CFRP
び 削性金属材料 加工技術 開発
CFRP 効率的 削加工技術 研究(第2報)水江宏* 橋口智和* *機械 金属担当
Efficient Cutting Technology of CFRP (The 2nd)
Hiroshi MIZUE* Tomokazu HASHIGUTI* *Machinery and Metallurgy Section
要 旨
CFRP(Carbon Fiber Reinforced Plastic=炭素繊維強化 ) 市販 び超硬合金エン 用 い 穴加工実験 行い 削抵抗 工具摩耗 加工穴 品質 い 調 ン コ ン 施さ CFRP専用
さ 超硬合金 刃 摩耗 わ 少 長 命 あ 削抵抗 低 保 加工穴 品質 高い 確
汎用 超硬合金エン 使用 加工 穴あ 速 増 工具 摩耗 大
影響 1周回あ Z軸方向 込量 増大さ 工具 摩耗 抑制さ わ
1. じめに
炭素繊維 鉄 比較 比重 1/4以 比強 8 倍以 優 性質 有 い CFRP 炭素繊維 樹 脂 成形 複合材料 あ 現在 航空機や
ン 用品 高級車 適用範 広
い さ 自動車産業 排気 規制 強化 応
車体 軽量化 目的 普及価格帯 自動車部品
活用 期 さ い
一方炭素繊維 ン 金属材料 比較
重量当 単価 高 成形時間 い 問題
あ さ 成形後 削加工 い 炭素繊維
工具摩耗 増大さ 樹脂材 加工品質
低 問題 い
本 成形後 後工程 必要 削加工
い 市販 エン 用い 穴加工実験等 行
い 工具 命 加工品質 い 検討
2. 実験方法
使用 工具 基本 様 Table 1 示 う Tool A B C D 2013 使用 工具 比較 再 記載 本 使用 工具 Tool E F G あ
Tool E CFRP加工用 超硬合金 多層CDV ン コ ン 特徴 あ Tool F CFRP加
工用 超硬合金 ン 微結晶
ン コ ン 特徴 あ Tool G 超硬合金母材 (Al,Ti)Nコ ン 施さ 4枚刃 汎用 エ エン
あ
被削材 CFRP ン 東 社製
T700S 使用 い 面 表層 0°/90° 織 1
層 層 UD 材=単方向材
0°/90°/45°/-45° 複数積層 熱硬化性樹脂 厚さ6mm 成形 あ 炭素繊維
Table 1 Specifications of Tools
Symbol of tool
Tool Type Diameter
mm Specifications
A End mill 5.0
Two-flutes
Square end cutting edge Cemented carbide (Al,Ti)N coating Flute length 20mm
B Drill 6.0
Cemented carbide Cr coating Point angle 140° Normal type
C Drill 6.0
Cemented carbide, Diamond coating Point angle 120°
D Drill 6.0
Cemented carbide, Diamond coating for CFRP Point angle 90°
E Drill 6.375
Cemented carbide,
Diamond coating for CFRP
F Drill 6.375
Cemented carbide,
Diamond coating for CFRP Multi angle
G End mill 6.0
Four-flutes
加工実験 構成 Fig.1 示 安 工業製 ン セン YBM850V 加工 ―製3成 工具動力計9257B 固定 削抵抗 測定 Fig.1
加工時 構成 エン 加工 コ
使用
加工液 使用 吸塵装置 排出
2.1 ド 加工
加工 使用 加工条件 Table 4 示
(Tool E F)加工 行わ 工具回転軸方 向(Z軸方向) 等速直線運動 直 6.0mm 穴 加工 各工具 200穴 実施
エン 加工 条件 Table 5 示 工具突出 量 コ 端面 25mm 以降 例えば 速 600mm/min 1周回Z 込量1.0mm 場合 F600 Z1 記載
エン (Tool G) 工具 Fig.2 示 エン 加工実験 短い直線 構成さ 擬似的
加工( 加工) 行う NC 作成 1周回(360 ) n 割(XY 面 正n角形) (以降 1周回 割数 いう) 同時 Z軸方向 い
擬似的 加工 行 い 本NC 工具 半 (工具 正多角形 外接 半 ) 1周回 割数 1周回あ Z軸方向 込量(以降 1周回 Z 込量 いう) 総周回数
初期値 設定
工具 半 ( 半 ) 1.0mm 設定 工具直 6.0mm 加工穴 直 (n 大 い場合 多角形 場合 直 ) 8.0mm
1周回Z 込量 1.0mm 場合 速 設定 F600 F800 F1200mm/min 影響 調
Workpiece1
Workpiece2
Dynamometer
Tool
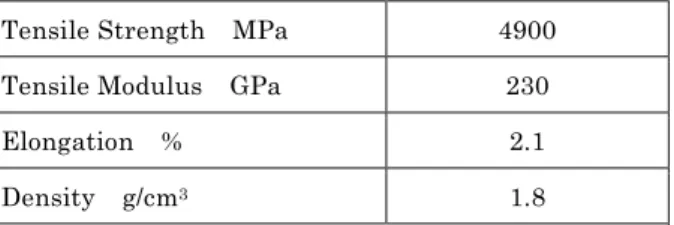
Fig.1 Setup for experiment Table 2 Specifications of carbon fiber (T700S)
Tensile Strength MPa 4900
Tensile Modulus GPa 230
Elongation % 2.1
Density g/cm3 1.8
*from TORAY US website
Table 3 炭素繊維 (R) 製品 ン 用途
製品 特性 主 用途
T1100G 高強 高弾性率 航空機一次構造 打
T1000G 高強 中弾性率 打
T800S 高強 中弾性率 航空機一次構造
T700S 高強 標準弾性率 航空機一次構造 産業全般
T300 標準弾性率 航空機二次構造 産業全般
TORAY JP ウエ サ
Table 4 Cutting conditions
Cutting conditions Tool E, F
Cutting speed m/min (Rotational speed min-1)
60 (2996) Feed per revolution mm/rev
(Feed speed F mm/min)
0.05 (150)
Workpiece CFRP
Workpiece thickness mm 6.0
Coolant Dry (Suction)
Table 5 Cutting conditions
Cutting conditions Tool G
Cutting speed m/min (Rotational speed min-1)
100 (5305)
Axial depth of cut in
circumference mm 1.0 3.0
Setting feed speed mm/min *1 600 800 1200 800 Real feed per revolution
mm/rev 0.1 0.13 0.2 0.13 Real feed speed mm/min *1 539 706 1048 708
Cutting direction Up cut milling
Workpiece CFRP
Workpiece thickness mm 6.0
速 F800mm/min 場合 1周回Z 込量 3.0mm 影響 調
100 穴 貫通穴加工 実施 工具 摩耗状態 削 抵抗 穴 入口出口 状態 評価
3. 実験結果
3.1 ド 加工
3.1.1 刃先 摩耗
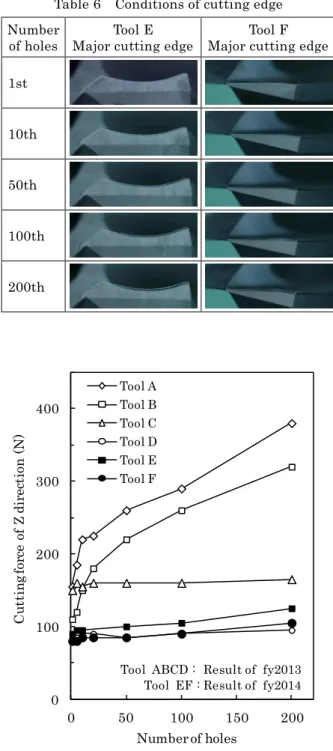
工具刃 部逃 面 状態 Table 6 示
顕微鏡 観察 200穴加工後 Tool E F 刃 状態 Tool D 同様 摩耗 進行 確認さ
い 全 工具 ン 確認さ い
3.1.2 切削抵抗
加工穴個数 Z 軸方向 削抵抗 関係 Fig.3 示 Tool A B C D 2013 結果 あ CFRP専 用 さ Tool E F 削抵抗 変化 Tool D 同様 1穴目 200穴目 徐々 増加 傾向 あ
大 変化 確認さ ン コ
ン 効果 思わ
削抵抗 測定 Table 7 示 回 加工条 件 2013 Tool D 削抵抗 最 低 保
Tool E 穴数 増加 関係 加工中 異常振動 ( ) 発生 あ 多 場合 加工開始
生 工具 端 板底 抜 後 大
発生状況 えば10穴目 X軸方向 削 抵抗 記録さ い 加工条件 変更や被削材 固
定方法 工夫 結果 変わ 思わ
Tool F 主 刃 角 3段階 構成さ 形状
( ン ン ) 穴出口部 剥 抑
制 効果 あ さ い 工具 端 板底 抜
後 ば 加工 続 加工時間 長
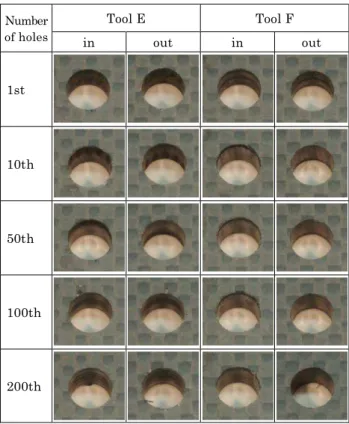
3.1.3 加工穴 品質
Table 8 穴入口 出口 状態 示 Tool D E F 比 較 い 目視 穴 状態 外観評価 以 述
3 工具 200 穴 全 穴 高品質 あ
細 Tool E 穴入口出口 少 い頻 小さ 剥 確認さ 出口 少 い頻 小さ
ン 確認さ 生 思わ 穴
壁面 沢 確認 沢 穴入口部
Angle of equal division
Fig.2 Cutting pass for helical end milling 360/N°
Axial depth of cut in circumference
Radius of tool pass (Radius of helical) 1.0
1.0, 3.0
Z
X Y
X
Fig.3 Relation between number of holes and cutting force
0 100 200 300 400
0 50 100 150 200
C
u
tt
in
g
for
ce
of
Z
d
ir
ec
ti
on
(N
)
Number of holes Tool A
Tool B Tool C Tool D Tool E Tool F
Tool ABCD : Result of fy2013 Tool EF : Result of fy2014 Table 6 Conditions of cutting edge
Number of holes
Tool E Major cutting edge
Tool F Major cutting edge
1st
10th
50th
100th
Tool F 剥 確認さ い 出口 少 い頻 小さ ン 確認さ 入口部 小さ エ
( ) 2工具 わ 大 い う あ
ン ン 刃 形状 穴貫通後 3番目 刃 非常 小さ 取 厚さ 穴拡大 加工 進
CFRP 押 広 方向 作用 穴入口部 生
成 進行 い 思わ 本加工条件
遅 可能性 あ
3.2 エンドミ によるヘ カ 加工
3.2.1 刃先 摩耗
Fig.4 加工穴個数 工具コ 後 量(コ 摩 耗量) 関係 示 Table 9 底刃 状態 示
コ 摩耗量 初期摩耗 ば 排除
1穴加工後 摩耗量0 計測 工具 摩耗量 1周回Z 込量 1.0mm 場合 速 変化さ
大 変化 現 回転数 同
速 速い う 刃 削距 短 (加工時間 短 ) 工具 命 有利 あ 思わ 材料 取
厚さ 増加 刃 負荷 増大 相殺さ 可能
性 あ
一方 速 F800 1周回 Z 込量 1.0 3.0mm 増加さ 工具 摩耗量 低減 1周回Z
込量 増 底刃コ 削距 短
底刃 負担 い 除去作用 一部外周刃 移 (外周 刃 接触長さ 長 ) 原因 思わ
Fig.4 Relation between number of holes and wear of corner
0 10 20 30 40
0 50 100
W
ea
r of
cor
ner
(μ
m
)
Number of holes F600 Z1
F800 Z1
F1200 Z1
F800 Z3 Number
of holes
Tool E Tool F
in out in out
1st
10th
50th
100th
200th
Table 7 Cutting force (drill)
Number
of holes Tool E Tool F Tool D
1st
Z axis
10th
Z axis
X axis
50th
Z axis
100th
Z axis
200th
Z axis
X axis
2s 100N
Cutting area by peripheral cutting edge
Cutting area by end cutting edge Radius of
helical
Axial depth of cut in circumference Z
X
Radius of end mill
Fig.7 Schema of cutting area in circumference at helical end milling
Helical curve
摩耗 形態 2013 同様 ン 確
認さ 刃 丸 い
3.2.2 切削抵抗
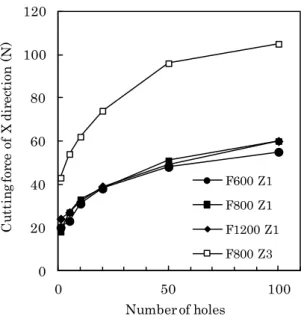
Fig.5 穴個数 Z 軸方向 削抵抗 関係 示 Fig.6 穴個数 X軸方向 削抵抗 関係 示
Z軸方向 削抵抗 1周回Z 込量 1.0mm
場合 速 増加さ 増大
Z軸方向 削抵抗 速 F800 場合 1周 回Z 込量 1.0 3.0mm 増加さ 約60% 増大
X軸方向 削抵抗(Y軸方向 同様) 1周回Z 込量 1.0mm 場合 速 増加さ 大 変化 見
X軸方向 削抵抗 速 F800 場合 1周 回Z 込量 1.0 3.0mm 増加さ 約75% 増大
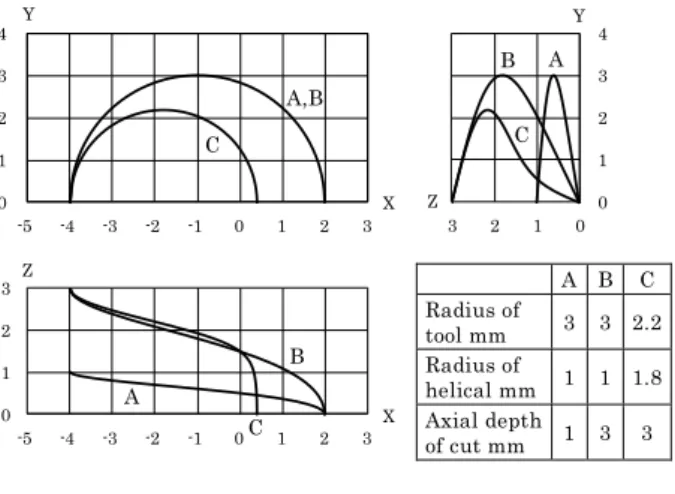
加工時 加工領域 表 模式 Fig.7 示 工具中心 X軸 1周回 込 X
軸 戻 状態 あ 外周刃 加工
領域 各 標 面 投影 領域形状 面 形式
Fig.8 示 X-Z Y-Z 工具 終点 底刃高 さ Z0 描い い さ 筒面 描 外周刃
加工領域 面 展開 形状 Fig.9 示
Fig.8 9中 条件C 加工実験 未実施 参考 あ
底刃 削面 形状 あ 外周刃 削面 形状
半 工具半 1周回あ Z 込量 定数 回転角θ 媒 変数 式 あ わさ 曲
線 底刃 弧 び 筒形 工具 穴 壁
Fig.5 Relation between number of holes and cutting force (Z axis)
0 100 200 300 400
0 50 100
C
u
tt
in
g
for
ce
of
Z
d
ir
ec
ti
on
(N
)
Number of holes F600 Z1
F800 Z1
F1200 Z1
F800 Z3
Fig.6 Relation between number of holes and cutting force (X axis)
0 20 40 60 80 100 120
0 50 100
C
u
tt
in
g
for
ce
of
X
d
ir
ec
ti
on
(N
)
Number of holes F600 Z1
F800 Z1
F1200 Z1
F800 Z3 Table 9 Conditions of cutting edge
Number of holes
F800 Z1 End cutting edge
F800 Z3 End cutting edge
1st
10th
50th
接触線 領域
速 増加 削面 面積 同 あ 底
刃 外周刃 負担 被削材 取 厚さ 増加
1 周回 Z 込量 大 外周刃 削面 面積 半 1.0mm 1周回Z 込量 1.0mm 場 合 約16.1mm2 1周回 Z 込量 3.0mm 場合 約
5.36mm2 外周刃 接触長さ 長 底刃 削面 面積 同 あ 取 厚さ 増加
以 可能性 推察
1. Z軸方向 削抵抗F600Z1 F800Z1 F1200Z1 比 較 び F800Z1 F800Z3 比較 い 底刃 背 力 削抵抗 計測さ (主 力 )
考え 回 実験条件 取 厚さ
変化 う 影響 い 不明 あ Z軸方向 削抵抗 エン 底刃 セン 部( 削速 0 点近 傍) 影響 背 力 影響 大 い 仮定 速
増 加 伴 い 削 抵 抗 増 加 わ ( )
2. X軸方向 削抵抗F600Z1 F800Z1 F1200Z1 比 較 い 増 外周刃 接触長さ 同 あ
工具 摩耗状態 取 厚さ
取 厚さ 小さい場合 逃 面 材料 押 方向
大 力(背 力) 生 取 厚さ 大 従
さ 同 考え ( )
3. X軸方向 削抵抗F800Z1 F800Z3 い 外周 刃 接触長さ 長 削抵抗 増大 考え
( )
Table 10 削抵抗 測定 示
Z 軸方向 削抵抗 被削材 食い付 時 短時 間 削抵抗 増大 い 刃 摩耗 刃
被削材 接触 直後 削 取 作用 刃 被削
材表面 擦 作用 大 影響 い 思わ
刃 食い込 後 Z 軸方向 削抵抗 穴 深 従い 徐々 減少 い 加工 う 底刃
影響 考え 穴 深 従い 排出性 低
削抵抗(-Z 方向 力) 増大 考え
加工 場合 外周刃 角
被削材 引 方向 削抵抗(+Z 方向 力) 作用 穴 深 従い 外周刃 接触長さ 増
大 +Z方向 削抵抗 大 考え
Fig.5 計測 ば 考慮
削抵抗 急激 増大箇所 含 い い Fig.8 Projected planform of cutting area
at helical end milling
A B C Radius of
tool mm 3 3 2.2
Radius of
helical mm 1 1 1.8 Axial depth
of cut mm 1 3 3 A
A,B
A B
C C
B
C 0
1 2 3
-5 -4 -3 -2 -1 0 1 2 3 X
0 1 2 3
-5 -4 -3 -2 -1 0 1 2 3 Z
X
0 1 2 3
0 1 2 3 Z
B C
A
Fig.9 Development view of cutting area by peripheral cutting edge at helical end milling 0
1 2 3
0 1 2 3 4 5 6 7 8 9 10
Z
θ・r
Table 10 Cutting force (Tool G Endmill)
Number of holes
F600 Z1.0
F800 Z1.0
F1200 Z1.0
F800 Z3.0
1st
Z axis
10th
Z axis
50th
Z axis
100th
Z axis
X axis
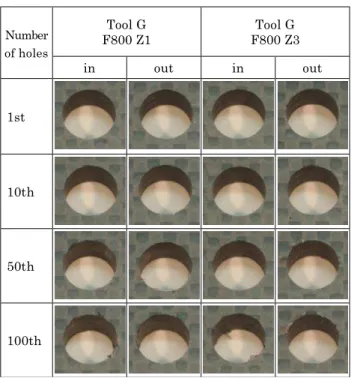
3.2.3 加工穴 品質
Table 11 穴入口 出口 状態 示
CFRP 専用 (Tool D E F) 穴加工 比較 20~30 穴 小さ ン や剥 確認さ
大 遊い 高品質 あ 30 穴
超え 入口部 ン 剥 出口部 ン 目
立 始 要求品質 厳 ば60穴程
許容範 あ 以降 入口 ン や剥
出口 小さ ン 穴品質 損 い
加工 穴入口部 比較 F600Z1 40 穴 目以降 目立 F800Z1 F1200Z1 F800Z3 大 遊い 確認さ い
穴出口部 い F600Z1 F800Z1 ン あ 目立 剥 少 い F1200Z1 F800Z3 小中程
剥 確認さ ン 少 い
穴入口部 品質や工具摩耗 観点 穴入口部 中間
部 速 速 1 周回 Z 込量 大 穴出口部 品質 観点 出口部 速 遅
1周回Z 込量 小さ 効果的 あ
謝 辞
本 九州各県工業系公設試連携研究 実施
本研究 多大 支援 い い 九州各県公設試
担当研究員 心 礼申
追 記
本実験結果 限 実験条件 確認さ 現
象 あ 比較 条件 統一 い 都合 各工具
推奨 加工条件 い設定 あ 穴
状態 判定 定量的 判断基準 担当者 判断
あ
備 考 (*1)
述Table 5 Cutting conditions 記載 Setting feed speed びReal feed speed い
エン 工具 加工実験 加工機 様
加工(XY 面 弧補間(G02,03)動作時 Z 軸 方 向 同 時 駆 動) い 直 線 補 間 (G01XYZ) 正多角形 描 動作 同時 Z 方向 駆 動 行う 擬似的 加工 実現 い
直線移動量 小さ 正多角形 弧 形状
近 工具 動作 い 加減速 頻 高
設定値(Setting feed speed) 均実 速 (Real feed speed) 小さ 予想さ
CFRP加工実験前 設定値 1周回 割 数 び 均実 速 関係 い 調査 調査条
件 Table A 示
ン セン 主軸 工具 装着 空
運転 調査 制御装置 得 時間変数( 解
能 1ms) NC 加工開始行 終了
行 取得 実加工時間 計測 実加工時間
加工動作 総移動距 均実 速 求
加工 1周回 割数 均実 速 関
係 Fig.A 示 1周回Z 込量 1.0 3.0mm 場合 工具1回転あ 量 0.1 0.13 0.2 う 本 設定値 1周回 割数 決定 選択さ
均実 速 1周回 割数 Table B 示 1周回Z 込量 1.0 場合 広範条件 調 査結果 Fig.B 示
調査前 単一 G01補間長(G01 移動距 ) 短 (1 周回 割数 多 ) 従い 全体的 均実
Table A 調査条件
周回数 10
設定値 300~2000mm/min
1周回あ 割数 3~180
工具 半 1.0mm
1周回あ Z 込量 1.0, 3.0mm Table 11 Conditions of hole (Hole diameter: 8mm)
Number of holes
Tool G F800 Z1
Tool G F800 Z3
in out in out
1st
10th
50th
速 減少 う NC 中 角関 数や四則演算 割 良い 割数 い 特異的
均実 速 増減 あ う 思わ
実際 予想 大 異 均実 速 設定
値 変 更 比 例 的 性 質 示 複 数 曲 線( 曲 線?) 沿う 逆 いえば 比例的 曲線
以外 均実 速 設定 得 い(わ 例外 あ )
Table B 均実 速 設定条件等
1周回Z 込量 mm 1.0 3.0
1周回 割数 22 24
G01補間長mm 0.288 0.289
G01接続角 deg 164 167
設定値mm/min 600 800 1200 800
均実 速 mm/min (mm/rev)
539 (0.1)
706 (0.13)
1048 (0.2)
708 (0.13)
設定値 大 単一 補間長 短い 速
設定値 到遉 い 加工 進 1 周回あ 割数 多 均実 速 限界線(Fig.B) 現
予想
一方 制御装置 加減速動作 設定 や
直線補間(G01)や 弧補間(G02,G03) 接続角 遊い
動作設定 読 設定
あ 使用者 設定出来 いサ ン
設定 あ 思わ 比例的 複数
曲線 一致 理 い
影響 い 思わ 本調査 結
論 得 い
加工実験 問題点 1周回 割数 決定
設定値 細 変化さ 均実 速 び び
値 選択 い あ えば1周回 割数50 設定 設定値 F300 以 範 細 変更 均実 速 297 392 584 800
Fig.B えば 割数28 場合 設定 値 F600 F800 同 均実 速 556mm/min 割数28 単一 G01補間長 0.227mm 各G01間 接続角 167° あ 機械的 速
余裕 あ 思わ 条件領域(限界線 側 領域) い 工作機械使用者 理解困 均実 速
う 現象 加工機 発生 不明 あ
加工現場 重要 擬似 加工 う
わ 3D-CAD/CAM 出力 比較的短い直
線補間 曲面加工 い 工具 や損傷
精 向 策 加工担当者 低い 設
定値 変更 工作機械や加工 実
際 速 変化 い場合 あ 認識
あ 0 200 400 600 800 1000 1200 1400 1600 1800
0 20 40 60 80
均実
速
m
m
/m
in
1周回 割数 n
F=2000(Z 込1)
F=1600(Z 込1)
F=1200(Z 込1)
F=800(Z 込1)
F=600(Z 込1)
F=400(Z 込1)
F=300(Z 込1)
Fig.B 擬似 加工
1周回 割数 均実 速 関係 限界線
28 556
238 315 470 642
50 Fig.A 擬似 加工
1周回 割数 均実 速 関係 200
400 600 800 1000 1200
0 10 20 30 40 50
均実
速
m
m
/m
in
1周回 割数 n