摩 擦 圧 接 法 に よ る 6 0 6 3 ア ル ミ ニ ウ ム 合 金 切 削 屑 の 固 化 成 形
日 大 生 産 工 (院 ) ○ 大 塚 健 太 日 大 生 産 工 加 藤 数 良1.緒 言
アルミニウム合金は比強度,耐食性に優 れ,輸送機器を初めとした種々の分野で用 いられ,鉄鋼材料に次ぐ工業材料として需 要も増加傾向にある.しかしながら日本の アルミニウム の 新 地 金 は 電 力 価 格 が 高 い と い う 問 題 か ら 海 外 か ら の 輸 入 に 依 存 し て い る . 一 方 , リ サ イ ク ル に よ る ア ル ミ ニ ウ ム の 再 生 地 金 は 新 地 金 の 製 造 エ ネ ル ギ ー に 比 較 して格段に少なく,省エネルギ ーの観点からもリサイクルが盛んに行われ,
そのための研究開発も進められている1). 溶解鋳造法において切削屑は,浮上りド ロスが大量に発生する.また,切削屑は体 積が大きいため再溶解行程で膨大なエネル ギーが消費されることが問題となっている.
そ こ で , 切 削 屑 の 固 化 成 形 に よ り 体 積 を 減 少 , 或 い は そ の ま ま 素 材 と し て 使 用 可 能 と な れ ば , さ ら な る 省 エ ネ ル ギ ー 化 に 貢献できると考えられる.
切削屑の固化成形方法として,再溶解を 必要としない固相リサイクルプロセスであ る圧縮ねじり加工法があり,十分な強度の成 形体の作製が可能であることが報告されて いる2).また,摩擦圧接は,加熱器が不要で,
エネルギー効率が高い.著者らは 1050 アル ミニウムで摩擦圧接法による固化成形が可 能であり,成形時間が短時間であること,
十分な強度の成形体であることを報告した3).
本研究では,アルミニウム合金の中でも 需要の多い 6063 アルミニウム合金の切削屑 を摩擦圧接を利用して押出を行い,押出条 件が押出材の特性に及ぼす影響を検討した.
2 . 供試材および実験方法
供 試 材 に は 6063-T5 ア ル ミ ニ ウ ム 押 出 角 棒 (70.4HV0.01)を フ ラ イ ス 加 工 (乾 式 切 削 ) に よ っ た
Fig.1
に 示 す 切 削 屑 (116.2HV0.01)を 用 い た . 供 試 材 の 化 学 組 成 をTable 1
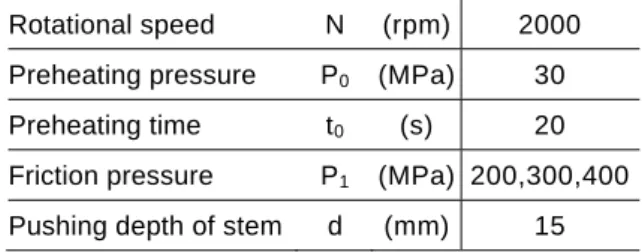
に 示 す .固化成形には数値制御全自動摩擦圧接機 を使用し,加工条件は予備実験より選定し
た
Table 2
に示す条件とし,切削屑の充填量Fig.1 Appearance of 6063 aluminum alloy chip.
Table 1 Chemical compositions of base metal.(mass%) Si Fe Cu Mn Mg Cr Zn Ti Al 0.46 0.18 0.01 0.03 0.48 0.01 0.01 0.01 Bal.
Table 2 Processing conditions.
Rotational speed N (rpm) 2000 Preheating pressure P
0(MPa) 30 Preheating time t
0(s) 20 Friction pressure P
1(MPa) 200,300,400 Pushing depth of stem d (mm) 15
Consolidation of 6063 Aluminum Alloy Chip by Friction Welding Kenta OTSUKA, Kazuyoshi KATOH
−日本大学生産工学部第44回学術講演会講演概要(2011-12-3)−
ISSN 2186-5647
― 1 ―
1-1
は 3g とした.使用工具には SUS304 ステン レス鋼を用い,Fig.2に示す形状に機械加工 したものを 用い,出口径Dをφ4mm,φ5mm, φ6mm とした.以後回転工具をステム,固定 側工具をダイと呼ぶ.
(Unit : mm)
摩擦圧接による押出方法の概略をFig.3
に示す.押出はダイ内に切削屑を充填し,
ステムを回転させた状態で押込むことによ り,他方より押出丸棒を得るものである.
Fig.2 Shape and dimensions of tool.
得 ら れ た 押 出 材 は ア ル キ メ デ ス 法 に よ る 相 対 密 度 の 測 定 ,外 観 観 察 ,組 織 観 察 ,硬 さ 試 験 ,引 張 試 験 を 室 温 で 行 っ た . 引 張 試 験 は 初 期 ひ ず み 速 度 を 8.33×10- 4
( s- 1) と し , 押 出 材 の 両 端 が 平 坦 と な る よ う に 切 削 し , 試 験 に 供 し た .
Fig.3 Schematic illustrations of extrusion method of friction welding.
3 . 実 験 結 果 お よ び 考 察
図は示さないが押出中に供試材の飛散は なく,押出後に工具の変形および摩耗は認 められなかったが,ダイおよびステムにア ルミニウムの付着が若干認められた.
200 300 400
0 2 4 6 8
Friction pressure / MPa
E x tr us ion ti m e / s
D=φ4mm D=φ5mm D=φ6mm
Fig.4
に 押 出 材 の 成 形 時 間 を 示 す .摩 擦 圧 力 お よ び 出 口 径 の 増 加 に 伴 い 成 形 時 間 は 減 少 す る こ と が 認 め ら れ , 摩 擦 圧 力 400MPa で は 出 口 径 に 関 係 な く 押 出 時 間 は 約 0.1s で あ っ た .Fig.4 Relation between friction pressure and extrusion time.
Fig.5
に 押 出 材 の 相 対 密 度 を 示 す . 摩 擦 圧 力 の 増 加 お よ び 出 口 径 の 減 少 に 伴 い 相 対 密 度 は 増 加 し , 摩 擦 圧 力 400MPa,出 口 径 φ 4mm で 最 高 値 99.98% を 得 た .
200 300 400
98.5 99.0 99.5 100.0
Friction pressure / MPa
R el ati v e d ens ity / %
D=φ4mm D=φ5mm D=φ6mm Fig.6
に 押 出 材 の 外 観 を 示 す . 全 条 件に お い て 先 端 部 付 近 で は 切 削 屑 が 固 化 せ ず に そ の ま ま 押 出 さ れ た た め ,切 削 屑 の ま ま の 状 態 が 観 察 さ れ た .先 端 部 以 外 の 表 面 に は 欠 陥 は 無 く 外 観 上 は 良 好 な 押 出 材 が 得 ら れ た が , 摩 擦 圧 力 400MPa,
出 口 径 φ 6mm の 条 件 の み 表 面 は 若 干 粗 く
Fig.5 Relative density of extruded material.
― 2 ―
Fig.6 Appearances of extruded material.
Fig.7 Macrostructures of extruded material.
な っ た . 摩 擦 圧 力 200MPa, 出 口 径 φ 4mm の 条 件 の 押 出 材 が 短 い の は ダ イ に 多 量 に ア ル ミ ニ ウ ム 合 金 が 残 存 し た た め で あ る .
Fig.7
に押出材の巨視的組織を示す.全条件で先端部を除く部分で空隙の無い押出材 であることが確認され,押出方向を軸とし て対称な組織を示した.先端部付近には押 出方向に凸状の強く腐食された領域が観察 された.中心部では 1050 アルミニウムでも 観察された楕円状の組織 3)が全条件で観察 された.この楕円状の組織は摩擦圧力の増 加に伴い不明瞭となった.
Fig.8
に押出材の微視的組織を示す.先端部付近(A)では切削屑が残存した状態が観 察され,摩擦圧力および出口径の増加に伴 い切削屑は不明瞭となった.しかしながら 切削屑周辺には空隙は認められなかった.
このことは,摩擦圧力の増加により切削屑 が圧縮されたためである.楕円状の組織近 傍(B)では撹拌により微細な組織を呈し,摩 擦圧力および出口径の減少に伴いより微細 となった .外 周 部 (C)で は 切 削 屑 の 界 面 が
Fig.8 Microstructures of extruded material.
(D=φ4mm)
― 3 ―
0 10 20 30 40 50 60 70 80 35
40 45 50 55 60 65
Distance from end of extruded / mm
H a rd ne s s / H V 0 .01
P
1=200MPa P
1=400MPa
押 出 方 向 に 平 行 な 層 状 と な り ,出 口 径 の減 少 に 伴 い 層 の 間 隔 が 細 か く な っ た .
Fig.9
に 押 出 材 中 央 部 の 硬 さ 分 布 を 示 す .全 条 件 で 先 端 部 の 強 く 腐 食 さ れ た 領 域 に 相 当 す る 場 所 で ,硬 さ は 低 い 値 を 示 し た .こ の 領 域 よ り 終 端 部 側 で は 高 い 値 を 示 し た が ,A6063-T5 に 比 較 し て 低 い 値 であった.このことは熱影響により軟化し,終 端 部 側 で は 結 晶 粒 微 細 化 に よ り 軟 化 割 合 が 減 少 し た も の と 考 え る .押 出 条 件 に よ る 硬 さ の 違 い は 認 め ら れ な か っ た .
(a) D=φ4mm
0 5 10 15 20 25 30 35 40 35
40 45 50 55 60 65
Distance from end of extruded / mm
H a rd ne s s / H V 0 .01
P
1=200MPa P
1=400MPa
Fig.10
に 引 張 試 験 結 果 を 示 す .出 口 径 φ 4mm お よ び φ 6mm で は 摩 擦 圧 力 の 減 少 に 伴 い 引 張 強 さ は 向 上 し た が ,出 口 径 φ 5mm で は 摩 擦 圧 力 400MPa で 最 高 値 を 示 し た .本 実 験 条 件 範 囲 内 に お け る 引 張 強 さ の 最 高 値 は 摩 擦 圧 力 200MPa,出 口 径 φ 5mm で 150MPa を 得 た . こ れ は A6063-T5 に 比 較 し て 低 い 値 で あ る が , A6063-T1 と 同 程 度 の 強 度 4 )で あ り ,実 用 上 問 題 な い 強 度 で あ る と 考 え る .(b) D=φ6mm
Fig.9 Hardness distributions of extruded material.
200 300 400
100 120 140 160
Friction pressure / MPa
Tensile strength / MPa
D=φ4mm D=φ5mm D=φ6mm Fig.11
に 引 張 試 験 後 の 試 験 片 の 巨 視的 組 織 を 示 す .破 断 位 置 は ほ と ん ど の 条 件 で 先 端 部 付 近 で 押 出 方 向 に 凸 状 に 破 断 し た .
参 考 文 献
Fig.10 Results of tensile test.
1) 大西忠一,アルミニウム材料の環境リテ ラシー,軽金属,53(2003),454-456.
2) 例えば,高橋 崇,久米祐二,小橋 眞,
金武直幸,圧縮ねじり加工によるアルミニウ ム 切 削 屑 の 固 相 リ サ イ ク ル , 軽 金 属 ,
59(2009),354-358.
Fig.11 Macrostructure of tensile tested specimen.(P
1=200MPa,D=φ6mm)
3) 大塚健太,仲間 大,加藤数良,摩擦圧接法による 1050 アルミニウム切削屑の固化成 形,軽金属学会第 120 回春期大会講演概要 (2011),71-72.
4) 40 周年記念事業実行委員会記念出版部会 編,アルミニウムの組織と性質,軽金属学会,
(1991),480.