産業素材
「スーパー ZX コート®」を適用した(2)。 図 1 に示すように「スーパー ZX コート®」は、一層の膜 厚がナノメートル台(1 ナノメートルは 10 億分の 1 メート ル)の TiAlN と AlCrN の超薄膜を交互に約 1000 層積層し た超多層膜であり、従来コートと比較してアルミニウムの1.
緒 言
2000 年以降、航空機産業は需要が落ち込み低迷を続けて いたが、ボーイングとエアバスの大手民間航空機メーカー 2 社から、それぞれ B787、A380 という新型機体の導入が 発表されたことにより、2005 年を境に急激に受注環境が好 転し、現在、過去に例を見ないほどの活況を呈している。 航空機にはチタン合金や耐熱合金と言ったいわゆる「難 削材」が数多く使用されているが、一般的に切削加工にお いて難削材と定義される材料は優れた機械的特性や熱的特 性を持った材料である反面、切削環境から見た場合、 ①熱伝導性が悪く、切削中の温度が高い ②加工硬化層が生じやすい ③切削工具との反応性(親和性)が高い など、切削工具にとって非常に過酷な使用環境であると言 える(1)。これらのことから考えると難削材加工では切削熱 の 発 生 を 抑 制 す る こ と が 重 要 で あ り 、 低 速 、 低 送 り 、 ウェット加工が一般的である。 受注の好転により、こうした難削材の加工は今後一層の 増加が見込まれており、難削材加工用の切削工具に対する 安定長寿命化や、生産リードタイム短縮のために高能率加 工化の要求が益々高まっている。 本稿では、そのような市場のニーズに対応するべく開発 した難削材加工用新材種 AC510U/AC520U の特長および加 工事例に関して報告する。2.
スーパー ZX コート
®の特長
AC510U/AC520U には、当社独自の最新 PVD(Physical Vapor Deposition :物理的蒸着法)コーティングであるDevelopment of ‘ACE-COAT®AC510U/AC520U’ for Exotic Material Machining ─ by Akihiko Shibata, Haruyo Fukui and Keiichi Tsuda ─ The application of exotic materials like titanium alloy and heat resistant superalloy is increasing more and more, especially in the aircraft industry. Such exotic materials are difficult to machine because of their good mechanical properties and high temperature during machining. Newly developed AC510U and AC520U are high-toughness carbide grades with “Super ZX Coat®”, an exclusive physical vapor deposition (PVD) coating. Super ZX Coat®is super-multi layered coating consisting of nanometer-thin layers of TiAlN and AlCrN alternately stacked up to 1,000 layers. Its hardness is improved 40%, and the oxidation temperature is 200˚C higher as compared with conventional coating. And also the chipping resistance is improved by controlling its residual stress. Therefore, AC510U and AC520U show superior wear and thermal resistance in exotic material machining, and provide longer tool life and higher productivity.
難削材加工用新材種「エースコート
®
A C 5 1 0 U / A C 5 2 0 U 」の開発
柴 田 彰 彦
*・福 井 治 世・津 田 圭 一
TiAlN AlCrN TiAlN AlCrN TiAlN 10nm TiAlN (dark) AlCrN (bright) 図 1 スーパー ZX コート®の膜構造(断面 TEM 写真) 表 1 スーパー ZX コート®の特性 膜 種 ナノインデン テーション硬さ 完全酸化温度 平均残留 圧縮応力 従来コート 40GPa 950 ℃ 0.7GPa スーパー ZX コート® 56GPa 1150 ℃ 1.9GPa 2 0 0 8 年 7 月 ・ SEI テクニカルレビュー ・ 第 173 号 −(39 )−添加量を増加、最適化することで膜硬度を 40 %向上させ、 加えて新たにクロムを添加することで耐酸化性を 200 ℃向 上させた、耐摩耗性と耐熱性を兼ね備えたコーティングで ある(表 1)。 図 2 にスーパー ZX コート®と従来コートの熱重量測定結 果を示す。サンプルとして Pt 基板上に 3μm のコーティン グを施したものを用い、大気中での昇温過程の重量変化を 測定した。この結果から明らかなように従来コートでは約 850 ℃で酸化が開始し 950 ℃で膜が完全に酸化してしまう のに対し、スーパー ZX コート®では約 960 ℃から酸化が開 始し、しかもその後の酸化スピードは従来コートに比べて 遅く、完全酸化の温度は従来コートより 200 ℃高い 1150 ℃ であった。 図 3 に光加熱式サーモリフレクタンス法による熱浸透率 測定結果を示す。熱浸透率とは熱伝導率との相関が強い特 性で、一般に熱浸透率の小さい材料は熱伝導率が小さいと 言える。この結果からわかるように、スーパー ZX コート® は従来コートに比べて熱浸透率が小さく、すなわち熱伝導 率が小さいと考えられ、熱遮断性能に優れるコーティング であると言える。 また膜の耐チッピング性向上に膜中の圧縮残留応力制御 が有効であることを見出し、膜の成長に合わせてコーティ ング条件を最適化することで、図 4 に示すように膜中の圧 縮残留応力が超硬基材から最表面に向かって傾斜的に大き くなるような分布とした結果、膜の耐剥離性を損なうこと なく、耐チッピング性(膜強度)を向上させることにも成 功した。
3.
AC510U/AC520U の特長
専 用 の 強 靭 超 硬 合 金 に こ の コ ー テ ィ ン グ を 施 し た AC510U/AC520U は、従来材種と比較して耐摩耗性、耐熱 性のみならず、耐欠損性にも優れるため、難削材加工で問 題となる、非常に高い切削熱による局所的な摩耗やそれに 起因する突発的な欠損、ならびに加工硬化層による境界損 傷や欠損を大幅に抑制でき、安定長寿命化、及び高能率加 工化といった市場からの要望に応えることが可能な材種で ある。 750 850 950 1050 1150 1.0 0.8 0.6 0.4 0.2 0 温 度(℃) 熱重量変化(a.u.) 完全酸化 スーパーZXコート® 従来コート 図 2 熱重量測定(TG-DTA) 結果 6000 5000 4000 3000 2000 1000 0 従来コート スーパーZXコート® 熱浸透率(Js -0.5 m -2K -1) 図 3 サーモリフレクタンス法による熱浸透率測定結果 0 1 2 3 4 5 0 -1 -2 -3 表面からの測定深さ(μm) 残留応力(GPa) Coating Substrate 圧縮 引張り 図 4 膜厚方向の残留応力測定結果 加工内容 仕上切削 中切削 粗切削 材 種 推奨条件 切削速度vc (m/min) 送りf (mm/rev) vc=40-70 f=0.15-0.3 vc=30-60 f=0.2-0.35 vc=50-80 f=0.1-0.2 AC510U AC520U 図 5 AC510U、AC520U 適用領域と推奨切削条件 −( )− 難削材加工用新材種「エースコート® AC510U/AC520U」の開発 40図 5 に AC510U/AC520U の適用領域と推奨切削条件を示 す。汎用材種である AC510U は粗加工から仕上げ加工まで の 幅 広 い 加 工 領 域 で 優 れ た 切 削 性 能 を 発 揮 す る 。 一 方 AC520U は強度重視の材種であるので、強断続加工や切り 込みの変動しやすい黒皮加工など、特に刃先の強度が求め られる加工に適する。
4.
AC510U/AC520U の加工事例
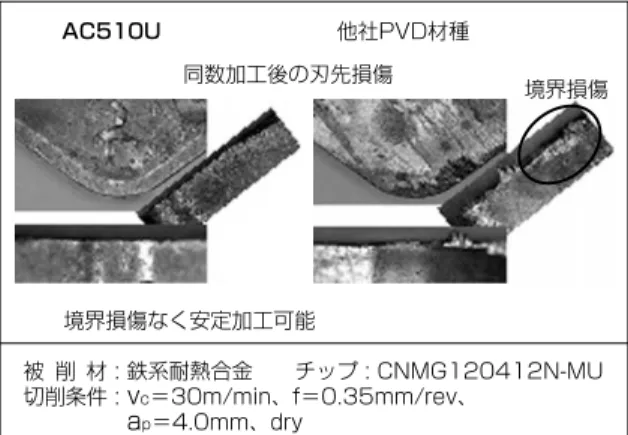
図 6 にチタン合金(Ti-6Al-4V 材)の旋削加工における AC510U の加工事例を示す。従来 PVD 材種が切削時間 10 分を超えた段階で摩耗の進展から欠損に至っているのに対 し、AC510U は 20 分まで切削しても摩耗が小さく、安定し た加工が可能であった。 図 7 にインコネル 718 の旋削加工における AC510U の加 工事例を示す。他社 PVD 材種が切削時間 7 分で境界損傷、 及びクレーター摩耗の進展により寿命に至っているのに対 し、AC510U は他社材種の 2 倍以上の加工時間にも関わら ず境界部の損傷、クレーター摩耗とも抑制できており、安 定長寿命化が達成できた。 図 8 に鉄系耐熱合金の粗加工における AC510U の加工事 例を示す。同数加工後の刃先損傷を比較すると、他社品に は難削材加工特有の境界損傷が生じているが、AC510U に は境界損傷が発生しておらず、寿命延長が可能な結果で あった。 図 9 にインコネル 718 の高速加工における AC510U の加 工事例を示す。従来切削速度 50m/min で加工していたワー クを 2 倍の 100m/min で加工したところ、他社品は刃先に大 規模な欠損が発生し、寿命が 1/3 に低下したが、AC510U は高速加工でも従来同様 3 個まで安定して加工でき高能率 化が達成できた。 図 10 にインコネル 718 の粗加工における AC520U の加 工事例を示す。同数加工後の刃先損傷を比較すると、他社 0 5 10 15 20 25 0.5 0.4 0.3 0.2 0.1 0 切削時間(min) 逃げ面摩耗VB(mm) 従来材質と比較して、欠損無く安定長寿命化達成 従来材種 欠損 AC510U AC510U 従来材種 被 削 材 : Ti-6Al-4V チップ : CNMG120408N-EX 切削条件 : vc=80m/min、f=0.25mm/rev、 ap=0.5mm、wet 図 6 AC510U 加工事例 (Ti-6Al-4V 材加工) 2 0 0 8 年 7 月 ・ SEI テクニカルレビュー ・ 第 173 号 −(41 )− 0 5 10 15 20 0.3 0.25 0.2 0.15 0.1 0.05 0 切削時間(min) 逃げ面摩耗VB(mm) 他社品対比、寿命2倍以上、摩耗量1/2以下 他社PVD AC510U AC510U 他社PVD材種 被 削 材 : Inconel718 チップ : CNMG120408N-EX 切削条件 : vc=80m/min、f=0.12mm/rev、 ap=0.8mm、wet 図 7 AC510U 加工事例 (Inconel718 加工) 境界損傷なく安定加工可能 AC510U 他社PVD材種 被 削 材 : 鉄系耐熱合金 チップ : CNMG120412N-MU 切削条件 : vc=30m/min、f=0.35mm/rev、 ap=4.0mm、dry 同数加工後の刃先損傷 境界損傷 図 8 AC510U 加工事例(鉄系耐熱合金粗加工) 加工数(個) 速度2倍でも従来と同数加工可能 他社PVD AC510U 被 削 材 : Inconel718 チップ : CNMG120412N-UP 切削条件 : vc=100m/min、f=0.2mm/rev、 ap=0.5mm、wet 従来条件:vc=50m/min vc=100m/min 寿命低下 1 3 他社PVD材種 vc=50m/min vc=100m/min AC510U vc=100m/min vc=100m/min 図 9 AC510U 加工事例(Inconel718 高速加工)品は逃げ面摩耗、クレーター摩耗とも大きく進展している のに対し、AC520U はいずれの摩耗も抑制できており、寿 命延長が可能な結果であった。 図 11 に、鉄系耐熱合金の強断続加工における AC520U の加工事例を示す。他社品は摩耗の進展から加工数 2 個の 時点で欠損を生じているのに対し、AC520U は他社品の 2 倍 の 個 数 ま で 加 工 が 可 能 で あ っ た 。 ま た そ の 時 点 の AC520U の摩耗は小さく安定しており、更なる寿命延長が 期待できる結果であった。 難削材加工用新材種「AC510U/AC520U」の特長と加工 事例について報告した。 難削材は航空機産業のみならず、今後自動車産業や石油 産業等でも使用比率増加が見込まれる材料であり、本材種 の特長を活かした安定長寿命化や高能率化により、工具費 の低減、加工時間の短縮による製造コストの削減や環境負 荷軽減に貢献できると考える。 参 考 文 献 (1)狩 野 勝 吉 、「 難 削 材 ・ 先 端 材 料 の 切 削 加 工 技 術 」、 機 械 と 工 具 (2007 年 9 月)P.10-20 (2)福井治世他、「TiAlN/AlCrN 超多層膜スーパー ZX コートの開発と 切削工具への応用」、SEI テクニカルレビュー、第 169 号(2006 年 7 月)P.60-64 (3)柴田彰彦、「難削材加工用新材種エースコート AC510U/AC520U」、 機械技術、2007 年 12 月号、P.145 執 筆 者 ---柴 田 彰 彦*:住友電工ハードメタル㈱ 材料開発部 主査 福 井 治 世 :住友電工ハードメタル㈱ 材料開発部 主席 津 田 圭 一 :住友電工ハードメタル㈱ 材料開発部 グループ長 ---*主執筆者 −( )− 難削材加工用新材種「エースコート® AC510U/AC520U」の開発 42