社団法人 日本航空宇宙工業会 革新航空機技術開発センター
2007 年 3 月
航空機工業の競争力強化に関する調査研究 成 果 報 告 書
No.1806
ISSN 1880-3660
複合材配管の研究
ま え が き
日本航空宇宙工業会は、平成 18 年度事業の一つとして、日本自転車振興会から補助金の交付 を得て、「航空機工業の競争力強化に関する調査研究」および「環境調和型航空機技術に関する 調査研究」を下表のように実施した。
研究の実施に対し、その実現と推進にご尽力賜った経済産業省ならびに日本自転車振興会の ご関係者に厚くお礼申し上げる。
平成 19 年 3 月
社団法人 日本航空宇宙工業会 革新航空機技術開発センター
平成 18 年度委託研究登録番号(報告書No.)一覧
川崎重工業㈱
富士重工業㈱
石川島播磨重工業㈱
住友精密工業㈱
川崎重工業㈱
富士重工業㈱
三菱重工業㈱
新明和工業㈱
石川島播磨重工業㈱
㈱神戸製鋼所
富士重工業㈱
㈱島津製作所 1
2
3
4
5
6
7
8
9
10
11
1801
1802
1803
1804
1805
1806
1807
1808
1809
1810
1811
機体/空力
機体/空力
推 進
機体/空力
機体/空力
機体/空力
機体/空力
機体/空力
推 進
機体/空力
機体/空力
競争力強化
競争力強化
環境調和
環境調和
環境調和
競争力強化
競争力強化
競争力強化
競争力強化
環境調和
環境調和
継続
継続
継続
継続
継続
新規
新規
新規
新規
新規
新規
キャビテーション・ピーニングの 機体部材への適用技術の研究
Vectranスティッチ複合材料の研究
Blade Blended Endwallによる タービン性能改善の研究
メタル・マトリックス複合材(MMC)の 脚部品への適用研究
フォームコアサンドイッチパネル き裂(はく離)進展抑制手法の研究
複合材配管の研究
複合材構造の製造技術高度化に 関する研究
固体酸化物形燃料電池を使用した 航空機用発電システムの研究 航空エンジン用T iディスク素材の 品質保証技術向上の研究
先進高効率防除氷システムの研究
脚や機体構造等に用いる高強度鋼の カドミウムめっき代替プロセスの研究
締結部品等公共規格品の 競争力強化
/環境調和 継続 /新規 報告書
No. 分 野 研 究 名 委 託 会 社
No.
複合材配管の研究
調査研究委託会社 富士重工業 (株)
目 次
第1章 研究の概要 ... 1
1.1 研究目的 ... 1
1.2 実施期間等 ... 1
1.3 実施内容 ... 2
1.3.1 調 査 ... 2
1.3.2 検 討 ... 2
1.3.3 試 験 ... 2
1.4 成果概要 ... 2
1.4.1 調 査 ... 2
1.4.2 検 討 ... 2
1.4.3 試 験 ... 3
1.4.4 結 果 ... 3
1.5 所 見 ... 4
第2章 研究の内容 ... 5
2.1 研究概要 ... 5
2.1.1 背 景 ... 5
2.1.2 複合材配管例 ... 5
2.2 実施内容 ... 6
2.2.1 調 査 ... 6
2.2.2 検 討 ... 7
2.2.3 試 験 ... 7
2.2.4 評 価 ... 7
2.2.5 特許調査 ... 7
2.3 調 査 ... 7
2.3.1 材料調査 ... 7
2.3.2 構造調査 ... 8
2.3.3 製造プロセス調査 ... 11
2.3.4 調査結果まとめ ... 12
2.4 検 討 ... 12
2.4.1 材料検討 ... 12
2.4.2 構造設計(一般部) ... 14
2.4.3 構造設計(一般部−口金部接合部) ... 17
2.5 試 験 ... 19
2.5.1 供試体設計 ... 19
2.5.2 供試体製作 ... 27
2.5.3 検査(NDI) ... 33
2.5.4 曲げ試験 ... 38
2.5.5 引張り試験 ... 46
2.5.6 耐圧試験 ... 55
2.5.7 断面観察 ... 61
第3章 問題点と今後の課題 ... 66
3.1 設 計 ... 66
3.2 製 造 ... 66
3.2.1 積層作業 ... 66
3.2.2 デバッグ作業 ... 67
3.3 検査(NDI) ... 67
3.4 総合評価 ... 68
第4章 関連事項調査 ... 69
4.1 特許調査 ... 69
第5章 参考文献 ... 73
APPENDIX A 曲げ試験データ ... A-1 APPENDIX B 引張り試験データ ... B-1 APPENDIX C 耐圧試験データ ... C-1
第1章 研究の概要
1.1 研究目的
航空宇宙機の軽量化のため、一次構造部品、二次構造部品の複合材化による軽量化が進めら れているが、機能部品である燃料配管を複合材化することによる、軽量化が可能か検討する。
配管に複合材を適用するには、気密性、耐圧性、形状任意性、軽量性、低コストが求められ、
それらを考慮した設計、製造プロセスを検討し、試作して評価を行う。
1.2 実施期間等
1.2.1 実施期間
平成 18 年7月~平成 19 年3月
1.2.2 実施場所
事 業 所 :富士重工業株式会社 住 所 :〒320-8564
栃木県宇都宮市陽南 1-1-11 電話番号 :028-684-7575
FAX 番 号 :023-684-7560
1.2.3 研究主務者
富士重工業株式会社 航空宇宙カンパニー 航空機設計部 固定翼機設計課
係長 斎藤 義弘 係長 荒川 陽司 課員 岩井 優佳 研究部 材料研究課 係長 山口 栄勝 課員 丸山 誠次 課員 亀井 克美
生産技術部 部品生産技術課 係長 関口 雅幸
課員 杉原 靖典
1.3 実施内容
1.3.1 調 査
複合材配管の検討を行うにあたり、航空宇宙機配管に対する耐圧性、配管径、厚さや製造 プロセスなどの要求事項を把握するため、スペック調査、実機調査を行った。
1.3.2 検 討
前項の調査結果に基き、複合材配管の設計を行った。検討にあたっては、配管に求められ る強度上の要求と耐薬品性、気密性、耐圧性など機能面での要求を満足すること、製造性を 考慮した。材料選定にあたって、耐薬品性、耐極低温性の検討には、既所有のデータを活用 した。
1.3.3 試 験
前項の検討において設計した配管について、設計の妥当性と製造性の確認をするため、試 験用供試体を設計、製作し、曲げ試験、引張り試験、耐圧試験を行った。曲げ試験、引張り 試験、耐圧試験にて、強度面での妥当性の検証を行い、耐圧試験ではさらに機能面での確認 を行った。
1.4 成果概要
本年度は、配管の設計要求を満足する複合材配管の設計を行うとともに、ストレート管 供試体の設計、製作、試験を行い、製造プロセス、検査、設計の妥当性の検証、及び要求 されている機能を有することの確認を行った。
1.4.1 調 査
配管に対する公的要求の調査、管状製品の製造方法を調べ、航空宇宙機の仕様を決定する ための知見を得た。
1.4.2 検 討
既存の配管の中で燃料配管として最も使用されているのがアルミ配管であることから、ア ルミ配管と同等の強度を持ち、且つ重量がアルミ配管よりも軽量であることを目標に設計を 行い、軽量化の図れた複合材配管の設計を行った。
前項の調査結果より、材料、構造、製造プロセスの検討を行った。配管の強度上の要求と 耐 圧 性 な ど の 機 能 上 の 要 求 を 満 た す た め に 、 気 密 性 を 確 保 す る ラ イ ナ ー を 有 す る CFRP
(carbon fiber reinforced plastic)管を選定した。口金部構造は、トレードオフ結果から、
図 1.4.2-1に示すような内側から口金、気密層、耐圧層のある構造にした。口金部は、口金 部と一般部の接合強度を高めるため、口金に突起のあるものと突起のないものの違いを調べ ることとした。製造方法には、製造性が良いシートワインディングを採用した。
1.4.3 試 験
1.4.2 項にて行った設計が強度上、妥当であること及び機能が果たせることを確認するた めに、曲げ試験、引張り試験、耐圧試験を行った。また、供試体の製作を通して、配管とし ての製造方法の確立も行った。また、配管の検査(NDI: Non-Destructive Inspection)を行い、
検査における問題点と課題の抽出を行った。曲げ試験では一般部を標定、引張、耐圧試験で は一般部と一般部-口金接合部を標定とし、要求強度及び機能を満たしているかの確認を行った。
1.4.4 結 果
曲げ、引張り試験では、標定部である一般部と口金との接合部で破壊が起こり、設計どお りの強度が出ていることが確認できた。また、耐圧試験において、一般部ではライナーによ り保証圧力(設計目標圧力の2倍)までは、漏れが発生しないことを確認した。しかし、一 般部と口金接合部において、漏れが発生した。試験後、口金と一般部の接合部を観察し、漏 れの原因を調査した。
図 1.4.3-1 ライナー融着後配管 図 1.4.2-1 配管構造
耐圧層 口金 気密層
本年度の研究においては、配管の設計、製作、試験を行うことで、問題点と今後の課題を 明らかにし、配管の軽量化への手がかりを得ることができた。
1.5 所 見
本年度は、配管に関する調査、設計、ストレート管の製作、試験を行い、製造プロセス、検 査性の確認及び設計の妥当性検証、設計要求機能が果たされていることの確認を行った。
これらより、以下の成果が得られ、今後の複合材配管における問題点の抽出と課題が明らか になった。
(1) 設 計
・配管を複合材化することにより、軽量化が見込める。
・複合材配管の構造様式を提案し、試験用供試体の製造、検査、試験を行った。
・ライナー-Ti 接着性、CFRP-Ti 接着性の知見が得られた。
・設計手法の妥当性検証を目的に、曲げ試験、引張り試験を行い、妥当性を示すことが 出来た。
・耐圧試験に関しては、一般部では保証圧力(試験目標圧力の2倍)まで耐圧すること が確認できた。接合部において漏れが発生し、接合部の気密性に課題のあることが判 った。
・漏れの原因についての知見が得られた。
(2) 製 造
・ストレート管の製造プロセスの確立を行うことができた。
・気密層の融着プロセス、材料の検討を行うことによって、融着性の改善を行う必要が ある。
(3) 検 査
・円管の表面に凹凸があるために、超音波が減衰してしまったことから、検査を行うに は、表面の平滑性が重要であるという知見が得られた。
・他の非破壊検査方法に関しても検討の必要性があることが分かった。
来年度は、気密性を確保できる接合部構造の開発、ストレート管以外の形状の配管設計、
製造プロセスの確立、耐極低温性の配管の開発に努め、軽量化を目的とした構造を実現する。
第2章 研究の内容
2.1 研究概要
2.1.1 背 景
複合材料は、一般に金属材料よりも比強度・比剛性が高いゆえに構造を軽量化できる可能 性があり、航空機の二次構造材(補助翼、方向舵など)に加え、最近では一次構造材(主翼、
尾翼、胴体)にも適用が徐々に拡大している。民間旅客機において、複合材適用は 1965 年に 就航した DC-9 から始まり、最新のエアバス A380 では、中央翼、非与圧尾部胴体など全機体 構造重量の 22%、ボーイング 787 では、与圧胴体、外翼中央翼など 50%も複合材化が計画さ れており、軽量化に成功し、適用拡大の一途をたどっている。
そのような状況の中、本研究では、特に燃料配管等の各種圧力配管に注目し、配管に複合 材を適用できるか、また適用のための技術課題は何かを明らかにする。
2.1.2 複合材配管例 (1) 国内状況
GFRP の耐食性を利用した汚水配管等が一般産業用として実用化しているが GFRP で耐圧
/軽量性を狙ったものは現状無い。又、口金部の結合方法についていくつかの特許が取得 されている。特許に関しては4.1 節にまとめた。
図 2.1.1-1 787、A380 複合材適用率1),2)
(2) 国外状況
米国で再使用型ロケット(DC-XA)開発時に、ロケットエンジンへの燃料供給用配管の複 合材化の試作を行っている。
図 2.1.2-1 Composite-Material Pipe3)
その他複合材配管の例を以下に示す。
図 2.1.2-2 Filament Wound Carbon/Epoxy Pipe4) 図 2.1.2-3 GRE Pipe Fittings (Tee & elbow)5)
米国の特許については、口金の結合方法、形状、シートワインディングでは無いが、フ ィラメントワインディングによるプロセス、装置、及び方法等は届けられている。様々な 条件を満たす為に、世界各国にて研究されているものと見られる。
2.2 実施内容
2.2.1 調 査
複合材配管の要求仕様を設定するための、航空宇宙機配管の材料、構造に関する配管要 求、現在使われている配管の材料、仕様の調査、及び複合材製造プロセスの調査を行う。
調査は、材料、構造、製造プロセスのそれぞれに対して行い、材料候補、構造、製造プロ セス候補を挙げる。
2.2.2 検 討
調査結果を参考に材料の決定、詳細構造の設計、プロセスの決定を行う。一般部の構造 決定には、アルミと同等の強度を持ち、かつ、アルミよりも重量が軽くなることを目標と している。
2.2.3 試 験
設計した配管が、意図した強度が出ており、かつ、求められている機能が果たせている ことを確認するために、曲げ試験、引張試験、耐圧試験を行い、合わせてその試験に使用 する供試体の設計、製造を行う。
2.2.4 評 価
設計、製造、検査の面から評価を行い、平成 18 年度の本研究の総合評価を行う。
2.2.5 特許調査
本研究と類似している特許について調べた結果を示す。
2.3 調 査
複合材配管の要求仕様を設定するための、航空宇宙機の配管要求、現存配管の調査を行った。
2.3.1 材料調査
配管材料に関して、表 2.3.1-1に示すスペックを調査結果として示す。
表 2.3.1-1 配管材料スペック
燃料 スペック
材料及び工程は、適用公共規格の規定に適合するものでなければならな い。受注者の仕様書の規定に適合する材料は、発注者の承認を得た上で 使用してもよい。全ての材料は、燃料、燃料蒸気、湿気、塩霧、その他 運用中に遭遇する環境要素に対する耐性を備えていなければならない。
(MIL-F-8615D 3.6.1 FUEL SYSTEM COMPONENTS: GENERAL SPECIFICATION FOR) 油圧系統
スペック
配管は MIL-T-6845 若しくは MIL-T-8504 の規定に適合する耐食鋼管、又 は MIL-T-7081 の規定に適合する質別 T6 のアルミニウム合金管のいずれ かでなければならない。それより強度対質量比の高い鋼管又はチタン管 は発注者の承認を受けて使用してもよい。緩衝支柱に取り付ける配管は、
耐食鋼管でなければならない。海軍機に対しては、圧力管路及びアクチ ュエータ管路には、アルミニウム合金管を使用してはならない。いかな る合金又はいかなる管径に対しても、管の厚さは 0.02in 以上としなけれ ばならない。(MIL-H-5440H HYDRAULIC SYSTEMS, AIRCRAFT, DESIGN AND INSTALLATION REQUIREMENTS FOR)
既存の配管材料例を、表 2.3.1-2に示す。耐食性に優れた材料が選定されているのが分かる。
表 2.3.1-2 既存配管材料
(SAE APR 994 RECOMMENDED PRACTICE FOR THE DESIGN OF TUBING INSTALLATIONS FOR AEROSPACE FLUID POWER SYSTEMS)
上記のスペック及び既存配管材料より、複合材配管の実機適用に当たっては、以下の条件 を満たす必要がある。
・耐食性に優れた材料であること。
・油圧系統には現スペックでは適用不可であること。
・燃料系統では発注者の承認を得ることで複合材が使用できること。
2.3.2 構造調査
継手と一般部に分けて注目し、調査を実施した。
(1) 継手
継手は、組立、艤装後も接合部の取外しと再取付が可能な管継手と、接合部を一体化す る永久継手とに分けられる。
(a) 分割継手
・フレア方式
フレア継手はカップリング・ナット、カップリング・スリーブから構成される雌型 継手である。相手になる雄型継手とカップリング・ナットで締結し、管端部のフレ アあるいはダブル・フレア加工面を雄型継手の端部表面と面接触させることによっ てシール部を形成する。
・フレアレス方式
フレアレス管継手はカップリング・ナット、カップリング・スリーブから構成され る雌型継手である。相手になる雄型継手とカップリング・ナットで締結したとき、
取り付けにより管表面に食い込んだカップリング・スリーブが雌型継手の端部内部 と面接触することによってシール部を形成する。
M aterial C ondition Exam ple
T i 6A l-4V A nnealed
T i 3A l-2.5V A nnealed F-14 hydraulic system
T i 3A l-2.5V C old worked B -1,F-15,S S T
T i C m l.P ure G rade2 304 C R E S 1/8 H D 304 C R E S A nnealed 21-6-9 C R E S C old worked
A N 350 C R E S C old R educed & T em peratured 6061-T 6 Al H eat T reat & Ag ed
5052-O Al A nnealed
section,drain line,low pressure line
・ビーム・シール方式
ビーム・シール方式はカップリング・ナットと一体となったチューブ・フィッティ ングとして構成される雌型継手である。相手になる雄型継手とカップリング・ナッ トで締結したとき、相手となる雄型継手とチューブ・フィッティングが対向して面 接触することによりシール部を形成する。
・フレキシブル・カップリング方式
Oリングを組み合わせたフェルール、スリーブ及びカップリングから成り、フェル ールを切断加工した管端部にかしめ加工ないし溶接加工により取り付ける雌型継手 である。フェルールを対向させスリーブに組み込み、カップリングで締結する。
図 2.3.2-1 フレア方式6) 図 2.3.2-2 フレアレス方式6)
図 2.3.2-3 ビーム・シール方式 図 2.3.2-4 フレキシブル・カップリング方式
(b) 永久継手
永久継手は、円筒状のスリーブを直角に切断加工した管端部にかしめ取り付けをする。
スリーブと管端部が密着し、シール部分を構成する。
図 2.3.2-5 永久継手
この調査結果から、いずれの配管も継手と一般部は面接触、点接触により気密保持を 行っていることが分かる。よって、継手は、面接触、点接触により継手と配管を接合す ることが必要であることが分かる。
(2) 一般部 (a) 配管厚さ6)
配管厚さは、以下の規定がある。
・典型的なチューブ
MIL-H-5440 によると、破壊圧力は、標準使用圧力の4倍であると規定している。そ こで、最小許容チューブ板厚は下に示す式で求められる。
P : Pressure d : Tube diameter t : Tube wall thickness
Ftu : Specified minimum ultimate tensile strength of the material である。
(b) 使用圧力
既存の燃料配管の使用圧力調査結果を図 2.3.2-1に示す。航空機燃料配管では、圧力 2~725 psi、配管直径 0.25~2in、宇宙機配管では、圧力 22~284 psi、配管直径 10
~25 in となっていた。これらから、本研究でのターゲットとしては、
・圧力は、調査結果の中で一番圧力の高い 725 psi(5MPa)
・配管径は、0.25~2in とすることとした。
min
4 2 tu t Pd
= F
図 2.3.2-6 使用圧力 0
5 10 15 20 25 30
0 200 400 600 800 1000
使 用 圧 力[psi]
配管径[in]
航 空 機 燃 料 配 管 宇 宙 機 配 管 5 MPa (725 psi)
φ0.25~2in
2.3.3 製造プロセス調査
パイプ状のものを製作する製造プロセスとしては、表 2.3.3-1に示す方法が考えられる。
表 2.3.3-1 製造プロセス7)
方 法 特 徴
フィラメントワインディング法 ・管状製品の成形に適し、繊維配列コントロールが 容易で機械特性に優れる。
シ ー ト ワ イ ン デ ィ ン グ 法
・管状製品の成形に適する。
・フィラメントワインディング法に比べて小型品の 成形に有利で、形状精度が高く生産性が高い。
図 2.3.3-1 フィラメントワインディング法7)
図 2.3.3-2 シートワインディング法7)
表 2.3.3-2に製造プロセストレードオフ表を示す。フィラメントワインディング法は、繊 維配列コントロールが容易なことから、機械特性に優れるという特徴があるが、シートワイ ンディング法は形状精度が高く、製造性に優れており、配管製造では、大量生産するもので あるため製造性の高いものがよい。また、シートワインディング法は、機械特性については
フィラメントワインディング法に比べ劣っているが、アルミよりは優れている。これらより、
総合評価で本研究では、シートワインディング法を用いるのが良いと判断した。
表 2.3.3-2 製造プロセストレードオフ表
フィラメントワインディング シートワインディング
コ ス ト △ ○
形 状 精 度 △ ○
機 械 特 性 ○ △
製 造 性 △ ○
総 合 評 価 △ ○
2.3.4 調査結果まとめ
以上の調査結果により、複合材配管では、以下の条件で製作することとする。
・耐食性に優れた材料であること。
・使用用途は燃料配管とする。
・継手と一般部の接合部は、点接触、面接触となる構造とする。
・圧力は、調査結果の中で一番圧力の高い 725 psi(5MPa)
・配管径は、0.25~2in
・製造方法は、シートワインディング法を使用する。
2.4 検 討
2.4.1 材料検討
2.3.1 項及び配管として使用することから、以下の条件を満たす必要がある。
・耐食性の優れていること。
・気密性があること。
なお、CFRP のみでは気密性を保持できないことが分かっており、気密層材料としてライナ ーが必要である。
そこで、以下の材料を候補材料として挙げた。
表 2.4.1-1 候補材料
部 品 候 補 材 料 加 工 方 法
口 金 STEEL, Al Alloy, Ti Alloy 機 械 加 工 気 密 層 LCP、フッ素樹脂 フィラメントワインディング、
シ ー ト ワ イ ン デ ィ ン グ 耐 圧 層 CFRP フィラメントワインディング、
シ ー ト ワ イ ン デ ィ ン グ
ここで、LCP とは、液晶ポリマー(Liquid Crystal Polymer)のことであり、熱可塑性樹 脂である。熱可塑性樹脂の中でも、150℃以上の耐熱温度を持つスーパーエンプラに分類され、
特徴としては、高強度、高弾性、高耐熱性、耐薬品性に優れる。フッ素樹脂とは、耐熱性・
耐寒性・耐薬品性・難燃性・絶縁性・低摩擦性などを兼ねそろえた高機能プラスチックである。
次に、表 2.4.1-1 の候補材料から、材料を選定するために、表 2.4.1-2、表 2.4.1-3 に材 料トレードオフ表を示す。表 2.4.1-2から CFRP のみであると気密性に問題があり、配管内側 にライナーを付ける必要があり、耐圧層として CFRP、気密層として LCP を用いることとする。
なお、LCP、CFRP は社内使用実績があり、耐薬品性、耐極低温性に関する知見を既に得て おり、本研究の目的を達成できる目処が立っていたため、かつ効率的な研究を進めるため、
試験を実施しないこととした。
表 2.4.1-3では、口金材料には、重量、耐食性の観点からみて、Ti が最もよいと考えられ、
口金材料としては Ti とすることとした。構造イメージを、図 2.4.1-1に示す。
表 2.4.1-2 耐圧層、気密層 材料トレードオフ表
単 層 積 層 ラ イ ナ ー 付 概 要 CFRP のみ(参考)
LCP フッ素樹脂
耐 食 性 ○ ○ ○
耐 熱 性 ○ ○ ○
気 密 性 × ○ ○
密 度 約 1.6 g/cm3 1.4~1.6 g/cm3 2.1~2.2 g/cm3
入 手 性 ○ ○ △
総 合 評 価 × ○ △
表 2.4.1-3 口金材料トレードオフ表
STEEL Al Ti
コ ス ト ○ ○ △
CFRP と の 耐 食 性 ○ × ◎ 比 重 7.85 g/cm3 2.7 g/cm3 4.6 g/cm3
総 合 評 価 △ × ○
Ti 口金
CFRP LCP
2.4.2 構造設計(一般部)
設計の指針として既存の材料と同等の強度を持つという条件下で設計を行う。一般的に配 管材料としては、チタン、アルミ、鉄などが挙げられる。チタンは、通常、圧力要求の高い 油圧配管で用いられる。一方、アルミ、鉄は、燃料配管及び油圧配管として用いられる。本 研究では、燃料配管としての配管を想定しており、燃料配管としての用途が高いアルミを標 定とした。強度検討としては、曲げ、耐圧の条件より、配管形状を決定することとする。
以下に耐圧条件を示す。
・設計目標圧力:5 MPa
・保証目標圧力:10 MPa
・破裂目標圧力:20 MPa
設計方法は図 2.4.2-1に示すとおりである。設計結果を表 2.4.2-1に示す。
図 2.4.2-1 一般部設計方法(1/3)
使用圧力 P’
破裂圧力 P = 4P’ 決定
CFRP
A16061 4
1
1 2
①
Hoop Tension強度比較 剛性算出 積層構成検討
Hoop応力算出 プライ数決定 必要板厚算出
許容値算出 d1 = 22.04 mmとする。
Fty
P d
t 2
=
1
Fty1 = E1εtallow Fty2 = E2εtallow ただし、εtallow = 6000 μ とする。
Hoop応力
t P d1
2 2
2
σ =
Hoop Tension 強度
2 2 1
1 ,Fty
Fty >σ >σ No
Yes
②
③
耐圧検討
t P d1
1
= 2
σ
図 2.4.2-1 一般部設計方法(2/3)
εc = 4000 μとする。
② 曲げ強度比較
③ 重量比較
d1=22.04mmとする。
WAL > WCF
プライ数、プライ構成決定 曲げ強度検討(3点曲げ)
重量算出
PL
M 4
=1 d1 d2
L/2 L
①
No
Yes 曲げ検討
Al
CF P
P >
重量検討
①
No
Yes
( )
ρ ρ
⋅
=
×
=
=
CF CF
4 1 4 CF 2
A W
d - d A π
3 6 kg/mm 10
6 .
1 -
4 ) d π (d
I= 24− 14 64
2 c
tyCF E
F =ε
2
CF 2
d I P =M⋅
④
②
③
板厚算出
曲げ強度算出
重量算出
d1 =22.04 mmとする。
d1 d2
Fty
P d
t 2
=
1
(
24 - 14)
= 64π d d I
PL
M 4
=1
( )
ρ ρ
⋅
=
×
=
=
Al Al
3 4
1 4 Al 2
A W
kg/mm d
- d A π
10 2.7
4
6 -
Fty = 241.3 MPa Al検討
2
2 Al
d I P =M⋅
この時の全重量は、以下の図表の通りである。
表 2.4.2-2 重量比較
ここで、LCP の密度はρ=1.4 g/cm3、接着剤の密度はρ=1.154 g/cm3とする。
表 2.4.2-1 設計結果 d2 d1
L
0°
90°
図 2.4.2-2 設計配管
CFRP Al
CFRP重量 kg/m 0.087 -
LCP重量 kg/m 0.029 -
接着剤重量 kg/m 0.010 -
合計重量 kg/m 0.126 0.179
CFRP Al
設計圧力 MPa 5 5
破裂圧力 MPa 20 20
板厚 mm 0.762 0.913
積層枚数 PLY 3 -
積層構成 15°/90°/-15° -
E90° MPa 50798 -
E0° MPa 77509 -
εt μ 6000 -
εc μ 4000 -
Fty90° MPa 304.8 241.3
Fty0° MPa 465.1 241.3
周方向耐圧応力 MPa 241.3 289.2
軸方向耐圧応力 MPa 120.7 144.6
外径 d2 mm 23.6 23.9
内径 d1 mm 22.0 22.0
スパン L mm 360 360
曲げ破壊荷重 N 976 1038
重量 kg/m 0.087 0.179
図 2.4.2-3 重量比較
この仕様により、アルミより軽く、アルミと同等の強度を持った配管の設計が可能である。
2.4.3 構造設計(一般部-口金部接合部)
一般部、口金接合方式として、以下の3案を検討した。
接合方式案 1
・耐圧層、気密層が口金よりも外側にきている。
・気密層と口金が接着されており、耐圧層と口金は接着されていない。
接合方式案 2
・耐圧層、気密層が口金よりも外側にきている。
・気密層、耐圧層がそれぞれ口金と接着されている。
口金外面
口金内面 0.00 0.20 0.40 0.60 0.80 1.00 1.20
アルミ配管
AlCFRP LCP 接着剤
複合材配管
図 2.4.3-1 接合方式案(1/2)
接合方式案 3
・耐圧層は口金よりも外側、気密層は内側にきている。
・耐圧層は口金よりも外側、気密層は内側で接着されている。
図 2.4.3-1 接合方式案(2/2)
案1、案2、案3のトレードオフ表を表 2.4.3-1に示す。
表 2.4.3-1 接合方式案トレードオフ表
案 1 案 2 案 3
気 密 性 △ △ ○
耐 圧 性 △ ○ ○
製 造 性 ○ ○ △
総 合 評 価 ○ ○ ○
気密性に関しては、案1、2は気密層が口金よりも外側にあるため、内圧がかかるとその 力で気密層と口金の間に剥離が起こる可能性がある。しかし、案3では、内圧がかかっても、
気密層が口金の内側にあるため、剥離が起こりにくいという利点がある。
耐圧性に関しては、チタン-LCP 接着強度とチタン-CFRP 接着強度では、チタン-CFRP 接着 強度のほうが強いため、チタンとの接合面が広いほうが良い。案2、3において、チタン-CFRP 接合部があり、耐圧性が高いと考えられる。
製造性に関しては、気密層が口金より内側にあると、気密層に圧力をかけて口金と融着さ せることが難しく、融着しない可能性が大きい。気密層が口金よりも外側にあるほうが、製 造性が良い。
これらを総合評価し、本年度は製造性の良さから案2を選定することとする。
ま た 、 口 金 部 の 接 着 強 度 を 向 上 さ せ る た め 、 口 金 部 に 突 起 を 付 け た 形 状 を 考 案 し た
(図 2.4.3-2)。今回は、その突起の効果を調べるため、突起のあり、なしの配管を作り、比 較を行うこととする。
:耐圧層断面
:気密層断面 注)
図 2.4.3-2 口金断面図
2.5 試 験
設計した配管が、想定した強度が出ていること及び機能を果たせていることを確認するため、
以下の試験を計画し、供試体設計及び製造、試験を実施した。一般部及び一般部と口金部の接 合部は、2.4 節に基づいている。
・曲げ試験
3点曲げ試験を実施し、配管一般部の設計が妥当であることを検証する。
・引張り試験
引張り試験を実施し、配管の一般部、一般部-口金接合部が設計どおりであることを検証する。
・耐圧試験
耐圧試験を実施し、配管の一般部、一般部-口金接合部が設計どおりで、漏れがなく、設計目 標圧力に耐えることを検証する。
2.5.1 供試体設計
試験を実施するため、2.4.2 項に示した設計方法を用いて供試体形状を決定した。
図 2.5.1-1~図 2.5.1-5 にその供試体形状を示す。なお、形状は試験装置に合わせて設計 した。
突起なし 突起あり
注) :口金断面
図2.5.1-1引張試験用供試体突起なし
図2.5.1-2引張試験用供試体突起あり
図2.5.1-3耐圧試験用供試体突起なし
図2.5.1-4引張試験用供試体突起あり
図2.5.1-5曲げ試験用供試体
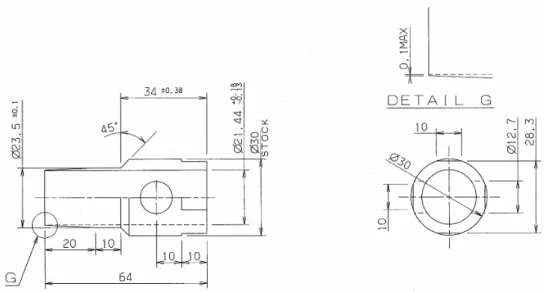
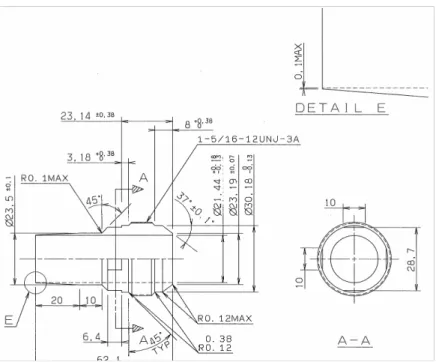
口金部は、引張り試験及び耐圧試験をするため、その試験が行える形状にする必要がある。
そこで、引張り試験用、耐圧試験用の2種類の口金及び突起のあり、なしの口金をそれぞれ 製作した。口金形状を図 2.5.1-6~図 2.5.1-9に示す。
図 2.5.1-6 口金引張試験用突起なし
図 2.5.1-7 口金引張試験用突起あり
図 2.5.1-9 口金耐圧試験用突起あり 図 2.5.1-8 口金耐圧試験用突起なし
2.5.2 供試体製作
供試体製作には製造治具(マンドレル)の設計及び製作、成形を行った。
治具形状は供試体硬化後の脱型を考慮して、供試体との熱膨張率の差が大きいアルミニウ ムを材質として選定した。また、治具表面は容易な脱型を可能にする為、鏡面仕上げ(バフ 研磨)を行った。
本供試体製作を通じて、複合材配管の製造プロセスについて見通しを立てた。
製造した治具を図 2.5.2-1、図 2.5.2-2に示す。
図 2.5.2-1 マンドレル外観
図 2.5.2-2 マンドレル外観
供試体の製作手順を図 2.5.2-3に示す。
STEP1:口金融着前処理
↓
STEP2:LCP 材巻きつけ
↓
STEP3:バギング
↓
STEP4:オートクレーブ(LCP 融着)
↓
STEP5:デバッグ
↓
STEP6:口金及び LCP 材接着前処理
↓
STEP7:接着フィルム及びプリプレグ積層
↓
STEP8:バギング
↓
STEP9:オートクレーブ(CFRP 硬化)
↓
STEP10:デバッグ
図 2.5.2-3 供試体製作手順
(1) STEP1:口金融着前処理
口金の LCP 材融着部をサンディングにより活性化し融着前処理を実施した。
(2) STEP2:LCP 材巻きつけ
マンドレルに口金をセットし LCP 材巻きつけを実施した。口金テーパ部は LCP 材を形状 に馴染ませるため切込みを入れた。また硬化後、切込み部からの漏洩が無いよう気密を確 保するために口金テーパ部のみ LCP 材をさらに巻きつけた。
LCP 材切込み部状況を図 2.5.2-4に示す。
(3) STEP3:バギング
バギング状況を図 2.5.2-5に示す。
図 2.5.2-5 バギング状況
(4) STEP4:オートクレーブ(LCP 融着)
LCP 材のオートクレーブ硬化の成形条件は以下で実施した。
・温度 290℃
・圧力 3.0 kgf/cm2
切込み部 口金
図 2.5.2-4 LCP 材の切込み状況
(5) STEP5:デバッグ
LCP 材硬化後のマンドレルから供試体が脱型できることを予め確認した。
脱型後の供試体外観を図 2.5.2-6に示す。
図 2.5.2-6 脱型後供試体外観
(6) STEP6:口金及び LCP 材接着前処理
口金及び LCP 材の接着フィルム適用部の接着前処理を実施した。
(7) STEP7:接着フィルム及びプリプレグ積層
接着フィルム、プリプレグの順にしわなどが無いよう積層を実施した。
接着フィルム及びプリプレグ積層作業を図 2.5.2-7~図 2.5.2-10に示す。
図 2.5.2-8 接着フィルム積層外観
図 2.5.2-9 プリプレグ積層作業
図 2.5.2-10 プリプレグ積層外観
(8) STEP8:バギング
供試体のプリプレグ最外層には硬化後のしわを防ぐためテープを巻きつけた。
テープ巻きつけ作業、バギング状況を図 2.5.2-11、図 2.5.2-12に示す。
図 2.5.2-11 テープ巻きつけ作業状況 テープ
図 2.5.2-12 バギング状況
(9) STEP9:オートクレーブ(CFRP 硬化)
プリプレグ材のオートクレーブ硬化の成形条件は以下で実施した。
・温度 180℃
・圧力 3.0 kgf/cm2
(10) STEP10:デバッグ
硬化後、余剰樹脂などを除去し、マンドレルから供試体を脱型した。
デバッグ後の供試体外観を図 2.5.2-13に示す。
図 2.5.2-13 供試体外観
2.5.3 検査(NDI)
複合材配管の非破壊検査(NDI)手法検討として、引張試験供試体(図 2.5.3-1参照)を用 いて超音波探傷検査で実施した。
検査対象部位は、複合材配管の円筒形状一般部(図 2.5.3-2参照)とチタン金具との接着 部(図 2.5.3-3参照)について行った。
断面図
図 2.5.3-1 引張試験供試体 外観
図 2.5.3-2 円筒形状一般部
巻締めテープの巻き跡
チタン金具
複合材配管 探触子 円筒形状一般部の超音波探傷検査状況写真を図 2.5.3-4に示す。
図 2.5.3-4 一般部の超音波探傷検査状況(水浸 反射法)
(1) 円筒形状一般部 (a) 検査法検討
超音波探傷検査には透過法と反射法があるが、円筒形状で円筒の中に探触子が入らな い場合、透過法は手前の管肉厚と反対側管肉厚の2標定部を管中空部の水媒体を介して 透過させる必要があるため超音波減衰が大きく、又2標定部各々に欠陥識別することが 難しいと言う特性を有するため、今回の複合材配管では探傷周波数を 2.25 MHz および5 MHz の2探触子(検査性検討のため2周波数で比較評価した。)を用い、配管の外表面か ら配管中心部に向かって垂直に超音波を入射・伝搬させ、配管内壁面からの底面反射エ コーを捕捉する反射法で行った。
この手法では配管内部にボイド等の欠陥がある場合は、配管内壁面(底面)まで超音波 が伝搬せず、結果的に反射エコーが得られないことで欠陥識別が可能となる。
(b) 検査結果
円筒形状一般部の超音波探傷検査結果を図 2.5.3-5および図 2.5.3-6に示す。
検査記録から一般部には底面反射エコーが殆んど「0」に近い(カラーバーで白色又は 薄い水色を示す)ことを示す区域がなく明らかな欠陥(ボイド)は確認されなかったが、
2.25 MHz および 5 MHz の探傷記録からは配管製造時の外表面巻き締めテープ跡による影 響と判断される螺旋状の反射エコー(音圧)変化模様が写し出されている、又その反射 エコーの変化度合いは5MHz の方が大きく(色合いの差が大きい)、螺旋状模様も明確に 現れている。
図 2.5.3-5 一般部の超音波探傷検査記録(2.25 MHz、反射法)
この模様の発生原因は配管外表面巻き締めテープ跡の外表面の凸凹により、超音波の 垂直入射が凸部及び凹部が成す傾斜部分により超音波の入射が部分的に乱され、結果的 に内部までに入射する超音波エネルギーが表面の凸凹で減衰することになる。
360°(1周) 360mmL
反射エコ-少ない 反射エコー多い
反射エコー多い
反射エコー少ない 360mmL
360°(1 周)
図 2.5.3-6 一般部の超音波探傷検査記録(5MHz、反射法)
従って、配管内壁面からの底面反射エコーを捕捉する反射法では外表面の凸凹により 減衰した超音波エネルギーが配管内壁面(底面)に伝搬されることから当然反射エコーは 小さいこととなる。
本現象は、超音波の特性から周波数の高い5MHzほど外表面凸凹の影響を受け易いる ことになる、その特性は5MHzの方が 2.25 MHzに比べ螺旋状模様がはっきりと表れて いることで確認された。
以上の事象から、複合材配管の内部品質検査を正しく行うには外表面の平滑性が重要 であると判断された。
(2) チタン金具との接着部 (a) 検査法検討
チタン金具との接着部検査法として、円筒形状一般部の結果を受けて超音波探傷検査 反射法による、探傷周波数:2.25 MHz とし、接合部の外表面からチタン金具中心部に向 かって垂直に超音波を入射・伝搬させチタン金具内壁面からの底面反射エコーを捕捉す る反射法で行った。
(b) 検査結果
チタン金具との接着部超音波探傷検査結果を図 2.5.3-7に示す。
360°(1 周) CFRP 層との接着部
LCP 層との接着部 10
20
検査記録から CFRP 層とチタン金具との接着部位置での底面反射エコーは部分的に減 衰している部位が認められるが、前述したように外表面の平滑不良でも減衰傾向を示す ことから一概に接着品質判断はできない、一方 LCP コーティング層とチタン金具との接 着部位置での底面反射エコーは全体の半分の部位で大きく減衰(白色又は薄い水色)し ていることからこの部分は明らかに接着剥離していると判断された。
2.5.4 曲げ試験 (1) 試験目的
上記供試体を用いて曲げ強度試験を行い、一般部の設計の検証を行う。
(2) 試験条件
下記に示す試験条件のもと、試験を実施する。
供試体数 : 3体 曲げ様式 : 3点曲げ 支点間距離 : 360 mm
試験速度 : 2mm/min(クロスヘッド速度)
サンプリング速度: 500 ms
試験温度 : 室温 (23℃、50%RH)
試験装置寸法を図 2.5.4-1に示す。
図 2.5.4-1 試験装置寸法
供試体寸法を図 2.5.4-2に示す。
450 mm 90 mm
荷重負荷治具位置 受け治具位置
図 2.5.4-2 供試体寸法
曲げ強度測定点(歪ゲージ貼付位置)を図 2.5.4-3に示す。
View A-A
View B-B
図 2.5.4-3 曲げ強度測定点
23.56 mm 21.44 mm
450 mm
A A
B B
CL
10 mm
② ① CL
④ ③
(3) 設計手法
下記の解析方法により、評価部の歪を算出する。
AB 間 1 2 2 Sx P Mx Px
=
= BC 間
2 2
( )
2 2
2 2
P P
Sx P
P l
Mx x P x
P P
x l
= − = −
= − −
= − +
曲げ荷重 Mx を LCP と CFRP とで分担する。
分担比率は下記の式を用いて算出する。
) )( d (d E
) d (d E M
M
d ) d (d E 32
M d )
d (d E 32
M
4 2 4 3 CF
4 1 4 2 LCP CF
LCP
2 4 1 4 LCP 2
LCP
2 4 2 4 CF 3
2 CF
α π ε π
− =
= −
⇒
= −
= −
ただし、
参照 弾性係数 弾性係数
分担曲げ荷重 分担曲げ荷重
5 図2.5.4 − :
, ,
: : : :
3 2
1
d d
d
CFRP E
LCP E
CFRP M
LCP M
CF LCP
CF LCP
よって、CFRP 分担曲げ荷重は、
1
x CF
M M
= α +
により算出される。
以下歪を算出する。
S.F.D P/2
-P/2 Pl/4
B.M.D
A C
B
R R=P/2
l P
d3 d1 d2
CFRP 層
LCP 層 図 2.5.4-4 曲げ試験モデル
図 2.5.4-5 供試体断面
E
) d I (d
d I M
3
4 2 4 3
3 CF
ε σ π σ
=
= −
=
64 2 ただし、
下記の解析方法により、荷重点部の変位を算出する。
は上記参照) (
は上記参照) (
CF CF
4 1 4 2 LCP 4
2 4 3 CF 3
CF CF
3 CF CF
I , E
) d (d E ) d (d E
1 Pl
I E
l y P
1 P P
− +
⋅ −
=
=
= +
π α
α
3 4 48
(4) 試験装置
図 2.5.4-6、図 2.5.4-7に示すような3点曲げの装置を用いて試験を実施する。
A C
B
R R=P/2
l P
+y 0
荷重負荷治具
供試体 ゴム
(厚さ約1mm)
図 2.5.4-7 試験装置概要
(5) 試験結果
曲げ強度試験結果を示す。
各供試体の寸法(外径、内径)を図 2.5.4-8に示す。
図 2.5.4-8 供試体寸法
破壊荷重、最大たわみを表 2.5.4-1に示す。
表 2.5.4-1 破壊荷重 最大たわみ
破 壊 荷 重 ( N ) 最 大 た わ み ( m m ) 供 試 体 1 2950 10.0
供 試 体 2 2636 8.8
供 試 体 3 2695 8.8
平 均 2760 9.2
図 2.5.4-9~図 2.5.4-11に破壊状況を示す。
CL
10 mm B A
外径
内径
Sec.A, B
供試体 内径
No. A B
1 23.71 24.29 21.27 2 23.76 23.87 21.45 3 23.99 24.13 21.47
外径
荷重負荷治具
曲げ強度測定位置 供試体
受け治具 荷重
全 体
荷重点側 側 面
図 2.5.4-9 供試体 1 破壊状況
全 体
荷重点側 側 面
図 2.5.4-10 供試体2破壊状況
全 体
荷重点側 側 面
荷重と各測定点位置の歪を図 2.5.4-12、図 2.5.4-13にまとめる。(測定点位置番号は図 2.5.4-3 に一致、括弧前の数値は供試体番号、括弧内の数値は破壊荷重とその時の歪を示す。)
荷重-歪①線図
0 500 1000 1500 2000 2500 3000
-12000 -10000 -8000 -6000 -4000 -2000 0 歪[μ]
荷重[N] 供試体-1 歪①
供試体-2 歪① 供試体-3 歪①
図 2.5.4-12 荷重-歪み①線図 荷重-歪③線図
0 500 1000 1500 2000 2500 3000
0 2000 4000 6000 8000 10000 歪[μ]
荷重[N] 供試体-1 歪③
供試体-2 歪③ 供試体-3 歪③
図 2.5.4-13 荷重-歪み③線図 荷重-変位線図
0 500 1000 1500 2000 2500 3000
0 2 4 6 8 10 12
変位[mm]
荷重[N]
供試体-1 供試体-2 供試体-3
以上の試験結果と2.5.4(3)に示した解析の結果を下記に示し、解析の整合性を確認する。
表 2.5.4-2 解析結果と試験結果の比較 (歪/測定位置①)
表 2.5.4-3 解析結果と試験結果の比較 (歪/測定位置③)
表 2.5.4-4 解析結果と試験結果の比較(変 位)
※変位は、P_CF=kδとしてバネ定数 k を求めている。
※せん断変形は、微小のため無視した。
供試体No. 1 2 3 平均
[kgf] 301 268 273 [N] 2954 2627 2672
供試体長さ l [mm] 360 360 360
モーメント M [N*mm] 265835 236464 240521
外径 d_3 [mm] 24.3 23.9 24.1
CFRP内径 d_2 [mm] 21.9 22.1 22.1
内径 d_1 [mm] 21.3 21.5 21.5
材料弾性係数 CFRP E_CF [MPa] 77509 77509 77509 材料弾性係数 LCP E_LCP [MPa] 9000 9000 9000
α+1 1.02 1.03 1.03
M/(α+1) M_CF [MPa] 259737 228992 233900 断面2次モーメントI I [mm4] 5851 4315 4985
応力 σ [MPa] -539 -633 -566
歪(解析値) ε [μ] -6956 -8169 -7302 -7476 歪(試験結果) ε [μ] -9340 -10310 -9203 -9618 誤差(歪(試験結果)/歪(解析値)) [%] 134.3 126.2 126.0 128.7
破壊荷重(試験結果) P
供試体No. 1 2 3 平均
[kgf] 301 268 273 [N] 2954 2627 2672
供試体長さ l [mm] 360 360 360
モーメント M [N*mm] 265835 236464 240521
外径 d_3 [mm] 23.7 23.8 24.0
CFRP内径 d_2 [mm] 21.9 22.1 22.1
内径 d_1 [mm] 21.3 21.5 21.5
材料弾性係数 CFRP E_CF [MPa] 77509 77509 77509 材料弾性係数 LCP E_LCP [MPa] 9000 9000 9000
α+1 1.03 1.03 1.03
M/(α+1) M_CF [MPa] 257545 228511 233373 断面2次モーメントI I [mm4] 4268 4046 4607
応力 σ [MPa] 715 671 607
歪(解析値) ε [μ] 9229 8659 7838 8575
歪(試験結果) ε [μ] 8580 7993 6810 7794
誤差(歪(試験結果)/歪(解析値)) [%] 93.0 92.3 86.9 90.9
破壊荷重(試験結果) P
供試体No. 1 2 3 平均
荷重 P [N] 2862 2539 2593
変位(解析値) δ [mm] 8.41 7.87 7.06 7.78 変位(試験結果) δ [mm] 10.00 8.76 8.81 9.19 バネ定数(解析値) k [N/mm] 340.3 322.6 367.4 342.5 バネ定数(試験結果) k [N/mm] 286.3 289.8 294.4 290.0 誤差(k(試験結果)/k(解析値)) [%] 84.1 89.8 80.1 84.7
(6) 考 察
製造時に CFRP のしわを防ぐためにテープを巻いている。それをはずしたときに、テープ の後がどうしても残ってしまい、その部分が凸凹してしまう。破壊状況を見ると、いずれ の供試体も、このテープ後のらせん状のラインに沿って亀裂が走っており、この凸凹の部 分に応力が集中し、ここを起点として破壊が起こったと思われる。歪に関しては、歪測定 点①では、解析値との誤差が大きい。これは、測定位置が荷重点に近く、荷重点では負荷 治具の影響により、局部的に凹みが発生し、その影響により、歪が大きくなっているため である。一方、歪測定点③では、荷重点側で大きな曲げ荷重を取っている分、曲げが小さ くなり、歪が減っていると考えられる。しかし、歪測定点③では、解析値との誤差は平均 値で 9%に収まっており、設計手法としては妥当な結果が出ていると考えられる。
変位に関しては、平均で 15%という解析値との誤差がでた。この要因としては、受け治 具のところで、荷重が負荷されることで供試体がすべり、変位が大きくなったことが考え られる。
2.5.5 引張り試験 (1) 試験目的
複合材配管の引張り試験を行い、接合部、一般部の設計が妥当であることを確認する。
(2) 試験条件
下記に示す試験条件のもと、試験を実施した。
供試体数 : 6体(表 2.5.5-1参照)
試験速度 : 1mm/s、0.5 mm/s(表 2.5.5-1参照)
サンプリング速度 : 500 ms
試験温度 : 室温 (23℃、50%RH)
表 2.5.5-1 供試体
供 試 体 番 号 1 2 3 4 5 6 口 金 突 起 なし なし なし あり あり あり 試 験 速 度 1mm/s 0.5mm/s 0.5mm/s 0.5mm/s 0.5mm/s 0.5mm/s
供試体寸法を図 2.5.5-1に示す。
図 2.5.5-1 供試体寸法
引張り試験歪ゲージ測定点(歪ゲージ貼付位置)を図 2.5.5-2に示す。
A-A
B-B
図 2.5.5-2 引張り試験歪ゲージ測定点
(3) 破壊予想
引張り試験での破壊には、以下のモードが考えられる。
(a) 一般部引張り破壊
破壊応力をPtとし、CFRP、LCP にかかる荷重をPCF、PLCPとすると、
LCP LCP LCP CF CF CF LCP CF
t P P E A E A
P = + =ε +ε
23.56 21.44
450
70 CL 70
⑦
70 70
CL A A
B B
① ② ③
⑧
⑨
70 70
CL
④ ⑤ ⑥
CFRP、LCP の歪が同じであると仮定すると、
LCP CF ε ε ε= =
) +
(
= CF CF LCP LCP
t E A E A
P ε
LCPヤング率 :
CFRPヤング率 :
LCP断面積 :
CFRP断面積 :
LCP歪 :
CFRP歪 :
一般部引張り破壊荷重 :
LCP CF LCP CF LCP CF t
E E A A P
ε ε
(b) 一般部-口金接合部剪断破壊
口金部と一般部の接合部におけるせん断破壊荷重は以下の式より求められる。
s CF CF CF LCP LCP LCP
P =σ πD L +σ πD L
Ti接着幅 LCP
:
Ti接着幅 CFRP
:
Ti接着せん断応力 LCP
:
Ti接着せん断応力 CFRP
:
- - -
-
LCP CF
S_LCP S_CF
L L σ σ
(c) 口金引張り
A F Pt = ty
断面積 :
許容値 :
:引張荷重 A
F P
ty t
表 2.5.5-2~表 2.5.5-4にそれぞれの破壊荷重を示す。
表 2.5.5-2 一般部引張破壊
CFRP LCF LLCP LCP
A A
SECT A-A
断面積 A D2
D1
CFRP 許容歪 εCF_allow μ 12000 CFRP ヤング率 ELCP MPa 77509
LCP 引張り強度 σLCP MPa 382
LCP ヤング率 ELCP MPa 9000
LCP 許容歪 εLCP_allow 42444
外径 d3 mm 23.6
CFRP 内径 d2 mm 22.1
LCP 内径 d1 mm 21.5
CFRP 周方向断面積 ACF mm2 52.7 LCP 周方向断面積 ALCP mm2 20.5
引張破壊予想荷重 Pt N 51239
μ
表 2.5.5-3 一般部-口金接合部 せん断破壊
CFRP 内径 d2 mm 22.1
CFRP 接着幅 LCF mm 10
LCP 接着幅 LLCP mm 20
CFRP 接着せん断応力 σs_CF N/mm2 24.69 LCP 接着せん断応力 σs_LCP N/mm2 1.73
せん断破壊予想荷重 Ps N 19535
※接着せん断応力は、クーポン試験結果を示している。
表 2.5.5-4 口金引張破壊
口金外径 D1 mm 23.5
口金内径 D2 mm 21.4
断面積 A mm2 72.7
許容値 Fty MPa 896
引張破壊予想荷重 Pt N 65148
表 2.5.5-2~表 2.5.5-4 の結果より、標定部は一般部-口金接合部のせん断破壊である 事が解析予測できる。
(4) 試験結果
供試体寸法を表 2.5.5-5に示す。
表 2.5.5-5 供試体寸法
1 2 3 4 5 6
長さ L mm 451.5 451.2 450.6 452.4 451.9 451.2 外径 D mm 24.1 24.0 24.0 24.2 24.0 24.3 CFRP内径 dCF mm 22.0 22.0 22.0 22.0 22.0 22.0 LCP内径 dLCP mm 21.4 21.4 21.4 21.4 21.4 21.4
試験片番号 単位
破壊荷重を表 2.5.5-6に示す。
表 2.5.5-6 破壊荷重
単位 1 2 3 4 5 6
破壊荷重 P N 18389 14565 19904 18524 21932 22900
平均破壊荷重 Pave N
Pave(突起あり)/Pave(突起なし) %
21119 119.9
17619
次の図 2.5.5-3~2.5.5-8に破壊状況を示す。
図 2.5.5-3 供試体1
図 2.5.5-4 供試体2
破壊状況 破壊部
歪ゲージ①
歪ゲージ③ 歪ゲージ④
歪ゲージ⑥ A
歪ゲージ② 歪ゲージ⑤
破壊部口金A 全 体
破壊部
歪ゲージ①
歪ゲージ③ 歪ゲージ④
歪ゲージ⑥ A
歪ゲージ② 歪ゲージ⑤
全 体
破壊状況
破壊部口金A