11 JHPI Vol. 58 No. 6 2020
低変態温度溶接材料を用いた全姿勢炭酸ガスアーク
伸長ビード溶接による疲労寿命延伸効果と
溶接金属の破壊靭性に関する一考察
論 文
A Study on Fatigue Life Improvement of Welded Joints in All
Positions and Fracture Toughness of Weld Metal for CO
2Gas Arc
Elongated Bead Welding Method with Low Transformation
Tem-perature Welding Material
株式会社 三和ドック
松﨑 拓也(
Takuya MATSUZAKI)
大阪大学 接合科学研究所
麻 寧緒(
Ninshu MA)
平岡 和雄(
Kazuo HIRAOKA)
村川 英一(
Hidekazu MURAKAWA)
馮 中元(
Zhongyuan FENG)
長崎総合科学大学 大学院 工学研究科
岡田 公一(
Koichi OKADA)
木村 俊介(
Shunsuke KIMURA)
株式会社 神戸製鋼所
加納 覚(
Satoru KANO)
志賀強度接合研究所
志賀 千晃(
Chiaki SHIGA)
矢島材料強度研究所
矢島 浩(
Hiroshi YAJIMA)
In our previous study, the elongated bead welding with Low Transformation Temperature (L.T.T.) welding ma-terial were investigated to apply to boxing fillet welded joints used in ship’s local structure. The welded joints by gas metal arc welding (80%Ar・20%CO2 shielding gas) with LTT1 welding material of 10Cr10Ni filler metal
showed sufficient fatigue life enhancing effect.
In this study, we showed that the elongated bead welding with newly developed L.T.T. welding material can enhance the fatigue life of boxing fillet welded joints even under the condition of 100%CO2 gas shielded arc
weld-ing. That is, by using newly developed LTTB welding material of 16Cr8Ni flax cored wire, CO2 gas shielded arc
welding in all positions can be possible and the repair welded joints by 40 mm elongated bead welding with LTTB welding material showed about 4.3 times fatigue life in the case of overhead position welding and about 10.5 times and more fatigue life in the case of flat position welding compared with that by conventional welding.
In addition, the fracture toughness tests of LTTB weld metal by using the weld metal center-notched fracture toughness test specimen were carried out. It was shown that LTTB weld metal had sufficient fracture toughness.
As a result, it was shown that a fatigue life enhancing technique simply by in-house welding to repair the fatigue crack that generates in boxing fillet welded joints in ship’s local structure can be applied to practical use.
Key words:low transformation temperature welding material, CO2 gas shielded arc welding, all position
weld-ing, boxing fillet welded joint, elongated bead weldweld-ing, fatigue strength improvement, weld metal fracture toughness, high strength ship hull steel plate
疲労寿命延伸効果と溶接金属の破壊靭性に関する一考察 圧力技術 第58巻第 6 号
1.緒 言
既報1)において,低変態温度(Low Transformation Temperature:L.T.T.)溶接材料として,MAG 溶接用 の10Cr10Ni 系ソリッドワイヤ(記号:LTT1)を使 用した場合の,スチフナ先端角回し溶接部の疲労 寿命に対する伸長ビード溶接による延伸効果につ いて報告した。 すなわち,スチフナ先端角回し溶接部に,LTT1 で,長さ約40mm の伸長ビードを溶接した場合, 角回し溶接部の疲労寿命が約10倍延びることを報 告した。ただし,LTT1 による伸長ビード溶接は, 10Cr10Ni 系ソリッドワイヤを 80%Ar・20%CO2ガ スでMAG 溶接した場合である1)。 L.T.T.溶接材料を,船体局部構造の補修溶接に実 用する場合, 造船所現場での溶接では 80% Ar・ 20%CO2ガスの使用は問題ないが,就航後本船内 で補修溶接する場合を想定すると,100%CO2ガス で溶接出来る“炭酸ガスアーク溶接”が可能でない と実用は困難である。 本報では,新しく開発された,100%CO2ガスで 全姿勢の溶接が可能な,16Cr8Ni 系フラックス入 りワイヤ(記号:LTTB)による炭酸ガスアーク溶 接によって,長さ約40mm の伸長ビードを溶接し た場合の,角回し溶接部の疲労寿命延伸効果につ いて報告する。 すなわち,本船内での補修溶接を想定して,全 姿勢(下向姿勢・上向姿勢・立向上進姿勢・立向 下進姿勢・横向姿勢)溶接で,一般炭素鋼フラッ クス入りワイヤ(記号:Conv. Wire)により,補修 溶接と角回し溶接を施工した後,LTTB で伸長 ビード溶接した場合,最大,下向姿勢溶接で 10.5 倍以上の延伸効果が確認されたことを報告する。 さらに,LTTB 溶接金属の破壊靭性試験結果か ら,たとえV-ノッチシャルピー吸収エネルギー値 が低くても,LTTB 溶接金属は充分な破壊靭性を 有していることについて述べる。2.L.T.T.溶接材料のMAG伸長ビード溶
接による疲労寿命延伸に関する既
研究成果概要
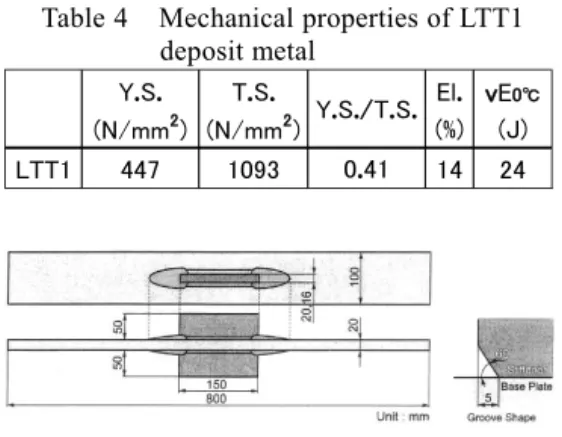
供試疲労試験片の主板とスチフナ材に,降伏点 40 kgf/mm2(390N/mm2)級(AH40,板厚 20mm)・ 36 kgf/mm2(355 N/mm2)級(AH36,板厚 20 mm・ 16 mm)船体用高張力鋼板が使用された。ミルシー トによる化学成分と機械的性質をTable 1に示す1)。 また,疲労試験片の主板とスチフナ材との隅肉 溶接および角回し溶接に使用された一般炭素鋼 MAG 溶接用フラックス入りワイヤ(Conv. Wire) の,メーカカタログによる溶着金属の化学成分例 と機械的性質例をTable 2 に示す1)。 伸長ビード溶接用の L.T.T.溶接材料として, 10Cr10Ni 系ソリッドワイヤ(LTT1)(80%Ar・20% CO2ガス使用)が使用された。LTT1 溶着金属の化 学成分とMs 温度(マルテンサイト変態温度)の代 表例を,Table 3 に示す。また,LTT1 溶着金属の機 械的性質の代表例を Table 4 に示す。 供試された疲労試験片の形状・寸法をFig. 1 に 示す。なお,主板とスチフナ材とのConv. Wire に よる隅肉溶接および角回し溶接の条件,ならびに, Mn P vE0℃ (%) (%) (J) 1.34 0.008 333 1.08 0.014 235 1.10 0.017 256 Y.P. (N/mm2) T.S. (N/mm2) MaterialThick. C Si (mm) (%) 0.002 0.006 0.004 AH36 16 0.14 0.21 486 446 454 539 543 511 25 21 23 Chemical Composition 20 (%) El. 0.14 0.23 AH40 20 0.12 0.29 AH36 (%) Mechanical Properties S (%)Table 1 Chemical composition and mechan-ical properties of steel plates
S 0.009
(%) (J)
0.06 0.50 1.40 0.013 530 590 27 98
C Si Mn P (N/mm2) (N/mm2)
Chemical Composition (mass%) 0.2% P.S. T.S. El. vE
Table 2 Chemical composition and mechanical properties of deposit metal
(Conv. Wire) (From product catalog)
Cr 10.5
Chemical Composition (%) Ms Temp.
C Si Mn Ni O (℃)
184
LTT1 0.048 0.26 0.6 9.46 0.055
Table 3 Chemical composition and Ms tempe- rature of LTT1 deposit metal
13 JHPI Vol. 58 No. 6 2020
LTT1 による伸長ビード溶接の条件を,Table 5 に 示す1)。
また,疲労試験片のスチフナ先端の角回し溶接 部は,以下の3 種類を代表例とした。
① タイプA:上述の Conv. Wire で,全て下向姿 勢で極普通に直線部の隅肉溶接と,角回し溶接 した試験片。 ② タイプER:全て下向姿勢で直線部の隅肉溶接 と角回し溶接をConv. Wire で施工したタイプA に,下向姿勢でLTT1 を使用して長さ 約 40 mm の伸長ビードを溶接した試験片。 ③ タイプFR:スチフナ先端の角回し溶接部に開 先加工(Fig. 1 参照)を施し,全て下向姿勢で直 線部の隅肉溶接と角回し溶接をConv. Wire で施 工して,下向姿勢でLTT1 を使用して長さ 約 40 mm の伸長ビードを溶接した試験片。 なお,試験片の溶接施工手順は,全試験片とも 同一にしてある。 さらに,タイプA には,主板とスチフナ材共に 板厚20 mm の AH40 鋼板が使用され,タイプ ER およびタイプ FR には,主板には板厚 20 mm の AH36 鋼板が,スチフナ材には板厚 16 mm の AH36 鋼板が使用された。 タイプA とタイプ ER・タイプ FR とで,主板に 用いられた鋼板が異なるが,先に示したTable 1 に よれば,その強度差は僅かであり,スチフナ材先 端の角回し溶接部の疲労強度にはほとんど差が無 いものと仮定して,タイプA の疲労試験結果を基 準に,タイプER およびタイプ FR の疲労試験結果 を評価した。 応力範囲(
σ
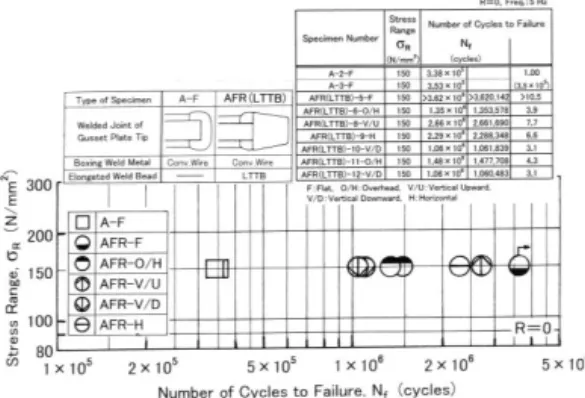
R)150N/mm2および200N/mm2で, 試験片が破断するまで疲労試験を実施した。な お,室温,大気中,軸力,引張り,荷重一定条件 [応力比R=0],荷重繰返し速度 2~5Hz,荷重波 形は正弦波で疲労試験を実施した1)。 疲労試験結果をFig. 2 に示す。σ
Rが150N/mm2の場合,タイプA の平均寿命 (3.46×105 cycles)を基準にすると,タイプ ER の 寿命は,約 7.3~9.3 倍であり,タイプ FR の寿命 は,約4.1~6.2 倍であった。 また,σ
Rが200N/mm2の場合,タイプER の寿 命はタイプA の寿命の約 6.0~8.4 倍であり,タイ プFR の寿命は,約 10.1~10.5 倍であった。 疲労試験後の破断面と亀裂進展状況の代表例を Fig. 3 および Fig. 4 に示す。 Fig. 3 および Fig. 4 から明らかなように,タイプ FR では,疲労亀裂はスチフナ材先端直下の主板と スチフナ材との未溶着部先端,すなわちルート部 からスチフナ材に発生し,スチフナ材の内部を外 側に向かって進展した後,スチフナ材と主板との 隅肉溶接金属に進展している。スチフナ材と主板 との隅肉溶接金属を破断した疲労亀裂は,主板に 進展して,主板の破断に至っている。なお,タイ (N/mm2) (N/mm2) (%) (J) LTT1 447 1093 0.41 14 24 Y.S. T.S. Y.S./T.S. El. vE0℃ Table 4 Mechanical properties of LTT1deposit metal
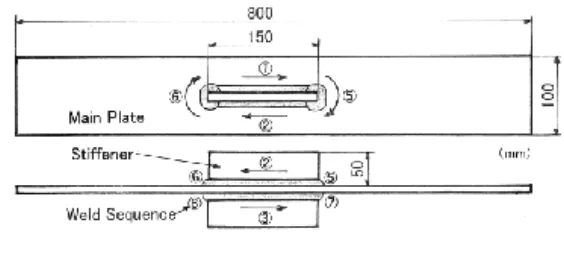
Fig. 1 Shape and size of boxing fillet welded joint specimen
Shield Gas Current Voltage Speed Heat Input
[25 (l/min)] (A) (V) (cm/min) (kJ/cm)
Fillet Weld Conv. Wire 100%CO2 280 32 48 11
Boxing Weld Conv. Wire 100%CO2 280,340,300 32,31,32 28,35,45 19,18,13
Elongated Bead LTT1 80%Ar20%CO2270,320,220 26,27,27 18,18,24 23,29,15
Material
Table 5 Welding conditions
疲労寿命延伸効果と溶接金属の破壊靭性に関する一考察 圧力技術 第58巻第 6 号 プER でも,略同様な亀裂進展状況であった。 したがって,主板とスチフナ材との未溶着部先 端,すなわちルート部からスチフナ材に発生した 疲労亀裂が,スチフナ材内部を進展したことが, 延命効果をもたらしたものと推察される。 当然ながら,Conv. Wire で角回し溶接した後, LTT1 で伸長ビード溶接したことによる,疲労亀裂 起点部の残留応力の効果も大きかったものと推察 される。
3.全姿勢溶接で施工された伸長ビード
角回し溶接継手部の疲労寿命延伸
効果
3.1 供試鋼板および供試溶接材料
降伏点36kgf/mm2(355N/mm2)級(KA36,板厚 20mm・16mm)船体用高張力鋼板を,供試した疲 労試験片の主板とスチフナ材に使用した。ミル シートによる化学成分と機械的性質を,Table 6 に 示す。 また,疲労試験片の主板とスチフナ材との隅肉 溶接や角回し溶接に使用した一般炭素鋼用フラッ クス入りワイヤ(Conv. Wire)の,メーカカタログ による溶着金属の化学成分例と機械的性質例も, 先にTable 2 に示したものと同一である。 100%CO2ガスで全姿勢溶接が可能な,新しく開 発された,16Cr8Ni 系フラックス入りワイヤ(LTTB) の溶着金属の化学成分と機械的性質を,Table 7 に 示す。また,KA36 鋼板に,溶接条件 200A・32V・ 100mm/min で,ウィービング幅 25mm・ウィービ ング回数40 回/min の下向姿勢で,ビードオン溶 接した肉盛溶接金属の化学成分と機械的性質を, Table 8 に示す。LTTB 溶着金属(Table 7)の機械的 性質に比べ,LTTB 肉盛溶接金属(Table 8)は, KA36 鋼板との希釈により,かなり硬化している。3.2 供試疲労試験片基本形状
供試した疲労試験片の基本形状を,Fig. 5 に示す。 先に述 べたよ うに,主板には板厚 20mm の KA36 鋼板を使用し, スチフナ材には板厚 16mm のKA36 鋼板を使用した。 また,Fig. 5 に溶接施工手順が示してあるように, 溶接残留応力分布を揃える目的で,Conv. Wire を Fig. 3 Fracture surface and pass after fatiguetest (FR-5,150N/mm2,2.15×106
cycles)
Fig. 4 Fracture surface and pass after fatigue test (FR-3,200N/mm2,1.34×106 cycles) Mn P El. vE0℃ (%) (%) (%) (J) 1.10 0.013 24 -1.15 0.014 21 227 (N/mm2 ) MaterialThick.
Chemical Composition Mechanical Properties C Si S Y.P. T.S. (mm) (%) (%) (%) (N/mm2 ) 520 KA36 16 0.15 0.29 0.005 469 549 KA36 20 0.15 0.28 0.003 396
Table 6 Chemical composition and mechanical properties of KA36 steel plates
El. vE0℃
Ni (%) (J) 8.2 19 Avg.31 Chemical Composition (mass%) 0.2%P.S. T.S.
(N/mm2
) (N/mm2
) 0.02 0.34 0.44 0.02 <0.01 16.1 321 845
C Si Mn P S Cr
Table 7 Chemical composition and mechani-cal properties of LTTB deposit metal
El. Ni (%) 6.7 9 T.S. C Si Mn P S 1123 Cr (N/mm2) (N/mm2) 0.04 0.40 0.41 0.02 <0.01 12.4 720 Chemical Composition (mass%) 0.2%P.S.
Table 8 Chemical composition and mechan- ical properties of LTTB overlaying weld metal
15 JHPI Vol. 58 No. 6 2020
用いて,全て下向姿勢で,主板とスチフナ材との 隅肉溶接を先に行い,角回し溶接は後から施工し た。
3.3 供試疲労試験片
本船内でのスチフナ角回し溶接部の補修溶接を 想定した場合の,各種溶接姿勢の模式図を,Fig. 6 に示す。また,各種姿勢溶接で施工された伸長 ビードの例をFig. 7 および Fig. 8 に示す。 先にFig. 5 に示した基本形状の疲労試験片を船 体局部構造と見做して,そのスチフナ角回し溶接 部を被補修部と想定した。 先ず,被補修部と想定したスチフナ角回し溶接 部を,エアアークガウジングによって完全にはつ り取った。 次に,本船内での補修溶接を想定して,各姿勢 (下向姿勢・上向姿勢・立向上進姿勢・立向下進 姿勢・横向姿勢)で,Conv. Wire を使用して補修溶 接と角回し溶接を施工した後,LTTB を使用して, 同じ各姿勢で長さ約40mm の伸長ビード溶接を施 工した。Fig. 5 Shape and size of boxing fillet welded joint specimen
Fig. 6 Schematic drawing representing of every welding position
Fig. 7 Example of elongated bead weld for every welding position
Fig. 8 Example of boxing weld・elongated bead weld for every welding position
Fig. 9 Test specimen of before fatigue test
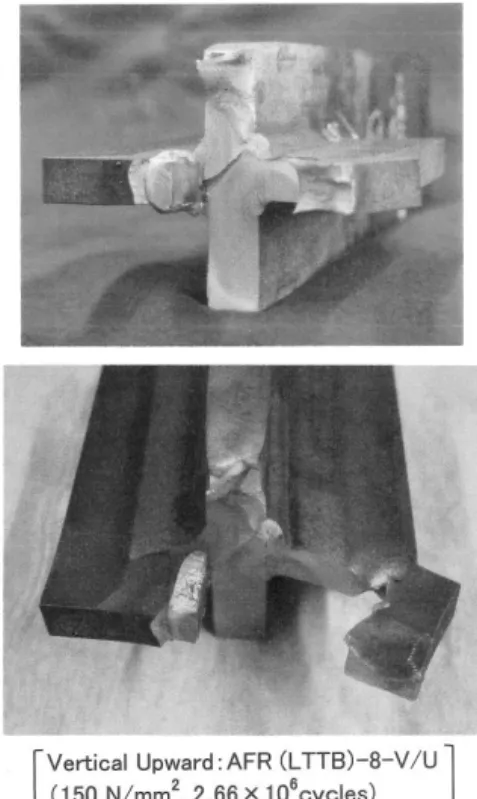
疲労寿命延伸効果と溶接金属の破壊靭性に関する一考察 圧力技術 第58巻第 6 号 以上のようにして製作された疲労試験片(Fig. 9 参照)を供試した。すなわち,下向姿勢[AFR (LTTB)-5-F]・上向姿勢 [AFR(LTTB)-6-O/H およ び11-O/H]・立向上進姿勢 [AFR(LTTB)-8-V/U]・ 立向下進姿勢 [AFR(LTTB)-10-V/D および 12-V/D]・横向姿勢[AFR(LTTB)-9-H]の合計 7 体を 疲労試験に供試した。
3.4 疲労試験および結果
500kN 電気油圧式疲労試験機を使用して,室温, 大気中,軸力,引張り,荷重一定条件[応力比R= 0],荷重繰返し速度 5Hz,荷重波形は正弦波,応力 範囲(σ
R)150N/mm2で,全ての疲労試験を実施し た。 疲労試験の結果を,Table 9 に示す。なお,下向 姿勢溶接試験片[AFR(LTTB)-5-F]は,試験片が 破断する前に,荷重繰返し回数3,620,142 回で試験 を中断した。また,Table 9 中に記した試験片番号 の最後の文字は,溶接の姿勢を示している。すな わち, F :下向姿勢溶接 O/H :上向姿勢溶接 V/U :立向上進姿勢溶接 V/D :立向下進姿勢溶接 H :横向姿勢溶接 などである。さらに,試験片番号2-F および A-3-F は,以前,実施された一般炭素鋼フラックス 入りワイヤ(Conv. Wire)を使用して,下向姿勢で 極普通に直線部の隅肉溶接と角回し溶接された試験片(前述のFig. 2 中の A-2 および A-3)で,当該 試験片の破断寿命を,寿命評価の基準値にした。 試験片の主板に使用された板厚20mm の AH40 鋼 板(Table 1 参照)と,KA36 鋼板(Table 6 参照) との強度差が小さいことから判断した。 Table 9 に示した疲労試験結果を図示したものが, Fig. 10 である。 上述の寿命評価の基準値に対して,下向姿勢溶 接では10.5 倍以上(疲労試験を中断したため)に 延伸した。さらに,上向姿勢溶接で約3.9~4.3 倍 に,立向上進姿勢溶接で約7.7 倍に,立向下進姿 勢溶接で約3.1 倍に,横向姿勢溶接で約 6.6 倍に 延伸している。 なお,疲労試験による破断面の例を,Fig. 11~ Fig. 13 に示す。 Cross-section Area W t A Pmax (mm) (mm) (mm2) (kN) A-2-F 100.3 20.1 2016 302 3.38×105 1.00 A-3-F 100.2 20.2 2024 303 3.53×105 (3.5×105) AFR (LTTB) -5-F 100.1 20.3 2032 305 >3.62×106>3,620,142 >10.5 AFR (LTTB) -6-O/H 100.0 20.0 2000 300 1.35×106 1,353,578 3.9 AFR (LTTB) -8-V/U 100.1 20.3 2032 305 2.66×106 2,661,690 7.7 AFR (LTTB) -9-H 100.0 20.1 2010 302 2.29×106 2,288,348 6.6 AFR (LTTB) -10-V/D 100.1 20.1 2012 302 1.06×106 1,061,839 3.1 AFR (LTTB) -11-O/H 100.0 20.1 2010 302 1.48×106 1,477,708 4.3 AFR (LTTB) -12-V/D 100.0 20.1 2010 302 1.06×106 1,060,483 3.1
F:Flat,O/H:Overhead,V/U:Vertical Upward,V/D:Vertical Downward, H:Horizontal
Stress Range (σR):150 N/mm2
R=0,Freq.:5 Hz
Specimen Number
Width Thick. Max.
Load Number of Cycles to Failure Nf
(cycles) Table 9 Results of fatigue tests
Fig. 10 Fatigue test results(
σ
R-Nf diagram)Fig. 11 Fracture surface after fatigue test (Overhead position welding)
17 JHPI Vol. 58 No. 6 2020
3.5 疲労寿命延伸に影響を及ぼす亀裂
進展径路に関する考察
各姿勢(下向姿勢・上向姿勢・立向上進姿勢・立 向下進姿勢・横向姿勢)溶接で補修溶接した, LTTB による伸長ビード角回し溶接継手部疲労亀 裂進展状況の代表例を,Fig. 14~Fig. 16 に示す。 Fig. 14[AFR(LTTB)-6-O/H]は,上向姿勢溶接 で製作された試験片である。角回し溶接部溶接金 属のルート部から溶接金属に発生した疲労亀裂が, スチフナ材両面の隅肉溶接金属から,2 箇所 略同 時に主板に進展している。さらに,主板に進展し た2 個の疲労亀裂は合体して成長し,試験片を破 断させている。 Fig. 15 [AFR(LTTB)-8-V/U] は立向上進姿勢溶 接で施工された試験片である。角回し溶接部近く の主板とスチフナ材との隅肉溶接金属に発生した 疲労亀裂が,主板とスチフナ材両方に,しかも, 対角線上の2 箇所で進展している。2 箇所の疲労 亀裂はそれぞれ成長し,やがて合体して,試験片 を破断させている。 疲労亀裂がスチフナ材の中を,かなり長く進展 したことが,疲労寿命延伸に大きく影響したもの と考えられる。 上述の上向姿勢溶接で施工された AFR(LTTB)-6-O/H でも,疲労亀裂がスチフナ材中を少しでも 長く進展するような径路をたどれば,疲労寿命は さらに延伸出来たであろうと推察される。 主板とスチフナ材の両方に,充分溶け込むよう に隅肉溶接と角回し溶接すれば,疲労亀裂はスチ フナ材中を進展し,疲労寿命はさらに延伸するも のと推察される。Fig. 12 Fracture surface after fatigue test (Vertical upward position welding)
Fig. 14 Fracture surface and pass after fatigue test(Overhead position welding)
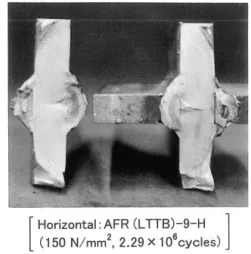
Fig. 13 Fracture surface after fatigue test (Horizontal position welding)
疲労寿命延伸効果と溶接金属の破壊靭性に関する一考察 圧力技術 第58巻第 6 号 Fig. 16 [AFR(LTTB)-9-H ]は,横向姿勢溶接で 施工された試験片である。Fig. 14 に示した,上向 姿勢溶接で施工された試験片と同様,角回し溶接 部の溶接金属に発生した疲労亀裂が,2 箇所から 主板に進展して,主板の中で成長・合体してさら に成長し,試験片を破断させている。スチフナ材 中にも疲労亀裂の進展が認められるが,さらに長 く,スチフナ材中を進展させることが出来れば, 疲労寿命はさらに延伸したものと推察される。 以上の疲労亀裂進展径路に関する観察結果から 推察されたことをまとめると,以下のようになる。 ① 角回し溶接のルート部からスチフナ材に疲労 亀裂が発生すると想定した場合,スチフナ材中 を進展した疲労亀裂が,主板とスチフナ材との 隅肉溶接金属に進展し,さらに,スチフナ材両 面の2 箇所の隅肉溶接金属から主板に進展し, 主板の中で2 個の疲労亀裂が成長・合体して, さらに成長する場合,スチフナ材中を出来るだ け長く進展するような径路をたどれるように, 溶接金属を主板とスチフナ材両方に,充分溶け 込ませることが,疲労寿命延伸を実現するポイ ントであると考えられる。 ② 主板とスチフナ材との隅肉溶接と,角回し溶 接との境界の溶接ビード表面から疲労亀裂が発 生すると想定した場合,疲労亀裂が,主板とス チフナ材両方に進展し,スチフナ材中を出来る だけ長く進展するような径路をたどれるように, 隅肉溶接および角回し溶接のスチフナ材側の溶 け込み量を出来るだけ大きくすることが,疲労 寿命延伸を実現するポイントであると考えられ る。
Fig. 15 Fracture surface and pass after fatigue test(Vertical upward position welding)
Fig. 16 Fracture surface and pass after fatigue test(Horizontal position welding)
19 JHPI Vol. 58 No. 6 2020
4.LTTB 炭酸ガスアーク溶接金属の破
壊靭性
100%CO2ガスを使用した全姿勢での溶接が可能 な,LTTB(16Cr8Ni 系フラックス入りワイヤ)の 炭酸ガスアーク溶接金属のV-ノッチシャルピー衝 撃特性と破壊靭性を把握し,船体構造に実用して 何等問題無いことを確認した。4.1 LTTB 炭酸ガスアーク溶接金属の
V-ノッチシャルピー衝撃試験および結
果
4.1.1 はじめに LTTB を船体構造に実用するためには,Table 10 およびTable 11 に示す日本海事協会(NK)鋼船規 則を満足する必要がある。 そこで100%CO2ガスを使用して,LTTB を用い て下向姿勢で突合せ溶接した溶接金属(以下LTTB 溶接金属と記す)の,標準V-ノッチシャルピー衝 撃試験を実施して,吸収エネルギーと温度との関 係を把握した。 4.1.2 供試材料・供試溶接金属の溶接条件 供試試験片に使用した船体用高張力鋼板(KA36, 板厚12mm)の化学成分を Table 12 に,機械的性質 をTable 13 に示す。 さらに,供試試験片のLTTB による突合せ溶接 条件を,Table 14 に示す。希釈率は 27%であった。 4.1.3 溶接金属の V-ノッチシャルピー衝撃試験 結果 突合せ溶接継手溶接金属断面中央部の,標準 V-ノッチシャルピー衝撃試験結果を Fig. 17 に示す。 時効(Ageing)熱処理条件は,100℃×24 時間とし た。Fig. 17 から明らかなように,溶接のまま材と 時効熱処理材とは同じ吸収エネルギー特性を有し ているものと見做される。 Fig. 17 には,LTT1(10Cr10Ni 系ソリッドワイ ヤ)で突合せ溶接された溶接金属(希釈率22%, 以下 LTT1 溶接金属と記す)の V-ノッチシャル ピー衝撃試験結果も示した。LTT1 溶接金属に比 Minimum Mean Absorbed Energy (℃) vE (J) (N/mm2) (%) KSWL 2 -60 34 >345 >22 KSWL 3 -60 34 >375 >21 Grade of Welding Consumable Testing Temp. Yield Point Tensile Strength Elong. (N/mm2) 440~610 490~660 Table 10 Impact test・tensile test requirementsfor deposited metal
(Semi-automatic welding consuma-bles)[NK rules for steel ships]
Table 11 Impact test・tensile test requirements for butt weld
(Semi-automatic welding consuma-bles)[NK rules for steel ships]
Flat・Horizontal・ (℃) Overhead KSWL 2 -60 27 KSWL 3 -60 27 Vertical Upward・ 27 >440 27 >490 Grade of Welding Consumable Testing Temp.
Minimum Mean Absorbed Energy Tensile Strength vE (J) (N/mm2) Vertical Downward Cr t:12mm KA36 0.16 0.24 1.04 0.015 0.005 0.01 0.03 Chemical Composition (%) C Si Mn P S Ni
Table 12 Chemical composition of test speci-men steel plate
t:12mm 209 vE0℃ (N/mm2) (N/mm2) (%) (J) KA36 418 525 0.80 24 Y.S. T.S. Y.S./T.S. El.
Table 13 Mechanical properties of test speci-men steel plate
Plate Welding Arc Travel Heat
Speci. Thick. Current Voltage Speed Input
(mm) (A) (V) (cm/min) (kJ/cm)
LTTB 12 GMAW 150 24 6 36
Gas Flow:CO2・100%
Welding Method
Welding with Backing Material
Vertical Upward, Single-run Welding, Delta Weaving Flux Cored Wire, Wire Extension:15~20 mm
Table 14 Welding parameters of test speci-men
疲労寿命延伸効果と溶接金属の破壊靭性に関する一考察 圧力技術 第58巻第 6 号 べて,LTTB 溶接金属の方が,吸収エネルギーは 小さいが,エネルギー遷移温度(vTrE)は,LTT1 が 約-120℃であるのに対し,LTTB は 約-100℃で あり,破壊靭性は略同等であると見做される。 4.1.4 まとめ 100%CO2ガスで溶接された LTTB 溶接金属の vTrE(約-100℃)と, 80%Ar・20%CO2 ガスで溶 接されたLTT1 溶接金属の vTrE(約-120℃)とに 大きな差が無いことから,両溶接金属の破壊靭性 も略同等であると見做される。しかも,LTTB 溶 接金属は,vTrEが-100℃と非常に低温であるこ とから,一般炭素鋼溶接金属に比べて,破壊靭性 はかなり優れていると言える。
4.2 LTTB 炭酸ガスアーク溶接金属の破
壊靭性試験および結果
4.2.1 はじめに 100%CO2ガスで溶接されたLTTB 溶接金属の V-ノッチシャルピー吸収エネルギーは,上述の Fig. 17 のように,Table 10 および Table 11 に示した規 格値を,必ずしも充分満足するとは言えない。 そこで,試験片板厚 12mm,試験片幅 200mm の,突合せ溶接中央貫通切欠試験片を供試して, 時効熱処理(110℃×12 時間)後の LTTB 溶接金属 の破壊靭性試験(低温引張試験)を実施し,把握さ れた破壊靭性値と,80%Ar・20%CO2ガスで突合 せ溶接された LTT1 溶接金属や,一般炭素鋼フ ラックス入りワイヤ(Conv.Wire)の溶接金属(以 下一般炭素鋼溶接金属と記す)の破壊靭性値と比 較・検討・評価した。 さらに,既報1) のLTT1 溶接金属や一般炭素鋼溶 接金属の破壊靭性試験(低温引張試験)後の破断面 観察結果を参考に,時効熱処理後の LTTB 溶接金 属の破壊形態を観察・考察した。 4.2.2 供試材料・供試溶接金属の溶接条件・供試 試験片 供試試験片に使用された船体用高張力鋼板 (KA36,板厚 12mm)の化学成分および機械的性 質は,先にTable 12 および Table 13 に示した通り である。また,供試試験片の LTTB による突合せ 溶接条件も,先にTable 14 に示した通りである。 供試した突合せ溶接中央貫通切欠試験片の形 状・寸法をFig. 18 に示す。 試験片は,110℃×12 時間の時効熱処理された状 態で 3 枚供試した。また,試験片の切欠先端に は,グロス応力範囲(Δσgross)40.0 N/mm2の条件 で,疲労亀裂を加工した。疲労亀裂加工の応力繰 返し回数(N)は,3.30×104回および3.80×104回 とした。溶接金属中での疲労亀裂伝播であるため Fig. 17 Results of V–notch Charpy impact tests(LTTB Weld Metal・LTT1(10Cr10Ni) Weld Metal)
Fig. 18 Shape of center notched fracture toughness test specimen
21 JHPI Vol. 58 No. 6 2020
に,若干ばらつきがあった。 疲労亀裂加工条件は,後述するTable 15 に示す 通りである。なお,疲労亀裂は,500kN 電気油圧 式疲労試験機を使用し,室温,大気中,軸力,引張 り,荷重一定条件[応力比R=0],荷重繰返し速 度5Hz,荷重波形は正弦波で加工した。 4.2.3 溶接金属の破壊靭性試験結果 上述の突合せ溶接中央貫通切欠試験片(3 枚)を 供試し,2,000kN アムスラー型万能試験機を使用 して,破壊靭性試験(低温引張試験)を実施し た。 破壊靭性試験(低温引張試験)結果を,Table 15 に示す。 Table 15 に示した破壊靭性試験結果の Kc 値は, 式⑴2) によって求めた値である。 Kc=σg・(πa)1/2・F(a/B)(N/mm3/2) ⑴ F(a/B)=[1-0.025(a/B)2+0.06(a/B)4 ] ×[sec (πa/2B)]1/2 2a: 中央貫通切欠き長さ(mm) 2B: 試験片幅(mm) Table 15 に示した破壊靭性試験(低温引張試験) 結果の,破壊グロス応力(σg)と温度(T)との関 係,および 破壊ネット応力(σn)と温度(T)との 関係を Fig. 19 に示す。さらに,破壊靭性値(Kc 値)と温度(1/TK)との関係を,Fig. 20 に示す。 なお,Fig. 19 および Fig. 20 には,LTT1 溶接金 属(溶接のままの状態)や,一般炭素鋼溶接金属 (溶接のままの状態)の,Fig. 18 に示したものと 同形状・寸法の中央貫通切欠試験片による破壊靭
Fig. 20 Results of fracture toughness test for LTTB weld metal(Relation between KC and temperature)
Fig. 19 Relation between fracture stress(σg , σn)
and temperature
Stress* Number
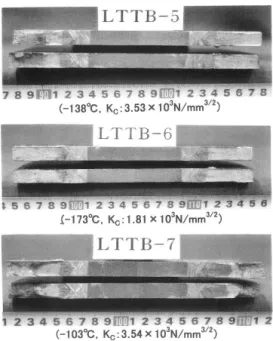
Range of Cycles Gross Net 2B t Δσgross N 2a T 1/TK P σg σn KC (mm) (mm) (N/mm2) (cycles) (mm) (℃) (K-1) (kN) (N/mm2) (N/mm2) (N/mm3/2) 3.53×103 3,532 1.81×103 1,805 3.54×103 3,538 124 Specimen Number Width Thick. Fatigue Crack Notch Length Test Temp.
Fracture Load
Fracture Stress Fracture Toughness LTTB-5**200 12.2 40.0 3.80×104 LTTB-6**200 12.2 40.0 3.30×104 254 -138 7.41×10-3 463 190 499 121 -173 10.0×10-3 245 100 497
* Stress Ratio R=0.0 ** Heat Treatment for Ageing : 110℃×12 hr LTTB-7**200 12.1 40.0 3.30×104 121 -103 5.88×10-3 475 196
Table 15 Results of fracture toughness test for LTTB weld metal
疲労寿命延伸効果と溶接金属の破壊靭性に関する一考察 圧力技術 第58巻第 6 号 性試験結果1)も示した。 また,Fig. 19 および Fig. 20 に示した点線は,先に,Fig. 18 に示した中 央貫通切欠試験片と同様な,幅70 mm,厚さ 12mm の試験片による,船体用降伏点47kgf/mm2級高張 力鋼板エレクトロガス溶接継手部(切欠き先端位 置:Fusion Line および 溶接金属)の破壊靭性試験 結果3) を示したものである。 Fig. 19 および Fig. 20 から明らかなように,溶接 後110℃×12 時間の時効熱処理した LTTB 溶接金 属は,LTT1 溶接金属に勝るとも劣らない破壊靭性 を有していることが明らかになった。 なお,破壊靭性試験(低温引張試験)後の破断面 を,Fig. 21 に示す。 4.2.4 破壊靭性試験後破断面の走査電子顕微鏡 による観察結果 走査電子顕微鏡(SEM)による破断面観察結果 の代表例として,試験片LTTB-5 および LTTB-6 の 観察結果を,Fig. 22 および Fig. 23 に示す。 Fig. 22 から明らかなように,LTTB-5(試験温度: -138℃)では,疲労亀裂先端部から延性亀裂が発 生し,その延性亀裂から延性不安定破壊している。 また,Fig. 23 から明らかなように,LTTB-6(試 験温度:-173℃)では,疲労亀裂先端部から延性 亀裂が発生し,その延性亀裂から延性・脆性不安 定破壊している。 すなわち,LTTB-5 も LTTB-6 も,破壊発生時は 延性破壊である。LTT1 溶接金属の破壊形態1) , 4)と 同じであると言える。 LTT1 溶接金属と一般炭素鋼溶接金属の,破壊靭 性試験結果の破断面観察結果1) , 4)では,以下のこ とが明らかになっている。 ① -60℃~-70℃程度の温度で破壊試験した場 合は,LTT1 溶接金属も一般炭素鋼溶接金属も, 疲労亀裂先端部から先ず延性亀裂が発生し,そ の延性亀裂から不安定破壊している。すなわち, 両者は,破壊形態は全く同じで,破壊発生時は 延性破壊である。 ② -140℃ 程度以下の温度で破壊試験した場合 は,LTT1 溶接金属では,疲労亀裂先端部から上 Fig. 21 Fracture surface after fracture toughness
test (LTTB Weld Metal, Heat treatment for ageing : 110℃×12hr)
Fig. 22 Fracture surface by SEM observation (LTTB-5,-138℃,KC:3.53×103
N/mm3/2)
Fig. 23 Fracture surface by SEM observation (LTTB-6,-173℃,KC : 1.81×103
23 JHPI Vol. 58 No. 6 2020
述と同様,先ず延性亀裂が発生し,その延性亀 裂から不安定破壊している。一方,一般炭素鋼 溶接金属では,疲労亀裂先端部から脆性不安定 亀裂が発生し,一挙に脆性不安定破壊している。 すなわち,LTT1 溶接金属と一般炭素鋼溶接金 属とで破壊形態は全く異なり,LTT1 溶接金属 では破壊発生時は延性破壊であり,一般炭素鋼 溶接金属では脆性不安定破壊である。 以上により,100%CO2ガスで溶接された LTTB 溶接金属では,溶接金属中に万一疲労亀裂が発 生・進展したとしても,その疲労亀裂から直接脆 性不安定破壊は発生しないと言えよう。 4.2.5 まとめ 100%CO2ガスで溶接されたLTTB 溶接金属の V-ノッチシャルピー吸収エネルギーが,NK 鋼船規 則の要求値を必ずしも満足しない場合がある。 そこで,試験片板厚12 mm,試験片幅 200 mm の LTTB 突合せ溶接中央貫通切欠試験片を供試し て破壊靭性試験(低温引張試験)を実施し,把握さ れた LTTB 溶接金属の破壊靭性値と,80%Ar・ 20%CO2 ガスで突合せ溶接された LTT1 溶接金属 や,一般炭素鋼溶接金属の破壊靭性値と比較・検 討・評価した。 さらに,LTT1 溶接金属や,一般炭素鋼溶接金属 の破壊靭性試験(低温引張試験)後の破断面観察結 果を参考に,LTTB 溶接金属の破壊形態を考察し た。 結論として,溶接後110℃×12 時間の時効熱処 理されたLTTB 溶接金属は,LTT1 溶接金属の破壊 応力(σg,σn)および破壊靭性値(Kc 値)に勝ると も劣らない値を示すことが明らかになった。 さらに,100%CO2 ガ ス に よ っ て 溶接された LTTB 溶接金属では,溶接金属中に万一疲労亀裂 が発生・進展したとしても,その疲労亀裂から直 接脆性不安定破壊は発生しないと言える。
5.結 論
船体局部構造である,スチフナ先端角回し溶接 部に発生した疲労亀裂を,本船内で補修すること を想定して,100%CO2ガスで全姿勢での溶接が出 来る,低変態温度溶接材料 LTTB(16Cr8Ni 系フ ラックス入りワイヤ)による伸長ビード溶接法を 適用した場合の,補修後の疲労寿命延伸効果を把 握・確認した。 さらに,LTTB による,突合せ溶接金属の V-ノッチシャルピー衝撃試験と,突合せ溶接中央貫 通切欠試験片を供試した破壊靭性試験を実施した。 得られた結論は 概略以下の通りである。 ① 各姿勢で補修溶接された,LTTB による伸長 ビード角回し溶接継手部の疲労寿命として,上 向姿勢溶接で約 4.3 倍,立向上進姿勢溶接で約 7.7 倍,立向下進姿勢溶接で約 3.1 倍,横向姿勢 溶接で約6.6 倍,下向姿勢溶接で 10.5 倍以上の 延伸が確認された。 ② 補修後,疲労亀裂が,角回し溶接のルート部 からスチフナ材に発生すると想定した場合でも, スチフナ材隅肉溶接と角回し溶接との境界の溶 接ビード表面から発生すると想定した場合でも, 疲労亀裂がスチフナ材の中を出来るだけ長く進 展するような径路をたどれるように,隅肉溶接 および角回し溶接のスチフナ材側の溶け込み量 をできるだけ大きくすることが,疲労寿命延伸 を実現するポイントであると考えられる。 ③ LTTB 溶接金属の V-ノッチシャルピー衝撃試験結果によれば,Upper Shelf Energy(約 30J)は 小さいが,吸収エネルギー遷移温度(約-100℃) は低温であり,一般炭素鋼溶接金属と異なり, V-ノッチシャルピー吸収エネルギー値が低くて も,充分な破壊靭性を有していると言える。 ④ 一 般 船 舶 船 体 の 規 則 上 の 最 低 使 用 温 度 (-10℃)で,LTTB 溶接金属では,疲労亀裂か ら直接脆性不安定破壊は発生しない。 以上により,船体局部構造の角回し溶接継手部 に発生した疲労亀裂を,船内で補修溶接するだけ で,当該部の疲労寿命が,上向姿勢補修溶接で約 4.3 倍に,下向姿勢補修溶接で 10.5 倍以上延伸する 技術が実用可能になったと言える。
疲労寿命延伸効果と溶接金属の破壊靭性に関する一考察 圧力技術 第58巻第 6 号 謝 辞 本研究は,科学技術振興機構A-STEP“機能検証 フェーズ実証研究タイプ ”の支援によって実施さ れたものであります。実施において,有益な御討 論と御助言を戴きました関係各位に,厚く御礼申 しあげます。 参 考 文 献 1) 松﨑拓也,村川英一,麻 寧緒,堤 成一郎,平岡和 雄,大沢直樹,岡田公一,谷野忠和,志賀千晃,矢島 浩:“低変態温度溶接材料を用いた伸長ビード溶接に よる疲労寿命延伸効果に関する一考察”,圧力技術, 第58 巻,第 1 号,pp.22-38(2020.1).
2)Committee on Fracture Mechanics, The Society of Materi-als Science, Japan:“Stress Intensity Factors Handbook”, Volume 1, Pergamon Press(1987).
3)H. Yajima, E. Watanabe, Z. M. Jia, K. Yoshimoto, T. Ishi-kawa and Y. Funatsu:“Study on fracture toughness of welded joints for heavy-thick steel plates by centre-notched small size specimen ” , Welding in the World, Vol.55, No.05/06, pp.84-92(2011). 4)岡田公一,大沢直樹,麻 寧緒,堤 成一郎,村川英 一,平岡和雄,松﨑拓也,志賀千晃,矢島 浩:“低変 態温度溶接材料による疲労寿命延伸効果と溶接金属 の破壊靭性に関する一考察”,日本船舶海洋工学会講 演会論文集,第26 号,論文番号 2018S-GS5-4, pp.245-249(2018).