東北大学大学院生(Graduate Student, Tohoku University)
SPS 法による FeCo 系金属ガラス粉末の固化成形
山 田 類
1,
吉 年 規 治
1,
川 崎 亮
1渡 辺 龍 三
21東北大学大学院工学研究科
2東北職業能力開発大学校附属青森職業能力開発短期大学校
J. Japan Inst. Metals, Vol. 73, No. 4 (2009), pp. 299305 2009 The Japan Institute of Metals
Consolidation of FeCo Based Metallic Glassy Powder by SPS Method Rui Yamada1,, Noriharu Yodoshi1,, Akira Kawasaki1and Ryuzo Watanabe2
1Graduate School of Engineering, Tohoku University, Sendai 9808579 2Tohoku Polytechnic College, Polytechnic College Aomori, Gshogawara 0370002
Metallic glasses have been reported to exhibit excellent properties such as high strength, high corrosion resistance, high wear resistance, resulting from their random structure. In addition, metallic glasses usually exhibit a drastic reduction in viscosity in the supercooled liquid region. Therefore, metallic glasses have excellent workability in this temperature range and it has already been reported that large size of bulk metallic glasses are successfully fabricated in several Zr, Pdbased metallic glasses.
In recent years, Febased metallic glasses have been intensively studied because of their excellent mechanical performance, excellent magnetic properties and rich resources. However, due to their poor glass forming ability, the size of bulk metallic glass-es is limited using a copper mold casting technique.
In the present study, [(Fe0.5Co0.5)0.75Si0.05B0.2]96Nb4bulk metallic glasses are fabricated by spark plasma sintering (SPS) of
amorphous powders which have been prepared by a gas atomization. To find optimum conditions in the SPS process, TimeTem-peratureTransformation diagram (TTT diagram) is also constructed by isothermal differential scanning calorimetry. After con-solidation of metallic glassy powders, mechanical properties of consolidated glassy specimens are measured by compressive tests. As a result, the TTT diagram can be constructed and maximum incubation time can be predicted at any holding temperature. Using SPS method, large size and nearly 100 relative dense glassy compacts are obtained with a loading pressure of 75 MPa and 400 MPa, comprising full amorphous in the case within incubation time. Compressive tests indicate that mechanical proper-ties of consolidated specimens are still low, and one of the reasons may be the formation of approximately 50 nanometer crystal-line phases between each particle observed by Transmission Electron Microscope (TEM).
(Received November 14, 2008; Accepted January 19, 2009)
Keywords: consolidation, bulk metallic glass, metallic glassy powders, spark plasma sintering, densification
1. 緒 言 Fe系金属ガラス非晶質合金の研究は,Fe80P12.5C7.5の発 見以来,工業用材料への応用研究が国内外で勢力的に行われ ている1).Fe 系金属ガラスの特長としては優れた機械特性 に加え,原料が豊富に存在することなどが挙げられる2).そ のため,種々の金属ガラス合金が開発される中で,唯一 Fe 系金属ガラスが一般的な構造部材としての要求を満たす材料 であると考えられる.しかし,Fe 系金属ガラスは,結晶化 に対する抵抗力やガラス形成能という点では他の Zr 系金属 ガラス3,4)や Pd 系金属ガラス5)などと比べて低く,とりわけ Fe 系バルク金属ガラスを作製するには十分な冷却速度(103 K/s~)を必要とし,従来の銅鋳型鋳造法ではおおよそ数 mm 程度にとどまっている6,7).Fe 系バルク金属ガラスが構 造部材として用いられるためには,さらに大きな寸法の Fe 系バルク金属ガラスを作製できるプロセスが要望されている. 一方で,金属ガラス粉末はアトマイズ法により比較的効率 よく製造できるため,バルク金属ガラスの大寸法化,複雑形 状化のためのプロセスとして粉末冶金法が現在大いに期待さ れている8).金属ガラス粉末の固化成形にはホットプレス (HP)や放電プラズマ焼結法(SPS 法)が主に利用されてい る.特に SPS 法は低温で短時間に固化成形ができ,表面に 形成される金属酸化膜の形成防止や除去の可能性が示されて おり,金属ガラス粉末の固化成形に適していると考えられて いる9,10).また,Ni 系金属ガラスでは SPS 法により相対密 度がほぼ 100の固化成形体が作製でき,その圧縮破壊強度 が鋳造により作製した試料とほぼ同程度の値をとることも報 告されている9). そこで本研究ではガスアトマイズ法により,現在報告され ている Fe 系金属ガラスの中でも,高強度で高いガラス形成 能を示すことが報告されている[(Fe0.5Co0.5)0.75Si0.05B0.2]96 Nb4金属ガラス6,7,11)の粉末を作製し,SPS 法を用いて固化 成形を試みた.その際にまず Fe 系金属ガラスの TTT 曲線 を作成し,そこから固化成形時の最大加工時間を算出した. これより見積もられる時間内に固化成形を行うことにより,
Fig. 1 SEM image of [(Fe0.5Co0.5)0.75Si0.05B0.2]96Nb4metallic
glassy powder.
Fig. 2 XRD pattern of [(Fe0.5Co0.5)0.75Si0.05B0.2]96Nb4metallic
glassy powder.
Fig. 3 DSC curve of [(Fe0.5Co0.5)0.75Si0.05B0.2]96Nb4 metallic
glassy powder. ガラス相を維持した固化成形体を得ることを目的とした.ま た,作成した TTT 曲線と照らし合わせて SPS 法による固 化成形における温度保持条件を検討した.得られた固化成形 体の機械的特性を評価するために室温で圧縮試験を行い,固 化成形体の圧縮強度を測定した. 2. 実 験 方 法 本研究では,純 Fe(純度99.99,Lumps),純 Co(純 度99.9,Lumps),純 Si(純度99.999,Grains 25 mm),純 B(純度99.5,Grains 37 mm),純 Nb(純度 99.9,Grains 25 mm)の元素を,組成が[(Fe0.5Co0.5)0.75 Si0.05B0.2]96Nb4となるように秤量し,Ar ガス雰囲気下で高 周波溶解することにより母合金を作製した.その後作製した 母合金を破砕し,ガスアトマイズ法を用いて粉末を作製し た.ガスアトマイズ法の噴射ガスには Ar ガスを,ノズルは 直径 3 mm のものを用い,9.8 MPa のガス噴射圧の下で粉 末を作製した.さらに,得られた粉末をふるいを用いて 125 mm 以下に分級した.作製した粉末の構造解析,および組織 観 察 に は そ れ ぞ れ X 線 構 造 解 析 法 , 走 査 型 電 子 顕 微 鏡 (SEM)を用いた.また,作製した粉末の熱的安定性を調べ るために,高温示差走査熱量計(DSC)を用いて示差走査熱 量測定を行った.DSC 測定条件は,約 50 ml/min の高純度 Ar ガス流中で昇温速度 40 K/min とした.ガスアトマイズ 法により作製した金属ガラス粉末を,放電プラズマ焼結装置 (SPS)を用いて固化成形した.SPS 法のダイスおよびパン チにはカーボン製と WC 製の 2 種類を用いた.75 MPa を試 料に印加した場合はカーボン製ダイスを用い,400 MPa を 試料に印加した場合には WC 製ダイスを用いた.固化成形 温度はダイスに直接挿入した熱電対により測定し,通電する 電流値によって制御した.SPS チャンバー内の真空度は 5~ 7 Pa,昇温速度は 30~40 K/min の下で固化成形を行った. また,ダイスは直径がq10 mm のものを用いた.SPS 法で 得られた固化成形体の密度はアルキメデス法により測定し た.得られた固化成形体を,縦 3 mm,横 3 mm,高さ 6 mm(アスペクト比 2)程度になるように切断し,平行研磨を 行うことにより圧縮試験片を作製した.また,圧縮試験機の クロスヘッドスピードを 0.5 mm/min に設定した.圧縮試 験後の試験片の破断面を SEM を用いて観察した. 最後に,固化成形体の粒子界面接合状態を観察するために 透過型電子顕微鏡(TEM)観察を行った.TEM の試料は厚 さ 100 mm 程度に研磨し直径 3 mm のメッシュに接着した 後,イオンミリングにより前処理を行った. 3. 実 験 結 果 3.1 ガスアトマイズ粉末の評価 Fig. 1 に,作製した[(Fe0.5Co0.5)0.75Si0.05B0.2]96Nb4粉末 (125 mm 以下に分級後)の SEM 画像を示す.この図からア トマイズ粉末は大小様々な大きさの粒子から構成されいずれ の粒子も球状であった.また粉末表面はなめらかであり,結 晶と思われる組織は観察されなかった.Fig. 2 に作製した粉 末の X 線回折パターンを示す.この図から,回折パターン はアモルファス構造特有のブロードを示し,粉末がアモルフ ァス単相であることが確認された.また作製した粉末の DSC 熱分析結果を Fig. 3 に示す.この図から,807 K 付近
Fig. 4 Program temperature and sample temperature in isothermal DSC.
Fig. 5 Definition of crystallization temperature Txand
incuba-tion time in Isothermal DSC analysis.
Fig. 6 Time Temperature Transformation diagram of [(Fe0.5Co0.5)0.75Si0.05B0.2]96Nb4in logarithmic scale.
で吸熱が見られた後,855 K 付近で急激に発熱が起こり,試 料が結晶化したことが分かる.結晶化の前に吸熱を伴う転移 がみられたことと X 線回折パターンがアモルファス単相を 示したことから,作製した粒径 125 mm 以下のすべての粉末 が金属ガラス粉末であることが確認できた.DSC 測定結果 から,作製した金属ガラス粉末のガラス転移温度と結晶化温 度はそれぞれ Tg=807.5 K, Tx=855.5 K でありDTx=48 K が算出された.これらの値は銅鋳型鋳造法で作製したバルク 金属ガラスの文献値と比べても近い値であった6,7). 3.2 [ ( Fe0.5Co0.5)0.75Si0.05B0.2]96Nb4金 属 ガ ラ ス 粉 末 の TTT曲線 金属ガラスは室温付近では非常に高弾性でかつ塑性域が小 さ いため12)固化 成形など の二次加 工するこ とが困難 であ る.一方で金属ガラスはガラス転移温度以降でガラス転移を 起こし粘性率が急激に低下するため13),容易に粉末の変形 を起こさせることが期待できる.しかし,金属ガラスは規則 的な周期構造を持たない非晶質合金であり,熱的に非平衡状 態であるため,その加工過程において長時間高温で保持した 場合には,金属ガラスが結晶化を起こすことが考えられる. つまり,金属ガラスが有する優れた特性を維持するために は,金属ガラスの固化成形プロセス時に結晶化を起こさせな いことが必須である.そのためにはガラス転移以降で金属ガ ラスの結晶化が起こるまでの潜伏時間を推測し,その潜伏時 間内に加工することでガラス相を維持したままの固化成形を 含む二次加工が可能となる.また,一般に金属ガラスの結晶 化の潜伏時間は TTT 曲線から見積もることができる14).そ こでまず初めに,作製した粉末の等温 DSC 測定を行い本合 金組成金属ガラスの TTT 曲線を作成した. 等温 DSC 測定時は,試料を室温から 80~100 K/min 程度 の速い昇温速度で種々の温度まで速やかに昇温し,結晶化に 伴う発熱ピークの出現までの時間(潜伏時間)を測定した.そ の際,Fig. 4 に示すようにプログラムで設定した炉の温度に 試料の温度が追従しないため,原子の移動が始まると思われ る温度(700 K)に試料が到達した時点を,設定温度での潜伏 時間の測定開始時間0 s(横軸の原点)とした.これは,ガ ラス固体状態から過冷却液体状態,および結晶固体になるに は原子の移動が必要であり,原子拡散の起こりうる温度に達 してからの潜伏時間を測定するためである.また,Fig. 5 に 示すように,DSC 曲線で発熱が開始する点から結晶化開始 点,すなわち結晶化開始温度Tx,結晶化開始時間txを 定義した. この方法を用いて,作成した[(Fe0.5Co0.5)0.75Si0.05B0.2]96 Nb4金属ガラス粉末の TTT 曲線を Fig. 6 に示す.この図 で,点線で示した曲線より短時間側では組織はアモルファス 単相であり,点線で示した曲線より長時間側では組織に結晶 相が生じていることを示している.この図から,温度が上昇 するにつれて結晶が生じるまでの潜伏時間が減少しているこ とが確認できる.またその時間は,粘性が高いガラス転移温 度 Tg付近では約 1000 s 程度であり,粘性が低い結晶化温度 Tx付近では約 100 s 程度であることが分かった. 3.3 [(Fe0.5Co0.5)0.75Si0.05B0.2]96Nb4金属ガラス粉末の固化 成形 Table 1 に得られた固化成形体の成形条件,および相対密 度を示す.固化成形体の成形条件は Fig. 6 の TTT 曲線を参
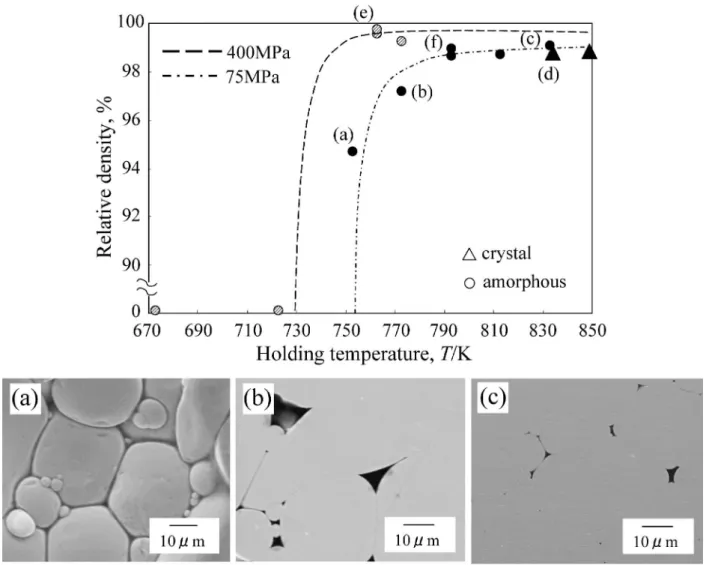
Fig. 7 Relative densities of sintered specimens depending on the holding temperatures and SEM images of the cross section of the specimen.
Table 1 Consolidating conditions and relative densities of each sample.
Sample Pressure(MPa)
Holding temperature (K) Holding time (sec) Heating rate (K/min) Relative density () a 75 753 180 40 94.6 b 75 773 180 42 97.1 c 75 833 60 33 99.0 d 75 833 180 33 98.8 e 400 763 120 37 99.6 f 75 793 180 40 98.8 考にして決定した.Fig. 7 に SPS 法により作製した固化成 形体の相対密度と温度の関係を示す.また,各固化成形温度 での固化成形体断面の SEM 画像(a)~(c)を同図に示す.こ の Fig. 7 で示される固化成形体(a)~(f)の固化成形条件は Table 1 の(a)~(f)にそれぞれ対応している. カーボン製ダイスを用いた場合,SPS 保持温度が 760 K 以上の試料で急激に固化成形体の相対密度が上がることが分 かる.これは,この温度付近から粘性抵抗が急激に低下し, 粘性流動変形が開始するためと考えられる.また保持温度が 833 K の時,相対密度がほぼ 99の固化成形体が作製でき た.一方で,保持温度が同じ 833 K でも保持時間 60 s(Fig. 7 の(c))と 180 s(Fig. 7 の(d))の差により,保持時間が長い と 固 化 成 形 体 内 に 結 晶 相 が 生 じ , さ ら に 昇 温 速 度 34 K/ min,保持温度 848 K,保持時間 120 s で固化成形した固化 成形体内部には結晶相が生じていることが X 線回折結果か ら明らかになった. カーボン製ダイスを用いた相対密度 94.6の固化成形体 (Fig. 7 の(a))SEM 画像から,一部で粒子が多面体に変形し ていることが分かる.しかし粒子同士の結合は見られず,固 化成形体内にはたくさんの気孔が存在する.カーボン製ダイ スを用いて作製した相対密度 97.1の固化成形体(Fig. 7 の (b))SEM 画像では,粒子間でネックが形成され始め,一部 では粒子同士の境界がなくなっていくことが確認できる.こ れは固化成形の初期段階にあたると考えられる.Fig. 7(c) の SEM 画像に示した固化成形体は相対密度 99.0の断面で あり,その気孔は固化成形体内部に孤立し,先に示した相対 密度 97.1の試料と比べて気孔が収縮していることが確認 できる. 一方,理論相対密度に近づけるには成形圧力を上げる必要 があるため,WC 製ダイスを用いて 400 MPa の付加圧力で
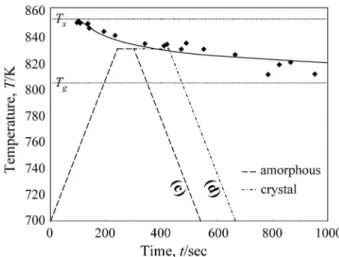
Fig. 8 Temperature control programs in SPS process with constructed TTT diagram.
Fig. 9 XRD patterns of consolidated samples (c) and (d) ((c): holding time 60 s, (d): holding time 180 s).
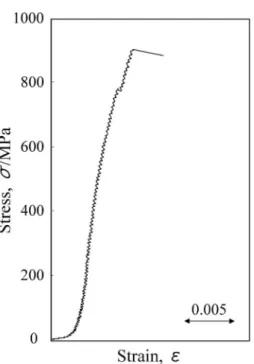
Table 2 Size of compressive test specimen. Sample Length (mm) Width (mm) Hight (mm) Area (mm2) c 3.062 3.524 6.418 10.79 固化成形した.Fig. 7 から SPS 保持温度が 740 K 以上の試 料で固化成形体の相対密度が急激に上がることが分かる.ま た昇温速度が 37 K/min,保持温度が 763 K の条件下で,最 高到達相対密度 99.6の固化成形体(Fig. 7 の(e))が作製で きた.またこの固化成形体においても粒子に囲まれた空隙は カスプ状であり,表面張力による自由表面の凹面化はほとん ど見られなかった.これは粉末のガラス相を維持する上で, 短時間かつ高い圧力下で固化成形を行うために,空隙表面の 緩和を受けないうちに緻密化が進行するためであると考えら れる. 3.4 TTT曲線と実際に固化成形した試料の結晶化挙動の比 較 作製した試料の一部に結晶相が観察されたため,その原因 を明らかにするために SPS 法による固化成形における温度 保持条件を検討した.Fig. 6 に示すように結晶化の潜伏時間 は,ガラス転移温度 Tg付近では約 1000 s,結晶化温度 Tx 付近では約 100 s,それらのおおよそ中間の温度である 833 Kでは約 500 s であることが分かる.そこでここでは,ガラ ス転移温度と結晶化温度のほぼ中間の温度の 833 K で保持 をした 2 つの固化成形体の結晶化挙動を比較した.Table 1 に 示す よう に 固化 成形 体(c)の成 形条 件 は, 印加 圧力 75 MPa, 保 持 温 度 833 K , 保 持 時 間 60 s , 昇 温 速 度 33 K / min,固化成形体(d)の成形条件は,印加圧力 75 MPa,保持 温度 833 K,保持時間 180 s,昇温速度 33 K/min である. Fig. 8 に,本研究により得られた TTT 曲線と SPS 法の固 化成形温度プログラムを重ねて載せたものを示す.また実際 に測定した固化成形体(c),および固化成形体(d)の X 線回 折パターンを Fig. 9 に示す.固化成形体(c)の X 線回折パ ターンはアモルファス構造特有のブロードであり,組織はア モルファス単相からなっていることが確認できる.一方,固 化成形体(d)の X 線回折パターンは準安定相(Fe, Co, Nb)23 B6に相当する,わずかなピークが見られ,結晶相が生じて いることが分かる.このことは Fig. 8 において固化成形体 (c)の固化成形過程が TTT 曲線と交わっていないことと, 実際の固化成形体の組織がアモルファス単相であることとよ く一致している.一方,固化成形体(d)の固化成形過程が TTT 曲線と(450 s, 833 K)付近で交わっているために,固 化成形体内部に結晶相が生じたと考えられる. したがって,作成した TTT 曲線と実際に固化成形した試 料の結晶化挙動がほぼ一致しており,TTT 曲線を基に SPS 保持温度に対して金属ガラス状態を維持しながら緻密な成形 体ができる最大固化成形時間を推定することが可能であると 考えられる. 3.5 固化成形体の機械特性評価 先の緒言でも述べたように,種々の金属ガラス合金が開発 される中で,唯一 Fe 系金属ガラスが構造部材としての要求 を満たす材料として期待されている. そこで,作製した固化成形体が従来報告されている強度と 同等の特性を有するかどうかを調べるために,本合金組成金 属ガラスの機械特性を圧縮試験を行うことにより評価した. 圧縮試験に用いた固化成形体(Fig. 7 の(c))の実際の圧縮試 験片の寸法を Table 2 に示す.Fig. 10 に圧縮試験により得 られた同固化成形体(Fig. 7 の(c))の室温での応力ひずみ曲 線を示す.このグラフから圧縮破壊強度は約 900 MPa,ヤ ング率は約 194 GPa であることが分かった.銅鋳型鋳造法 により作製した本合金組成と同組成の試料の圧縮破壊強度が 4000 MPa を超えることが報告されている6,7).本研究での 圧縮破壊強度は 4000 MPa よりかなり低く,また一般に金 属ガラスの降伏ひずみが約 2.0×10-2程度であり15),今回測 定した応力ひずみ曲線で求められる約 4.6×10-3もそれに 比べて低い値をとっている.次に圧縮試験後の破面を Fig. 11に示す.この図から一部粒内で破壊が起こったあとが見 られるが,多くは隣接する粒子同士が剥がれるようにして破 壊していることが観察される.Fig. 12 に,固化成形体(e)の
Fig. 10 Compressive stressstrain curve of consolidated [(Fe0.5Co0.5)0.75Si0.05B0.2]96Nb4bulk metallic glass.
Fig. 11 SEM image of the fracture surface of [(Fe0.5Co0.5)0.75
Si0.05B0.2]96Nb4consolidated specimen after compressive test.
Fig. 12 SEM image of the pseudotensile fracture surface of [(Fe0.5Co0.5)0.75Si0.05B0.2]96Nb4consolidated specimen.
Fig. 13 Application of pseudotensile force for observing frac-ture surface.
Fig. 14 TEM image and diffraction pattern of the [(Fe0.5
Co0.5)0.75Si0.05B0.2]96Nb4consolidated specimen. 擬似的な引張り(Fig. 13)により発生した破面の SEM 画像を 示す.固化成形体内部の粒子が多角形に変形して緻密化して いるが,粒子の凹凸や粒子界面がはっきりと観察され,粒子 界面から剥がれるようにして破壊していることが観察でき る.このことから,変形して密に接触した隣接粒子同士が十 分に結合していないと考えられる. 以上から,SPS 法によってほぼ理論密度まで緻密化され るが,変形された粒子と粒子の界面の接合が十分でなく,そ のために粒子自体の降伏破壊はほとんど起こらず,粒子と粒 子の界面で破壊したものであり,このことが圧縮破壊強度が 低くなった主な原因と考えられる. Fig. 14 に Fig. 7 の ( f) に 示 す 相 対 密 度 98.8 の 試 料 の TEM 観察結果を示す.この図で電子線回折に回折斑点が見 られないことから,粒子内部はアモルファス相であり結晶相 は生じていないことが確認できる.しかし,粒子界面に沿っ て約 50 nm 程度の薄い結晶相が生じていることが観察され た.この結晶相も強度低下の一因と考えられる. 本合金組成金属ガラスの粘性流動特性やそれを利用した固 化成形時の緻密化については十分明らかにされていない.特 に粘性流動による成形緻密によって,変形した粒子同士の接 触界面が原子的結合にいたり,強固に接合されるかについて は依然として不明である.Fig. 14 に示した約 50 nm の結晶
相を介して,隣接する粒子が結合されているのか,またその 場合,本合金組成の結晶材の強度が圧縮破壊強度に対して支 配的になるのかなどを明らかにしていく必要がある.さら に,粘性変形した粒子界面の微薄結晶相の形成を防ぐ方法が あるかどうか,そのプロセスによって粒子間の結合が生じる のか,本質的な圧縮破壊強度が得られるかどうかなどを検討 していくことが今後の課題である. 4. 総 括 本研究では SPS 法を用いた Fe 系金属ガラス粉末の固化 成形において以下のような結論が得られた. 作製した[(Fe0.5Co0.5)0.75Si0.05B0.2]96Nb4粉末を用いて SPS 法により固化成形を行った結果,相対密度が最大 99 を超えるガラス相を維持したままの固化成形体が得られた. 固化成形時に 75 MPa を試料に印加した場合は 760 K 付近から,400 MPa を試料に印加した場合には 740 K 付近 から急激に固化成形体が緻密化することが分かった. 得られた相対密度 99.6の固化成形体の SEM 画像か ら,粒子に囲まれた空隙はカスプ状であり,表面張力による 自由表面の凹面化はほとんど見られなかった.これはガラス 相を維持するために短時間・高圧力で固化成形を行ったため に,空隙表面の粘性流動による緩和が起こらないうちに緻密 化が進行したためと考えられる. 得られた固化成形体の圧縮試験結果から圧縮破壊強度 は約 900 MPa,ヤング率は約 194 GPa,圧縮ひずみは約 4.6 ×10-3であった. 固化成形体の粒子界面 TEM 観察結果から,固化成形 体の粒子内部には結晶相は生じていなかったが,粒子の界面 に沿って約 50 nm 程度の薄い結晶相が観察された. 本研究は文部科学省グローバル COE プログラム「材料イ ンテグレーション国際教育研究拠点(東北大学)」より支援を 受け行われた研究であり記して謝意を表します. 文 献
1) P. Duwez: Trans. ASM60(1967) 607.
2) J. Pan, Q. Chen, N. Li and L. Liu: J. Alloy. Compd.463(2008) 246249.
3) J. S. C. Jang, L. J. Chang, T. H. Hung, J. C. Huang and C. T. Liu: Intermetallics14(2006) 951956.
4) Y. L. Gao, J. Shen, J. F. Sun, G. Wang, D. W. Xing, H. Z. Xian and B. D. Zhou: Mater. Lett.57(2003) 18941898.
5) J. P. Chu, C. L. Chiang, T. G. Nieh and Y. Kawamura: Inter-metallics10(2002) 11911195.
6) A. Inoue, B. L. Shen and C. T. Chang: Acta Mater.52(2004) 40934099.
7) A. Inoue, B. L. Shen and C. T. Chang: Intermetallics14(2006) 936944.
8) R. Watanabe, H. Kimura, H. Kato and A. Inoue: J. Jpn. Soc. Powder Powder Metallurgy54(2008) 761767.
9) G. Xie, D. V. L. Luzgin, H. Kimura and A. Inoue: Appl. Phys. Lett.90(2007) 241902.
10) T. S. Kim, J. K. Lee, H. J. Kim and J. C. Bae: Mater. Sci. Eng. A 402(2005) 228233.
11) A. Hirata, Y. Hirotsu, K. Amiya, N. Nishiyama and A. Inoue: In-termetallics16(2008) 491497.
12) J. Eckert, K. B. Kim, F. Baier, M. B. Tang, W. H. Wang and Z. F. Zhang: Intermetallics14(2006) 876881.
13) H. Kato, T. Wada, M. Hasegawa, J. Saida, A. Inoue and H. S. Chen: Scr. Mater.54(2006) 20232027.
14) J. H. Perepezko and K. Hildal: Mater. Sci. Eng. B148(2008) 171178.
15) A. Inoue, B. Shen and A. Takeuchi: Mater. Trans.47(2006) 12751285.
![Fig. 3 DSC curve of [(Fe 0.5 Co 0.5 ) 0.75 Si 0.05 B 0.2 ] 96 Nb 4 metallic](https://thumb-ap.123doks.com/thumbv2/123deta/5884604.557862/2.892.471.810.869.1141/fig-dsc-curve-fe-si-b-nb-metallic.webp)
![Fig. 6 Time Temperature Transformation diagram of [(Fe 0.5 Co 0.5 ) 0.75 Si 0.05 B 0.2 ] 96 Nb 4 in logarithmic scale.](https://thumb-ap.123doks.com/thumbv2/123deta/5884604.557862/3.892.82.422.884.1144/fig-time-temperature-transformation-diagram-fe-logarithmic-scale.webp)