目次
CONTENTS
ケーヒン技報 Vol.5 (2016)
Keihin Technical Review Vol.5 (2016)
巻頭言 Foreword
ケーヒン技報 Vol.5 の発刊に際して.. . . ... 1 A.Message.for.the.Keihin.Technical.Review.Vol.5 代表取締役社長 横田千年 Chitoshi.YOKOTA,.President.and.CEO寄稿 Contribution
100 年後のクルマ.. . . ... 2 Automobiles.in.the.Future.of.100.Years 東京大学.新領域創成科学研究科 堀..洋一 Yoichi.HORI,.Graduate.School.of.Frontier.Sciences,.University.of.Tokyo技術展望 Technical Outlook
将来の電動化を含めた環境動向.. . . ... 4 Environmental.Trends.Including.the.Future.of.Electricization 開発本部第0開発部 鉢呂俊隆 Toshitaka.HACHIRO,.Development.Department.0,.R&D.Operations論文 Technical Papers
2モータハイブリッドシステム用 ECU の機能安全対応.. . . ... 9 Compliance.of.ECU.for.Two-Motor.Hybrid.System.to.Function.Safety.Standards 植野修吾・笹尾拓郎・菅野和哉 Shugo.UENO・Takuro.SASAO・Kazuya.SUGANO プリント基板のイオンマイグレーション解析.. . . ...14 Deterioration.of.Insulation.in.Printed.Circuit.Boards.due.to.Ionic.Migration 田井慎太郎・浜野瑞樹・鷺谷吉則 Shintaro.TAI・Mizuki.HAMANO・Yoshinori.SAGIYA Sn-Ag-Cu 系はんだの低温環境下での材料特性 .. . . ...20 Material.Properties.of.Sn-Ag-Cu.Solder.Under.Low.Temperatures 平井維彦・大森功基・佐藤恵美・伊草和馬・土屋秀雄 Yukihiko.HIRAI・Kouki.OOMORI・Emi.SATO・Kazuma.IGUSA・Hideo.TSUCHIYA FCV 用高圧水素供給バルブにおけるパイロット弁仕様の開発.. . . ...26 Development.of.the.Pilot.Valve.Seat.Design.for.High.Pressure.Hydrogen.Supply.Valve 滝沢啓太・加藤隆秀・岡野正嗣 Keita.TAKIZAWA・Takahide.KATO・Tadatsugu.OKANO技術紹介 Technical Digests
ハイブリッド車向けパワーコントロールユニット .. . . ...32 Power.Control.Unit.for.Hybrid.Vehicles パワーモジュール.ギ酸還元はんだ接合.. . . ...36 Oxidation-Reduction.by.Formic-Acid.for.Power.Module.Soldering 新型 FCV 向けバルブ製品開発 .. . . ...38 Development.of.Valve.Products.for.New.FCV 中型車向け小型軽量 HVAC.. . . ...42 Compact.and.Lightweight.HVAC.for.Medium.Size.Car特許 Patents
燃料供給装置 .. . . ...44 Fuel.Supply.Device エンジン制御装置.. . . ...44 Engine.Control.Device 燃料噴射装置 .. . . ...45 Fuel.Injection.Device 電圧検出装置 .. . . ...45 Voltage.Detecting.Device エバポレータ .. . . ...46 Evaporator 金型鋳造用のスクイズピン回路,及び油圧ユニット.. . . ...46 Squeeze.Pin.Circuit.for.Die.Casting,.and.Hydraulic.Unit巻頭言
ケーヒン技報 Vol.5 の発行に際して,一言ご挨拶を申し上げます. 2012 年に最初の技報を発行してから5年目となります.その間に二輪車,四輪車ともに 新たな方向へと進みだしました.弊社は今年創立 60 周年を迎えます.ここで,自動車産業 を振り返ってみますと,1950 年代に世界で始まった自動車の拡大は,人の移動を劇的に自 由なものとしました.そして自動車は,人々の夢を実現するものとして,より速く,より快 適に,より進化したデザインへと発展してきました.しかし,こういった利便性や快適性 のプラス面に対し,現実には交通事故による死傷者や,大気汚染,さらには地球温暖化と いう負の側面も大きな社会問題となりました.これらを対策することに過去 40 年以上,莫 大なエネルギーが費やされてきたのです. ガソリンエンジンの排気ガスは年々その規制が厳しくなり,出力の増大にもかかわら ず,この 20 年間に 1/1000 までハイドロカーボンを減らしてきました.また,燃費もこの 40 年で約 80% も改善されています.これらの基本技術は,燃料をきれいに効率よく燃焼 させる,インジェクタや電子部品によるエンジン制御が大きく寄与しています.ケーヒン の技術がこうした進化に役立っていることは,我々にとって大きな喜びであると共に,弊 社の事業拡大を実現してきました.そして社会は更に要求を増し,ハイブリッドや EV,燃 料電池など新しいパワープラントの普及が必要となっています.自動車は,まさに電子制 御の塊となっていくことでしょう. すでに現在の自動車には,アクセルペダルの信号を基にエンジンを制御するシステム, 走行エネルギー回収とブレーキの統合制御,カメラによる走行制御,またキャビン内の空 調も含めた省電力化,などの先進技術が適用されています.このように,走る,曲がる,止 まる,の基本機能の自動化に加え,NAVI や多くのセンサを活用することで,将来の自動運 転を実現しようとしています.現在は,まだまだ技術的な課題や,社会的な運用の課題が 大きいものの,完全な自動運転が実現すれば,人間のミスが排除され,事故のない社会も 可能になるかもしれません.ぶつからないことを前提にすれば,全方位に対してキャビン を守る強度から開放され,1.5 t もある車両も大幅に簡素化できます.そして,クルマその ものの効率アップだけでなく,製造する際の CO2も大きく削減できる,そんな相乗効果ま で期待でき,より環境にやさしい時代になることが考えられます.いずれにしても,ケー ヒンの持つ技術や品質が,こういった進化に大きく役立つと確信しています. より良い社会を実現して行くのは,間違いなく技術の積み重ねです.ケーヒン技報が技 術者の皆さんの啓発の場として活用され,更なる技術のチャレンジへとつながり,ケーヒ ンがユニークな先進技術集団になっていくことを期待しています.ケーヒン技報 Vol.5 の発刊に際して
横 田 千 年
Chitoshi YOKOTA 代表取締役社長今年(2016 年)3 月,経産省自動車課がとりまとめた「E V・P H V ロードマップ」では, 2030 年の新車販売に占める EV・PHV の割合を年 20~30% まで引き上げるという大目標 を受けて,2020 年の目標として最大で 100 万台という具体的な目標値を出した.現在の累 計販売台数は 14 万台であるが,他の EV・PHV 先進国の積極的な姿勢等も踏まえ,多くの 業界のコンセンサスを得た現実的な台数である.これに関連して充電設備などの目標や取 り組むべき課題も要領よくまとめられている.評判もよいと聞いているので,是非一読し ていただきたい.これは真面目な話. 一方,ガソリンと電気のエネルギー形態はまったく違うのに,なぜ電気自動車に「止まって」 「短時間で」「大きな」エネルギーを入れようとするのか,依然として不思議である.ガソリンを 道路に噴霧し,クルマはそれを吸い込んで走るなどというのはまず無理だろう.しかし電気は 実質同じことができる.クルマにエネルギーを供給する手段と,どう使うかとは関係ないはず であるが,電池を使うと両者は強くリンクされて,「航続距離」という概念ができてしまう. 妹尾堅一郎氏(1)(2)によれば,世界は 100 年ごとのパラダイムシフトを経験してきたとい う.18世紀のコンセプトは「物質」である.モノを作るために産業革命が起こり,モノを運ぶ 鉄道,船舶などのネットワークが構築された.19世紀のコンセプトは「エネルギー」で,石油 を中心とするエネルギー革命が起こり,エネルギーを運ぶネットワークが世界を席捲した. そして 21 世紀は,20 世紀に生まれたコンセプト「情報」を具現化する時代であって,今 までとは異なる新しいビジネスモデルが必要だという.Google,Amazon,Apple など勝ち 組のやり方を見れば,ユーザは単なるインターフェースである安価な端末を持つだけで あって,肝腎の知能はネットで接続された Cloud にある.
寄稿
100 年後のクルマ
堀 洋 一
Yoichi HORI 東京大学大学院新領域創成科学研究科 先端エネルギー工学専攻 教授 1978 年東京大学工学部電気工学科卒業,1983 年同大学院博士課 程修了.助手,講師,助教授を経て,2000 年 2 月電気工学科教授. 2002 年 10 月生産技術研究所教授.2008 年 4 月より現職.専門は制御工 学で,モーションコントロール,メカトロニクス,電気自動車などの 分野への応用研究.最近はワイヤレス給電の研究と普及に注力.電気 学会産業応用部門元部門長,自動車技術会技術担当理事,日本能率協 会モータ技術シンポジウム委員長,キャパシタフォーラム会長,日本 自動車研究所理事などを勤める.IEEE Fellow,電気学会フェロー. 100 年ごとのパラダイムシフト(妹尾堅一郎の講演から筆者作成) コンセプト 物質 エネルギー 情報 18世紀 19世紀 20世紀 21世紀 世界観 -↘唯物史観 ↘宇宙観 ↘情報世界観 革命 -→産業革命 →エネルギー革命 →情報革命 ネットワーク -→モノを運ぶ →エネルギーを運ぶ →情報を運ぶiTunes で買うのは音楽そのものであって CD は必然ではないのと同じように,クルマが 提供するのが運転の喜びと快適な移動というサービスだとすれば,また,クルマを所有す る欲望が現代の若者から消え去りつつあるとすれば,少なくとも大きなエネルギーを持ち 運ぶ,エンジン車,電池電気自動車,燃料電池車はすでに時代錯誤の商品である.クルマが ナビによってインフラに接続され,IoT によってますますネットにつながる時代には,ク ルマは「エンジン」「Li イオン電池」「急速充電」に代わって,「モータ」「キャパシタ」「ワイヤ レス」で走るだろう.これは,妹尾のいう産業構造論の流れに沿った,歴史の必然である. 電車のように,電気自動車に電力インフラから直接エネルギーを供給すれば,一充電「航 続距離」は意味を失う.停車中の「ちょこちょこ充電」と走行中の「だらだら給電」によって, クルマは大きなエネルギーを持ち運ばなくなり,最後の数mを担う「ワイヤレス給電」と, 寿命が長く短時間の大電力の出し入れに優れる「キャパシタ」が重要な役割を果たすだろ う.光ネットワークの大幹線はすぐそこまで来ており,最後の数mを高速 WiFi が担うこ ととよく似ている(3)(4). ワイヤレス給電のインフラを普及させる方が,大容量電池を積んだ電気自動車を普及さ せるより社会コストははるかに小さくなり(脚注),資源問題に左右されるリスクもうんと小 さくなるはずである.さらに言えば,クルマ会社がクルマを売るためには,給電インフラ を整備しメンテすることになるかもしれない.鉄道では,饋電インフラもそこを走る車両 のどちらも同じ会社のものであるのと同じように.これは夢物語だろうか. いま,9 月 4 日に京都で開催された「永守賞」授賞式から帰ってきたところである.式典 の中でカーネギーメロン大学の金出先生の対談があり,「自動運転は 20 年も前の先生の研 究にさかのぼる.素晴らしい先見の明ですね」という質問に対し,先生は「先見の明などな い.そのときは明日にでもできると思ってやっていた」と答えられた.これは正しい.自分 の情熱のなさを恥じた.モータ/キャパシタ/ワイヤレスは,100 年後ではない,明日に でもできる,と言い方を変えようかと思う.
参考文献
(1) 妹 尾 堅 一 郎・生 越 由 美:社 会 と 知 的 財 産 ,放 送 大 学 教 育 振 興 会 ,p p . 1 6 0 - 1 7 0 , ISBN4595308396 (2008) (2) 経済産業省・特許庁 : 事業戦略と知的財産マネジメント,発明協会,p p .10-24, ISBN4827109699 (2010) (3) 堀:100 年後のクルマとエネルギー(巻頭言),電気学会誌,Vol.134, No.2, p.1 (2014) (4) 「モータ」「キャパシタ」「ワイヤレス」というパラダイム,電気雑誌 OHM,3月号,p.4 (2016) (脚注) 走行中ワイヤレス給電のインフラを作るためは膨大な費用がかかるだろうという人は少なく ない.そこでこういう話はどうだろう.2012 年 4 月に 162km が部分開通した新東名高速道路 は人件費などすべて含めて 2.6 兆円かかった.割り算すると 1km あたり 160 億円,1m あたり 1,600 万円である.3m も走れば家が建つ.東京湾アクアラインや最近の地下鉄は 1m あたり約 1 億円という.その中にワイヤレス給電の設備を含めることはそれほど難しいことだろうか.将来の電動化を含めた環境動向
将来の電動化を含めた環境動向
技術展望
1.はじめに
数年前より,アメリカを始めとする,輸送機器の環境影響を最小限に抑えていくための 法規が次々と施行され,それに対応すべく OECD 諸国では最近時顕著にハイブリッドを含 む電動化への移行を拡大してきている.一方で非 OECD 諸国においても大気汚染及び温暖 化対策として先進国とほぼ同等レベルの規制値を予定する国も増加し,電動化や,環境影 響に対する意識の高まりが見られる. ここでは,将来地球規模での環境影響の最小限化と,技術の更なる発展,及び持続可能 なエネルギーの使用方法をうまくバランスを取っていくことが必須となるため,環境の影 響や規制動向,及び最近の技術を紹介する.2.環境法規動向
環境法規として,ここで大きく分けると2つ有り,人体や生態系,自然環境に直接影響 するもの(= EMISSION,以降 EM 規制)と間接的に影響するもの(= FE/GHG,以降 CO2 規制)であるが,北米を中心に CO2規制も EM 規制に含む動きもあり,両方の法規を睨ん だ開発が昨今激化している. まず,年々厳しくなる EM 規制対応だが,それにミートするための走行モードに関して は各国まちまちであり,規制値自体が厳しくても特定のモードにミートすれば良いという 認識(ディフィートデバイス)のメーカも出現し,昨年から今年にかけ大問題に発展したの は記憶にも新しい.そのため,モードによらず EM 規制値にミートさせる新たな厳しい取 組が加速的に採用される運びとなる.一つは国連(UN)が提唱する WLTP(世界共通テス トモード)で,もう一つは RDE(Real Driving Emission)である(Fig. 1).特に RDE は実際 の試乗走行でテストとなるため,各メーカの真の技術力が試される.鉢 呂 俊 隆
Toshitaka HACHIRO
開発本部第0開発部 部長
Fig. 1 Test mode application schedule
WLTP*
RDE
(Real Driving Emission) MonitorEUは2017/9月より
C/Y 2015 2016 2017 2018 2019 2020 2021 2022
⇒PM及びA/C含めた燃費計測の為の世界共通テストモード及び手順
⇒実走行での排出量規制;現在適用検討中
次に CO2規制に対して,地球温暖化に直接関係するため,昨今は非 OECD 国に関して も日本より厳しい規制値を設定し,先進技術を取 り入れる姿勢がうかがえる.F i g . 2 に示す(各法 規,社外調査結果を自社で作成)ように,インド,中 国の規制値は 2017 年で日本を超え,ICE(Internal Combustion Engine)の限界に達する. 特に注目するのは EURO の規制で 2021 年から の 95g/km CO2規制である.ガソリン内燃機関だけ ではほぼ限界にきているが,非 OECD 国において も,100g/km CO2規制が提案,そのため天然ガス を含む Alternative 燃料(ガソリンより CO2発生量 が少ない)も推奨されてきている. また現在 EURO では 2025 年以降に 70g/km CO2 規制も提案されているので,もはや何らかしらの電 動化,Alternative 化技術の導入は必須となる.
3.適用技術に対する環境への影響
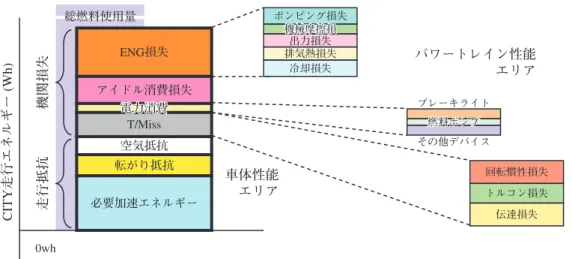
前節でも述べたように,今まで自動車が登場してから,環境への負荷を減らすために, 色々な取り組みがあり,その中で電動化がかなり注目されているが,車一台分で CO2が削 減できても,パワーソースによっては,地球規模で可能かどうかも検討課題になってきて いる.考え方の基本としては「エネルギーフロー」ベースに車両走行全体の仕事量を作成す ると,Fig. 3 のようなイメージである. Fig. 3 をベースに EV 化,PHEV 化のエネルギーフローを検討すると「機関損失」の領域 が圧倒的に削減できるが,重量増により「走行抵抗」領域の仕事が増大する.また充電を考 慮しなければならないため「Well to Wheel」的な考えが必要となる.そのため,各国の CO2 原単位をベースに Fig. 4 でイメージを作成した.Fig. 3 Total energy flow (Sedan car with gasoline with non HEV unit)
Fig. 2 Current CO2 relative regulation
40 60 80 100 120 140 160 180 2015 2020 2025 2030 Japan China USA EURO India CO 2
(g/km) calculated on NEDC unit
C/Y (US:M/Y) ICE ICE+HEV FCV/EV, ICE+PHEV CO2/FE/GHG regulation ≒70g/km Proposal ポンピング損失 機械摩擦損 出力損失 排気熱損失 冷却損失 ブレーキライト 燃料ポンプ その他デバイス 回転慣性損失 トルコン損失 伝達損失 ENG損失 アイドル消費損失 電力消費 T/Miss 空気抵抗 転がり抵抗 必要加速エネルギー CITY 走行エネルギー (Wh) 0wh 機関損失 走行抵抗 総燃料使用量 車体性能 エリア パワートレイン性能 エリア
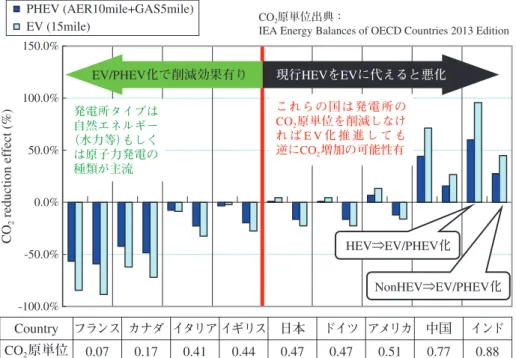
将来の電動化を含めた環境動向 C O2原単位は国毎にどの種類の発電所で電気を作成しているかということを考慮し 単位は電気 1kwh 発生させるのに何 kg の CO2が発生するかを求める基準となっている. 2013 年度時点で日本,ドイツ,アメリカ,中国,インドは HEV を EV/PHEV 化すると逆 に CO2が増加,中国,インドは単純に EV/PHEV 化のみでも CO2は増加.要はビジネス モデルだけでの EV/PHEV 化が CO2削減に効果があるというのは,あくまでも車一台分 のみで,国毎の削減効果ではない.そのため,充電で車両を走らせるには「真」の国家プロ ジェクトで戦略的に実施する必要がある.
Fig. 4 Image of reduction model based on CO2 unit (calculated by Power source type)
現行HEVをEVに代えると悪化 Country フランス カナダ イタリア イギリス 日本 ドイツ アメリカ 中国 インド CO2原単位 0.07 0.17 0.41 0.44 0.47 0.47 0.51 0.77 0.88 -100.0% -50.0% 0.0% 50.0% 100.0% 150.0% CO 2 reduction effect (%) PHEV (AER10mile+GAS5mile) EV (15mile) CO2原単位出典:
IEA Energy Balances of OECD Countries 2013 Edition
EV/PHEV化で削減効果有り HEV⇒EV/PHEV化 NonHEV⇒EV/PHEV化 発電所タイプは 自然エネルギー (水力等)もしく は原子力発電の 種類が主流 これらの国は発電所の CO2原単位を削減しなけ れ ば E V 化 推 進 し て も 逆にCO2増加の可能性有
4.将来環境に応じた技術とは
日本以外の国では,色々な燃料の対応可能な車両も販売し CO2の削減とエネルギーセ キュリティの両立を図っている.インフラ等の国家戦略含め,エネルギーの多様性対応が 今後のキー技術になるためである.その理由として陸続きがほとんどということと,一国 だけで CO2の削減とエネルギーセキュリティができないため,他国を交えた燃料の多様性 及び,自然エネルギーの開発を実施してきている.Fig. 5 では現行化石燃料毎の発熱量あ たりの CO2発生割合,Fig. 6 では Li-ion 電池をベースとしたエネルギー密度の優位性を示 している. Fig. 5 よりガソリン基準でそれぞれの燃料における CO2発生割合を比べると,当然では あるが,蒸留順もしくは低炭素系で少なくなるのと,埋蔵量の比較的多い天然ガスは化石 燃料の中では今後のエネルギーセキュリティに向いている.また Fig. 6 のエネルギー密度 の倍率で比較しても現行の化石燃料は Li-ion 電池に対し,重量,体積のどちらを基準にし ても勝っている.例えば,将来バッテリーが重量エネルギー密度で 10 倍進化すると,ガソ リンや天然ガスの 50% 程度となるので,内燃機関効率を考慮すると同等かもしれないが, バッテリーの充電時間も 10 倍とまで行かないが,現在の5倍以上となる可能性があるので,使い勝手と,更なる急速充電に対する安全性も課題になると予測される.Fig. 7 では現 状及び将来の日本 / 中国での EV/PHEV 普及台数を示している.中国は 2020 年で日本の 5倍ほどの普及を目指しているので,今後の環境を見据えた技術進化はますます注目され ることとなる. また中国におけるインフラ計画も堅実に検討されていて,今は石炭火力による,電力供 給ではあるが,Fig. 8 のように既に日本以上に自然由来の発電を行っていて,EV 化に向け 国策として CO2削減に向けた計画が進められている.
Fig. 5 Effect for generated CO2 ratio
ガソリンを基準に各燃料の 発熱量あたりのCO2発生割合 2.3%増加 1 1.1 0.9 0.8 0.7 12%削減 25%削減 B,C重 油 A重 油 軽油 灯油 ガソリ ン LPG 天然 ガス LNG 良
Fig. 6 Energy density per unit Mass and Vol
10 20 30 0 10 0 5 重量エネルギー密度(倍率) Li-ion電池 メタノール ブタノール エタノール 天然ガス LPG ガソリン 軽油 エネルギー密度(kwh/kg or L)倍率 (Li-ion 80%効率,他30%効率で試算) 良 良 体積 エネ ルギ ー密 度 (倍 率)
Fig. 7 Current and future target quantity of EV/PHEV
出典:2015/11/29 日中省エネ環境総合フォーラム,次世代自動車新興センターホームページ参考にケーヒンで作成 500 100 2020 Target 500 0 万台 40 80 120 2011 2012 2013 2014 2015 2020 EV/PHEV Quantity Japan China
Fig. 8 Electrical power supply comparison for each plant type (Japan/China)
中国(2015/11) 日本(2015/3) 火力発電 99021 19336 5.12 原子力発電 2608 4426 0.59 水力発電 31937 4906 6.51 風力発電 12934 275 47.03 太陽光,熱発電 4318 409 10.56 地熱発電 2 51 0.04 合計 150820 29403 69.85 発電容量(万KW) 発電タイプ (日本を1倍として)倍率
将来の電動化を含めた環境動向
5.まとめ
激動する環境開発において,2050 年時点を想定すると,先進国はガソリンやディーゼル 車の乗り入れ自体を制限する可能性も有り,EV 化は時代の流れでは有る.しかし,現在の 最大の関心事はバッテリーの進化であり,化石燃料に対して,コスト,走行レンジ,サイズ, 重量,安全性,信頼性,耐久性と多くの課題を克服することが求められる.また部品点数が 内燃機関での自動車に比べおよそ 200 分の1程度に少なくなるので,世界中で多くの新規 メーカが参入でき,自動車自身の安全信頼性も問われることとなる.そのため,EV 化では 本来考慮しなければならない環境に対する考え方が薄められ,使い勝手及び自動運転等も 視野に入れた,「売れる車つくり」が中心となり,技術開発が疎んじられる可能性がある. 今後の真の環境開発は,あらゆる可能性と常に先を見て,先進国向けだけではなくグ ローバル観点及び,国策と持続可能なエネルギーを考慮した,トータルシステムでの技術 開発が更に求められる.参考文献
(1) IEA Energy Balances of OECD Countries 2013 Edition (Fig. 4) (2) 2015/11/29 日中省エネ環境総合フォーラム (Fig. 7)
(3) 次世代自動車新興センターホームページ (Fig. 7) (4) 2016/8/29 日経新聞社説 (Fig. 8)
ケーヒン技報 Vol.5 (2016)
2モータハイブリッドシステム用 ECU の
機能安全対応
※Compliance of ECU for Two-Motor Hybrid System to Function Safety Standards
論文
1.まえがき
車載用電子部品に対する国際規格として機 能安全規格(ISO26262)が 2011 年に発行され た.自動車はますます高機能化,複雑化してい く.これに伴い電子部品の故障が大事故の原 因になることも考えられる.しかし,自動車開 発は分散開発が主流であり,各部品個別の対 応では自動車の安全を確保することが難しく なっている(1).この対策として機能安全規格 を適応し自動車の安全を確保している.機能 安全規格では安全方策を組み込むことで,各 部品の故障,異常が発生したときに事故につ ながるリスクを許容できるレベルまで下げる ことを要求している.2モータハイブリッド 用 ECU は OEM で規定された車両挙動につい て ASIL B(Automotive Safety Integrity Level B)の要求を受け開発を行った.ASIL B の規 格適用時は故障率が 100F i t 以下かつ診断率 90% 以上を要求されている(2).この要求を満 足させるために主にマイコン周辺の対応が課 題となる.また自動車の高機能化に伴い,機能 安全対応によるマイコンの処理負荷増加も課題となっている.一般的には Dual Lock Step 方式のマイコン採用,監視マイコンの採用等 の対策が採られるが本稿ではコスト,基板サ イズで有利となる1マイコンシステムにより 機能安全規格対応を行った.
2.課題
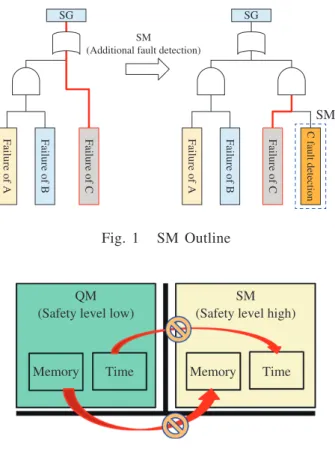
2.1. 機能安全規格対応時の課題 機能安全規格対応時の技術的な課題は,マ イコンの診断率の向上と非干渉性の確保で ある.規格では SG(Safety Goal)を満足する ことが求められる.診断率の向上としては, F i g . 1 に示すように部品 C 故障時の車両挙 動が SG を脅かすとき,部品 C の故障検知機 能を追加し,部品 C が故障しても SG を脅か す前に安全状態に移行可能なシステム構成が 必要となる.また非干渉性とは,Fig. 2 に示 すように同一マイコンのソフトウェア内に異 なる安全要求レベルのソフトウェアが混在し た時,低レベルのソフトウェア(QM:Quality Management)から安全要求レベルの高いソフ トウェア(SM:Safety Mechanism)への影響を *1 開発本部 第七開発部 *2 開発本部 第六開発部 ※ 2016年8月29日受付,(公社)自動車技術会の許諾を得て,2016年秋季大会学術講演会講演予稿集No.173-16A,20166363より,加筆修正して転載 植 野 修 吾*1 笹 尾 拓 郎*2 菅 野 和 哉*1Shugo UENO Takuro SASAO Kazuya SUGANO
Function safety standards (ISO26262) were issued as International Standards for automotive electronic parts in 2011. In designing an ECU for the two-motor hybrid system to comply with the standards in question, we designed a system composing of one microcomputer in order to keep the addition of parts to a minimum. In this paper, we mainly discuss the safety functions surrounding the microcomputer.
2モータハイブリッドシステム用 ECU の機能安全対応
SG
SM (Additional fault detection)
SG SM Failure of C Failure of B Failure of A Failure of C Failure of B Failure of A C fault detection SM QM
(Safety level low)
Memory Time
(Safety level high)
Memory Time 及ぼさないことである. さらに機能安全を対応するにあたり,ソフ トウェアの処理負荷が増加することでモータ 制御に影響することが考えられるため,ソフ トウェアの追加処理を最少としなければなら ない.これらの課題に対応する3つの手法の 特徴を説明する. ※SG:本稿では OEM で規定した車両挙動を 起こさない安全目標を示す ※QM:本稿では通常制御領域を指す ※SM:SG を守るための安全機構 ラムが不要となりソフト処理負荷,検出時間 の面で有利となる.しかし,マイコン自体のコ ストが高いことが課題となる.Fig. 3 に構成 を示す. ※BIST:組み込まれた自己テスト
Fig. 2 Conceptual diagram of partitioning
Monitoring microcomputer Single core microcomputer
(Main)
Safety mechanism Fig. 4 Monitoring microcomputer additional
method Fig. 1 SM Outline Microcomputer Core A (Main) Core B (For monitoring) Comparison
circuit Safety mechanism
WDT
WDT
WDT: Watch Dog Timer
Fig. 3 Dual core lock step microcomputer system
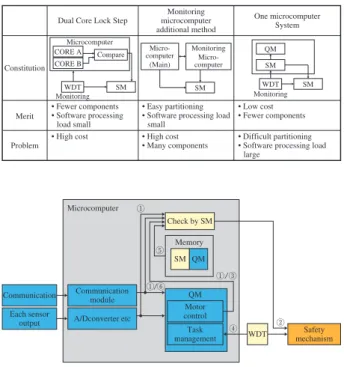
2.2. Dual Core Lock Step 方式の特徴 Dual Core Lock Step 方式マイコンは従 来方式のマイコンに比べ同じ処理を2つの CORE で同時に実行し,その結果を比較する ことで即座に異常を検出することができる. また Dual Core Lock Step 方式マイコンに は BIST(Built In Self Test)が豊富に準備さ れていることが多く,マイコン自身でセルフ チェックができる.そのため,診断用のプログ 2.3. 監視マイコンの追加時の特徴 メインマイコンの診断を監視マイコンで実 行することでメインマイコン側への診断用ソ フトウェアを減らすことができる.物理的に 独立したマイコンを使用することで非干渉性 の確保が容易になる.しかし,マイコンの追加 により電源等のマイコン周辺回路も部品点数 が増えることでコスト面,基板サイズが大き くなる課題がある.Fig. 4 に構成を示す. 2.4. 1マイコンシステムの特徴 最小限の部品で機能安全規格対応を行うた め,コストも安価で基板サイズも小さくする ことができる.しかし,診断率を高めるために 診断機能を追加することでマイコンの処理負 荷が大きくなってしまう.同じマイコン内に QM 領域と SM 領域のソフトウェアが混在す るため非干渉性の確保が難しくなってしまう.
Microcomputer ① ② ④ ①/③ ①/⑥ ⑤ Communication module Communication A/Dconverter etc Each sensor output Safety mechanism WDT Task management Motor control QM Memory QM SM Check by SM 3.2. 処理負荷対応 診断処理の追加によりマイコンの処理負荷 が増加する.これに対応するために,まず必要 な診断機能を整理し,診断機能をハードウェ ア部分(マイコン内も含む)とソフトウェア部 分への割り当ての最適化を行った.最適化は コスト面,基板サイズ,処理負荷,FTTI を考 慮して行った(3).診断機能としては主にマイ コンのペリフェラル診断,各センサの診断,通 信診断等が挙げられる.各診断機能の割り当 ては次のように最適化を図った. マイコン内に診断用ハードウェアが実装 されている場合には,そのハードウェアを 使用する.例えばマイコンのペリフェラル 診断についてはマイコン内蔵の ECC(Error Correcting Code)機能を使用することで処理 負荷影響を最少とした. マイコン内に実装されていない診断機能, または実装されているが,処理負荷の増加影 響が大きい等の理由で使用できない診断機能 についてはハードウェアを追加することで実 現する.例えば,時間管理面ではマイコン内蔵 の W D T があるが,マイコン原振の異常が起 こったときにはマイコン自身で検出ができな いため,マイコン外部に WDT 等のハードウェ アを追加し異常を検知できる構成とした. その他の診断機能はソフト処理にて診断を 行う.例えば,マイコン内部の演算機能診断等 のソフト処理追加を行った. またソフト設計としてはタスク管理による ソフト処理の分散化も実施した.これらの対 応策により,マイコンの処理負荷追加を最小 限とし,モータ制御に影響を与えずに診断処 理が実行できるソフト設計を実現した. ※ECC:データに異常があったときに検出し,修 正可能な場合はデータを修正する機能 3.3. 非干渉性への対応 機能安全規格で定義された非干渉性を確保 するためにはソフト処理時間の保護,メモリ Micro-computer (Main) Monitoring Micro-computer SM Microcomputer WDT SM CORE A CORE B Compare Monitoring microcomputer additional method One microcomputer System Dual Core Lock Step
Monitoring WDT SM SM QM Monitoring • Easy partitioning
• Software processing load small • High cost • Many components • Low cost • Fewer components • Difficult partitioning • Software processing load large • Fewer components • Software processing load small • High cost Merit Problem Constitution
Table 1 Features of each system
Fig. 5 Configuration of the peripheral microcomputer
3.対応方法
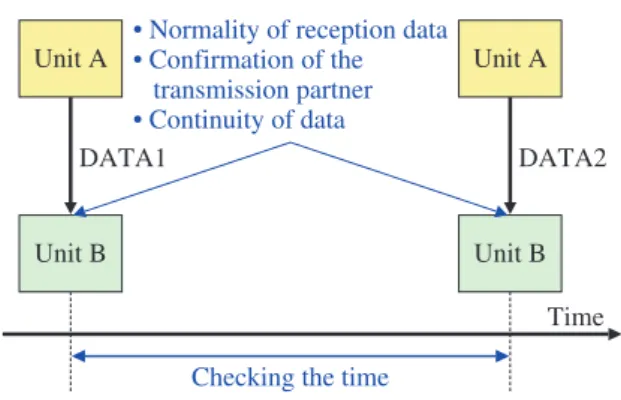
3.1. システム構成 各方式の特徴をまとめた結果を Table 1 に 示す.本稿ではソフトウェアの処理負荷増加 を最少とし,要求された FTTI(Fault Tolerant Time Interval)を満足し,モータ制御に影響を 与えずに診断処理が実行できることから,コ スト面,基板サイズでの優位性が出せる 1 つ のマイコンによるシステム構成とした.基 本的なシステム構成を F i g . 5 に示す.シス テムの概要は,まずモータ制御部の診断機能 を実装し(①:図中),異常検出時には車両を 安全状態に移行できる安全機構を実装する (②:図中).またモータ制御を実行するとき に使用する機能の診断機能をそれぞれ実装す る(③:図中).非干渉性の確保には外部 WDT (Watch dog timer)診断を行う(④:図中).メ モリの非干渉性(⑤:図中),また通信の非干渉 性のために診断機能を追加する(⑥:図中). ※F T T I:個々の部品故障の発生を起点とし,2モータハイブリッドシステム用 ECU の機能安全対応 Safety mechanism Time start Task1 Task1 Task2 start completed completed WDT Run time diagnosis Abnormality detected QM QM can’t Access (Concealment) RAM SM RAM Unit A DATA1 DATA2 Time
Checking the time • Normality of reception data • Confirmation of the transmission partner • Continuity of data Unit B Unit A Unit B 保護,通信の保護の3つの独立性確保が必要 となる(4). 3.3.1. 時間の保護 機能安全規格では SM 領域のソフトウェア が正しい実行タイミングで処理が行われるこ とを要求している.これに対しソフト処理の タスク管理を行い正しいタイミングで処理が 実行されるソフトウェアの構成とした.Fig. 6 にこの構成を示す.ソフト処理のタイミング を外部の W D T で診断し,異常を検出した時 には車両を安全状態に移行できる構成とした. ができない構成とした.さらに R A M 診断と DMA 診断を行い,各ハードウェアが正常動作 し,異常時には検知が可能となることでメモ リの非干渉性を確保した. 3.3.3. 通信の保護 通信の非干渉では Fig. 8 で示すように正し い情報が受信できていることの確保が規格で 求められている.具体的には通信データの周 期が正しいこと,データの順番が正しく更新 されていること,データフレームが正しいこ とを診断することで通信の非干渉性の確保を 行った.
Fig. 8 Partitioning of communication Fig. 6 Timing monitoring configuration
Fig. 7 Partitioning of RAM
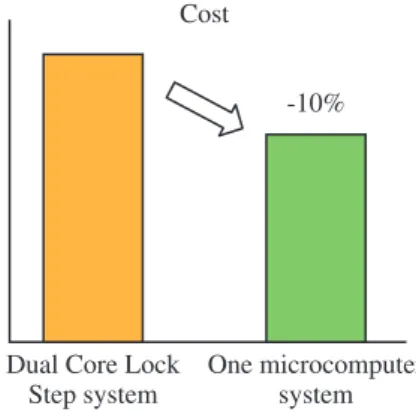
4.まとめ
2モータハイブリッドシステム用 E C U の 機能安全規格対応は1つのマイコンと外部 WDT により対応を行ったため,部品追加が最 小限となり,低コストで基板サイズの影響も 最小限にすることができた.マイコンの処理 負荷についてもモータ制御に影響を与えずに 処理できるような構成を実現した. Fig. 9,Fig. 10 に示すようにマイコンのコ スト比は Dual Core Lock Step 方式マイコン に対し約 10% 削減.基板面積比は監視マイコ ン追加に対し約 5% 減で実現できた.今後の開 発においても本稿の内容からコスト,性能等 を向上させていき,競争力の高い製品の開発 を行っていく. 3.3.2. メモリ保護 メモリの非干渉では Fig. 7 のように QM か ら SM で使用しているメモリへのアクセスが 無いことが求められている.具体的には RAM の非干渉性,RAM へのアクセス時に使用する DMA(Direct Memory Access)の正常性,プロ グラムが書かれる ROM の正常性の確保が求 められる.マイコンにはメモリの保護機能と して MPU(Memory Protection Unit)があるが M P U の切り替えに時間がかかり処理能力不 足になったため,本稿では使用できなかった. そのため SM 領域の RAM を QM 側からアド レス管理による秘匿化を行い不正なアクセス参考文献
(1) 石末:E P S 開発における I S O26262 対 応への取組み,KYB 技報第 50 号,p.1-4 (2015)
(2) INTERNATIONAL STANDARD ISO26262 Road vehicle-Functional safety- Part1~ Part9 (2011)
(3) 小林:自動車 - 機能安全 - I S O26262 解 説書発行,JARI Research Journal, p1-2 (2014)
(4) 土本:車載制御システム向けパーティ ショニング機構,情報処理学会研究報告 書 Vol.2013-SLDM-160 No8 p1-6 (2013)
Cost
Dual Core Lock
Step system One microcomputersystem
-10%
Circuit board size
Monitoring microcomputer
additional method One microcomputersystem
-5% Fig. 9 Comparison of microcomputer cost
Fig. 10 Comparison of area
機能安全対応した量産機種の開発をするこ とができました.本論文の執筆にあたりご指 導,ご協力頂きました皆様に感謝申し上げま す.(植野) 菅 野 和 哉
著 者
植 野 修 吾 笹 尾 拓 郎プリント基板のイオンマイグレーション解析
プリント基板のイオンマイグレーション解析
※Deterioration of Insulation in Printed Circuit Boards due to Ionic Migration
論文
1.まえがき
近年,世界的な環境規制からハイブリッド カーや電気自動車のような電動パワープラン トを備える車両が増えている. 電動パワープラント車では 100~300V 程度 の高電圧を発するバッテリモジュールが使用 され,モータ給電においては 700V 付近まで 昇圧されることもある.一方で人員空間は従 来のガソリン車同等の居住性が求められるこ とから,インバータやバッテリ電圧センサユ ニットでは耐圧性能(絶縁距離)確保と共に小 型化が求められる. ユニット開発においてはこの背反する要求 に応えるべく,耐圧設計の最適指標を求める 必要がある.インバータを構成するプリント 基板(以下,基板)は高電圧系と低電圧系のパ ターンが同一基板内に配線されており,要求 耐圧に応じた絶縁距離の設定をすることで小 型化につながる. その保証には様々な要素が必要とされる. 耐圧性能を保証するための項目は,大別して 耐電圧性能・耐トラッキング性能・耐イオンマ イグレーション性能に分けられる.耐電圧性 能は基材毎に単位距離当たりの耐電圧が規定 されており,設計指標として利用できる.耐ト ラッキング性能も ISO60664 等の絶縁協調規 格で定義されている内容に準拠した設計とす ることで製品性能検証にて不具合が出ること はほぼないが,イオンマイグレーションにつ いては明確な規格も無ければメーカー保証も ない.この状況から耐イオンマイグレーショ ン性能については独自に設計指標を設ける必 要がある. 耐イオンマイグレーション性能は,温度,湿 度等の環境や使用される材料によって大きく 変動する.従来の基材には塩素や臭素等を主 とした難燃性材料を使用してきたが,近年は ハロゲンフリー難燃性材料に切り替わってき ており,耐イオンマイグレーション性能への 影響度を把握することが急務である. 本稿では,温度,湿度によるイオンマイグ レーションの加速性,材料違いによる耐イオ ンマイグレーション性能の差が明確になり, イオンマイグレーション観点での適切な絶縁 距離の設計指標を求めることが可能となった. その結果を紹介する. *1 開発本部 第七開発部 ※ 2016年8月29日受付,(公社)自動車技術会の許諾を得て,2016年秋季大会学術講演会講演予稿集No.173-16A,20166364より,加筆修正して転載 田 井 慎太郎*1 浜 野 瑞 樹*1 鷺 谷 吉 則*1Shintaro TAI Mizuki HAMANO Yoshinori SAGIYA
Miniaturization of automotive electronic components is required in order to improve comfort in the vehicle. For this, reduced size and increased density of the printed circuit board becomes indispensable, but issues then arise with insulation degradation due to ionic migration. In this paper we describe the results of our observations of ionic migration due to differences in materials in the circuit board and resistor and the electric field pattern.
2.イオンマイグレーションによる
絶縁劣化について
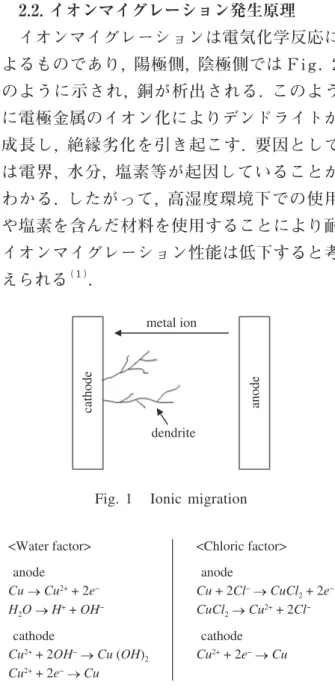
2.1. イオンマイグレーションとは 基板の電極間に電圧を印加すると配線パ ターン(銅)の陽極側となる部分が電子をもら うことで表面から金属イオンが基板表面や基 材内部に含まれる水分,イオン化促進物質に 溶け出し,電界によるクーロン力で陰極側に 移動し電子交換で再び金属として生成(以下, デンドライト)される.この現象をイオンマイ グレーションという(1). 2.2. イオンマイグレーション発生原理 イオンマイグレーションは電気化学反応に よるものであり,陽極側,陰極側では Fig. 2 のように示され,銅が析出される.このよう に電極金属のイオン化によりデンドライトが 成長し,絶縁劣化を引き起こす.要因として は電界,水分,塩素等が起因していることが わかる.したがって,高湿度環境下での使用 や塩素を含んだ材料を使用することにより耐 イオンマイグレーション性能は低下すると考 えられる(1).3.試験方法
3.1. 試料の種類 試料は6層構造とし,物性値の異なる基材 とレジスト材を比較するため,Table 1 に示す ように試料 A,B,C を作成した.試料のサン プル写真を Fig. 3 に示す. Table 2 に示すように,試料は実製品を想定 し,電極パターンは,くし型(Fig. 4),ビアホー ル対向(Fig. 5)の2パターン(2),(3),導体間隔 は 1.0,1.5,2.0mm の3パターンを準備した. この試料は,前処理として実製品同等の熱 ストレス(はんだ工程による熱印加)を与えて いる. 3.2. 試験条件の設定 試料 A,B については基材依存性を,試料 B, C についてはレジスト依存性を確認するため, 85℃,85%RH(3)の一定条件で試験を実施した. さらに,試料 C についてイオンマイグレー ションは温度,湿度が大きく影響することか ら,Table 3 に示すように,温度依存性と湿度 依存性が把握できるような条件で試験を実施 した.また,印加電圧は DC800V で統一し,導 体間隔の違いにより試験を実施した. 3.3. 試験方法,確認方法 試験は前述の試料を恒温恒湿槽内に設置し, Table 3 の各試験条件に到達した後,パターン 端子間に電圧を印加,抵抗値変化の有無でイオ ンマイグレーションによる故障有無を判定し た(4).高温高湿環境のため,一時的に抵抗値が 下がる場合があるがこうしたものは記録デー タを見ながら,イオンマイグレーションか否か を判定することとした.劣化した試料は,イオ ンマイグレーション発生状況を目視,および金 属顕微鏡を用いて観察し,全体の様子を把握し た.次いで,電子プローブマイクロアナライザ (以下,EPMA)を用いてイオンマイグレーショ ンが発生した試料表面の成分分析を実施した. Fig. 1 Ionic migrationFig. 2 Ionic migration chemical equation metal ion dendrite anode cathode Cu→ Cu2+ + 2e− Cu2+ + 2OH− → Cu (OH) 2 Cu2+ + 2e− → Cu H2O→ H+ + OH− cathode anode <Water factor> Cu + 2Cl−→ CuCl 2 + 2e− CuCl2→ Cu2+ + 2Cl− Cu2+ + 2e− → Cu anode cathode <Chloric factor>
プリント基板のイオンマイグレーション解析
Sample A B C
Traditional
FR-4 Non-HalogenFR-4 Non-HalogenFR-4
Grade
Board material Material a Material b Material b
Resist Resist a Resist a Resist b
Fig Fig. 4 Fig. 5 Electrode Pattern Comb-Shaped Via Hole Item Clearance (d) Electrode Length (e)
Land Width (g) Hole Pitch (h) Dimensions (mm) 1.0/1.5/2.0 1.0/1.5/2.0 20.0 2.54 75%RH Humidity Temperature 85%RH 75ºC 75%RH/75ºC 85%RH/75ºC 95%RH/75ºC 95%RH 85ºC 75%RH/85ºC 85%RH/85ºC 95%RH/85ºC 90ºC 75%RH/90ºC 85%RH/90ºC 95%RH/90ºC
Via Hole Electrode Pattern
Comb-Shaped Electrode Pattern
+Electrode - Electrode d e +Electrode F-f phase g - Electrode L1 L2 L3 L4 L5 L6 h f F 3.4. 分析方法 イオンマイグレーションは銅が徐々に析出 することにより進行するので,摩耗故障と同 様のモードを持つ.このことから温度,湿度, 電界強度を加速係数とする式(1)のアイリン グモデルの寿命式が適用できる.イオンマイ グレーションが発生した試料の故障発生時間, および累積故障率からワイブル分析を実施し, アイリングモデル(5)を利用して試験環境にお ける基板の寿命時間を算出した.
L = A · exp
(
·
K 1)
· Sn
T Ea (1) 式中の「Sn」については,加速係数全般を模 擬している.4.結果
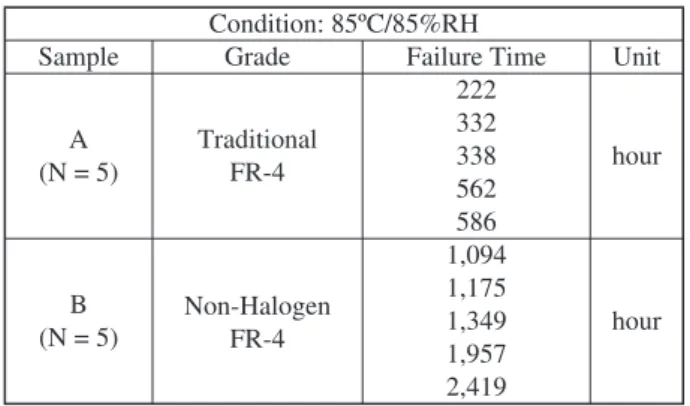
4.1. 試験結果 イ オ ン マ イ グ レ ー シ ョ ン 試 験 結 果 を Table 4,Table 5,Table 6 に示す.Table 4 は 85℃,85%RH の同一条件で実施した,くし型 パターン試料 A,試料 B の試験結果である. 各試料の成分詳細は明らかになっていないが, 基材への塩素等の添加に差があり,同成分の 少ないハロゲンフリー材(試料 B)の方で故障 発生時間が長いことから,水分のほか基材成 分もイオン化促進物質として影響することが 考えられる. Table 5 は同一の基材を使用した,くし型パ ターン試料 B,試料 C の試験結果である.試 料 B と試料 C の違いはレジスト材のみとなり, その他は同一となる.試料 B の故障発生時間 に比べ,試料 C は2倍以上の 5,000h を超えて も故障には至らなかった.この結果より試料 C のレジスト材は耐イオンマイグレーション 性能が高いことがわかった. T a b l e 6 に試料 C(ビアホール対向パター ン)の温度 90℃ 一定,湿度 75%RH,85%RH, 95% R H の試験結果を示す.5000h の試験で は故障発生時間の関係より湿度条件が高い Fig. 3 Board sampleTable 1 Sample list
Table 2 Sample pattern
Fig. 4 Comb-shaped electrode pattern
Fig. 5 Via hole electrode pattern Table 3 Test condition list (Sample C)
Sample: C
Via Hole Electrode Pattern Land Width: 1.0mm
Sample: C
Comb-Shaped Electrode Pattern
75ºC/75%RH 85ºC/75%RH 90ºC/75%RH Condition: 85ºC/85%RH Sample A (N = 5) B (N = 5) Failure Time 222 332 338 562 586 1,094 1,175 1,349 1,957 2,419 Unit hour hour Grade Traditional FR-4 Non-Halogen FR-4 Condition: 85ºC/85%RH Sample B (N = 5) C (N = 5) Failure Time No Failure 1,094 1,175 1,349 1,957 2,419 Unit hour hour Resist Resist a Resist b 85%RH 95%RH 75%RH Sample Humidity C Condition Length (mm) 1.0 2.0 3.0 No Failure No Failure No Failure No Failure No Failure No Failure No Failure 1,457 1,652 2,069 2,773 3,220 3,921 Unit hour hour hour 95% R H の時に発生しやすくなる傾向であっ た.Fig. 6 は 90℃,95%RH の試験結果写真 となる.表面層ではイオンマイグレーショ ンが発生した状態を観察することはできな かった.そのため内層間でのショート C A F (Conductive Anodic Filament)が発生している
と考えられる. Fig. 7 は,くし型パターン(1.0mm)の湿度 75%RH 一定,温度 75℃,85℃,90℃ の試験 結果である.写真では樹枝状のデンドライト が確認されているためイオンマイグレーショ ンが発生していることがわかる.このことか ら温度に依存してイオンマイグレーション の進展が促進される傾向であり,本試験結果 は従来から報告されているイオンマイグレー ション研究結果が再現できていることを裏付 ける内容でもあった. 4.2. 分析結果 Fig. 7 でイオンマイグレーションが発生し た試料 C(90℃,75%RH)について EPMA を 用いて成分分析した結果を Fig. 8 に記載する. Fig. 7 に現れている生成物の成分は C,Ba, O,Cu,S,Si,Cl,Al,Mg である.分析の結 果,デンドライト部にも Cu 以外のレジスト材 等の成分が検出されていることがわかる.こ の結果は水分のほか,レジスト材や基材に含 まれるイオン化促進成分がイオンマイグレー ションの進展に影響することを裏付ける結果 となった. 今回の試験結果よりワイブル分析行い,ア Table 4 Ionic migration test results 1 (board
difference)
Table 5 Ionic migration test results 2 (resist difference)
Table 6 Ionic migration test results 3 (humidity difference)
Fig. 6 Via hole electrode pattern (Sample C)
Fig. 7 Ionic migration test results 4 (temperature difference)
プリント基板のイオンマイグレーション解析
(95%RH/90ºC) (85%RH/90ºC)
Failure Time [hour]
Cumulative Failure Rate [%]
1 0.1 0.01 90 75 50 25 10 99 5 1 10 100 5001,000 100,000 Sample A Sample B Sample C Sample C Sample: C (90ºC/75%RH) Comb-Shaped Electrode Pattern
Ba O C Cu S Al Mg Si Cl
Fig. 8 Ionic migration analysis (Sample C EPMA)
5.まとめ
評価手法および条件を定義し試験を行うこ とにより,温度,湿度,基材,レジスト材によ るイオンマイグレーションの加速性を明らか にすることで設計指標を設定することができ た.また,事前に製品に必要な電圧,温湿度, 必要寿命時間からイオンマイグレーション観 点での適切なクリアランスの設定が可能と なった. 観察結果から,材料個々に寿命特性を有す るため,同じ FR-4 グレードの基材でも新規材 料適用時には改めて評価を行い,設計指標を 設ける必要があることがわかった. 絶縁劣化の要因のひとつとしてイオンマイ グレーションによる劣化の推定が可能である ことは本研究により判明したが,その他の劣 化要因における寿命,寿命予測からの絶縁距 離設計の基準の明確化は今後の課題として継 続して研究を続けていく.参考文献
(1) 高薄一弘:電子部品・実装におけるイオン マイグレーションの評価方法,最先端電 子デバイス・部品における信頼性試験・評 価事例集第1版,東京,2006,技術情報 教会,p.249 (2) 社団法人日本プリント回路工業会:プリ ント配線板試験方法 J I S C5012-1993, 1993, 30p (3) 長嶋紀孝:プリント配線板環境試験方 法 J P C A - E T01~09-2007 第3版,東 京,2007,社団法人日本電子回路工業会, 114p (4) 長嶋紀孝:ビルドアップ配線板(用語) (試験方法)JPCA-BU01-2007 第3版,東 京,2007,社団法人日本電子回路工業会, 50p (5) 津久井勤ほか:プリント配線板のイオン マイグレーションと絶縁信頼性評価法, 東海大学,vol.34, No.1, p.39-50 (1994) Fig. 9 Ionic migration analysisイリングモデルの加速係数を求め,寿命を予 測した.その結果を Fig. 9 に示す.また,予測 寿命値より耐イオンマイグレーション性能の 設計指標を設定し,指標を元に作成した製品 での耐久試験を行った結果が問題なかったこ とを付け加えておく.
本稿の評価によりイオンマイグレーション による絶縁劣化の加速性を明らかにすること で製品に必要な絶縁クリアランスの設定が可 能となりました.今後も様々な仕様に応じた 最適設計ができるよう理解を深めたいと思い ます.自動車技術会での発表および本技報へ の執筆におきまして,ご指導・ご協力いただき ました皆様に深く感謝申し上げます.(田井) 鷺 谷 吉 則
著 者
田井慎太郎 浜 野 瑞 樹Sn-Ag-Cu 系はんだの低温環境下での材料特性
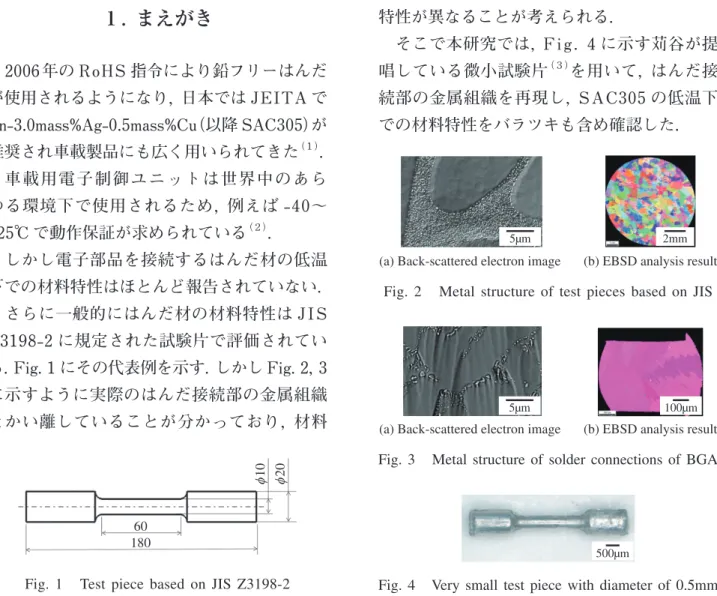
(a) Back-scattered electron image (b) EBSD analysis result
5µm 2mm
(a) Back-scattered electron image (b) EBSD analysis result
5µm 100µm
500µm
Sn-Ag-Cu 系はんだの低温環境下での材料特性
※Material Properties of Sn-Ag-Cu Solder Under Low Temperatures
論文
1.まえがき
2006 年の RoHS 指令により鉛フリーはんだ が使用されるようになり,日本では JEITA で Sn-3.0mass%Ag-0.5mass%Cu(以降 SAC305)が 推奨され車載製品にも広く用いられてきた(1). 車載用電子制御ユニットは世界中のあら ゆる環境下で使用されるため,例えば -40~ 125℃ で動作保証が求められている(2). しかし電子部品を接続するはんだ材の低温 下での材料特性はほとんど報告されていない. さらに一般的にはんだ材の材料特性は JIS Z3198-2 に規定された試験片で評価されてい る.Fig. 1 にその代表例を示す.しかし Fig. 2,3 に示すように実際のはんだ接続部の金属組織 とかい離していることが分かっており,材料 特性が異なることが考えられる. そこで本研究では,Fig. 4 に示す苅谷が提 唱している微小試験片(3)を用いて,はんだ接 続部の金属組織を再現し,SAC305 の低温下 での材料特性をバラツキも含め確認した. *1 開発本部 材料研究部 *2 先進技術研究部 ※ 2016年8月29日受付,(公社)自動車技術会の許諾を得て,2016年秋季大会学術講演会講演予稿集No.112-16A,20166069より,加筆修正して転載 平 井 維 彦*1 大 森 功 基*1 佐 藤 恵 美*2Yukihiko HIRAI Kouki OOMORI Emi SATO
伊 草 和 馬*2 土 屋 秀 雄*1
Kazuma IGUSA Hideo TSUCHIYA
Automotive electronic control units are used under severe environmental conditions around the world, and thus it is required that operation of the units be guaranteed over a range from low temperatures to high temperatures. However, in the past the material properties of the solder material connecting the electronic parts of the units under low temperatures have been rarely reported. This paper describes our confirmation of material properties, including dispersion, under low temperatures by using very small test pieces that simulate the metal structure of solder connections.
Key Words: Materials, Non-ferrous material, Test/Evaluation, Lead-free solder
Fig. 2 Metal structure of test pieces based on JIS
60 180
φ
10 φ20
Fig. 1 Test piece based on JIS Z3198-2
Fig. 3 Metal structure of solder connections of BGA
(1) Setting
SAC305 rod with diameter of 1 or 2mm
Metal mold
Aluminum plate
(3) Cooling
(4) Extraction of test piece
Very small test pieces Heated to 300°C
(2) Heating Pressure
Solder connections of BGA Very small test pieces
Time [sec] Temperature [°C]
2.実験方法
2.1. 微小試験片作製方法 本研究で使用した微小試験片は平行部長さ 2mm,直径 0.5 および 1.0mm のドッグボーン 形状とした(4). 作製手順を Fig. 5 に示す.まず直径 0.5mm の場合は 1.0mm,直径 1.0mm の場合は 2.0mm 径の棒状の SAC305 を試験片形状に加工した 金型にはさみ込んだ.次に 300℃ に加熱した デジタルホットプレート上で加圧成型した. はんだが完全に融解したことを確認した後, 金型をアルミプレート上で冷却し,はんだを 凝固させた.この時の冷却速度は Fig. 6 に示 すように実際のリフローはんだ付けの冷却速 度に合わせた.そして充分に冷却した後,金型 から微小試験片を取り出した. 2.2. 金属組織観察 微小試験片の平行部断面をデザインナイ フにて切り出しエポキシ樹脂に埋め込みを 行った. その後,500-4000 番のエメリー紙にて断面 を研磨し,更に 3μm,1μm のダイヤモンド 懸濁液およびコロイダルシリカ懸濁液でバフ 研磨した後,イオンミリングにて仕上げたも のを試料とした.各試料についてScanning Electron Microscope (S E M)を用いて組織観察後,金属間化合物 (Ag3Sn)サイズを画像解析ソフトウェアによ
り計測した.さらに Electron Back Scatter Diffraction Patterns(EBSD)により結晶方位 観察を行った. 2.3. 引張試験 引張試験は,リニアモータ式材料試験装置 を用いて行った.ヤング率,0.1% 耐力を評価 する場合は直径 1.0mm 試験片の平行部にひず みゲージを貼付したものを用い,それ以外の 評価では直径 0.5mm のものを用いた.試験温 度は -40,25,125℃ の3水準で行った.サン プル数は各 15 とした. まず試験装置に微小試験片をセットし,試 験片内部まで温度を到達させるため各試験温 度で 30 分放置した.
Fig. 6 Cooling speed of solder connections of BGA and very small test pieces
Sn-Ag-Cu 系はんだの低温環境下での材料特性 が認められた.さらに Fig. 10 にはんだ接続部 および微小試験片の Ag3Sn サイズの計測結果 を示す.同等の分布状態,バラツキを有するこ とが認められた.Fig. 11 に微小試験片の結晶 方位解析結果を示す.本研究における作製方 法では,結晶方位はサンプル数 15 で全方位を ほぼ網羅できることが分かった.なおはんだ 接続部においても同様の方位を向いているこ とを確認している.また結晶粒数も微小試験 片とはんだ接続部はほぼ同様であることを確 認している. 3.2. 引張試験結果 Fig. 12 に引張試験より得られたヤング率, 0.1% 耐力,引張強度の結果を示す.いずれも 試験温度の低下に伴い物性値が上昇する傾向
Fig. 8 Stress relaxation curve
Fig. 7 Strain profiles in stress relaxation test
Fig. 10 Measurement results of Ag3Sn size
Fig. 9 Back-scattered electron image of very small test piece
Fig. 11 EBSD analysis results of very small test pieces その後,ひずみ速度 4.5 × 10-4 s-1で引張試験 を実施した. 2.4. 応力緩和試験 本研究では于強らが提唱している応力緩和 法(5)により,クリープ定数,クリープ指数を 求めた.なお応力緩和試験も引張試験同様の 装置を用いて行った.試験温度は引張試験と 同様の3水準で行った.サンプル数は各 15 と した. まず試験装置に直径 0.5mm 試験片をセット し,各試験温度で 30 分放置した.その後,ひ ずみ速度 4.5 × 10-4 s-1でひずみ 0.05 を与え 30 分保持し,応力を読み取り応力緩和線を取 得した(Fig. 7,Fig. 8).その結果を解析する ことでクリープ定数および指数を算出した. 30min Time [min] Strain 30min Stress [MPa] Time [min] 5µm Ag3Sn size [µm2] Ratio [%]
Solder connections of BGA Very small test pieces
001 100 110
3.実験結果
3.1. 金属組織観察結果 Fig. 9 に微小試験片の金属組織の代表例を 示す.Fig. 3(a) のはんだ接続部と同様の組織が認められた.Table 1 に示すように試験温度 -40℃ では 0.1% 耐力,引張強度のレンジが顕 著に拡大していることが認められた.また試 験温度 25,125℃ では各レンジはほぼ同等で あることが認められた.これはβ-Sn は異方性 を有するが(6),n 数を多く取ることで収束し たためと考えられる.なお Fig. 12 に示すよう に 25,125℃ の上限値,下限値をそれぞれ結 んだ線の傾きはほぼ同等であり各方位におい て物性値のバラツキはあるが温度依存性は同 等であることが示唆される. 3.3. 応力緩和試験結果 Fig. 13 に応力緩和試験より得られたクリー プ定数,クリープ指数の結果を示す.試験温 度の低下に伴いクリープ定数は低下,クリー プ指数は上昇する傾向が認められた.Table 2 に示すように応力緩和試験結果においても試 験温度 -40℃ ではレンジが拡大していること が認められた.また引張試験結果同様に試験 温度 25~125℃ の範囲ではクリープ定数,ク
Fig. 12 Tensile test results of very small test pieces
Fig. 13 Stress relaxation test results of very small test pieces
Table 1 Range of tensile test results
0 10 20 30 40 50 60 70 80 y = -0.081x + 22 y = -0.097x + 30 0 10 20 30 40 50 60 70 80 y = -0.14x + 29 y = -0.12x + 34 0 10 20 30 40 50 60 70 80 -50 0 50 100 150 -50 0 50 100 150 -50 0 50 100 150 y = -0.18x + 67 y = -0.16x + 44
Young’s modulus (GPa)
Temperature (°C)
(a) Young’s modulus
Temperature (°C)
0.1% proof stress (MPa)
(b) 0.1% proof stress
Temperature(°C)
Tensile strength (MPa
) (c) Tensile strength -50 0 50 100 150 -50 0 50 100 150 y = 1.0E-29e0.29x y = 1.0E-24e0.27x 1E-45 1E-40 1E-35 1E-30 1E-25 1E-20 1E-15 1E-10 1E-05 1 y = -0.072x + 17 y = -0.075x + 14 0 5 10 15 20 25 Temperature (°C)
Creep constant ((MPa-s)
-1)
(a) Creep constant
Temperature (°C)
Creep inde
x
(b) Creep index Temperature (°C)
Young’s modulus (GPa) 0.1% proof stress (MPa) Tensile strength (MPa)
-40 32.8 18.7 27.8 25 23.6 8.3 5.9 125 21.4 6.7 8.0 Range = Max - Min
Table 2 Range of stress relaxation test results
Temperature (°C) -40 25 125
Creep constant※ ((MPa·s)-1) 14.0 4.8 4.1
Creep index 7.3 3.3 3.6
※Creep constant’s Range = log
Min Max