腐食センターニュース No. 059 2012 年 2 月 1
スーパーステンレス鋼の開発経緯とその特性および適用事例
日本冶金工業㈱ 技術研究部 矢部 室恒
元日本冶金工業㈱ 腐食防食専門士 根本 力男
JFE エンジニアリング㈱ 総合研究所 北川 尚男
元 JFE エンジニアリング㈱ 腐食防食専門士 玉田 明宏
1. はじめに 1-1 開発の背景 100 年前に発明されたさびないステンレス鋼は台所から宇宙産業まであらゆる分野で使用され,社会 生活にとって不可欠の材料になっているが,100%リサイクル可能な極めて有用な鋼である.ステンレ ス鋼のアキレス腱と言われている最大の欠点はハロゲン化物イオン,特に塩化物イオンを含む環境中に おいて腐食が発生しやすいことである.ステンレス鋼の耐食性は無色透明な薄膜状の水和オキシ水酸化 クロムからなる不動態皮膜で維持されており,この不動態皮膜が局部的に破壊されると孔食,すきま腐 食,粒界腐食や応力腐食割れ等の局部腐食を起こす.局部腐食が促進される環境は,海水をはじめとし て無数存在する.ステンレス鋼が発明されて以来長い間,ステンレス鋼と言えばSUS304 と言われるほ ど汎用ステンレス鋼として使用され,さらに耐食性が要求される化学プラント材には Mo 含有鋼の SUS316 が使用されてきた.また,SUS316 の改良鋼として SUS317 とその類似鋼種が開発され,その 後,高強度と高耐食性を有する二相ステンレス鋼も開発された. 腐食性がさらに厳しい環境には,Ni 基合金アロイ 625 やアロイ C276 が推奨されてきたが,近代化 学工業の発展に伴い,種々の化学プラント用ステンレス鋼,Ni 基合金が開発された.暫くの間,SUS317 系で耐食性が不十分な環境においては,一気に高価なNi 基合金アロイ 625 やアロイ C276 を選択せざ るを得なかったが,画期的なステンレス鋼精錬法であるVOD や AOD が開発された 1968 年を境に, ステンレス鋼の世界が一変した.多量のスクラップや安価な原料が使用可能になり,精錬時間も短縮さ れたため,ステンレス鋼が多量生産されるようになり,ステンレス鋼の生産原価が著しく低減された. さらに,VOD では極低 C および極低 N が,AOD では極低 C および極低 S 精錬が容易になり,高純度 ステンレス鋼の生産が可能になった.この期を境に,世界中でフェライト系,オーステナイト系を問わ ず新鋼種の開発が極めて活発に推進されるようになり,環境によっては耐食性は Ni 基合金と同等で, 価格はそれより安価なステンレス鋼が開発され,特に以下の分野への適用が顕著に進んだ. ① 化学・食品プラント:パルプ・製紙工業,PC など高機能プラスチック製造プラントなど ② 海水利用プラント:製塩工業,海水淡水化装置,海水熱交換器など ③ 公害防止装置:火力発電所の排煙脱硫装置など ④ 海岸地域建屋:屋根材など ⑤ 海洋鋼構造物:鋼管杭被覆材,ジャケットなど ⑥ 船舶:砕氷船 VOD や AOD が導入され高純度フェライトステンレス鋼の開発が積極的に進められ,汎用フェライト ステンレス鋼SUS444 等の大量生産が可能になったが,高 Cr の SUS447J1 などのスーパーフェライト ステンレス鋼は製造性をはじめ成形加工や溶接性の問題が多く,ごく限られた分野でのみ適用されるに 留まった1).一方,極低S 精錬や N 添加精錬法が容易なことから,高耐食性オーステナイト系ステンレ腐食センターニュース No. 059 2012 年 2 月
2
ス鋼,いわゆるスーパーオーステナイトステンレス鋼の開発が活発に行われるようになった.
市場に初めて登場したスーパーオーステナイトステンレス鋼は 1978 年欧州 Avesta 社が開発した 254SMO○R(UNS No.S31254)である.その後,高 N 含有スーパー二相ステンレス鋼が開発され,化学プ
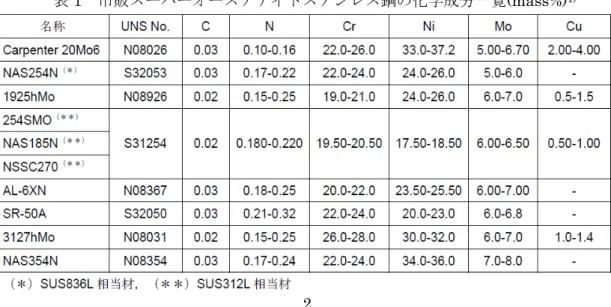
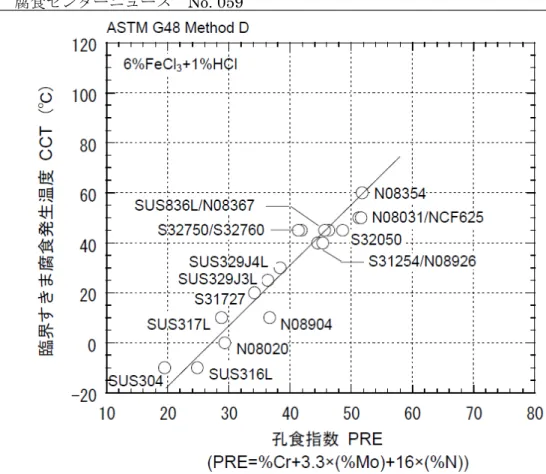
ラントなどに使用されるようになったが,加工性などから用途が限られている1).ここではスーパーオ ーステナイトステンレス鋼に限って述べる. 1-2 ステンレス鋼の耐食性に及ぼす元素の影響 SUS304 の耐孔食性に及ぼす S,Mn,Mo,N の影響を追及した結果,S を 10ppm 以下,Mn を 0.2% 以下に制御すると,Mo と N の添加による耐孔食性向上効果が著しく発揮されることが判明し,SUS316 と同等の耐孔食性を有するMo 節約型耐孔食性ステンレス鋼が得られた 2).この理論を展開してCr 増 加の効果,Mo と N の複合添加効果および Cu の添加効果等を追及した.さらに,金属組織(相安定性) に及ぼすCr,Mo,N の含有量のバランスを追求した. 1-3 国内におけるスーパーオーステナイトステンレス鋼の誕生 上述の通りS を 10ppm 以下に制御し,Mn 含有量を低減して Cr,Mo,N の添加効果を追及した結 果,3 元素の増加と共に耐孔食性や耐すきま腐食性が著しく向上することが分かった.これらの耐食性 は孔食指数(PRE)により整理できる3,4)(図 2 参照)5).反面Cr と Mo 含有量が高過ぎると,金属組織が不 安定になりσ 相が析出し易くなるので添加量に限界がある.また,N 含有量が高過ぎると,硬化し,降 伏強度の上昇や成形加工性や溶接性が損なわれるので添加量が制限される.種々の研究の結果,σ 相の 析出を抑制し,Ni 基合金アロイ C276 に近い耐食性を有し,且つ成形加工性にも優れる新鋼種の成分は Ni は 25%,Cr は 23%,Mo は 5.5%,および N は 0.20%が最適であることを突き止めた.ここに SUS836L(UNS No.S32053,NAS254N 相当材)が誕生した.さらに,用途に応じて種々の特性を有す るスーパーステンレス鋼が開発された(表 1,2 参照) 1,5). 石炭炊きボイラーや重油炊きボイラーの排煙脱硫装置材に SUS836L(UNS No.S32053,NAS254N 相当品)の適用試験を行っている段階で,80~100℃で 5 万 ppm の塩化物イオンが含まれる環境では耐 孔食性も耐応力腐食割れ性も維持していた.しかし,10 万 ppm の塩化物イオンが含まれる環境では, 応力腐食割れが発生する可能性があったが,アロイC276 は応力腐食割れの発生がないことが判明した. このような環境でも応力腐食割れが発生しないスーパーステンレス鋼の研究により開発されたのが UNS No.N08354(NAS354N 相当品)6)である.耐孔食性と耐応力腐食割れ性は23%Cr,7.5%Mo,0.20%N
の化学組成で得られたが,σ 相析出阻止を狙った金属組織のバランスから 35%の Ni を必要とした.ス ーパーステンレス鋼の中において最も優れた耐食性を有する鋼種の一つである.表1 に市販されている 代表的なスーパーステンレス鋼の化学成分を示す.
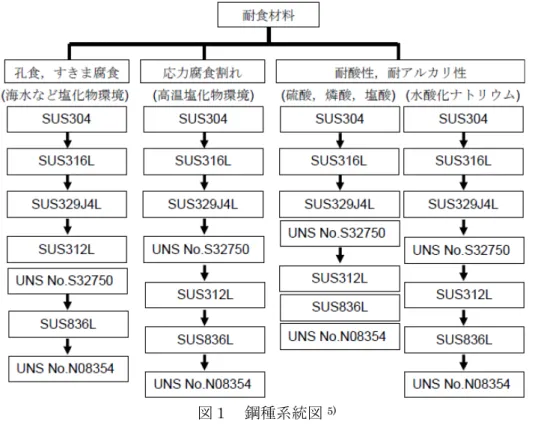
腐食センターニュース No. 059 2012 年 2 月 3 2. スーパーステンレス鋼の種類と耐食性の位置付け 図1 に各腐食形態に対する代表的なステンレス鋼の位置付けの系統図を示す.本系統図では下に位置 するほど,耐食性に優れることを意味する. 図1 鋼種系統図5) 塩化物環境中でのステンレス鋼の孔食,すきま腐食に対する耐食性はCr,Mo,N の含有量から算出 する“孔食指数”(Pitting Resistance Equivalent:PRE=%Cr+3.3×(%Mo)+16×(%N))で整理することが できる.この数値が高いほど孔食,すきま腐食に対する感受性は低下し,Cr,Mo,N 含有量の高いス ーパーステンレス鋼のPRE は 40 以上を有し良好な耐食性を示す.表 2 に代表的な鋼種成分一覧表を示 す.
腐食センターニュース No. 059 2012 年 2 月 4 3. 耐食性データ 後述4 章でスーパーステンレス鋼の具体的な適用事例を示すが,その根拠となる耐食性データを詳細 に示す.何れの環境においても少なからず塩化物イオンが含まれているので耐孔食性,耐すきま腐食性, 耐応力腐食割れ性が要求される.これらの耐食性データを総合して使用環境に合致した適材が選定され る. 3-1 耐孔食性 (1) ASTM G48 Method A による孔食試験
ASTM G48 Method A は 22℃及び 50℃の 6%FeCl3水溶液中で72 時間浸漬を行う孔食試験である.
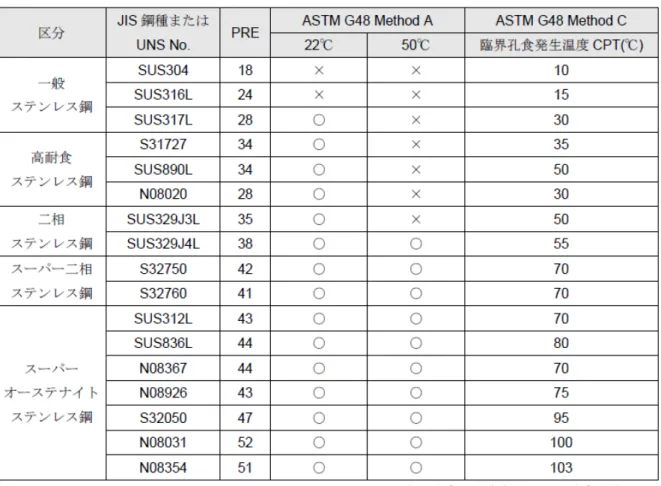
表3 に試験結果を示す.SUS304 や SUS316L は 22℃でも孔食が発生するが,二相ステンレス鋼の SUS329J3L は 22℃で孔食は発生しない(但し 50℃では孔食発生).また SUS329J4L 以上のステンレス 鋼では50℃でも孔食は発生しない.
(2) ASTM G48 Method C による臨界孔食発生温度
ASTM G48 Method C は 6%FeCl3+1%HCl 水溶液中で 72 時間浸漬を行い,深さ 25μm 以上の孔食
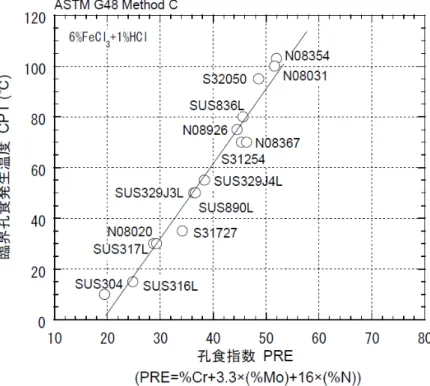
が発生する最も低い温度「臨界孔食発生温度」(Critical Pitting corrosion Temperature:CPT)を求め る孔食試験である.表3 及び図 2 に各種ステンレス鋼の臨界孔食発生温度 CPT と孔食指数 PRE の関係 を示す.PRE の増加に伴い CPT は上昇し,SUS304 の 10℃,SUS316L の 15℃に対し,スーパーステ ンレス鋼のSUS312L は 70℃,SUS836L は 80℃,UNS No.N08354 では 103℃と高く,優れた耐孔食 性を有している.
腐食センターニュース No. 059 2012 年 2 月 5 図2 各種ステンレス鋼の臨界孔食発生温度 CPT と孔食指数 PRE の関係5) (3) 孔食電位 孔食電位測定は,試験片に電圧を掛けて強制的に酸化性(腐食性)の環境にして孔食が発生する電位(孔 食電位)を測定するものである.この孔食電位が高いほど耐孔食性が良好であることを意味している.図 3 に各種ステンレス鋼の 20mass%NaCl 水溶液中における孔食電位の温度依存性を示す.SUS316L で は孔食電位が低く,環境の電位が高くなった場合は30℃でも耐食性を維持することはできない.スーパ ーステンレス鋼SUS836L, UNS No.N08354 は 90℃でも高い孔食電位を有し,耐孔食性に優れている.
腐食センターニュース No. 059 2012 年 2 月
6 3-2 耐すきま腐食性
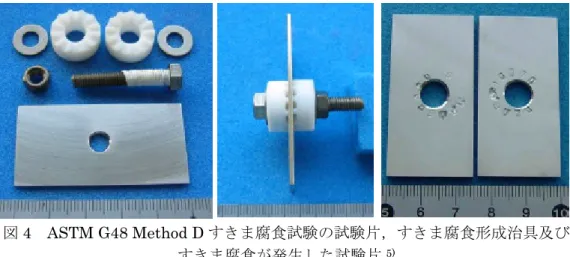
ASTM G48 Method D は,マルチクレビスですきまを形成した試験片を 6%FeCl3+1%HCl 水溶液中で
72 時間浸漬を行い,深さ 25μm 以上のすきま腐食が発生する最も低い温度「臨界すきま腐食発生温度」 (Critical Crevice corrosion Temperature:CCT)を求めるすきま腐食試験である.図 4 にすきま腐食試 験片及びすきま腐食形成治具の外観を,表4 及び図 5 に各種ステンレス鋼の臨界すきま腐食発生温度 CCT と孔食指数 PRE の関係を示す.PRE の増加に伴い CCT は上昇し,SUS316L の-10℃に対し,ス ーパーステンレス鋼のSUS312L は 40℃,SUS836L は 45℃,UNS No.N08354 は 60℃と高く,ステ ンレス鋼の中では最も優れた耐すきま腐食性を有している.
図4 ASTM G48 Method D すきま腐食試験の試験片,すきま腐食形成治具及び すきま腐食が発生した試験片5)
腐食センターニュース No. 059 2012 年 2 月 7 図5 各種ステンレス鋼の臨界すきま腐食発生温度 CCT と孔食指数 PRE の関係5) 3-3 耐応力腐食割れ性 表5 に各種ステンレス鋼の沸騰 MgCl2水溶液中での応力腐食割れ試験結果を示す.ステンレス鋼の耐 応力腐食割れ性は Ni 含有量が影響する.また,孔食やすきま腐食を起点として応力腐食割れに至るケ ースが多く,耐孔食性や耐すきま腐食性に有効なCr, Mo, N の添加も有効となる.UNS No.N08354 は Ni 含有量が 35%と高く,耐孔食性や耐すきま腐食性にも優れるため,一般ステンレス鋼に比較して優 れた耐応力腐食割れ性を有している.
腐食センターニュース No. 059 2012 年 2 月 8 3-4 耐候性(耐大気腐食) ステンレス鋼は,屋内での使用においては錆びることは殆どないが,屋外,特に海岸付近で塩分が飛 来する場所においては錆びやすくなる.各種ステンレス鋼の工業地帯海岸付近における屋外大気暴露試 験結果を図6 に示す.SUS430 や SUS304 は海からの飛来塩分粒子が表面に付着することで赤錆びが発 生するが,PRE の高いステンレス鋼ほど錆びにくくなり,特にスーパーステンレス鋼は長期間に渡って 錆びの発生は認められず,良好な耐候性を有している. 図6 工業地帯海岸付近での屋外大気暴露試験結果5) 3-5 耐海水腐食性 海洋環境は耐海水腐食性を有するPRE が 40 以上のスーパーステンレス鋼の適用が進みつつある分野 である.耐海水腐食性は,長期間の海水シャワー試験や実海水での長期暴露試験により評価している. 図7 に海水シャワー試験を実施した試験片の表面状況,図 8 に試験期間 2 年経過後の各試験片の孔食 深さと孔食指数PRE の関係を示す.この結果から,PRE が 38 の二相ステンレス鋼 SUS329J4L では 平均深さ10μm の孔食発生が認められる.一方,PRE が 40 以上の鋼種については何れも腐食は認め られず,良好な耐食性を示している.
図9 に SUS316L, SUS836L 及び SUS312L で被覆した鋼管杭の実海水を用いた長期暴露試験状況の 一例を示し,図10 に試験開始期間 1 年経過後の被覆材の表面状況を示す.被覆材の表面には海生生物 が付着しており,SUS316L では海生生物付着下ですきま腐食の発生が認められたが,スーパーステン レス鋼SUS836L 及び SUS312L にはすきま腐食の発生は認められていない. 図 11 に東京湾における船舶用プラットホームの鋼管杭保護用ライニング材の暴露試験結果を示す. SUS316L には著しい腐食が発生し,剥離が生じている.一方,SUS836L は 1990 年頃から段階的に設 置を開始し,今日に至るまで腐食の発生は一切認められていない.以上の結果より,海洋環境ではPRE が40 以上のスーパーステンレス鋼の適用が有効である. ・試験片表面:240 番湿式研磨仕上げ ・錆の発生程度をレイティングナンバー(RN)で評価 (RN10:さび発生なし,RN0:全面さび発生)
腐食センターニュース No. 059 2012 年 2 月 9 図7 海水シャワー試験を実施した試験片の表面状況(1 年経過後)5) 図8 海水シャワー試験の試験片に発生した孔食深さと孔食指数の関係(2 年経過後)5) 図9 長期暴露試験の一例5)
孔食
深さ
(μm
)
0
10
20
30
40
50
0 10 20
30
40
50
シャワー試験 (港湾研久里浜) 孔食指数 PRE=%Cr+3.3×(%Mo)+16×(%N) SUS316L SUS329J4L N08354 SUS312L SUS836L SUS445J2 実海水を運河から汲み上げ,鋼管杭 に被覆したステンレス鋼の耐海水腐食 性を評価している.海水のプールにお いては,実環境では常に海水に浸漬し ている海中部を模擬し,また,水位を コントロールすることで干満帯も同時 に模擬している.鋼管杭上方からは海 水シャワーを噴霧し,海塩粒子の飛来 (飛沫帯)を模擬している. 更に本試験場では被覆材表面の温 度,海水塩分濃度,水温,日射量など の気象データを採取・記録し,腐食と の関係を調査している.腐食センターニュース No. 059 2012 年 2 月 10 図10 鋼管杭被覆材の表面状況 (暴露試験開始から 1 年経過後,溶接部付近を観察)5) 図11 鋼管杭保護用ライニング材の暴露試験結果(設置開始より 10 年後の外観写真)5) 4. スーパーステンレス鋼の適用事例 各分野における適用事例を以下に示す.尚、何れの場合も溶接棒・溶接ワイヤーとしてアロイ C276 またはアロイ625 を使用している. 4-1 化学・食品プラント SUS836L(UNS No.S32053,NAS254N 相当品)がアロイ C276 が使用されていた塩化メチルを原料 とするPC(ポリカーボネート)の反応塔に使用されたのが化学プラントへの適用事例の最初であった.次 いで,塩素ガスや次亜塩素酸を用いるパルプ・製紙プラントでの漂白装置(パルプ洗浄機や洗浄機内ドラ ム等)にアロイ C276 に替わって適用され好成績が得られた.その後は,高濃度の塩化物イオンを含有す る各種の化学プラントに使用されるようになった.パルプ洗浄機とドラム外観を図 12 に示す.使用環 境は次亜塩素酸ナトリウム環境であり,有効塩素濃度は最大12%,pH は最大 12 である. 右図においてはSUS836L をライニング材へ使用した.しかし,アングル部には SUS316 を使用 したため,表面に錆び汁が付着している.SUS836L が腐食しているわけではない.
腐食センターニュース No. 059 2012 年 2 月 11 図12 パルプ洗浄機外観(左)及び洗浄機内ドラム外観(右)5) また,食品製造プラントにおいては,従来はライニング鉄や FRP 等が使用されていたが,17%の食 塩を含有する醤油諸味タンク(max.40℃)へ適用され大きな実績となった.その後は,塩みりん,マヨネ ーズ,ポン酢等各種の食品製造装置に使用されるようになった.ステンレス製のタンクは洗浄性,強度, 耐震性,有効設置面積の観点から全てにおいて非常に優れた特性を有する.図 13 に醤油諸味タンクの 適用例を示し,図14 には塩みりんタンクの適用例を示す. 図13 醤油諸味タンク外観5) 図 14 塩みりんタンク外観5) 4-2 海水利用プラント 製塩プラント(濃縮食塩貯蔵タンクや蒸発缶),海水淡水化装置(逆浸透膜法),海水熱交換器(復水器)へ の適用があげられる.従来,製塩プラントの蒸発釜には SUS316L ライニング鋼が使用されていたが, メンテナンスフリーの観点からスーパーステンレス鋼のライニング鋼または無垢材が使用されるよう になった.図15 に製塩プラントの蒸発缶と貯蔵タンクの外観を示す.火力発電及び原子力発電プラン トでは復水器にTi 製パイプが使用されてきたが,一部の国においてはスーパーステンレス鋼が使用さ れ成功を収めている. 図15 製塩プラントの蒸発缶(左)及び貯蔵タンク(右) 5)
腐食センターニュース No. 059 2012 年 2 月 12 4-3 公害防止機器 各種のスーパーオーステナイトステンレス鋼が石炭・重油焚き火力発電プラントの排煙脱硫装置の吸 収塔タンクや撹拌機にアロイC276 の代替材として使用されている.図 16 に排煙脱硫装置外観と図 17 に排煙脱硫環境における各種材料の耐食性を示す.重油焚きの場合は SUS836L(UNS No.S32053, NAS254N 相当品)が耐えるが,石炭焚きの場合は UNS No.N08354(NAS354N 相当材)の耐食性が必要 となる. 図16 排煙脱硫装置外観5) 図17 排煙脱硫装置内における各種材料の耐食性5) 4-4 海岸地域屋根 海岸地域では海より絶えず海塩粒子が飛来し,周辺構造物の表面に付着し濃縮を繰り返すため,孔食 やすきま腐食の発生が懸念される.また,夏場においては太陽光による温度の上昇により屋根材の表面 温度は40℃を越え,使用環境を著しく過酷なものにしている.図 18 に東京湾地域において海岸より 10m の位置に建設された施設の屋根にSUS836L が適用された事例を示す. 図18 海岸地域の建屋屋根5)
腐食センターニュース No. 059 2012 年 2 月 13 4-5 海洋鋼構造物 ジャケットやプラットホームなどの海洋鋼構造物は,多くが工場施工で製作され高い品質を持ち,現 地施工期間が短いなど他の材料による構造物と比較して多くの利点がある反面,鋼材の腐食対策が必要 となる.海洋環境における腐食形態は部位ごとにそれぞれ異なり,例えば,海上大気部から海底土中部 まで連続した無防食鋼管杭の腐食量は模式的に図 19 のようになることが知られている.このうち,干 満帯より1 m 下から飛沫帯にかけて非常に厳しい腐食環境である.また,干満帯は電気防食の効果が十 分に得られず,カキやフジツボなどの海生生物が付着し,SUS304 や SUS316 などの汎用ステンレス鋼 はすきま腐食が発生しやすい環境である.さらに,干満帯は流木等の浮遊物との接触があるため,防食 工法は環境から遮断する被覆工法が適用されている. 図19 鋼矢板の腐食速度と金属被覆の適用範囲 海洋環境で防食性能に優れた塗装として海洋厚膜エポキシ塗料系被覆や海洋エポキシガラスフレー ク塗装系被覆,超厚膜形エポキシ樹脂系被覆,超厚膜形ポリウレタン樹脂系被覆などがある.これら塗装 は比較的安価であり,被覆対象物の形状に依存せず用いることができる.この他,鋼管杭の防食材料と して,厚膜のポリエチレンやポリウレタンエラストマーが用いられている 7,8).しかし,これら有機系 材料は,浮遊物との接触により損傷する場合があり,メンテナンスに多大なコストを要することがあっ た.超長期の耐用年数を要求される東京湾横断道路橋脚には薄板チタンクラッド鋼を用いた金属被覆工 法が適用された9).この工法はメンテナンスコストが大幅に低減できるが,材料費と施工費が高価であ るため適用が限られていた. スーパーステンレス鋼はPRE=%Cr+3.3×(%Mo)+16×(%N)が 40 以上あるので海水中でも優れた耐 食性を持つ.また,スーパーステンレス鋼の被覆は,薄板チタンクラッド鋼被覆よりも安価であるとい う特徴がある.そのため,大井埠頭コンテナバースや博多港コンテナバースなどのジャケット構造物へ のスーパーステンレス鋼の適用事例が増えている.スーパーステンレス鋼を用いた被覆は,腐食の厳し い干満帯を中心に適用され,海中部や海底土中部は炭素鋼のままで電気防食法により防食する.従って, スーパーステンレス鋼を被覆した干満帯にも電流が流入する.スーパーステンレス鋼を部分的に被覆し た場合,ステンレス鋼と炭素鋼との異種金属接触腐食を防止する必要がある.この異種金属接触腐食の 防止にも電気防食法は有効である10).図20 にジャケット構造物へのスーパーステンレス鋼被覆の適用 例を示す.
腐食センターニュース No. 059 2012 年 2 月 14 スーパーステンレス鋼の被覆を適用した最も大規模な例として,羽田空港再拡張建設が挙げられる. この羽田空港再拡張建設には,海上空港での建設実績が多い埋立工法を基本として,多摩川河口域内に 建設される部分について船舶の航行安全とともに,河川流の通水性を確保するように,桟橋工法を用い る埋立/桟橋ハイブリッド方式が採用された.桟橋方式は地盤に深く打込まれた杭を鋼製のジャケット により固定するので埋立工法と異なり地盤沈下がなく,地震等に強い構造である.また,海洋に大型の 浮体を浮かべたメガフロート方式と異なり潮汐や風,波による動揺がない.さらに川の流れを妨げず, 水面を閉塞しないため酸素が海中に溶け込み易く,海生生物への影響も小さいと言われている11).桟橋 方式で重要となるのは,杭(レグ)の防食である.この問題に対して最も腐食が厳しい干満帯にスーパー ステンレス鋼であるSUS312L の被覆が適用されている.SUS312L の被覆は,新たに建設された D 滑 走路ジャケットのレグトップ部からA.P.-1.5m の範囲に適用されている.桟橋部レグの本数は 1201 本 であり,被覆総面積は69,000 m 2,ステンレス鋼の使用量は約250 トンである.厚さ 0.4mm の SUS312L が 抵 抗 溶 接 と プ ラ ズ マ ア ー ク 溶 接 を 用 い て 被 覆 さ れ て い る . ま た , レ グ ト ッ プ 部 分 に UNS No.N08354(NAS354N 相当品)が使用されている.この様子を図 21~23 に示す. 図20 海洋鋼構造物へのスーパーステンレス鋼被覆適用例 図21 羽田空港 D 滑走路 桟橋部12)
腐食センターニュース No. 059 2012 年 2 月 15 図22 羽田空港 D 滑走路 図 23 製作途中のレグトップ部分13) 連絡誘導路用ジャケット13) 4-6 船舶 水面の氷を割りながら進む砕氷船である新南極観測船「しらせ」にもスーパーステンレス鋼が使用さ れている14).砕氷船が氷海で砕氷航行している時には,海氷の摩擦に起因する抵抗は全抵抗の1/3 程度 にも達する.砕氷船の船首や喫水付近には数 MPa に及ぶ高い氷圧力が作用し,通常の船舶塗装では容 易に塗膜が剥離して腐食が進行し,表面粗度が増大する.氷や雪による摩擦が大きくなると航行性能を 悪化させることになる.そこで砕氷船には,耐摩耗性や強度に優れた二液形エポキシ樹脂塗料等の耐氷 塗料が使われてきたが,この塗料をもってしても長期的には部分的な剥離が起こり(図 24),補修を行っ ても表面粗度は次第に大きくなる傾向にあった. 図24 氷海航行後の耐氷塗装の部分剥離14) ステンレスクラッド鋼(図 25)は母材としての鋼板と合わせ材としてのステンレス鋼を接合した複合 鋼板であり,1970 年代から,ロシアやフィンランドでステンレスクラッド鋼を砕氷船のアイスベルト(船 首や喫水付近の氷海と接触し易い領域)に使用する検討が進められ,その製造技術も進歩してきた.1980 年代後半にフィンランドの砕氷船に本格的に採用され,適用箇所では基本的に塗装を必要とせず,今日 に至る20 年以上の間,平滑な表面を維持している. 新「しらせ」のアイスベルトには,新たに開発されたスーパーステンレス鋼の合わせ材と低温靭性 に優れた低温用高張力鋼の母材を組合わせたクラッド鋼が採用された.ステンレスクラッド鋼は初期コ ストが嵩むが,耐氷塗装が定期的な補修を必要とすることを考えると,ライフサイクルコストは割安に なることが期待できる. ステンレスクラッド鋼の合わせ材の厚さは,通常全体の 1/10 以下である.基本的には,合わせ材が強 度を受け持ち,合わせ材が防食を受け持つ.クラッド鋼の製造方法には数々あるが,とりわけ圧延クラ ッド鋼は母材と合わせ材を密着させて圧延し,優れた接合特性を有する. 図25 耐氷海塗料とステンレスクラッド鋼14)
腐食センターニュース No. 059 2012 年 2 月 16 ステンレスクラッド鋼は通常鋼板に比べて高価であり,その効果を無駄なく発揮するために,適切な 場所に適切な材質のクラッド鋼を配置する必要がある.砕氷船の船首や喫水付近の領域は海水による氷 荷重が最も強く作用し,アイスベルトとして特に強固に作られている.ステンレスクラッド鋼を適用す る場合も,浸水域全体ではなくアイスベルトが対象となる.特にアイスベルトの前半部に適用されるこ とが多い.クラッド鋼以外の鋼板を防食するために電気防食が併用され,常時浸水している部分のステ ンレスクラッド鋼も防食している.しかしながら,喫水付近は海水と大気の双方に曝され,電気防食も 十分に効かず,最も厳しい腐食環境にある.特に氷海域と高温海域の双方を航行する砕氷船では発錆し やすい.この部分には,スーパーステンレス鋼を合わせ材としたクラッド鋼を用いることが望ましい(図 26). 図26 ステンレスクラッド鋼の効果的な適用範囲14) わが国の南極観測船の第一の任務は物質輸送であり,航海期間も長いため,喫水の変化は2 m に及ぶ. 前述のように,喫水付近は一航海の間に極めて厳しい腐食環境にある.そこで図 27 に示すように,喫 水付近にはスーパーステンレス鋼である 25Cr-22Ni-4.5Mo-0.2N オーステナイトステンレス鋼 (商品 名JSL310Mo)15)を合わせ材としている. 室温では粘り強い材料が氷点下の低温になると急激に脆くなる現象を低温脆性といい,寒冷地で使用 する材料はこの低温脆性が起こりにくい材料が必要になる.そこで,ステンレスクラッド鋼は,優れた 耐食性を持つ合わせ材と低温脆性が起こりにくく強度の高い EH36 級の低温用高張力鋼の母材を組み 合わせている. 船首部の常時没水部には,合わせ材を SUS317L としたステンレスクラッド鋼が使用されている. 喫水下のその他の部分には,従来の耐氷塗料が塗装されている.また,氷片との干渉を考慮した特殊な 電極を配置する外部電源方式の電気防食システムを採用している.電気防食用の電極は高い氷圧力を受 ける船首部分を避けて設置されているが,ステンレスクラッド鋼と塗装した炭素鋼の異種金属から成る 船体全体が電気防食できるように電極配置が設計されている. 図27 新「しらせ」のステンレスクラッド鋼の適用範囲14)
腐食センターニュース No. 059 2012 年 2 月 17 引用文献 1) 根本力男:ステンレス鋼の基礎と上手な使い方,日本工業出版社,p.14,40(平成 21 年). 2) 遅沢浩一郎,根本力男,藤原最仁:鉄と鋼,68(1982),S607. 3) 遅沢浩一郎:日本冶金工業㈱技報,4(1995),p.53. 4) K.Lorenz&G.Medawar:Thyssen.Forschung,1(1969),p.97. 5) 日本冶金工業㈱技術資料. 6) 小林裕:日本材料学会腐食防食部門委員会,第 228 回例会資料,p.24-31(2002). 7) 湾鋼構造物 防食・補修マニュアル(2009 年版):(財)沿岸技術研究センター. 8) 阿部正美:港湾鋼構造物の防食技術の変遷,材料と環境,Vol.60,pp.3-8(2011). 9) 田所裕,本間宏二, 長谷泰治:チタンクラッド鋼による海洋構造物の防食技術,表面技術,Vol. 43,No.10, pp.901-906 (1992). 10)北川尚男, 轟原誠, 玉田明宏, 若菜弘之, 朝倉祝治,耐海水性ステンレス鋼を用いた海洋鋼構造物に 流入するカソード電流と犠牲陽極の重量減少量の推定:材料, Vol.59,No.2,pp.137-142 (2010). 11)石田雅己,佐藤弘隆,関口太郎,野口孝俊,鈴木紀慶:羽田空港再拡張事業―D 滑走路桟橋部の ジャケット式鋼構造物の防食―,防錆管理,Vol.51,No.11,pp.551-557(2007). 12) 羽田再拡張 D 滑走路建設工事共同企業体資料. 13) JFE エンジニアリング㈱資料. 14) 山内豊:ユニバーサル造船テクニカルレビューNo.4(2009 年 8 月). 15) 宇城工:材料と環境, Vol.41,No.5,pp.329-340 (1992).
第 9 回「腐食防食セミナー」公開相談会 Q&A のご案内
主催:(社) 腐食防食協会 関西支部 共催:(社) 腐食防食協会 腐食センター 下記の日程で 第9 回「腐食防食セミナー」公開相談会 Q&A を開催いたします。 多数のご参加をお待ちしております。 開 催 日:平成 24 年 3 月 14 日(水)13:00~17:00 会 場:三井化学㈱大阪工場 研修センター3階マルチホール 〒592-8501 大阪府高石市高砂 1-6 電話:072-268-3502(代表) FAX 072-268-0004(代表) 【交通アクセス】:http://jp.mitsuichem.com/corporate/map/map_osaka.htm 南海本線「羽衣駅」、阪和線「鳳駅」または羽衣線「東羽衣駅」からタクシー約15 分 三井化学㈱正門向かって右手横、本事務所前で下車 定 員:100 名(資料等の用意のため定員になりしだい締め切り) 参 加 費:資料代として 2,000 円/人(当日、徴収いたします) 締 切 日:平成 24 年 2 月 29 日 申 込 先:大阪大学大学院工学研究科マテリアル生産科学専攻 腐食防食協会関西支部 事務局宛(土谷博昭) 〒565-0871 吹田市山田丘 2-1 電話:06-6879-7470 FAX:06-6879-7471 ※腐食センターHP(http://www.corrosion-center.jp/)に詳細・参加申込書を 掲示しております。ご確認ください。腐食センターニュース No. 059 2012 年 2 月 18
オーステナイト系ステンレス鋼の加工による変質
高谷泰之、戸越健一郎、遅沢浩一郎
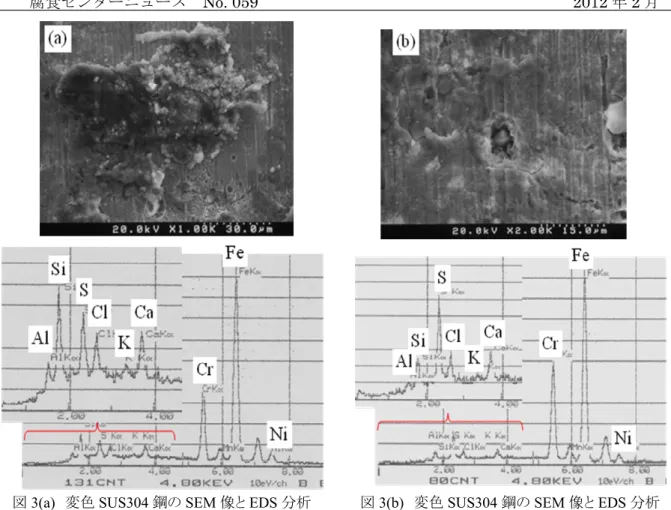
SUS304 鋼製パイプ(直径:Φ8mm、t:0.5)をΦ200mm 程度のリング形状に加工した部品におい て、屋外に設置した後、半年程度で赤さびが発生した。従来からSUS304 鋼は多く使用しており、半年 という短い期間での赤さび発生はなかった.さびの発生原因として半径100mm の曲げなどの加工によ る影響があると考えられる。そのメカニズムおよび対策方法(材質・処理など)について解説する。 1. さび発生部品の外観 ステンレス鋼の赤さびが発生し、外観では変色したよう に見られた。その変色した部材の分析を行った。赤さびが 発生した部材の外観を図1 に示す。また、部材表面の拡大 写真を(b)に示す。部品の全表面はまばらに腐食し、さび が付着していることが見られた。 なお、本部材の化学組成は JIS-SUS304 鋼相当品であ った。 2. 腐食表面の観察 2.1 表面付着物 EDS 分析 表面に付着している堆積物またはさびを採取し、粉末 状試料でエネルギー分散型 X 線マイクロアナライザ (EDS)分析を行った。その結果を図 2 に示す。EDS 図 形にはFe、Cr の部材構成成分の他に Al、Si、S、Cl、K、 Ca などの大気中の埃成分が検出された。 2.2 腐食表面の観察 部品を洗浄せずに、表面の走査型電子顕微鏡(SEM) 観察と付着物のEDS 分析を行った。そのうち特徴的な部 材表面のSEM 像を図 3 に示す。 図3(a)では表面に盛り上がった付着物が見られ、(b)では孔食が見られた。盛り上がりと孔内の付着物 をそれぞれ分析した。その結果、どちらにも粉末状試料で分析した結果(2.1)と同じ元素が検出された。 なかでも検出元素ではS 成分が多いことが特徴的であった。 また、試料表面には、曲げ加工時に生じたと思われる多数の加工きずが見られた。 図2 付着物の EDS 分析 図1 変色した SUS304 鋼製パイプ腐食センターニュース No. 059 2012 年 2 月
19
図3(a) 変色 SUS304 鋼の SEM 像と EDS 分析 図3(b) 変色 SUS304 鋼の SEM 像と EDS 分析
腐食センターニュース No. 059 2012 年 2 月 20 2.3 洗浄後の腐食表面の観察 さびおよび表面の堆積物を化学洗浄し、試料表面の腐食状況を SEM 観察した。それらの結果を図 4 に示す。試料表面にはいたるところに写真では白く見える溶解跡((a)と(c))が見られた。その一部 を拡大すると、浅い食孔(b)と虫がはったように浅い溝状の溶解跡(d)が観察された。これらの観察 から、ステンレス鋼の腐食は表面層付近において比較的浅く生じていることを示している。 2.4 試料断面の金属組織 さびの有無による試料表面を選定し、その断面の金属組織を観察した。金属組織の現出はシュウ酸電 解エッチングにより行った。それらの断面での金属組織を図 5 に示す。さびが発生していなかった箇所 の断面(a)は最表面層までオーステナイト組織が見られた。一方、さびが発生していた箇所(b)の断 面では、内部がオーステナイト組織であるのは図 5(a)と同じであるが、表層の約 20μm ほどでは黒く呈 色した。この表面層の黒色部(加工により生じたマルテンサイト組織)が耐食性の低下(さびの発生)を もたらしたと推定された。 3. 類似した腐食損傷事例 研磨加工後の発生した同様な腐食損傷事 例を図6 に示す。SUS304 鋼パイプを溶接し、 その後溶接焼けなどを除去するために電動 グラインダで研磨した。そのまま大気中で放 置していると、グラインダかけした箇所のみ に赤さびが発生した。 4. 耐食性劣化の原因(解説) 表面に赤さびが発生した事例には環境条 件の影響が大きいと考えられる。しかし、使 用していた部材が従来品と同じ環境条件と 仮定すると、加工の影響も疑う必要がある。その場合の原因としては、 ① 曲げ加工に鉄製の治具を使用して、鉄が表面付着していた。 ② 加工誘起変態によりマルテンサイト相が生成した。 ③ 加工後表面を研磨した。 などが考えられる。 図 5 試料表面付近の金属組織観察 (a) 表面が腐食していない断面、(b) 表面が腐食している断面 図 6 グラインダ研磨したSUS304 鋼表面に発生したさび
腐食センターニュース No. 059 2012 年 2 月 21 それらの対策として、①の場合は加工後の洗浄を十分に行う、②の場合は変態しにくい高 Ni の組成 の鋼種を選定するか(図7 1)、式(1))、加工時に品物を暖める、③の場合は研磨後不動態化処理を行う (図 8 2))。 Md30(℃)=551-462(C+N)-9.2Si-8.1Mn-13.7Cr -29(Ni+Cu)-18.5Mo-68Nb-1.42(ν-8.0) (1) ただし、Md30:0.3 の引張り真ひずみを与えた時、50%のマルテンサイト変態を生じる温度 ν:結晶粒度番号 元素記号はその元素のmass% 5. あとがき オーステナイト系ステンレス鋼で加工誘起変態によりマルテンサイト相に変化することは、X 線回折 法により確認できるが、試料が小さくかつ湾曲などしていると分析が困難な場合がある。こんな時2.4 項のように断面金属組織の観察によって確認できることを紹介した。 参考文献 1) ステンレス鋼便覧,第 3 版,ステンレス協会,p.115 (1995). 2) 柴田俊夫,竹山太郎,志谷建才:第 19 回腐食防食シンポジウム資料,p.23 (1978). 第 8 回腐食防食セミナー公開相談会 in 神戸(2011.2.18) 1 2 3 4 5 6 7 8 9 10 10 20 30 40 50 60 70 80 90 伸線加工率(%) 304(8.4%Ni) 304(9.9%Ni) 305(11.5%Ni) 316 図 7 磁性に及ぼす伸線加工の影響1) 0 0.2 0.4 0.6 0.8 1 1.2 -0.1 0 0.1 0.2 0.3 0.4 SUS316 SUS304 30%硝酸 10%硝酸 硝・フッ酸 湿式研摩 乾式研摩 10%硝酸 30%硝酸 硝・フッ酸 湿式研摩 乾式研磨 皮膜当たりのCr量(任意単位) 図 8 皮膜あたりのクロム量と孔食電位の関係2)
腐食センターニュース No. 059 2011 年 2 月 22
アルミニウムの腐食のおはなし その 5
古河スカイ㈱ 兒島洋一
1. はじめに おはなし その41)で促進腐食試験(腐食試験)に触れ,少なからぬ反響を賜った。腐食試験について, 論文などには取り上げられる機会が少ないながら,業界各位の関心の高いことが窺えた。腐食試験規格 に は , 日 本 工 業 規 格 (Japanese Industrial Standards:JIS),国際標準化機構( International Organization for Standardization:ISO),米国材料試験協会(American Society for Testing and Materials:ASTM)などの規格団体およびその他の学協会によるもの,さらに各製品の製造・使用会 社による独自規格がある。試験目的・対象に応じて,浸漬試験,交互浸漬試験,連続噴霧試験,サイク ル試験などの実施方式,試験液組成,温湿度条件などはさまざまである。上述の高い関心の背景にある, これら腐食試験の意義・必要性については本稿での繰り返しを避けるとして,連続噴霧試験およびサイ クル試験における腐食環境条件について考察することで,おはなしその5 を続けさせていただく。 2. 促進腐食試験環境 水溶液を相対湿度(relative humidity:RH)および温度が一定の雰囲気に保持すると,平衡濃度に 達するまで水(H2O)の吸収もしくは蒸発が起こる2)。この平衡濃度とは保持したRH 雰囲気と水溶液 とのH2O の活量が等しい濃度である。押川ら3)は この平衡濃度を熱力学的データを用いて計算した。 塩化ナトリウム(NaCl)および塩化マグネシウム (MgCl2)に関するRH と塩化物イオン(Cl-)濃 度との平衡関係3),さらにこれらに倣って計算した 塩化アルミニウム(AlCl3)に関する同関係を図 1 に示す。平衡Cl-濃度のこれら塩間の差は大きくな いが,海塩に含まれるMgCl2やアルミニウム(Al) 合金の食孔内に濃縮する AlCl3は溶解度が大きく, NaCl よりも低 RH まで乾燥しないことが分かる。 ただし AlCl3 水溶液に関する高濃度域の熱力学的 データが見当たらず,低濃度域のそれら4),5)の外 挿値を用いたため,RH90%以下では破線で示した。 実際に MgCl2および AlCl3水和物の粉末をRH35% に保持したところ,MgCl2は潮解しても AlCl3は潮 解せず,40%で AlCl3も潮解した。AlCl3の平衡関 係は図中の破線よりも MgCl2に近いことになる。 実験によって求めたNaCl 水溶液に関する RH と NaCl 濃度との 50℃における平衡関係6)を,図1 に示した計算による25℃における同関係3)とともに図2 に示す。これら関係の温度依存性は大きくな く,このことは海塩においても確認されている2)。図1 および図 2 に示した関係から,材料表面に塩が 付着したとき,その付着塩量と各RH 雰囲気下で塩が吸水してできる水膜の厚さとの関係も計算できる。 NaCl に関する同計算結果を図 3 に示す。図中の赤丸については後述する。腐食センターニュース No. 059 2011 年 2 月 23 JIS H 8502 に規格化されている腐食試験を表 1 に示す。表 1 中 C) 1)の「中性塩水噴霧サイクル試験 方法」では,【噴霧】35℃・5%NaCl 水溶液噴霧・2h→【乾燥】60℃・RH20~30%暴露・4h→【湿潤】 50℃・RH95%以上 暴露・2h,を繰り返す。この 保持条件の温度および RH に関するものを図 4(a)および(b)にそれぞれ示す。このときの試片 付着液の Cl-濃度および水膜厚さを図1~図 3 に 示した平衡関係を用いて求め,図 4(c)および(d) にそれぞれ示す。ただしここでは,保持条件移行 時はすみやかに平衡に達する,平衡関係の温度依 存性は無視できる,および噴霧中の水膜厚さの定 常値は 100μm7)(100g/m2)とした。5%NaCl 噴霧液100 g/m2は,NaCl 付着量 5g/m2に相 当する。図3 中の赤丸はこの NaCl 付着量に対す る各RH における水膜厚さを示し,図 4(d)にはこ れらの値を用いた。この試験における試片表面の 付着液の状態などは次のとおりである。 【噴霧】5%NaCl 噴霧液が付着し,水膜は 100μ m の定常値となる。→【乾燥】NaCl 溶液が濃縮 し,RH76%以下で NaCl 結晶が析出して乾燥す る。→【湿潤】RH76%以上で NaCl が吸水し,RH
上昇とともにNaCl 濃度が低下し,RH95%で平衡濃度 8.8%(1.64mol/kg-H2O),水膜厚さ 57μm と
なる。
1%Mn,1%Mn-1%Cu または 1%Mn-2%Zn を添加した各 Al 合金に関する孔食電位(EPIT)のNaCl 濃度依存性を図5 に示す。Cu または Zn の添加は,EPITをそれぞれ貴化または卑化させる。自動車熱 交換器などで多用される犠牲防食では,このような合金間のEPITの差を利用する8)。すなわち,被防食
合金の表面または近傍にEPITのより卑な犠牲合金を配することで,被防食合金における孔食の発生・成
長を抑制する。図4(c)の Cl-濃度変化に対応したこれら合金のEPIT変化を図4(e)に示す。各合金とも
腐食センターニュース No. 059 2011 年 2 月 24 となる。サイクルを通して合金間の序列は入れ替わら ず,差の変化も大きくない。ただし,孔食の発生・成 長には,表面の付着塩分布の不均一 9),10),孔食の成 長による腐食生成物の堆積および表面形状変化も影 響を与えるが,ここでは考慮されていない。余談にな るが,試験後の試片がRH40%以上の大気中に保持さ れた場合,試片表面が完全に乾燥していても,食孔内 では濃縮した AlCl3により高 Cl-濃度溶液環境が維持 され(図1,図 4(c)),自己触媒的 11)に孔食が成長し うることになる。実際に,表面に乾燥した塩の付着し た試験後試片の食孔を光学顕微鏡で観察したところ, 食孔底部がゴソゴソと動き続けていたというお話 12) を伺った。水素(H2)ガスの発生である。 3. 水膜下腐食 腐食速度の水膜厚さ依存性のTomashov モデル 13)を図6(a)に示す。腐食速度は乾燥状態から水膜厚 さとともに増加して1μm で極大値をとったのち,酸素(O2)の水膜を拡散しての供給が律速となって減 少に転じ,1mm 以上で浸漬状態に相当した一定値となるものである。鉄(Fe)または炭素鋼,および Al 合金の腐食速度の各種実測値を水膜厚さ依存性としてまとめて整理したものを,溶存 O2還元の限界電 流密度の同依存性とともに図 6(b)に示す。静止溶液の拡散層厚さが 500μm であることから,水膜厚 さ500μm 以上については浸漬状態の各値を示した。図 6(a)と図 6(b)との横軸スケールを合わせたた め,図6(a)の横軸は原図13)と多少異なっている。
腐食センターニュース No. 059 2011 年 2 月 25 溶存O2拡散限界電流密度は,フィックの第一法則に基づいた計算値14)を示した。このときの拡散層 厚さは,水膜厚さ500μm 以上については 500μm,これより薄い場合は水膜厚さとした。このため, 500μm 以下では水膜厚さの逆数に比例して電流密度が増大している。水膜厚さの薄い領域について, Nishikata ら15)は律速段階が水膜中拡散から気相/水膜界面での O 2の溶解にかわり,溶液の塩濃度に 応じた1mA/cm2前後の一定値になると報告している。 炭素鋼の海水中定常腐食速度は1mm/y 程度 16)で,溶存 O 2拡散限界電流密度に相当することはよ く知られている。ISO 9227「塩水噴霧試験」17)では,中性塩水噴霧試験に関して,試験機の腐食性の 確認・調整用に鋼板腐食照合試験片が定められ,その腐食速度が70±20g/m2/48h と規程されている。 これを水膜厚さ 100μm7)に対してプロットした。この腐食速度は国際ラウンドロビンテストに基づい て決定された実験値18)であるが,図中の溶存 O 2の100μm 水膜中拡散限界電流密度に相当している。 炭素鋼が溶存 O2還元のカソード律速のもと均一腐食することを反映しており,1~2mL/h/80cm2と 規定されている塩水噴霧量をさらに増加することは腐食の加速に繋がらないという事実とも整合する。 篠原ら19),20)の測定した炭素鋼あるいはQCM に蒸着した Fe の腐食速度は水膜厚さ 56μm で極大値と なっている。Nishikata ら15),山本ら21)およびNagano ら22)の各測定でも極大値の得られる水膜厚さ は10~100μm であり,Tomashov モデルの 1μm よりかなり厚い。 1100 に関する各地での天然海水中浸漬試験結果23)~26)に基づいて,Al 合金に関する浸漬状態の腐食 速度を~10g/m2/y として示した。また,塩水噴霧試験およびサイクル試験の腐食速度27)を2 章で述 べた水膜厚さ57~100μm に対してプロットした。大城戸ら28)はQCM に蒸着した Al について,初期 の腐食速度と水膜厚さとの関係を調べた。これらを繋げ,図 6 中の他のデータと合わせて概観すると, Al に関する腐食試験の環境条件が見えてくる。海水中浸漬状態および腐食試験ではいずれもカソード律 速で孔食が進行したと考えられるが,鉄鋼材料と異なり,腐食速度は溶存 O2還元の限界電流密度に及 ぶことがない。中性環境のAl 合金表面ではカソード反応が不活発なことによる。表 1 中 b) 3)の「キャ ス試験方法」では,試験液に銅イオン(Cu2+)を添加することでAl 合金表面に金属銅(Cu)を置換析出さ せる。こうした析出 Cu が溶存 O2の還元律速を緩和して腐食を促進できるのは,上述のような腐食速 度と限界電流密度との大小関係があるからである。このb) 3) および b) 2)「酢酸酸性塩水噴霧試験方 法」では,試験液に酸化剤となる水素イオン(H+)の供給種として酢酸(CH3COOH)を添加することでも カソード反応を活発にして腐食を促進していることは既報14),29),30)で述べた。
腐食センターニュース No. 059 2011 年 2 月 26 4. おわりに 連続噴霧試験,サイクル試験などにおける腐食環境条件は,水膜下腐食という点で大気腐食に類似す る。大気腐食も浸漬腐食と同じ電気化学反応であり,金属のイオン化であるアノード反応と,溶存 O2 あるいは H+の還元を主とするカソード反応とを内容とする。自然大気雰囲気に置かれた金属は,表面 の電解質の状態,組成,量などが気象条件の影響を受ける。こうした変動の大きい電解質環境下で進行 する大気腐食現象は浸漬腐食に比べ複雑になる。一方腐食試験では,試験条件が厳密に規格化されてお り,試験機内の人工的に制御された環境で実施される。このため,再現性に優れるのみならず,表面に 形成される電解質の物理化学的定量化および現象の電気化学的取り扱いが比較的容易となる。本稿が Al 合金に関する腐食試験の環境条件のご理解のお役に立つことを願いつつ,本年も大方のご批判を切に 請う次第である。 参考文献 1) 兒島洋一:Furukawa-Sky Review, 4(2009),47. 2) 武藤 泉,杉本克久:材料と環境, 47 (1998),519. 3) 押川 渡,篠原 正,元田慎一 : 材料と環境, 52 (2003),293. 4) 電気化学会編 : 電気化学便覧第 5 版,丸善,(2000),99. 5) 日本化学会編:化学便覧基礎編改訂 2 版,丸善,(1975),1196. 6) 大谷良行,兒島洋一:材料と環境 2008 講演集,(2008),371. 7) 喜多勇人,木本雅也,工藤赳夫:材料と環境,56(2005),414. 8) 池田 洋:住友軽金属技報,41(2000),134.
9) 植木光彦,熊田将隆:HONDA R&D Technical Review, 11(1999),159. 10) 多田清志,小堀一博,植木光彦:軽金属,52(2002),269.
11) 兒島洋一:Furukawa-Sky Review, 2(2007),54. 12) 原 信義:社内講演会
13) N. D. Tomashov:Corrosion,20(1964),76. 14) 兒島洋一:Furukawa-Sky Review, 3(2008),73.
15) A. Nishikata, Y. Ichihara, Y. Hayashi and T. Tsuru:J.Electrochem.Soc.,144(1977),1244. 16) 腐食防食協会編:材料環境学入門,丸善,(1993),273.
17) ISO 9227:2006 Corrosion tests in artificial atmospheres – Salt spray tests. 18) 神戸徳蔵,須賀 蓊:表面技術,58(2007),526.
19) 篠原 正:ふぇらむ,11(2006),215.
20) 細谷雄司,篠原 正,押川 渡,元田慎一:材料と環境,54(2005),391. 21) 山本正弘,片山英樹,小玉俊明:日本金属学会誌,65(2001),465.
22) H.Nagano,T. Doi and M Yamashita:Materials Science Forum, 289-292(1998),127. 23) 花崎昌幸,吉田幸一,佐藤 健:軽金属学会第 68 回春期大会講演概要,(1985),79. 24) 日本アルミニウム協会編:アルミニウムハンドブック第 7 版,(2007),72.
25) H. P. Godard : The Corrosion of Light Metals, John Wiley & Sons, Inc., (1967),130-139. 26) C. R. Southwell, J. D. Bultman and A. L. Alexander : Materials Performance, 7(1976),16. 27) 軽金属学会技術部会腐食防食分科会:軽金属学会第 82 回春期大会講演概要,(1992),251. 28) 大城戸忍,石川雄一:材料と環境,47(1998),476.
29) 兒島洋一,大谷良行:軽金属学会第 111 回秋期大会講演概要,(2006),279. 30) 兒島洋一,大谷良行:第 53 回材料と環境討論会講演集,(2006),375.
腐食センターニュース No. 059 2012 年 2 月 27
原子力発電所「高経年化対策強化基盤整備事業」へのセンターの取り組み概要
(
SCCJ プロジェクト - その1)
腐食センター 服部成雄
1.はじめに 昨年、2011 年 3 月 11 日の東日本大震災に起因する原子力発電所の事故により、我が国 の原子力行政、エネルギー政策は未だ模索状態にあるが、何らかの変化がもたらされるこ とは確かであろう。従って本報告での調査はこの大事故以前に実施されたもので、その位 置づけや用途に不明なところがある。しかし、これまで国内外で蓄積された原子力発電プ ラントの運転経験、構造材料の学術的研究の成果は、現在運転停止中の多くのプラントが 再稼動する場合に備え、あるいは原子力以外のプラントの保全への参考としても価値を失 うことはないと考えられる。本稿はこのような立場で、調査の成果を概説するものである。 国内の原子力発電所は運転開始から 40 年前後となるものが増加する時期に至っており、 今後いかに運転期間を安全に延長して行けるかが、重要な課題となってきた。そこで、原 子力安全・保安院は「高経年化対策強化基盤整備事業」を立ち上げ、高経年化に伴う問題 点と対応を多角的に検討し、整備することとなった。この事業は全国の原子力関連研究機 関を地域ごとのクラスターに分けて実施・展開されている。その内、茨城クラスターのメ ンバーである日本原子力研究開発機構(JAEA)が分担している「応力腐食割れ(SCC)評 価手法の高度化に関する調査研究」の一環として、「SCC 評価手法の現状と課題に関する整 理」の一部を当センターが請け負い、「SCCJ」と呼称して平成 19~22 年の 4 年間実施した。 本報告では、その経緯及び主要な成果について、本稿以降の連載として紹介する。 センターのプロジェクト・チームは運営委員会の辻川副委員長をリーダーとし、吉井、根本、 工藤、服部の各運営委員で構成して実施した。なお、委託元であるJAEA 側とも連携を密 にして実施した。調査結果の詳細は近々、JAEA より“JAEA- Review 2012-007「軽水炉 の応力腐食割れ(SCC)事象とその評価手法-炉内構造物・配管の高経年化事象予測に向けた SCC 評価手法 技術資料集」”として公表刊行される予定なので、ここではあくまでも、そ の内容の概略紹介にとどめ、引用もとは全て上記 Review 報告書とする。 2.取り組み方針 一言で「原子力発電所での SCC」と言っても、その全貌を把握するには体系的に分類・ 整理する必要がある。そこで調査対象とする原子炉タイプを、日本での実用軽水炉である 沸騰水型炉(BWR:Boiling water reactor)と加圧水型炉(PWR:Pressurized water reactor)、 に限定した。Fig.1-1 及び Fig.1-2 は、それぞれ BWR 及び PWR の主要なシステムを示す。 BWR は原子炉炉心部で冷却水を加熱し、直接高温高圧の水蒸気を発生させて、タービン発電機 (SG する。 接す さらに 因や試 炉心支 系ステ 放射線 発・適 却水は 素生成 腐食センタ に供給する G:Steam g 。またこれ る一次系主要 に実機のSC 試験・評価技 支持構造物に テンレス鋼 線の影響も考 適用されてい は基本的に高 成抑制のため ターニュース 。これに対 generator) らの内でも、 要機器とした CC 発生部位 技術が多岐に に使われ、基 とニッケル基 考慮し、Tab いる改良水質 高純度水であ めに水素が、 ス No. 059 して PWR での熱交換 、調査対象系 た。 Fig. 1-1 Fig. 位や、研究で にわたる。そ 基本的にSC 基合金それぞ ble 1-1 に示 質条件も含め あるが、PW また核反応 9 28 は冷却水を によって蒸気 系統・機器は BWR の主要 1-2 PWR でのラボ試験条 そこで材料面 C ポテンシ ぞれの母材と す各炉型での めて検討した WR では水の放 応を制御する を原子炉で高 気を発生させ は安全上重要 要系統構成 の主要系統 条件における 面での調査対 ャルがあると と溶接金属と の標準的な水 た。BWR 、 放射線分解 ホウ酸とそれ 2 高温高圧水と せて、タービ 要な、放射能 統 る、材料、水 対象を、圧力 と考えられる とした。環境 水質条件なら PWR のいず (ラディオリ れによるpH 2012 年 2 月 とし、蒸気発 ビン発電機に 能を含む冷却 水質環境、力 力バウンダリ るオーステナ 境要因は、隙 らびに、種々 ずれでも一次 リシス)によ H の低下を弱 発生器 に供給 却水に 力学要 リーや ナイト 隙間や 々に開 次系冷 よる酸 弱アル
腐食センターニュース No. 059 2012 年 2 月 29 カリ側で調整するために水酸化リチウムがそれぞれ微量添加されている。また力学要因と しては、内圧・自重等による静的応力、運転サイクル等に伴う繰り返し負荷、溶接残留応 力、加工残留応力、切り欠き・き裂先端での応力集中・応力拡大係数(K 値)などに着目 することとした。 Table 1-1 BWR と PWR の一般的な水質条件 実機冷却水* BWR •高純度水: 288℃、~8MPa •pH: 5.6 - 8.6(at 25℃) •DO: 200ppb [HWC では数十 ppb 以下] •DH: 20ppb [HWC では約 50ppb] •導電率: ≤ 0.1μS/cm PWR 一次 • ≤ 340℃、~17MPa •pH: 4.2 - 10.5(at 25℃) B(50 - 1100ppm)、Li(0.2 - 2.2ppm) [連動的に濃度制御] •DO: ≤ 5ppb •DH: 2 - 3ppm •導電率: 1 - 40μS/cm (at 25℃) 二次 •低 DO 還元水質 (AVT 水質: NH4OH, N2H4処理) • ≤ 290℃、~7.5MPa •pH: 8.8 - 9.3(at 25℃) •DO: ≤ 5ppb •導電率: 2 -6μS/cm
*
DO:溶存酸素(Dissolved oxygen) DH:溶存水素(Dissolved hydrogen) 調査の進め方として、検討資料は次に示すが、まず SCC 対策に腐心している電力会社の 取り組みの現状や課題を聴取することから始めた。BWR、PWR を保有する電力会社いく つかを訪問し、各社でこれまで経験したSCC 事例や海外情報を参考とした予防保全の考え 方などについて説明を受け、また今後の研究開発に関する要望事項も聴取した。 調査に用いた文献、資料は次のとおりである。 初年度は期半ばからの着手という時間的制約もあり、電力会社からの提供資料、及び「材 料と環境」講演予稿集から、主としてSCC 発生・進展評価技術に関連するものを選んで用 いた。 第二年度からは、 ・ 1983~2009 年の軽水炉材料環境劣化国際シンポジウム論文集(Proceedings of the International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactor)・ フランスで開催の通称「Fontevraud 国際会議」:PWR 材料シンポジウム(Contribution of Materials Investigation to the Resolution of Problems Encountered in Pressurized Water Reactor [後に改称])
腐食センターニュース No. 059 2012 年 2 月 30 ・ Corrosion NACE 講演概要集 のそれぞれから、調査対象事項に関連する文献を合計で約 500 件選んで検討した。これら 以外でも、必要に応じて国内外学協会誌やインターネット等での公開資料を調査に加えた。 3.調査検討事項 (1) SCC 発生・進展評価技術 (2) 実機 SCC 事例 (3) SCC 発生・進展要因とメカニズム (4) 研究室データ・知見と実機事象との相関性 (5) 調査結果の総合評価と今後の課題 本稿では(1)及び(2)の要点について、SCCJ メンバーからのコメントも得て以下に 述べる。次回以降は、根本、工藤、吉井の各委員に執筆への分担・協力をお願いすること とする。なお、JAEA への最終報告書では、初学者へのガイドとして、辻川副委員長執筆 のSCC の基礎的解説を含めたが、ここでは割愛して別途、センター・ニュース記事の案と して検討していただきたい。 4.調査結果の要点 (1)SCC 発生・進展評価技術 SCC 発生評価法としては、Table 1-2 に例を示すように定荷重型、定ひずみ型、低ひず み速度型などがあり、いずれも負荷条件、環境条件によって加速評価することが多い。 定ひずみ型、低ひずみ速度型が材料間のSCC 感受性の相対的な比較評価に適しているの に対して、定荷重型は材料比較とともに、SCC の負荷応力依存性や環境水質の影響など を破断時間という寿命値で評価することができる。ただし、PWR の SG 伝熱管のような 薄肉チューブ材では定荷重型試験片の作製が困難なため、定ひずみ型である Reversed U-bend(逆 U 字曲げ)試験が寿命評価にも用いられている。 SCC 進展速度評価法としては、Table 1-2 および Fig. 1-3 に示すような手法があり、き 裂進展にともなって応力拡大係数 K 値が増大するもの、減小するもの、き裂深さによら ず一定のものなど、種々なタイプの試験法がある。その中でもコンパクト・テンション (CT)試験は比較的簡便なことから最も広く用いられている。しかし、素材形状によっ て試験片サイズが多様(1/2CT、1/4CT、ラウンド CT など)であり、試験条件やき裂深 さのモニター/測定法が標準化されておらず、現在、本協会の原子力小委員会でその標 準化、JIS 化の検討が進められている。さらに、CT 試験は通常 K 値増大型であり、必ず しも実機でのSCC 挙動を適正に反映していないことが多い。例えば、実機での SCC 進 展の応力要因は溶接残留応力など定ひずみ状態であることが多く、こういう場合は K 値 一定または減小型と考えられる。従って、CT 試験によって過酷側のデータを得て進展評 価線図を作成するのも安全側評価手法の一つといえるが、実際的な実機評価においてはK 値一定や減小型の試験データと併せて評価することが重要である。こういった評価手法 の組み合わせの中で、材料や水質の改良効果を把握し、維持規格などに反映させていく
腐食センターニュース No. 059 2012 年 2 月
31
ことが望まれる。なお、実機のSCC は多くの試験で扱われている貫通き裂でなく、通常 は表面き裂として発生・進展するので、重要なデータに対してはFig. 1-3(e)の Lee James 式の試験で検証することも重要と考えられる。 Table1-2 SCC の発生、進展評価試験方法 分類 試験手法 特徴 定荷重試験 単軸定荷重引張り試験 本来SCC 発生挙動評価用として実施 されているが、試験後のき裂深さを試 験時間で除した値で、進展速度の簡易 比較をしている場合がある。 定変位試験 Uベンド・ダブルUベンド・ 逆U ベンド試験 隙間付き定ひずみ曲げ (CBB)試験 3 点/4 点曲げ試験、C-リン グ試験 低ひずみ速度
試験 Slow strain rate test(SSRT)試験
破壊力学的試 験 コンパクト・テンション (CT)試験 CT 試験は実機での SCC との機構的な 同一性に疑問があるが、最も広く用い られているSCC 進展評価法である。 照射材を扱う場合など試験条件の制 限からサブサイズや円盤状の小型試 験片を用いることもある。負荷方法に よってK 値の変化モードを変えること ができる。 サブサイズドCT 試験 ラウンドCT 試験 ウェッジ・オープニング・ ロード (WOL)試験 基本はCT に類似するが、外部負荷で はなく、試験片開口部を楔やボルトで 広げることで一定変位を付与するの で簡便である。通常き裂進展とともに K 値は低下していく。 ダブル・カンチレバー・ビ ーム (DCB)試験 WOL に類似するが、荷重点とき裂部 の距離を長くとることで、き裂進展に よるK 値の低下を軽減している。 K 値一定型 Contoured DCB (CDCB)試験 試験片形状を特殊なものとすること により、き裂進展によるK 値の低下を DCB 試験より更に小さくしている。 リー・ジェイムス式試験 他の破壊力学的試験がいずれも貫通 き裂を扱っているのに対して、ウェブ 部からの予き裂を試験対象部まで進 展させた後、ウェブを除去することで 表面き裂の進展挙動を評価する。この 点で、実構造物でのSCC に近いき裂 の観測ができるという側面がある。 センター・クラック引張り (CCT)試験 板状試験片のゲージ部中央に軸に直 行する疲労予き裂を設け、そこからの SCC 発生・進展を測定する。最も簡便 な破壊力学的試験と言える。 実機模擬試験 実パイプ試験 実機使用と同種の短尺パイプを溶接 で多数繋ぎ合わせたスプール内に炉 水模擬の高温水を流し、軸方向引張り 荷重を付与してSCC を発生・進展さ せる。試験期間中に、電位差計法やUT 等でのSCC 挙動の測定が可能。 モック・アップ試験 上記と同様な考え方で、対象機器、部 位の実寸または縮小モック・アップ試 験体を製作し、炉水模擬環境でのSCC 挙動をモニター・測定する。
(a) (c) D (e-1) W 腐食センタ ) CT 試験(形 CCB 試験 Lee James Web ターニュース 形状、寸法多様 式試験 Fig. 1-ス No. 059 様) -3 各種き裂 9 32 (b) (d (e 裂進展試験で ) WOL 試験 d) DCB 試験 e-2) ウェブか での試験片形 2 験(ボルト方式 験 から予き裂導 形状 ボルト穴 2012 年 2 月 式) 入後ウェブを を除去
腐食センターニュース No. 059 2012 年 2 月 33 (2)実機SCC 事例 本稿以降の連載では多種の材料を扱うので、ここで Table1-3 にそれらの規格組成を まとめて示しておく。 Table 1-3 国内の軽水炉で用いられているステンレス鋼及びニッケル基合金 (a) ステンレス鋼 規格(mass%) C Si Mn P S Ni Cr Mo Fe Others SUS304 ≤0.08 ≤1.0 ≤2.0 ≤0.045 ≤0.030 8.0-10.5 18.0-20.0 - bal. SUS304L ≤0.03 ≤1.0 ≤2.0 ≤0.045 ≤0.030 9.0-13.0 18.0-20.0 - bal. SUS316 ≤0.08 ≤1.0 ≤2.0 ≤0.045 ≤0.030 10.0-14.0 16.0-18.0 2.0-3.0 bal. SUS316L ≤0.03 ≤1.0 ≤2.0 ≤0.045 ≤0.030 12.0-15.0 16.0-18.0 2.0-3.0 bal. SUS316(NG) ≤0.020 ≤1.0 ≤2.0 ≤0.040 ≤0.030 10.0-14.0 16.0-18.0 2.0-3.0 bal. N≤0.12 C+N ≤0.13 (NG): Nuclear Grade (工事認可上は「SUS316」と表記)
(b) ニッケル基合金 規格 (mass%) C Si Mn P S Ni Cr Fe Cu Nb (+Ta) Ti Others Alloy 600 (NCF600) ≤0.15 ≤0.50 ≤1.00 ≤0.03 ≤0.015 bal. 14.0-17.0 6.0-10.0 ≤0.50 - - Alloy 600M(1) (A社仕様) ≤0.15 ≤0.50 ≤1.00 ≤0.03 ≤0.015 bal. 14.0-17.0 6.0-10.0 ≤0.50 2.0-3.0 ≤0.50 N-bar* ≥ 12 Alloy 600M(2) (B社仕様) ≤0.15 ≤0.50 ≤1.00 ≤0.03 ≤0.015 bal. 14.0-17.0 6.0-10.0 ≤0.50 1.0-2.0 ≤0.15 Alloy 182 DNiCrFe-3 ENiCr-3 ≤0.10 ≤1.00 5.0-9.5 ≤0.03 ≤0.015 bal. 13.0-17.0 ≤10.0 ≤0.50 1.0-2.5 - Alloy 82 DNiCrFe-3 ERNiCr-3 ≤0.10 ≤0.50 2.5-3.5 ≤0.03 ≤0.015 bal. 18.0-22.0 ≤3.0 ≤0.50 2.0-3.0 ≤0.75 Alloy 690 (NCF690) ≤0.05 ≤0.50 ≤1.00 ≤0.03 ≤0.015 bal. 27.0-31.0 7.0-11.0 ≤0.50 - - Alloy 152 (ENiCrFe-7) ≤0.05 ≤0.75 ≤5.0 ≤0.03 ≤0.015 bal. 28.0-31.5 7.0-12.0 ≤0.50 1.0-2.5 - Alloy 52 ERNiCrFe-7 ≤0.04 ≤0.50 ≤1.0 ≤0.02 ≤0.015 bal. 28.0-31.5 7.0-11.0 ≤0.30 ≤0.1 - Al+Ti ≤1.5 * N-bar: 安定化パラメータ≡ 0.13{2・mass%Nb+mass%Ti)/mass%C }
Alloy 600M (1)/600M (2): BWR で Alloy 600 の改良材として使用。共金溶接材料としては Alloy 82/182