1.背景・目的
鉛フリーはんだを用いて部品を実装すると,ほと んどのはんだ付け部にはボイドが発生することが知 られている.また,部品毎にはんだ付け部の熱疲労 によるき裂発生箇所,き裂進展経路はエレクトロニ クス実装学会や日本機械学会などで報告されている. そこで筆者らはボイドによるはんだ付け部の熱疲 労寿命への影響を調べるために研究を行っており, チップ部品のはんだ付け部では,はんだ表面近傍に ボイドが存在すると熱疲労の比較的早い段階ではん だ付け部にき裂が発生するという新たな知見を得, 第46 回信頼性・保全性シンポジウムで報告した1). 本報告では,はんだ付け部の熱疲労に関し,改め てき裂進展経路を確認し,ボイド発生位置によるは んだ付け部熱疲労寿命への影響をみるために実験を 行った.併せてボイド発生要因として考えられてい る電子部品の吸湿に着目し,電子部品の吸湿とボ イドの発生率,発生位置の関係を調べた.さらに ANSYS を用いてボイドの有無による,はんだ付け 部に発生する応力解析を試みた結果を述べる.2.熱疲労寿命におけるき裂経路の確認
2.1 実験方法 (1) チ ッ プ 部 品 及 び QFP を 鉛 フ リ ー は ん だ (SAC305)を使用し,一般的な温度プロファイ ルでFR-4基板に実装して試験片とした(図1). (2) 熱疲労は,-40 ~ 125℃,それぞれ 30 分保持 を1cyc とし,3000cyc まで印加した. (3) 1000cyc 毎に試験片を取り出し,チップ部品お よびQFP のはんだ付け部の断面を作製し,き 裂発生箇所と,き裂進展経路の観察を行った. (4) ANSYS を用いて熱疲労によってチップ部品は んだ付け部におけるボイドの有無による応力 発生箇所を弾塑性解析によって求めた. 図1 実験に用いた試験片の外観 概 要 本報告では,熱疲労試験後の鉛フリーはんだ付け部の断面観察で,き裂進展経路とボイドの有無,発 生箇所との関係を確認した.加えてANSYS1を用いたチップ部品はんだ付け部の応力解析を行い,ボ イドの有無・ボイド位置により最大応力発生箇所が異なることを把握した.次に,熱疲労試験前後X 線CT を用いて同一はんだ付け部の非破壊解析を行い,ボイドとき裂進展経路との関係を調査した.ま た,ボイド発生要因の一つと考えられる電子部品の吸湿に着目し,吸湿させたチップ部品,QFP2, BGA3を実装,X 線観察で吸湿とボイドの発生率,発生位置の関係を調べた.ボイドによるはんだ接続部の熱疲労寿命への影響
Influence of Void on Thermal Fatigue Life of Solder Joints
山田 智敬
安達 昭司
Tomoyoshi YAMADA Shoji ADACHI
2.2 実験結果 チップ部品,QFP のはんだ付け部に熱疲労を印 加して観察した結果,チップ部品は1000cyc 印加後 で部品下部にき裂発生と進展が認められ,QFP は 2000cyc で J リードのヒールフィレット部にき裂発 生のみが認められた.チップ部品に対してQFP の き裂発生,進展が遅いのはJ リードが熱疲労で変形 することで,はんだ付け部が応力緩和されているた めと考えられる(図2).チップ部品のき裂は部品 下部で発生し,熱疲労が進むことで,斜め45 度方 向もしくは電極に沿って進展することが確認された (図3). はんだ表面近傍にボイドが存在した場合,はんだ -ボイド間にき裂が認められた.しかし,部品下部 のき裂進展経路にボイドが存在しなかったため,熱 疲労寿命に影響していないと推定される(図4). チップ部品1000cyc QFP2000cyc 図2 熱疲労によるき裂進展観察例 き裂 微小き裂 電極に沿って進展 斜め45度に向かって進展 図3 チップ部品のはんだき裂進展観察例 図4 はんだ表面近傍ボイドとき裂進展 はんだ表面 近傍ボイド 弾塑性解析を試みた結果,はんだ付け部にボイド が存在しない場合,部品下部のはんだ付け部に最大 応力が発生する結果となり,熱疲労実験の結果およ び過去の報告例ともよく一致した.はんだ付け部の 表面近傍でない場所にボイドが存在した場合は,ボ イドが存在しない場合と同様に部品下部のはんだ付 け部に最大応力が発生しており,ボイド周辺に大き な応力が発生しないことが示された(図5).しか し,ボイドがはんだ表面近傍に存在した場合,はん だ-ボイド間に大きな応力が発生することがわかっ た.この結果より,はんだ表面近傍のボイドがき裂 に発展する現象は,はんだ-ボイド間のはんだの厚 みが薄く,材料のCTE4ミスマッチによって,薄い はんだの層に繰返しの曲げ応力が発生したことに よってき裂に至ったと推定される(図6,図 7). ボイド無し ボイドあり 図5 弾塑性解析結果 最大応力箇所 最大応力箇所 図6 弾塑性解析結果(はんだ表面近傍のボイドあり) 最大応力箇所 大きな応力 図7 はんだ表面近傍ボイドが影響する き裂発生メカニズム
以上の実験および解析結果より,チップ部品のき 裂発生および進展経路と,はんだ表面近傍にボイド が発生した場合のき裂発生メカニズムが推定できた ものと考えられる.
3.
X 線観察による継時観察及び部品吸
湿実験
次にX 線観察によって同一サンプルを用いて, 熱疲労によるボイドとはんだ付け部のき裂発生およ びき裂進展状況の経時変化観察を行った.ボイド発 生数が多いとはんだのき裂発生のリスクは高くなる と考え,部品に対して多量の水分を吸湿させること でボイドの発生状況を調査し,吸湿とボイド発生の 関係調査を行った. 3.1 実験方法 (1) A ⇒チップ部品,B ⇒ QFP,C ⇒ BGA を使用 した. (2) 部品を 4 水準に分けて吸湿させた.(表 1) 尚,実装対象となるFR-4 基板は実装までデシ ケータ内保管を行った. (3)(2)で事前に吸湿処理された全ての部品を鉛 フリーはんだ(SAC305)を使用して同一基板 上に一般的なリフロー条件で実装して試験片と した.(図8) (4)部品毎に X 線透過装置及び X 線斜め CT(ユ ニハイトシステム製)を用いて,初期および -40~125℃の熱疲労 500cyc を印加後のボイド 周辺および最大応力発生箇所の観察を行った. 表1 実験水準 3.2 実験結果 3.2.1 吸湿実験 各部品の吸湿結果を重量法にて算出した. 尚,チップ部品は軽量のため,5ps の合計とした. 吸 湿 実 験 の 結 果, チ ッ プ,QFP は 0.1 % 未 満, BGA が 0.2%の吸水率となり,BGA が最も吸湿し 易い部品であることがわかった. 図8 実装テストボードと部品配置 チップ(A-1~A-4) BGA(C-1~C-4) QFP(B-1~B-4) チップ QFP BGA 図9 部品毎の X 線 CT 観察箇所 実装後の初期状態をX 線斜め CT で観察した.サ ンプルサイズは各部品,1 水準あたり 1 箇所とした. 部品毎のX 線 CT 観察箇所は図 9 ①~③の 3 箇所と する. 吸湿によるボイド占有率,ボイド発生個数共に全 ての部品でプリント配線板側が最も高い傾向を示し た.吸水水準での傾向を見ると何れの部品もボイド 率は5%未満であった.チップ部品,QFP は吸水水 準でボイド占有率,ボイド発生個数に有意差は認め られなかったが,BGA はボイド占有率で大きな差 異は確認できなかったが,水準4 でインターポー ザー側のボイド発生個数が多い傾向が見られる.小 さなボイドの数が増加した印象があり,BGA の吸 水率が他2 部品に比べ高かったため,リフロー時の 加熱によってインターポーザーから水蒸気が発生 し,その水蒸気がボイド発生に影響を与えたことも 考えられる.(表2,図 10,図 11,図 12,図 13) 3.2.2 熱疲労 500cyc 後 X 線 CT 観察 熱疲労500cyc 後のボイド周辺及び最大応力発生 箇所を中心に観察を行った.チップ部品では一部き 裂が認められた.き裂が認められた2 箇所を拡大し て観察をした.1 箇所は,はんだ表面-ボイド間に き裂が発生していることが確認された.これははんだ表面近傍にボイドが存在した際にはんだ-ボイド 間で最大応力が発生するためにき裂に至ったモード であると考えられる.また,はんだ断面を見ると部 品下部からき裂と思われる現象が認められるが,進 展経路は当該ボイドとは違う方向に向かっているた め,はんだ-ボイド間で認められるき裂には影響を 与えていないと考えられる.(図14,図 15,図 16, 図17) もう1 箇所は,はんだ上部から撮影した画像では んだ内部のボイドの周辺にき裂が認められた.周辺 画像及び断面画像を解析すると,部品下部で既にき 裂が発生しており,電極に沿ってき裂が進行して進 展経路上にあったボイドに到達したモードと考えら れる.(図18,図 19,図 20,図 21,図 22) 今回確認された2 種類のき裂は 2 項の実験および解 析結果とよく一致したものと考えられる. QFP,BGA もチップ部品同様観察を行った.し か し500cyc 時 点 で は き 裂 が 認 め ら れ な か っ た. ( 図23,図 24,図 25,図 26)引き続き熱疲労を 1000cyc まで印加し,チップ部品のき裂の進行状況 図10 チップ初期ボイド率,ボイド個数 図11 QFP初期ボイド率,ボイド個数 図12 BGA初期ボイド率,ボイド個数 表2 部品毎の吸水率 図14 チップ部品同一ボイド周辺部 X 線 CT 画像(初期) 図15 チップ部品同一ボイド周辺部 X 線 CT 画像(500cyc) 図13 BGA 水準毎,X 線 CT 画像
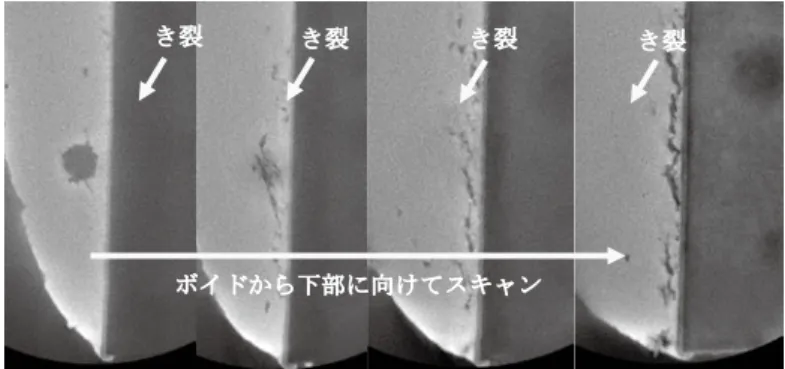
図16 図 15X 線 CT 画像(500cyc)の拡大 はんだ-ボイド間き裂 はんだ-ボイド間き裂 部品下部からのき裂 図17 500cyc 後断面 X 線 CT 画像 図18 チップ部品同一ボイド周辺部 X 線 CT 画像(初期) 図20 図 19X 線 CT 画像(500cyc)の拡大 ボイド周辺 のき裂 図21 ボイドから下に向けてスキャンした X 線 CT 画像 ボイドから下部に向けてスキャン き裂 き裂 き裂 き裂 図22 500cyc 後断面 X 線 CT 画像 部品下部か らのき裂 図23 QFP 同一ボイド周辺部 X 線 CT 画像(初期) 図24 QFP 同一ボイド周辺部 X 線 CT 画像(500cyc) 図19 チップ部品同一ボイド周辺部 X 線 CT 画像(500cyc)
及びQFP,BGA のき裂発生状況を観察する. 3.2.3 熱疲労 1000cyc 後 X 線 CT 観察 熱 疲 労1000cyc 印加後の観察を行った.まず, 500cyc 印加時点でき裂が確認されたチップ部品 2 種類の同一箇所を500cyc 印加後と同様に観察し, き裂の進行状況を確認した. 図15 で認められたはんだ表面-ボイド間に発生 したき裂,図19 で認められた部品下部で発生した き裂が進展経路のボイドに到達したモード双方と も1000cyc 印加することで,き裂が更に大きく進行 すると予想していたが,若干の進行は認められたも ののき裂が大きく進行するような現象は認められな かった.これは500cyc 印加時点でき裂が発生した ことで応力歪みが解放され,き裂の進行が鈍化した 可能性が考えられる.(図27,図 28,図 29,図 30, 図31,図 32,図 33) 併行して500cyc 印加後でき裂が認められなかっ た32 箇所を 1000cyc 印加後に同様の観察を行った ところ,新たに13 箇所でき裂が認められた.発生 傾向を見るとはんだ表面及びはんだ内部のボイドと の関係ではなく,部品下部で発生したモードのき裂 であった.(図34,図 35) 図26 BGA 同一ボイド周辺部 X 線 CT 画像(500cyc) 図27 図 15 と同一ボイド周辺部 X 線 CT 画像(1000cyc) はんだ-ボイド間き裂 図28 図 27X 線 CT 画像(1000cyc)の拡大 はんだ-ボイド間き裂 部品下部からのき裂 図29 1000cyc 後断面 X 線 CT 画像 図30 図 19 同一ボイド周辺部 X 線 CT 画像(1000cyc) ボイド周辺 のき裂 図31 図 30X 線 CT 画像(1000cyc)の拡大 図25 BGA 同一ボイド周辺部 X 線 CT 画像(初期)
次にQFP,BGA の 1000cyc 印加後の観察を行っ たが,何れも1000cyc 印加後でき裂は認められな かった.チップ部品では1000cyc 印加までで複数の き裂が認められていることからQFP,BGA はチッ プ部品に比べてき裂の発生,進展が遅いと考えられ る.(図36,図 37)
4.まとめ
熱疲労によるはんだ付け部のき裂発生箇所およ びき裂進展経路を確認する実験を行った.また, ANSYS によるはんだ付け部内のボイドの有無の差 によって発生する応力解析を行った.さらに部品を 吸湿させてボイドの発生傾向を調べた.これらの実 験から得た知見を以下に示す. (1) 熱疲労実験では,チップ及び QFP のき裂経路 を改めて確認し,チップ部品では弾塑性解析 結果とよく一致した. (2) ボイドがはんだ表面近傍に発生し,はんだ表 面-ボイド間のき裂についての実験及び解析 結果より,はんだ表面近傍のボイドがき裂に 発展する現象は,はんだ表面-ボイド間のは んだの厚みが薄く,材料のCTE ミスマッチに よって,薄いはんだの層に繰返しの曲げ応力 が発生したことによってき裂に至ったメカニ ズムが推定できた. (3) X 線斜め CT での追跡実験で,1000cyc まで 検証した.500cyc 時点ではチップ部品下部の 最大応力発生箇所を起点としたき裂が進展経 路にあったボイドに到達した現象およびはん だ表面近傍にボイドが存在した際に発生する はんだ表面-ボイド間のき裂が確認された. き裂 き裂 き裂 き裂 き裂 ボイドから下部に向けてスキャン 図32 ボイドから下に向けてスキャンした X 線 CT 画像 部品下部か らのき裂 図33 1000cyc 後断面 X 線 CT 画像 図37 BGA 同一ボイド周辺部 X 線 CT 画像(1000cyc) 図36 QFP 同一ボイド周辺部 X 線 CT 画像(1000cyc) き裂 図35 図 34 同一箇所 1000cyc 後き裂確認 X 線 CT 画像 図34 500cyc 後き裂未確認部 X 線 CT 画像また,はんだ内部のボイドが熱疲労寿命に影 響を与える現象は今回の実験では確認されな かった. (4) X 線斜め CT 追跡実験で熱疲労寿命における き裂経路の確認実験および解析結果を検証す ることができ,同一箇所を1000cyc まで追跡 観察することで,き裂の進行状況を確認する ことができた. (5) QFP,BGA は 500cyc,1000cyc で X 線 斜 め CT 追跡観察を行ったが,き裂が認められな かった.この結果より,QFP,BGA はチップ 部品に比べき裂の発生,進展が遅いことが確 認された. (6) 部品の吸湿とボイド発生との関係を検証した. チップ部品,QFP は吸水水準でボイド占有率, ボイド発生個数に有意差は認められなかった が,BGA は吸水率が高い場合インターポー ザー側に小さなボイドが増加した傾向が確認 され,BGA はチップ,QFP に比べ吸湿の影響 を受けやすく,ボイド発生に関与している可 能性が示唆された.
5.あとがき
本研究は日本信頼性学会・故障物性研究会・はん だ付け分科会の研究テーマとして実施され,第46 回R&Ms 発表論文1)及び第30 回秋季信頼性シンポ ジウム発表論文2)を参考文献とした.また,日本 電気株式会社 田辺一彦氏には実験全般でのご指導 を,弾塑性解析では元東京工業高等専門学校 林丈 晴氏に多大なるご支援を頂いた.改めて感謝申し上 げる.6.参考文献
1) 山田,平山,中島,土屋:はんだクラックに及 ぼすボイドの影響検証と対策技術,第46 回信 頼性・保全性シンポジウム,日本科学技術連 盟,pp.239-244(2016) 2) 山田,安達:ボイドによるはんだ接続部の疲労 寿命への影響,第30 回秋季信頼性シンポジウ ム,日本信頼性学会,pp.77-80(2017) (やまだ ともよし/あだち しょうじ) 山田 智敬 1985 年 3 月神奈川大学 工学部 工業経営学科卒業, 1985 年 4 月イビデン株式会社入社後プリント配線 基板,パッケージ基板の品質管理,生産技術に従 事,2002 年 10 月よりレシップ電子,2009 年 1 月よ り取締役製造部長,2013 年 4 月より取締役管理部長, 現在に至る.日本信頼性学会会員. 安達 昭司 2001 年株式会社ユニハイトシステム入社後,技術 営業部にてX 線透過・CT システムの販売に従事. 製品開発等にも携わる.2016 年技術営業部副部長, 現在に至る.日本信頼性学会会員.1 ANSYS ANSYS. Inc 製解析ソフト.本研究では 弾塑性解析に使用
2 QFP Quad Flat Package の略.半導体の一種 3 BGA Ball Grid Array の略.パッケージの一種 4 CTE Coefficient of Thermal Expansion の 略. 熱