD では X 線入射角を固定するため,X 線侵入 長が入射角ごとに一定となり,試験片表面からの深さごとに情報を得ることができる.測定条件 は,X 線波長 1.54056 Å(CuK),入射角 1 deg 及び 30 deg の 2 種類,測定角度 40 deg-90 deg, 測定間隔 0.01 deg/step,露光時間 10 s/step とした.入射角が 1 deg 及び 30 deg の際の X 線 侵入長は,それぞれ 68 nm 及び 2.1 m である.
Table 2.3 Conditions of laser irradiation for XRD analyses.
Wavelength 800 nm Pulse width 130 fs Repetition frequency 10 Hz Spot diameter 100 m Pulse to pulse 80 m Pulse energy 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ Intensity 1.4×10 14 W/cm2 2.6×1014 W/cm2 5.0×1014 W/cm2 6.7×1014 W/cm2 8.4×1014 W/cm2
(a) As irradiated.
(b) Irradiated and polished.
第 3 章 実験結果および考察
3.1 レーザー照射部近傍における微小押し込み硬さ試験 純鉄表面にフェムト秒レーザーを大気中でスキャン照射し溝加工を施した後,レーザー照射断 面に対して微小押し込み硬さ試験を行った.硬さ試験後の圧痕 SEM 像及び,横軸に表面からの深 さ,縦軸に硬さをとり試験結果をプロットしたグラフを Fig. 3.1-3.6 に,各照射パルスエネル ギーにおける最高硬さ,母材平均硬さ及び硬化深さを Table 3.1 にそれぞれ示す. 微小押し込み硬さ試験の結果,大気中でフェムト秒レーザーを照射することで純鉄表層が硬化 した.パルスエネルギー,すなわちレーザー強度を増加させることにより,最高硬度が増大し, 硬化領域が拡大する傾向が見られた.また,レーザー強度一定の下,スキャンスピードを小さく し,照射パルス数を増加させることによっても最高硬度の増大及び硬化領域の拡大がなされた.10 mm
3.8
4.8
5.4
4.4
Unit (GPa)
(a) SEM image of the cross-section of iron after nanoindentation.
0 2 4 6 8 10 0 2 4 6 8 10 H a r d n e ss ( G P a ) Depth (m)
Matrix : 3.2 GPa
1.1
m
5.4 GPa
(b) Hardness distribution as a function of the depth.
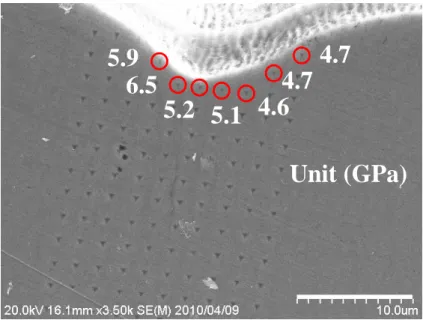
Unit (GPa)
5.9
6.5
5.2 5.1 4.6
4.7
4.7
(a) SEM image of the cross-section of iron after nanoindentation.
0 2 4 6 8 10 0 2 4 6 8 10 H a r d n e ss ( G P a ) Depth (m)
Matrix : 3.6 GPa
6.5 GPa
2.0
m
(b) Hardness distribution as a function of the depth.
Unit (GPa)
6.9
6.4
4.4
5.7
(a) SEM image of the cross-section of iron after nanoindentation.
6.9 GPa
2.9
m
Matrix : 3.1 GPa
0 2 4 6 8 10 0 2 4 6 8 10 H a r d n e ss ( G P a ) Depth (m)(b) Hardness distribution as a function of the depth.
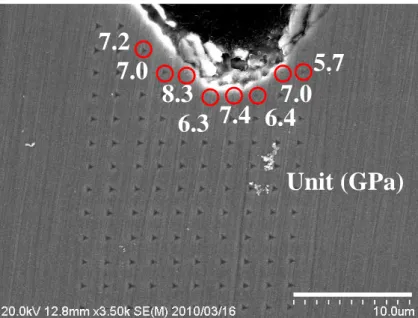
7.2
7.0
8.3
6.3 7.4 6.4
7.0
5.7
Unit (GPa)
(a) SEM image of the cross-section of iron after nanoindentation.
0 2 4 6 8 10 0 2 4 6 8 10 H a r d n e ss ( G P a ) Depth (m)
8.3 GPa
Matrix : 3.2 GPa
2.5
m
(b) Hardness distribution as a function of the depth.
6.7
5.9
7.8
6.2
Unit (GPa)
(a) SEM image of the cross-section of iron after nanoindentation.
0 2 4 6 8 10 0 2 4 6 8 10 H a r d n e ss ( G P a ) Depth (m)
7.8 GPa
3.2
m
Matrix : 3.0 GPa
(b) Hardness distribution as a function of the depth. Fig. 3.5 Results of nanoindentation of iron with 9.1 mJ, 8.9×1014
W/cm2
4.3
4.8
5.0
5.1
Unit (GPa)
4.9
5.6
4.6
4.4
4.3
4.1
Fig. 3.6 Results of nanoindentation of iron with 0.75 mJ, 1.6×1014 W/cm2 (scan speed:1750 m/s).
Table 3.1 The maximum hardness and the hardened depth of iron after laser-irradiation. Pulse energy 1.5 mJ 2.4 mJ 5.0 mJ 6.8 mJ 9.1 mJ 0.75 mJ*
Matrix hardness 3.2 GPa 3.6 GPa 3.1 GPa 3.2 GPa 3.0 GPa 3.0 GPa Max. hardness 5.4 GPa 6.5 GPa 6.9 GPa 8.3 GPa 7.8 GPa 5.6 GPa Hardened ratio (Max./Matrix) 1.7 1.8 2.2 2.6 2.6 1.9 Hardened depth 1.1 m 2.0 m 2.9 m 2.5 m 3.2 m 3.2 m * Pulse to pulse:1.75 m 3.2 X 線回折によるレーザー照射部近傍の結晶構造解析 大気中でフェムト秒レーザーを表面全面に照射した純鉄試験片に対する GI-XRD 結果を Fig. 3.7, 3.8 にそれぞれ示す.また,回折信号を各ピークの最大値で除することで規格化した結果 を Fig. 3.9, 3.10 にそれぞれ示す.規格化したグラフを Vorgt 関数でフィッティングすること でピーク角及び半値幅を求めた結果を Table 3.2, 3.3 にそれぞれ示す.X 線の誤差分布が Lorentz 関数で表され,測定系での誤差分布が Gauss 関数で表されるため,Lorentz 関数と Gauss 関数の 畳み込みである Vorgt 関数でフィッティングすることで,実測信号と精度良く合うフィッティン グ関数を求めることができる. GI-XRDの結果,X線入射角1 deg(X線侵入深さ68 nm)においては,フェムト秒レーザーを照射す ることによってピーク角が低角度側へシフトし,さらに半値幅が拡がる傾向が見られた.ピーク 形状に注目すると,低角側が膨らんでいる様子が見られた.X線入射角30 deg(X線侵入深さ2.1 m)においては,フェムト秒レーザーを照射することによってピーク角が高角度側へシフトし, 半値幅に関しては変動しない傾向が見られた.
43.5 44.0 44.5 45.0 45.5 46.0 0 5000 10000 15000 20000 25000 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ C o u n ts 2 theta (degree) (a) bcc(110) 63.5 64.0 64.5 65.0 65.5 66.0 66.5 0 500 1000 1500 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ C o u n ts 2 theta (degree) (b) bcc(200) 81 82 83 84 0 50 100 150 200 250 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ C o u n ts 2 theta (degree) (c) bcc(211)
43.5 44.0 44.5 45.0 45.5 46.0 0 50000 100000 150000 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ C o u n ts 2 theta (degree) (a) bcc(110) 63.5 64.0 64.5 65.0 65.5 66.0 66.5 0 4000 8000 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ C o u n ts 2 theta (degree) (b) bcc(200) 81 82 83 84 0 10000 20000 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ C o u n ts 2 theta (degree) (c) bcc(211)
43.5 44.0 44.5 45.0 45.5 46.0 0.0 0.2 0.4 0.6 0.8 1.0 1.2 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ I / I m a x 2 theta (degree) (a) bcc(110) 64.0 64.5 65.0 65.5 66.0 0.0 0.2 0.4 0.6 0.8 1.0 1.2 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ I / I m a x 2 theta (degree) (b) bcc(200) 81 82 83 84 0.0 0.2 0.4 0.6 0.8 1.0 1.2 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ I / I m a x 2 theta (degree) (c) bcc(211)
43.5 44.0 44.5 45.0 45.5 46.0 0.0 0.4 0.8 1.2 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ I / I m a x 2 theta (degree) (a) bcc(110) 64.0 64.5 65.0 65.5 66.0 0.0 0.2 0.4 0.6 0.8 1.0 1.2 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ I / I m a x 2 theta (degree) (b) bcc(200) 81 82 83 84 0.0 0.2 0.4 0.6 0.8 1.0 1.2 Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ I / I m a x 2 theta (degree) (c) bcc(211)
Table 3.2 Peak angles and FWHM estimated by the results of GI-XRD with incident angle of 1 deg.
(a) Peak angles (deg).
Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ bcc(110) 44.70 44.67 44.63 44.63 44.66 44.65 bcc(200) 65.04 65.03 65.02 64.98 65.01 65.00 bcc(211) 82.45 82.43 82.42 82.41 82.45 82.45 (b) FWHM (deg). Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ bcc(110) 0.33 0.43 0.49 0.47 0.45 0.45 bcc(200) 0.53 0.58 0.62 0.69 0.61 0.63 bcc(211) 0.54 0.55 0.63 0.61 0.54 0.52
Table 3.3 Peak angles and FWHM estimated by the results of GI-XRD with incident angle of 30 deg.
(a) Peak angles (deg).
Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ bcc(110) 44.63 44.68 44.68 44.65 44.65 44.65 bcc(200) 64.97 65.11 65.12 65.05 65.03 65.05 bcc(211) 82.31 82.41 82.42 82.37 82.37 82.37 (b) FWHM (deg). Unirradiated 1.4 mJ 2.7 mJ 5.1 mJ 6.8 mJ 8.6 mJ bcc(110) 0.36 0.35 0.34 0.38 0.38 0.38 bcc(200) 0.49 0.44 0.44 0.46 0.43 0.46 bcc(211) 0.43 0.43 0.43 0.46 0.44 0.44
第 4 章 結言
レーザー照射時に誘起される強力な衝撃波を利用し,格子欠陥を導入することによる純鉄表層 の硬化を試みた.レーザー照射部近傍断面における微小押し込み硬さ試験結果から,大気中でフ ェムト秒レーザーを照射することで純鉄表層が硬化することが確認された.照射パルスエネルギ ー(レーザー強度)を増加させることで,最高硬さ並びに硬化深さが増大する傾向を示した.さら に,レーザー強度一定の下,照射パルス数を増加させることでも,最高硬さ及び硬化深さが増大 する傾向が見られた.次に,硬化の原因を検証するため,レーザー照射表面に対する X 線回折を 行った.X 線回折の結果,レーザー照射後の純鉄表層における不均一格子歪みの導入が示唆され た.以上のことから,硬化の原因はフェムト秒レーザー照射時に誘起される衝撃波によって純鉄 表層が塑性変形を受け,格子欠陥が増大したことによるものであると考えられた.故に,レーザ ー強度の増大に伴う最高硬さ及び硬化深さの増大は,衝撃波強度の増大による格子欠陥密度の増 大及び衝撃波侵入深さの増大が原因であると考えられ,照射パルス数の増大に伴う硬度,硬化深 さの増大も,繰り返し衝撃負荷数の増加に伴う格子欠陥密度の増大であると考えられた.X 線回 折の結果から格子歪みの状態をより詳細に考えると,純鉄表層数 10 nm の領域において不均一引 張歪みが分布し,数m の領域においては全体的に圧縮格子歪みが分布した状態であることが示 された.これらのことから,大気中でフェムト秒レーザーを照射することで表層の硬化だけでは なく,現在表面改質技術として適用されているレーザーピーニングと同様に,表層への圧縮残留 応力導入が可能であることが示された.すなわち,従来水中でしか行えなかったレーザーピーニ ング処理をドライプロセスで行うことができ,かつ悪影響を及ぼす熱影響部を最小限に抑えるこ とが可能となると考えられる.発表実績
1) 塚田貴大, 佐野智一, 小椋智, 大越昌幸, 井上成美, 小林絋二郎, 廣瀬明夫, "フェムト秒 レーザによる純鉄表層の衝撃硬化," 溶接学会平成 22 年度春季全国大会, 東京ビッグサイト, 平成 22 年 4 月 20-22 日.
2) T. Sano, T. Nakashima, T. Tsukada, Y. Isshiki, T. Ogura, M. Okoshi, N. Inoue, K. F. Kobayashi, and A. Hirose, "A new laser peening process - Potentiality of femtosecond laser -," The 2nd International Conference on Laser Peening, San Francisco, USA, April 18-21, 2010. 3) 塚田貴大, 佐野智一, 小椋智, 大越昌幸, 井上成美, 小林紘二郎, 廣瀬明夫, "鉄鋼材料の フェムト秒レーザ衝撃硬化機構の一考察," 日本大学工学部(郡山), 平成 22 年 9 月 7-9 日. 4) 塚田貴大, 佐野智一, 小椋智, 大越昌幸, 井上成美, 小林紘二郎, 廣瀬明夫, "鉄鋼材料の フェムト秒レーザ駆動衝撃硬化," (社)溶接学会 溶接冶金研究委員会 創設 50 周年記念シン ポジウム, 大阪大学銀杏会館, 平成 22 年 10 月 7-8 日.
5) T. Tsukada, T. Sano, T. Ogura, M. Okoshi, N. Inoue, K. F. Kobayashi, and A. Hirose, "Surface hardening of iron using femtosecond laser-driven shock," Materials Science & Technology 2010 Conference and Exhibition (MS&T'10), Houston, Texas, USA, Oct. 17-21, 2010.