NaClによる高腐食性環境におけるAl-5Mg合金
溶射皮膜の耐食・防食特性に関する基礎的研究
貝沼 重信
1・郭 小竜
2・小林 淳二
3・武藤 和好
4・宮田 弘和
5 1フェロー会員 九州大学大学院准教授 工学研究院社会基盤部門(〒819-0395 福岡市西区元岡744) E-mail: [email protected] 2非会員 大連地鉄有限公司 物流部(大連経済技術開発区淮河東路109) (研究当時 九州大学大学院 工学府都市環境システム工学専攻) E-mail: [email protected] 3正会員 新日鐵住金株式会社 設備・保全技術センター(〒293-8511 千葉県富津市新富20-1) (研究当時 九州大学大学院 工学府都市環境システム工学専攻) E-mail: [email protected] 4正会員 株式会社富士技建 技術開発部(〒532-0002 大阪市淀川区東三国4-13-3) E-mail: [email protected] 5正会員 西日本高速道路株式会社 中国支社改築事業部技術計画課 (〒731-0103 広島市安佐南区緑井2-26-1) E-mail: [email protected] 合金溶射皮膜の耐食・防食特性については,これまで様々な腐食試験が行われてきたが,Al-5Mg合金溶 射については不明な点が多い.本研究ではNaClが介在する高腐食性環境におけるAl-5Mg合金溶射皮膜の 耐食・防食特性を評価することを目的とした.そのために,溶射皮膜にクロスカットを導入した鋼板の複 合サイクル腐食促進試験,電気化学試験および皮膜の付着強度試験を実施した.また,Zn-15Al合金溶射 とC-5系重防食塗装についても同様な試験を実施し,Al-5Mg合金溶射と比較した.これらの試験結果から, Al-5Mg合金溶射のカット部の耐食・防食性は,Zn-15Al合金溶射とC-5系塗装に比して著しく高く,JIS K 5600-7-9のサイクルDの2,000cyclesに相当する腐食環境においても,クロスカットの鋼素地露出部において 十分な防食性能を有することを明らかにした.Key Words : alloy thermal spray, corrosion resistance, anti-corrosion performance, accelerated corro- sion test, electrochemical test, adhesion test
1. はじめに 鋼構造物の防食方法として,一般に塗装が採用されて いる.しかし,腐食性が高い飛来海塩環境や凍結防止剤 を含んだ漏水環境に曝される鋼道路橋において,付着塩 の雨洗効果がほとんど無く,塩が付着・蓄積しやすい部 位に著しい腐食損傷が生じている 1).このように腐食性 が高い部位の耐食性を向上させること等を目的として, Zn,Al および Mg を用いた金属溶射が採用されてきた. 特に,プラズマアークによるAl-Mg合金溶射については, 他の溶射皮膜に比して,高い耐食・防食性能が期待され ている.先行研究2)-8)ではZn,Al および Zn-Al 合金溶射 を対象とした多数の腐食試験が行われ,その耐食特性や 防食性能について様々な知見が得られている.しかし, Al-5Mg 合金溶射については,十分に明らかにされてい ない. 本研究ではNaCl が介在する高腐食性環境における Al-5Mg 合金溶射の耐食・防食特性を評価することを目的と して,溶射皮膜にクロスカットを精密機械加工で導入し た鋼板を用いて,JIS K 5600-7-9 に規定されるサイクル D の複合サイクル腐食促進試験を実施した.また,溶射の 防食性能を比較するために,新設の鋼道路橋で最も実績 が多い Zn-15Al 合金溶射,および塗装との防食性能を比 較するために,鋼道路橋防食便覧で規定されている防食 性能に優れた重防食塗装である C-5 塗装系(以下,C-5 塗装)9)についても同様の条件で腐食促進試験を行った. 各皮膜の耐食・防食特性は,皮膜の一般部に加えて, クロスカット部から皮膜劣化挙動,クロスカットの鋼素
地露出部の腐食挙動に着目して,外観,アノード分極曲 線,引張付着強度,インピーダンス,膨れ性状およびエ ネルギー分散型X線分光法(以下,EDX)による元素分 析に基づき評価した. 2. 腐食促進試験と皮膜劣化評価の方法 (1) 試験体 試験体には表-1 に示す化学成分から成る JIS G 3106 SM490A の鋼板を用いた.鋼板の寸法は 150×70×6mm で ある.防錆皮膜はAl-5Mg 合金溶射,Zn-15Al 合金溶射お よびC-5 塗装の計 3 種類とした.Al-5Mg 合金溶射と Zn-15Al合金溶射には,それぞれプラズマアーク溶射(エア ー圧:0.40 N/mm2,プラズマガス圧:0.35 N/mm2,電流: 60A)とガスフレーム溶射(プロパンガス圧:0.28 N/mm2,O2ガス圧:0.34 N/mm2,エアー圧:0.48 N/mm2) を用いた. 鋼板のブラスト処理には,表-2に示す成分のガーネッ ト混合材(粒度:0.3~0.9mm)を研削材として用いた. 溶射用鋼板は湿式ブラスト処理(算術平均粗さ Ra: 12μm ,最大高さ Rz:80μm)した.塗装用鋼板について は,乾式ブラスト処理(Ra:10μm ,Rz:69μm)した後 に塗装をエアレススプレーで塗布した.これらのブラス ト処理は,ISO 8501-1に規定される Sa3.0に準じて実施し た.なお,Al-5Mg 合金溶射,Zn-15Al 合金溶射および C-5 塗装の皮膜厚の平均値は,電磁誘導式膜厚計(測定精 度:±1μm,分解能:1μm(0~999μm),10μm(1~ 8mm))で各試験体 4 箇所,11 回ずつ計 44 回測定する ことで算出し,それぞれの平均値は180m,160m およ び404mであり,そのばらつきは10%以下であった.鋼 板の端部については,腐食促進試験中に皮膜が先行して 劣化しないように,膜厚を確保するため,溶射皮膜につ いては2C,塗装については 2R の面取り処理をした.本 研究では皮膜の一般部に加えて,クロスカット部からの 皮膜劣化と鋼素地の腐食・防食特性を評価するため,ク ロスカットを精密機械切削により各皮膜に導入した.機 械切削は同皮膜の試験体間の個体差,各皮膜の硬度や粘 度の差異による切削誤差を極力低減するために,機械加 工の条件を機械工具の種類・耐摩耗特性や工具の回転速 度などに着目して検討した.その結果,工具には刻印カ ッターを選定し,工具の回転速度,送り速度および切削 深さについては,皮膜種類と膜厚に応じて決定すること とした.クロスカットの始終端については,機械加工の 品質不整により,端部からの皮膜劣化や鋼素地の腐食が カットの一般部に比して早期に生じないように,試験体 の水平面に対して 10の勾配を設けて機械切削した.ま た,マイクロスコープを用いて,全試験体の切削溝の幅 と深さを測定し,それらの切削誤差が目標値の±20%以 下のものだけを試験体に採用した. クロスカットを導入した試験体の形状・寸法を図-1に 示す.鋼板の下端からクロスカット下端までの縁端距離 は,試験体の設置樋に滞水する塩水の溶射皮膜の毛細管 現象によるクロスカット下端部の皮膜劣化や鋼素地の腐 食を予防するため,30mm とした.なお,この縁端距離 は予備試験により決定した.クロスカットの加工溝の断 面形状を図-2に示す.溶射被膜の犠牲陽極効果および塗 膜の環境遮断性の観点から,すべての試験体で鋼素地露 出幅 W を一定にする必要がある.また,鋼板自体の初 期不整をレーザー測定した結果,そのうねりの高低差が 約20m 生じていた.この不整による影響も含めて,切 削溝の深さは各皮膜の平均膜厚 tcに100m加え深さで溝 を機械切削した. この際の W は,刻印カッターの先端 表-1 鋼材の化学成分(mass%) C Si Mn P S 0.12 0.26 1.15 0.016 0.004 図-1 試験体と欠陥の形状・寸法,および皮膜厚の 測定点(単位:mm) 120 60 10 60 6 2C (溶射皮膜), 2R (重防食塗装)
SiO2 Fe2O3 Al2O3 MgO CaO
36.0 33.0 20.0 6.0 2.0 表-2 ガーネット混合材の化学成分(mass%) 図-2 加工溝の概略図(単位:m) 100 tc 皮膜 鋼材 W 切削溝 150 70 + + + + +:膜厚の測定点
形状に基づき520m程度を目標値とした. (2) 腐食促進試験 複合サイクル腐食促進試験には,溶射皮膜鋼板に対す るJISの腐食促進試験が存在しない.そこで,溶射と塗 装の耐食・防食特性を比較するため,塗膜に対する試験 条件であるJIS K 5600-7-9に規定されるサイクルDを適用 した.試験終了までのサイクルDの繰返し回数は,Zn-15Al合金溶射については1,000cycles,Al-5Mg合金溶射と C-5塗装については,2,000cyclesとした.試験体はJIS Z 2371に基づき,鉛直に対して約15度傾けて試験槽内に設 置した.また,試験体の試験槽内における設置位置が皮 膜の劣化やクロスカットの鋼素地露出部の腐食挙動に及 ぼす影響を極力低減するために,28cycles毎に全試験体 の設置位置をローテーションした.ここで,サイクルD の腐食試験条件で腐食させた裸普通鋼板(JIS G 3106 SM490A,寸法:70×150×6mm)の平均腐食深さに基づ き腐食促進倍率を換算すると,飛来海塩環境で塩の雨洗 効果が無い沖縄本島の沖縄自動車道の許田高架橋 (Lat.2632’N,Long.12757’E)の下(気温:23C,相対 湿度:73%RH,飛来海塩量:0.78mdd(2009/3/-2012/4の平 均値))における,水平設置で大気暴露された裸普通鋼 板(JIS G 3106 SM490A,寸法:60×400×9mm)の対空面 の約7.5倍に相当する10), 11). (3) 表面性状の測定 本研究では試験前を含む,各サイクルにおける皮膜と 腐食生成物の除去前の表面性状をレーザーフォーカス深 度計(スポット径:30m,分解能:±0.05m)を用いて, 0.2mmピッチで測定した12).また,この測定結果に基づ き,各皮膜における皮膜の膨れ面積bAを算出した.なお, 膨れ領域の算出にあたって,膨れ領域と未腐食領域の高 さデータが混在する領域があったため,未腐食領域の皮 膜高さにおける95%信頼区間の点を閾値と設定し,この 値に比して高い領域を抽出してbAを算出した. (4) 皮膜劣化の評価方法 各試験体の皮膜自体(一般部)の劣化度を分析するた めに,腐食促進試験前後において,Al-5Mg合金溶射皮 膜のアノード分極測定,塗膜のインピーダンス測定およ び皮膜の引張付着強度試験を実施した.なお,インピー ダンス測定については,C-5塗装のみを対象にした.引 張付着強度については,後述するように,Zn-15Al合金 溶射において一般部の皮膜も劣化したため,C-5塗装と Al-5Mg合金溶射について試験を実施した.また,試験 終了後における膜厚測定は,1) C-5塗装とAl-5Mg合金溶 射については,一般部が劣化していないため,膜厚では 劣化を評価困難なこと,および2) Zn-15Al合金溶射につ いては,一般部の皮膜の著しい劣化と腐食生成物の多量 の生成・付着により測定が困難であったため実施してい ない. a) 溶射皮膜のアノード分極試験の方法 Al-5Mg合金溶射皮膜の電気化学的特性を把握するた めに,アノード分極試験を行った.試験片は試験終了前 後における試験体を40×20×6mmに切り出し,10×10mmの 測定領域以外を1液型のRTVシリコンゴムでマスキング することで作製した.なお,試験片はクロスカットによ る皮膜劣化の影響が無いクロスカット上側に位置する一 般部から採取した.この試験片と比較するため,鋼材と 溶射皮膜単体の試験体も製作して,前述と同様にマスキ ングした.溶射皮膜のみの試験体は,ガラス板に溶射す ることで製作した.アノード分極試験の概要図を図-3に 示す.測定に際して,対極にPt板,参照電極には Ag/AgCl電極を用いた.走査速度は20mV/minとし,電解 液には5mass%のNaCl aqを用いた. b) 塗膜のインピーダンスの測定方法 インピーダンス測定の概要図を図-4に示す.図中のガ ラス管はOリングを介して,試験体に押し当てて設置・ 対極 Pt 5.0mass%NaCl aq 10 mm 10 m m 試験体 KCl塩橋 パソコン ポテンショ/ ガルバノスタット KCl sat Ag/ A gCl 電極 図-3 アノード分極試験の概要図 0.001mass% NaCl aq 図-4 インピーダンス測定の概要図 ガラス管 Oリング 電極 鋼材 C-5塗装 パソコン LCRハイテスタ
固定した.なお,ガラス管の直径は32mmであり,測定 対象領域の面積は804mm2である.測定対象領域はクロ スカット部から進行する劣化の影響を受けないクロスカ ット上側に位置する一般部とした.本試験に先立って, 対象面の付着物(汚れ)と付着塩は60Cの蒸留純水を用 いて超音波洗浄した.電極にはPt板を用い,電解液と濃 度は塗膜劣化に配慮して,0.001mass%NaClaqを用いた. なお,測定時の印加交流電圧は10mVとした.周波数の 依存性を確認するため,また,塗膜の劣化によるインピ ーダンスの低下が低周波側で顕著になるため13),周波数 範囲を10mHzから100kHzに変化させた.インピーダンス の測定には,LCRハイテスタ(測定レンジ:0.1~ 100M,測定範囲:10m~200M)を用いた. c) 皮膜の引張付着強度の試験方法 Al-5Mg合金溶射皮膜の引張付着強度試験に先立って, 試験時のドリーの弾性変形が付着強度に及ぼす影響を低 減する等のために,ドリーの材料にはSUS403を選した. また,ドリーと皮膜の間の曲げ応力を極力低減するため, その把持部にR10の加工を施すことで,ジグとドリーを 2点接触させる構造にした.ドリーの直径は,JIS K 5600-5-7(塗料一般試験方法)とJIS H 8300(亜鉛,アルミニ ウム及びそれらの合金溶射)の両者を満たすように 20mmとした.また,ドリー側の接着面は,アルミナサ ンド(#60)を用いてエアー圧を0.7 N/mm2としてブラス ト処理(Ra:6μm ,RZ:46μm)した.ドリーと試験体は, 2液室温硬化型(C-5塗装)と2液等量混合型(Al-5Mg合 金溶射)のエポキシ樹脂接着剤を用いて接着し,約24C と約30%RHの環境において約48時間養生した.皮膜の 引張付着強度の試験は,JIS K 5600-5-7に規定されるプル オフ法に基づき,各試験体で2ヶ所を対象として行った. なお,予備試験の結果に基づき,作用応力が1N/mm2/sec. 以下となるように,引張速度は0.5mm/minとした.引張 試験時の曲げの影響と荷重と変位の関係を評価するため に,引張試験にはオートグラフ(負荷容量:10kN,ク ロスヘッド速度範囲:0.5~500mm/min)を用いた.なお, ジグには試験時の曲げの影響を極力低減するために,ユ ニバーサルジョイントを取り付けた. (5) 表面性状の測定と腐食生成物の元素分析 腐食促進試験終了時に試験体のクロスカット近傍の表 面に生成した腐食生成物の化学元素を同定するために, 低真空の条件下でSEMを用いて腐食生成物を観察し, EDXにより元素分析を行った.また,試験体の断面にお ける元素マッピングに際して,C-5塗装のジンクリッチ ペイントに含有されるZn成分(特性X線励起電圧: 8.630keV)までマッピングするために,加速電圧は20kV とした.断面観察のサンプルの採取位置は,Al-5Mg合 金溶射試験体についてはカットの中央部,C-5塗装試験 体については,塗膜の膨れ幅の最大部からサンプルを採 取した. 3. 表面性状と皮膜の劣化度の評価結果 (1) 皮膜の表面状態と膨れ性状 a) 皮膜の表面状態 試験終了後における試験体の表面状態を表-3に示す. Al-5Mg合金溶射の試験体は,2,000cycles試験後にクロス カット部において白色の腐食生成物が生じているが,外 観上は鋼素地の酸化鉄のような赤褐色の腐食生成物は生 成されていない.C-5塗装の試験体については,試験開 始直後から鋼素地に赤褐色の腐食生成物が生じており, 400cyclesではクロスカットの中央部と直線部から発生し た塗膜膨れが生じている.この塗膜膨れの幅は,サイク ル数の増加にしたがって大きくなっている.また,クロ スカット近傍では,クロスカット領域で進行するアノー ド反応の対となるカソード反応によるものと考えられる 塗膜膨れも生じている.Zn-15Al合金溶射の試験体では, 腐食試験開始直後からクロスカット部と一般部に白色の 亜鉛の腐食生成物と考えられる物質が生じている.一般 部の腐食生成物が継続して生成され,腐食サイクル数が 増加するにしたがって,その付着量が増加している.そ の結果,400cycles程度で溶射皮膜が所々剥離している. この剥離現象は400cycles以降に加速度的に生じており, 700cycles以降では溶射皮膜が剥離し,鋼素地が露出した 領域に茶褐色の腐食生成物が生成されている. デジタルマイクロスコープを用いて撮影した試験体の 表面性状を表-4に示す.写真内の色は表面の凹凸を表し ている.ここでは,0,40,400,700,1,000および 2,000cycles後に観察した各皮膜におけるクロスカットの 端部と中央部について示す.Al-5Mg合金溶射ではサイ クル数の増加にともない,白色の腐食生成物が発生して いるが,溶射皮膜の膨れや鋼素地の腐食生成物はほとん ど生じていない.一方,C-5塗装については,40cycles以 前に鋼素地に赤褐色の腐食生成物が生成され,400cycles 以降については塗膜膨れが生じている.この塗膜膨れは, 鋼素地露出部の近傍から発生しているために,カソード 反応により発生したものと考えられる.また,1,000 cy-cles時には,腐食生成物に割れが生じている.Zn-15Al合 金溶射については,試験開始後から40cyclesにおいて, クロスカット部の鋼素地表面に白色の腐食生成物が生じ ている.40cycles以降についても,溶射皮膜の一般部が 著しく劣化していることから,防食性能はほとんど消失 していると言える. 以上の外観観察から,Zn-15Al合金溶射については, クロスカット部に加え,一般部についても皮膜の劣化が 著しく,防食性能がほとんど消失したため,以降の皮膜 土木学会論文集A1(構造・地震工学), Vol. 72, No. 3, 440-452, 2016.
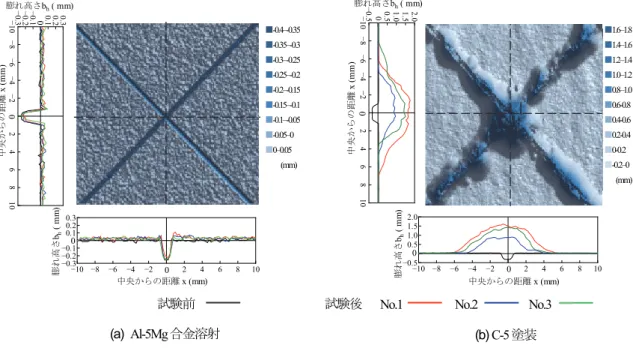
劣化を評価しないこととした. b) 皮膜の膨れ性状 レーザーフォーカス深度計で測定した腐食促進試験 1,000cycles後における皮膜の膨れ性状を図-5に示す.Al-5Mg合金溶射のクロスカット中央部の最大膨れ高さbh,max はいずれも0.1mm未満であり,ほとんど膨れが生じてい ないと言える.一方,C-5塗装については鋼材の腐食生 成物によるbh,maxが0.9~1.7mm程度になっており,クロス カット中央部で鋼材の腐食が進行していると言える. C-5塗装の膨れ面積と平均膨れ高さの経時変化を図-6 に示す.なお,塗膜膨れはクロスカットを包含する領域 を対象とした.サイクル数の増加にしたがって,膨れ面 積と平均膨れ高さは線形的に増加している.1,000cycles 経過後におけるAl-5Mg合金溶射とC-5塗装のクロスカッ ト部における膨れ面積bA の算出結果を表-5に示す.Al-5Mg合金溶射に比して,C-5塗装のbAが著しく大きくな っている.これは1,000cycles後においても継続している Al-5Mg合金溶射による犠牲陽極作用や溶射皮膜の腐食 生成物の付着による環境遮断作用などによるためと考え られる.また,カット部周辺の塗膜のbAのばらつきが小 さいため,試験体間の差異は小さいと言える. (2) 皮膜劣化の評価結果 a) 溶射皮膜のアノード分極試験の結果 腐食促進試験前後におけるAl-5Mg合金溶射の試験体 における一般部の表面性状を図-7に示す. 試験開始時に 比して,1,000cycles経過後におけるAl-5Mg合金溶射の表 面の金属光沢は減少しているが,表面性状は変化してい ない.また,2,000cycles後においても,鋼素地とAl-5Mg 合金溶射皮膜からの腐食生成物はほとんど生じていない. 腐食促進試験前のAl-5Mg合金溶射の皮膜単体と腐食促 進試験前後におけるAl-5Mg合金溶射皮膜のアノード分 極曲線を図-8に示す.図-8(a)に示す単体の溶射皮膜は, 2段階の反応となっている.これはMgとAlがそれぞれ単 独で酸化するためと考えられる.2,000cycles 後における 溶射皮膜の分極曲線は,腐食試験前に比して鋼板の自然 電位に近づいていることから,腐食促進試験により溶射 皮膜が劣化したと考えられる.しかし,鋼板に比して卑 な電位を維持していること,一般部および鋼素地からの 発錆が確認されないことより2,000cyclesの腐食促進試験 後においても,Al-5Mg合金による鋼材の犠牲陽極効果 が期待できると考えられる.また,1,000cycles後と2,000 cycles後の溶射皮膜の自然電位は,ほとんど変化してい ない.これは腐食促進試験開始の初期段階では若干劣化 するが,試験サイクルの増加にともない皮膜表面に酸化 皮膜が形成されることで,皮膜自体の劣化が停滞するた めと考えられる. b) 塗膜のインピーダンスの測定結果 C-5塗装のインピーダンスZと位相差 の測定結果を図-9に示す.腐食促進試験前と1,000cycles後については1つ の時定数のみ確認できるが,2,000cycles終了時には,高 周波側(100Hz付近)と低周波側(100mHz付近)におい 1,000 700 400 200 0 表-3 腐食促進試験後の試験体 Al-5Mg合金溶射 C-5塗装 Zn-15Al合金溶射 1,400 2,000 Cycles
C-5 塗装 Zn-15Al 合金溶射 Cy cles 0 40 40 0 70 0 1,0 00 2,0 00 Al-5M g 合 金溶射 表 -4 クロス カッ ト端部の 経時変 化(その 1) 1m m 1m m 1m m
C-5 塗装 Zn-15Al 合金溶射 Al-5M g 合 金溶射 2,0 00 1,0 00 70 0 40 0 40 0 Cy cles 表 -4 クロス カッ ト中央部 の経時 変化(その 2) 1m m 1m m 1m m
Al-5Mg合金溶射 C-5塗装 試験体No. 1 2 3 1 2 3 膨れ面積 bA(mm2) 25 31 48 760 622 833 平均膨れ面積 bA,mean (mm2) 35 738 図-6 C-5塗装の膨れ面積 bAと平均膨れ高さ bh 0 300 600 900 1200 0 1 2 3 4 5 膨れ 面積 bA (m m 2 ) 0 1000 2000 サイクル数 nc (cycles) 平 均膨れ高 さ bh (m m ) :bA :bh 3000
(a) 0cycle (b) 1,000cycles (c) 2,000cycles 図-7 Al-5Mg合金溶射皮膜の表面形状
表-5 膨れ面積 bAの算出結果(Al-5Mg合金溶射と C-5塗装)
1mm 1mm 1mm
図-5 クロスカット中央部の断面図(サイクル Dの繰返し回数:1,000cycles) (a) Al-5Mg合金溶射 (b)C-5塗装
試験前 試験後 No.1 No.2 No.3
■-0.4–-0.35 ■-0.35–-0.3 ■-0.3–-0.25 ■-0.25–-0.2 ■-0.2–-0.15 ■-0.15–-0.1 ■-0.1–-0.05 ■-0.05–0 ■0–0.05 (mm) ■1.6–1.8 ■1.4–1.6 ■1.2–1.4 ■1.0–1.2 ■0.8–1.0 ■0.6-0.8 ■0.4-0.6 ■0.2-0.4 ■0-0.2 ■-0.2–0 (mm) − 10 − 8 − 6− 4− 2 2 4 6 8 10 −0 .2 −0.1 0.1 0.2 0.3 中央からの 距離 x ( m m ) 膨れ高さbh ( mm) 0 0 −0 .3 −10 −8 −6 −4 −2 2 4 6 8 10 −0.2 −0.1 0.1 0.2 0.3 中央からの距離 x (mm) 膨れ 高さ bh ( m m ) 0 0 −0.3 − 10 − 8− 6− 4 −2 2 4 6 8 10 −0 .5 0.5 1.0 1.5 2.0 中央からの距離 x ( m m ) 膨れ高さbh ( mm) 0 0 −10 −8 −6 −4 −2 2 4 6 8 10 −0.5 0.5 1.0 1.5 2.0 中央からの距離 x (mm) 膨れ高 さ bh ( m m ) 0 0
−1.2 −1 −0.8 −0.6 −0.4 10−2 100 102 104 106 電 流密度 i (µ A /cm 2 ) 電位 V ( vs.Ag/AgCl ) −0.8 −0.6 −0.4 10−2 100 102 104 106 電流 密 度 i (µ A ・ cm −2 ) 電位 V (V vs.Ag/AgCl) 鋼材 0cycle 1,000cycles −0.7 −0.5 2,000cycles て2 つの異なる時定数を持つインピーダンスが存在して いる.これらは図-10に示す等価回路で表現できると考 えられる.すなわち,試験前と 1,000cycles 後,および 2,000cycles 後はそれぞれ図-10(a)および図-10(b)で表現で きると考えられる 14).なお,図-10(b)中の電気二重層容 量Cdlおよび電荷移動抵抗Rcは,塗膜劣化後に塗膜と鋼 素地の界面に水膜が形成されることに起因した回路素子 を示している.したがって,2,000cycles 後については, 塗膜の一般部においても劣化が進行していると考えられ る.しかし,後述するように,1,000cycles 後における C-5塗装の付着引張強度は,3 N/mm2程度であり,試験前に 比して,30%程度しか低下していないため,塗膜はほと んど劣化してないと考えられる. c) 皮膜の引張付着強度の試験結果 C-5塗装と Al-5Mg合金溶射の試験体を用いた皮膜の引 張付着強度試験後における破壊面の例を表-6に示す.こ こでは,腐食試験前と1,000cycles 後の試験体について示 す.C-5 塗装の破壊モードは,ジンクリッチペイント層 内の凝集破壊であった.また,Al-5Mg 合金溶射につい ては,溶射皮膜と鋼素地表面の界面破壊であった.また, 試験体によらず,載荷時に冶具やドリーなどの不整によ る曲げの形跡が破壊面に生じていなかった. C-5塗装およびAl-5Mg合金溶射の試験体の腐食試験前 後における荷重Pと変位δの関係を図-11に示す.腐食試 験後のC-5塗装のP- δ曲線の勾配は,腐食試験前に比して 減少している.一方,Al-5Mg合金溶射については,腐 食試験前後のP- δ曲線の勾配は,載荷後半部において腐 食試験後の勾配が腐食試験前に比して僅かに低下してい るが,腐食試験前後で同程度になっている. C-5塗装とAl-5Mg合金溶射の試験体の腐食試験前後に 図-8 Al-5Mg合金溶射のアノード分極曲線 図-9 C-5塗装のインピーダンス特性 (a) インピーダンス Z 10−3 10−2 10−1 100 101 102 103 104 105 103 104 105 106 107 108 109 :0cycle :1,000cycles イン ピ ーダ ンス Z ( 周波数 f (Hz) 106 :2,000cycles (b) 位相差 10−3 10−2 10−1 100 101 102 103 104 105 −100 −80 −60 −40 −20 0 周波数 f (Hz) :0cycle :1,000cycles 位相差 (de g.) 106 :2,000cycles
0 0.1 0.2 0.3 0.4 0.5 0 500 1000 1500 2000 2500 荷重 P (N) 変位 (mm) 0cycle 1,000cycles 1回目 2回目 3回目 0 0.2 0.4 0 500 1000 1500 2000 2500 荷重 P (N) 変位 (mm) 0cycle 1,000cycles 0.1 0.3 0.5 1回目 2回目 3回目 おける付着引張強度tを図-12に示す.tのデータのばら つきが,腐食促進試験の前後や皮膜の違いによらず,比 較的小さいこと,また,図-11で示したP-δ曲線の勾配 の性状から,載荷時に治具やドリーなどの不整による曲 げがほとんど作用していない理想的な付着強度試験が実 施できたと言える.腐食促進試験前に比して,C-5塗装 とAl-5Mg合金溶射のtは,それぞれ25%と15%減少して おり,若干劣化すると言える.しかし, C-5塗装とAl-5Mg合金溶射の試験体は,1,000cycles後においてもそれ ぞれ,3 N/mm2と6N/mm2程度以上の付着引張強度を有し ているため,比較的健全な状態であると言える15). (3) 腐食生成物の元素分析の結果 Al-5Mg合金溶射とC-5塗装の試験体で生成された腐食 生成物の成分を同定するために,SEM-EDXにより分析 した.試料は図-13に示すようにクロスカットの中央部 図-10 等価回路図 Rsol Cf Rf (a) 電荷移動過程律速(健全時) Rf Cf Rc Cdl Rsol Zw (b) 拡散影響下(劣化時) 図-11 腐食促進試験前後における変位 δと荷重 Pの関係 (b) C-5塗装 (a) Al-5Mg合金溶射 試験体側 表-6 試験体とドリーにおける破壊面 ドリー側 C-5塗装 ドリー側 試験体側 Al-5Mg合金溶射 0 cycle 1,000 cycles 1mm 5mm
近傍から採取した.EDX の分析結果を図-13に示す.C5 塗装試験体の腐食生成物には,Fe がリッチになってい るため,鋼素地が腐食していると言える.また,腐食生 成物層内にはNaと Clが存在していることから,NaClを 含有している.一方,Al-5Mg 合金溶射の試験体につい ては,Fe が存在していないため鋼素地は腐食していな いと言える. 以上の結果から,Al-5Mg 合金溶射皮膜については, 1,000cycles 試験後についても鋼素地は腐食しておらず, Al-Mg 合金による犠牲陽極作用や溶射皮膜の腐食生成物 の付着による環境遮断効果により,鋼素地が防食されて いると言える. Al-5Mg合金溶射とC-5塗装の試験体の採取位置の断面 サンプルの元素マッピングを図-14に示す,ここでは, 試験体のクロスカット部の結果のみについて示す.Al-5Mg合金溶射のクロスカット近傍の腐食生成物には,Fe が含有されておらず,AlとMgが存在している位置でOも 検出されていることから,AlとMgの酸化物が生成され ていると言える.一方,C-5塗装のクロスカット部につ いては,Feがリッチな腐食生成物が存在しているため, 鋼素地が腐食していると言える.また,図-14(b)のSEM 画像から,C-5塗装試験体の塗膜欠陥部から生じた腐食 生成物はポーラスな状態になっている.本研究で用いた JIS K 5600-7-9のサイクルDには塩水噴霧の過程があるた め,さび層中に塩分環境下で生成されやすい-FeOOHが 含有していると考えられる.-FeOOHは鋼素地の腐食反 応の発生にともない,カソード反応として酸素の還元反 応と同時に一部が還元されFe3O4を形成する16), 17) .この反 図-12 腐食試験前後の付着引張強度t 0 8 12 4 0cycle 1,000cycles 平均値 Al−5Mg合金溶射 C−5塗装 引張 付着 強 度σ t ( N /m m 2 ) 6.7 5.88 3.9 2.9 図-13 腐食生成物の成分分析の結果 (a) Al-5Mg合金溶射 (b) C-5塗装 SEM SEM 0 20 40 60 80 100 0 20 40 60 80 100 At % O Na Mg Al wt % wt% At% 0 20 40 60 80 100 0 20 40 60 80 100 At % O Na Cl Fe wt % At% wt%
応が生じる際には,腐食生成物が体積収縮するため,腐 食生成物がポーラスになったと考えられる. 4. まとめ 本研究ではNaCl が介在する高腐食性環境における Al-5Mg 合金溶射の耐食・防食特性を評価するために,溶射 皮膜にクロスカットした鋼板を用いて,JIS K 5600-7-9 の サイクルDによる複合サイクル腐食促進試験,電気化学 試験お よび皮膜の引張付着強度試験を実施した.また, Zn-15Al合金溶射とC-5系の重防食塗装についても試験を 行うことで,Al-5Mg 合金溶射の耐食・防食特性と比較 した. 本研究で得られた主な結果を以下に示す. 1)Zn-15Al合金溶射の皮膜は,1,000cycles 程度のサイク ルD(JIS K 5600-7-9)に相当する塩による高腐食性環境 においては,クロスカット部だけではなく,一般部につ いても,溶射皮膜が全面的に劣化・剥離するため,皮膜 の耐食性能が低く,防食性能も維持できない. 2) C-5系の重防食塗装は,2,000cycles程度のサイクルDに 相当する腐食環境であっても,インピーダンスおよび鋼 素地との付着引張強度はほとんど変化せず,皮膜は劣化 しない傾向にある.Al-5Mg合金溶射皮膜についても, 同様に2,000cycles程度のサイクルDに相当する腐食環境で は,自然電位と皮膜の付着引張強度はほとんど変化せず, 皮膜は劣化しない. 3)C-5 塗装の皮膜は,2,000cycles 程度のサイクル D に相 当する腐食環境では,クロスカット部近傍で塗膜膨れが 生じ,鋼素地が腐食する.一方,Al-5Mg 合金溶射皮膜 については,一般部とクロスカット部において,鋼素地 から腐食が発生することなく,防食性能は維持される. 今後は,溶射の材料や施工法が異なる多種の溶射皮膜 を対象として,様々な大気腐食環境における耐食・防食 特性について検討する予定である. 謝辞:本研究の一部は,平成25~27 年度 文部科学省科 学研究費補助金 基盤研究(B) (課題番号:25289138) (代 表:貝沼重信)の研究助成金を用いて実施した. Al Mg Fe O 200m SEM 20m (a) Al-5Mg合金溶射(×180倍) Zn Cl 200m SEM 20m (b) C-5塗装(×60倍) 図-14 SEM-EDX分析の結果 O Fe
参考文献 1) 巨大構造物のヘルスモニタリング―劣化のメカニズ ムから監視技術とその実際まで―,エヌ・ティー・ エス,双文社,2015. 2) 塗谷紘宣,鈴木紹夫,石川量大,北村義治:Zn, Al お よびZn-Al 合金溶射皮膜の耐候性,材料と環境,Vol. 51, pp. 404-409, 2002. 3) 伊藤義人,金仁泰,肥田達久,坪内佐織,忽那幸 浩:鋼橋防食に用いられる金属皮膜の腐食劣化評価 に関する実験的研究,構造工学論文集,Vol. 51A, pp. 1059-1067, 2005. 4) 吉留俊和,中野敦,押川渡,米沢昇:屋外促進暴露 試験を用いた表面処理鋼板の腐食性評価,第 61 回材 料と環境討論会2014, C-206, pp. 337-340, 2014. 5) Tokaji, K., Ogawa, T., Hwang, J. U., Kobayashi, Y. and
Harada, Y. : Corrosion fatigue behavior of a steel with sprayed coatings, Journal of Thermal Spray Technology, Vol. 5, No. 3, pp. 269-276, 1996.
6) Mayne, J. E. O. : The mechanism of the inhibition of corro-sion of iron and steel by means of paint, Official Digest, Vol. 24, pp. 127-136, 1952.
7) Pardo, A., Casajus, P., Mohedano, M., Coy, A. E., Viejo, F., Torres, B. and Matykina, E. : Corrosion protection of Mg/Al alloys by thermal sprayed aluminium coatings, Applied
Sur-face Science, Vol. 255, pp. 6968-6977, 2009.
8) Jiang, Q., Miao, Q., Liang, W. P., Ying, F., Tong, F., Xu, Y., Ren, B. L., Yao, Z. J. and Zhang, P. Z. : Corrosion behavior of arc sprayed Al–Zn–Si–RE coatings on mild steel in 3.5 wt% NaCl solution, Electrochimica Acta, Vol. 115, pp.
644-656, 2014. 9) (社)日本道路協会:鋼道路橋防食便覧 1, 2014. 10) 貝沼重信,山本悠哉,伊藤義浩,林秀幸,押川渡: 腐食生成物層の厚さを用いた無塗装普通鋼材の腐食 深さとその経時性の評価方法,材料と環境,Vol. 61, No. 12, pp. 483-494, 2012. 11) 小林淳二,貝沼重信:大気環境と JIS サイクル D 腐食 促進試験における裸普通鋼材の腐食挙動の相関性と 腐食促進倍率に関する基礎的研究,材料と環境 2015, D-207, pp. 287-290, 2015.
12) Kainuma, S., Ahn, J. H. and Jeong, Y. S. : Investigation on the stress concentration effect at the corroded surface achieved by atmospheric exposure test, Materials Science &
Engineering A, Vol. 602, No. 25, pp. 89-97, 2014.
13) 浅利満頼,水流徹,春山志郎:塗装鋼板の劣化過程 とインピーダンス特性,防食技術,Vol. 36, No. 3, pp. 134-141, 1987.
14) Katayama, H. : Surface and interfacial analysis using elec-trochemical impedance measurement, The Japan Institute of
Metals and Materials, Vol. 78, No. 11, pp. 419-425, 2014.
15) 日本鋼構造協会:鋼橋塗膜調査マニュアル,JSSC テ クニカルレポート,1993. 16) 小玉俊明:海浜環境と耐候性鋼,材料と環境,Vol. 49, No. 1, pp. 3-9, 2000. 17) 山下正人,幸英昭,長野博夫,三沢俊平:長期大気 腐食による耐候性鋼さび層の安定化過程,材料と環 境,Vol. 43, No. 1, pp. 26-32, 1994. (2016. 3. 10 受付)
FUNDAMENTAL STUDY ON ANTI-CORROSION CHARACTERISTICS
OF Al-5Mg ALLOY THERMAL SPRAYING COATINGS
IN HIGHLY CORROSIVE ENVIRONMENT WITH NaCl
Shigenobu KAINUMA, Xiaolong GUO, Junji KOBAYASHI,
Kazuyoshi MUTO and Hirokazu MIYATA
In previous studies, anti-corrosion characteristics of alloy thermal spraying coating has been investigated by various corrosion tests. However, the characteristics of Al-5Mg alloy thermal spraying coating remains largely unknown. In this research, to evaluate the characteristics, accelerated corrosion tests, electro-chem-ical tests and tensile adhesion tests were conducted. In addition, similar corrosion tests were carried out to compare the characteristics with other coatings by Zn-15Al alloy thermal spraying and C-5 heavy-duty anticorrosive coatings. From these test results, corrosion resistance of Al-5Mg alloy thermal spraying coat-ing is much greater than that of Zn-15Al alloy and C-5 anticorrosive coatcoat-ings. Al-5Mg alloy coatcoat-ing with a cross-cut has enough anti-corrosion performance against highly corrosive environment with NaCl corre-sponding to 2,000cycles of cycle-D specified in JIS K 5600-7-9.